
Abstract
The bone tissue recovery after serious injuries has been a goal of regenerative medicine for more than a decades. So the issue of recovering the acetabular bone deficit has not been resolved. The typical practice of “deficient areas” filling is metal porous augments using, which is a short-term solution to this issue. It should be noted that the use of augments is not entirely justified, since for 5 years and more, bone tissue lysis also occurs due to the inevitable macrophage reaction of the body to friction products (debridement). One of the solutions, competing with auto- and/or alloplastic, is the use of composite biomimetic structures obtained by 3D printing. The paper describes the method of inkjet printing of a composite material based on bacterial cellulose(BC)/hydroxyapatite (HA). Printing inks was obtained by mixing the BC nanoparticles in an aqueous solution of CaCl2 and Na2HPO4 with different proportions. Drying the resulting structures was carried out by freeze drying. The samples with different architecture were obtained. The samples’ microstructure, functional composition were studied. It was found that obtained composite have homogeneous structure of HA paricle’s spreading among BC matrix.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1.1 Introduction
Hydroxyapatite (HA) opens broad possibilities in bone engineering application due to being an inorganic component of natural bone. Despite to its high biocompatibility and osteoconductivity, low range of mechanical properties makes restricts its spreading in bone engineering. The permissible way to solve this problem is a developing HA based composite materials. The authors of [1,2,3,4] suggested to incorporate HA nanocrystals into organic matrix, which has high biocompatibility and mechanical strength.
Bacterial cellulose (BC) has high level of biocompatibility along with high mechanical properties comparable with aramids. It makes actual producing hybrid composite materials based on BC/HA. Such composites were investigated in [5,6,7,8,9,10,11], where was showed that the BC/HA nanocomposites are promising for applications in various biomedical fields: tissue engineering and drug delivery.
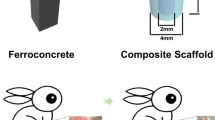
In case of bone tissue recovery after serious injuries it becomes important, a providing appropriate conditions for fast osteoregeneration. Inspite to the great progress in that area, there is lack of techniques for the acetabular bone deficit solving. The typical practice is a filling “deficient areas” with metal porous augments, which is a short-term solution to this issue. It should be noted that the use of augments is not entirely justified, since for 5 years and more, bone tissue lysis also occurs due to the inevitable macrophage reaction of the body to friction products (debridement) [12,13,14,15,16]. One of the solutions, competing auto- and /or alloplastic, is the use of composite biomimetic structures obtained by 3D printing [14, 15, 17]. The paper describes the method of preparation composite based on BC/HA inks for inkjet printing.
1.2 Method and Materials
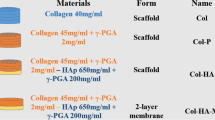
The printing ink of composite material was obtained by mixing in an aqueous solution two different proportion of BC powder, CaCl2 and Na2HPO4. The managing of BC content explains by its viscous properties. The molar ratio of Ca/P was 1.67 as in stoichiometric HA. The two BC/HA biocomposites were prepared by follows:
-
2.94 g of CaCl2·2H2O and 4.29 g of Na2HPO4·12H2O were dissolve in 40 ml of bi-distilled water and mixed. After 0.15 g of BC was put into the solution
-
1.47 g of CaCl2·2H2O and 2.15 g of Na2HPO4·12H2O were dissolve in 40 ml of bi-distilled water and mixed. After 0.3 g of BC was put into the solution.
The resulting materials’ suspensions were milled by planetary milling machine for 3 h. The milled suspensions were washed up by distilled water and were filtered. The composite ink was put into 3D printer’s cylinder. The work principle of 3D printing setup is schematically illustrated in Fig. 1.1 The biocomposite ink presses through needle filler by piston under pressure of air. The 3D moving noodles of biocomposite put onto cooled substrate and immediately freeze.

The BC/HA scaffolds printing process
The resulting structures dried by freeze drying method. The microstructure of the samples was studied on optical microscope Olympus BX-51, a digital images were processed by SIAMS program. The functional composition was determined by FTIR spectrometry. It was found that obtained composite have homogeneous structure of HA paricle spreading among BC matrix.
1.3 Results and Discussion
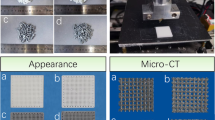
The microstructure of BC/HA composites with different proportions are shown in Fig. 1.2. The suspension is homogenous. The particles are evenly spaced, Fig. 1.2a. At suspension that was obtained by second method (where BC content increased for 4 times) the HA microparticles are incorporated into BC matrix, Fig. 1.2c. It also makes some problems at printing, due to high viscosity of ink. We solved it by increasing fluidity of water solution. It is notable that increasing of BC content enlarges average microparticles size from 2.98 to 3.36 µm, according to Table 1.1.

The BC/HA biocomposites microstructure. a, b—for lower content of BC; c, d—for BC increased content (4 times); a, c—light reflected images; b, d—light transmitted images
Also, the maximum square of particles increased from 9.51 to 12.25 µm2. We suppose that particles’ sizes increasing caused by viscosity of BC material, which blocks suspension fluidity at milling process (Fig. 1.3).

