
Abstract
Arc-welding based additive manufacturing techniques are attracting interest from the manufacturing industry because of their potential to fabricate large metal components with low cost and short production lead time. This paper introduces wire arc additive manufacturing (WAAM) techniques, reviews mechanical properties of additively manufactured metallic components, summarises the development in process planning, sensing and control of WAAM, and finally provides recommendations for future work. Research indicates that the mechanical properties of additively manufactured materials, such as titanium alloy, are comparable to cast or wrought material. It has also been found that twin-wire WAAM has the capability to fabricate intermetallic alloys and functional graded materials. The paper concludes that WAAM is a promising alternative to traditional subtractive manufacturing for fabricating large expensive metal components. On the basis of current trends, the future outlook will include automated process planning, monitoring, and control for WAAM process.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Arc welding has been widely explored for additive manufacturing (AM) of large metal components over the last three decades due to its lower capital investment, an unlimited build envelope, and higher deposition rates [1]. The concept of using arc welding as a means of building up components was initiated in the 1990s from Europe [2, 3]. The capability of arc welding has been demonstrated through building several prototype parts with good structural integrity and mechanical properties [4]. However, WAAM received less attention than other AM processes at that time due to a few reasons: (1) High heat input associated with welding processes can induce residual stress as well as part distortion [5]; (2) Poor accuracy (about ±0.2 mm) and surface finish of the fabricated part are unacceptable for many applications [1]; (3) Solid layers cannot be filled to form a smooth surface, resulting in inner gaps or voids [6]; (4) Automated CAD-to-part AM system using arc welding processes is immature [7]; (5) Lack of integrated, reliable process monitoring and control to accommodate variations during the deposition.
More recently, there has been increasing interest in applying AM to titanium alloys due to greater demand for titanium alloys in the aerospace industry, and the difficulty and inefficiency of subtractive manufacturing from billet. There are several alternative approaches including laser [8] and electron beam AM systems [9]. At Cranfield University [10] in UK and University of Wollongong [11] in Australia efforts have been focused on the use of the wire arc additive manufacturing (WAAM) processes due to their high deposition rate, unlimited build envelop, and efficient use of materials, which provide advantages for fabricating medium to large sized components. Over the last ten years, the WAAM process has attracted significant interest, with the search term “wire arc additive manufacturing” being mentioned in 536 documents in the 2017 Scopus database. Many important facets of WAAM have been widely investigated, including processes and machines, materials, path design and programming, process modelling and online control [12]. A review of WAAM technologies is therefore essential for researchers in this area, to summarize the state-of-the-art research outcomes and also to point out the future research interests. A number of existing literature reviews on AM from various aspects can be found [1, 13,14,15,16,17,18,19,20].
This article places emphasis particularly on WAAM technologies, provides a general overview of the most commonly available WAAM processes, lists the mechanical properties of the processed metallic materials as found in the literature, and describes recent development on process planning, sensing and control. The paper ends with conclusions and future research perspective.
2 Wire Arc Additive Manufacturing Systems
The WAAM system consists of a power source, an automatic wire-feed system, a computer numerically controlled work table or a robotic system, and some accessories (e.g. shielding gas, preheating or cooling system). A typical robotic WAAM system is shown in Fig. 1. A computer interface ① is used to programme the experimental process and collect the experimental results. The robot controller ② is used to coordinate both the robot motions and welding processes. A programmable welding power source ③ is used to control the welding process. An industrial robot manipulator ④ implements the movement of the gas metal arc welding (GMAW) torch ⑤ or the gas tungsten arc welding (GTAW) torch ⑥ for metal deposition. Subsequently, a structure is deposited as shown in ⑦.