Measurement of the size and shape of particles. Differential numerical particle size distribution
The Fourier transform infrared spectroscopy was used to evaluate the HA/BC interactions. All obtained IR spectra were referenced on HA spectra, (Fig. 1.4c). The 562 and 602 cm−1 bands in HA spectra belong to the O-P-O groups (ν4 bending mode) [18, 19]. The highest band at 1026 cm−1 refers to asymmetric stretching (ν3) of P-O vibrations. The carbonate groups enhancing at 1456 to 1716 cm−1 caused by BC addition and indicates the bonding of BC with HA.

FTIR spectra of the synthesized samples: BC/HA—1 (curve a), BC/HA—2 (curve b) and HA (curve c)
1.4 Conclusion
The BC/HA biocomposite materials with different BC content for use in 3D printing were obtained. The microstructure, functional groups composition were investigated. It was shown, that increasing of BC content has direct influence on particles’ size at suspension. The method of BC/HA biocomposite 3D printing is suggested.
References
A. Turlybekuly, B.H. Shaimardanova, S.V. Plotnikov, A.D. Pogrebnjak, N.K. Erdybaeva, G.K. Uazyrkhanova, Q. Aqatan, Bull. Univ. Karaganda-Phys. 3, 74 (2018)
A. Turlybekuly, B.H. Shaimardanova, S.V. Plotnikov, A.D. Pogrebnjak, L.N. Yerokhina, G.K. Uazyrkhanova, A. Kasymbayev, E. Shaymardan, D.S. Dogadkin, Bull. Univ. Karaganda-Phys. 4, 51 (2018)
A. D. Pogrebnjak, L. F. Sukhodub, L. Sukhodub, O. V. Bondar, A. Turlybekuly, Advances in Thin Films, Nanostructured Materials, and Coatings (2019) pp. 361–368
A. Pogrebnjak, L. Sukhodub, L. Sukhodub, O. Bondar, M. Kumeda, B. Shaimardanova, Z. Shaimardanov, A. Turlybekuly, Ceram. Int. 45, 7504 (2019)
S.-J. Ahn, Y.M. Shin, S.E. Kim, S.I. Jeong, J.-O. Jeong, J.-S. Park, H.-J. Gwon, D.E. Seo, Y.-C. Nho, S.S. Kang, C.-Y. Kim, J.-B. Huh, Y.-M. Lim, Biotechnol. Bioprocess. Eng. 20, 948 (2015)
N. Tazi, Z. Zhang, Y. Messaddeq, L. Almeida-Lopes, L.M. Zanardi, D. Levinson, M. Rouabhia, AMB Express 2, 61 (2012)
S. Saska, H.S. Barud, A.M.M. Gaspar, R. Marchetto, S.J.L. Ribeiro, Y. Messaddeq, Int. J. Biomater. 2011, 1 (2011)
N. Yin, S. Chen, Y. Ouyang, L. Tang, J. Yang, H. Wang, Prog. Nat. Sci. Mater. Int. 21, 472 (2011)
L.-H. Fu, C. Qi, Y.-J. Liu, W.-T. Cao, M.-G. Ma, Sci. Rep. 8, 8292 (2018)
P. Qi, S. Ohba, Y. Hara, M. Fuke, T. Ogawa, S. Ohta, T. Ito, Carbohydr. Polym. 189, 322 (2018)
K. V. Massari, G. O. Marinho, J. L. Silva, L. A. Holgado, A. L. Leão, M. M. Chaves, A. Kinoshita, Tissue reaction after subcutaneous implantation of a membrane composed of bacterial cellulose embedded with hydroxyapatite. Dent. Oral Craniofacial Res. 1, 25–30 (2015)
H. Mei, S. Zhao, W. Chen, Q. Wang, H. Liang, Trans. Nonferrous Met. Soc. China 28, 1368 (2018)
D. Feldman, J. Macromol. Sci. Part A 52, 322 (2015)
P.A. Rühs, F. Storz, Y.A. López Gómez, M. Haug, P. Fischer, Npj Biofilms Microbiomes 4, 21 (2018)
M. Sayed, H.F. El-Maghraby, F. Bondioli, S.M. Naga, J. Appl. Pharm. Sci. 8, 23 (2018)
M. Moniri, A. Boroumand Moghaddam, S. Azizi, R. Abdul Rahim, A. Bin Ariff, W. Zuhainis Saad, M. Navaderi, R. Mohamad, Nanomaterials 7, 257 (2017)
Q. Wang, J. Sun, Q. Yao, C. Ji, J. Liu, Q. Zhu, Cellulose 25, 4275 (2018)
R. Hu, C.-J. Lin, H.-Y. Shi, J. Biomed. Mater. Res. Part A 80A, 687 (2007)
I.S. Neira, Y.V. Kolen’ko, O.I. Lebedev, G. Van Tendeloo, H.S. Gupta, F. Guitián, M. Yoshimura, Cryst. Growth Des. 9, 466 (2009)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Turlybekuly, A. et al. (2020). Bacterial Cellulose/Hydroxyapatite Printed Scaffolds for Bone Engineering. In: Pogrebnjak, A., Pogorielov, M., Viter, R. (eds) Nanomaterials in Biomedical Application and Biosensors (NAP-2019). Springer Proceedings in Physics, vol 244. Springer, Singapore. https://doi.org/10.1007/978-981-15-3996-1_1
Download citation
DOI: https://doi.org/10.1007/978-981-15-3996-1_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-3995-4
Online ISBN: 978-981-15-3996-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)