Schematic diagram of the developed experimental WAAM system
As indicated in a previous review [1], WAAM technology can be further divided into various categories such as gas metal arc welding (GMAW) based [21], gas tungsten arc welding (GTAW) based [22], and plasma arc welding (PAW) based [23] processes.
2.1 GMAW-Based WAAM Systems
GMAW is a welding process in which an electric arc forms between a consumable wire electrode and the workpiece metal. The wire is usually perpendicular to the substrate. For a single-wire process, there is no limitation imposed on movement during deposition by the need to rotate the torch. Various transfer modes can be used in GMAW, such as spray and pulsed-spray. Cold metal transfer (CMT), as a modified GMAW variant based on the controlled dip transfer mode, has been widely used for WAAM due to its high deposition rate with low heat input [24]. Tandem GMAW, a twin-wire process, was recently reported for creating metallic objects with high deposition rates [25], as shown in Fig. 2. Although it has been stated that the tandem system has the potential to produce intermetallic alloy as well as the gradient materials, to date there are no reports of this in the literature. To increase the deposition rate and material efficiency, a double electrode GMAW using GTAW torch to provide the bypass current was developed as shown in Fig. 3. It was reported that the coefficient of materials utilization increased more than 10% using DE-GMAW for depositing thin-wall parts within a certain range of bypass current [26]. Note that for any wire-arc system with more than one electrode or wire, the torch must be aligned with the direction of travel, imposing a significant additional constraint on the path planning algorithm.

Schematic of twin-wire welding torch for WAAM [25]

Schematic diagram of double electrode GMAW-based AM system [26]
2.2 GTAW-Based WAAM Systems
GTAW uses a non-consumable tungsten electrode in combination with a separately-fed wire to produce the weld deposit, as shown in Fig. 4. During the deposition process, wire feed orientation influences material transfer and the quality for the deposit. Back feeding, side feeding, and front feeding can be used. Front feeding is normally implemented for Ti-based and Fe-based AM. A mathematical model has been developed to optimise the wire feed direction and position for improved deposition accuracy [27]. Increasing arc length was accompanied by an equal increase in the distance between the shielding nozzle and the workpiece. A gas lens is used to generate laminar flow of shielding gas to reduce oxidation. A trailing shielding device is usually used to prevent oxidation during the WAAM of titanium alloys on open air [11].

Illustration of GTAW torch [11]
Twin-wire GTAW-based WAAM has been developed to produce intermetallic and functionally graded materials [28,29,30]. Two different wires from separate wire-feed systems are fed into a single melt pool to form objects. The composition of different materials can be controlled through separately adjusting the wire-feed rates. Preheating and trailing gas shielding may be used to control the inter pass temperature and to prevent oxidation, respectively. An experimental setup of twin-wire WAAM and the schematic diagram of the manufacturing process are shown in Fig. 5.

(a) Experimental setup of twin-wire WAAM system with preheating and trailing devices; (b) Schematic representation of the additive manufacturing process [28]
2.3 PAW-Based WAAM System
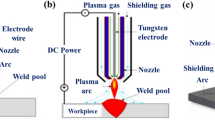
PAW as a method for the AM of metallic materials has also been widely investigated [31,32,33]. Arc energy density in plasma welding can reach three times that of GTAW, causing less weld distortion and smaller welds with higher welding speeds [34]. A micro-PAW based WAAM system, as shown in Fig. 6, was introduced and the effects of process parameters on the mechanical properties and surface quality of fabricated parts have been investigated [23].

Schematic diagram of the PAW-based WAAM system and the details of plasma arc [23]
3 Mechanical Properties of WAAM Processed Metallic Materials
A recent article [19] systematically reviewed the published values for mechanical properties obtained for materials processed by various AM techniques, including powder bed fusion and directed energy deposition technologies. This review focuses on mechanical properties of metallic materials manufactured by WAAM. Based on the limited number of alloy systems for which mechanical properties are published, Table 1 summaries the existing alloy classes and references to published date, along with the process category.
Titanium alloys have a wide range of desirable mechanical properties including high strength-to-weight ratios, moderate ductility, good fatigue and fracture resistance, and excellent corrosion resistance. The main hurdle for wider application of these materials is their comparatively high manufacturing cost, especially in the aerospace industry where components suffer high buy-to-fly ratios. With the increasing interest in, and use of, titanium and its alloys, significant efforts are being made to reduce the costs associated with these materials by development of novel production and manufacturing techniques. Ti-6Al-4V is the most popular material investigated using WAAM process [36, 38, 40, 47,48,49,50,51,52]. Figure 7 shows an additively manufactured wall structure using GTAW-based WAAM process.

Additively manufactured Ti-6Al-4V wall structure with partial surface machining [11]
Tables 2–4 provide the mechanical properties of additively manufactured alloys (e.g. titanium alloys, aluminum alloys, nickel alloys and bronze alloys) using different WAAM technologies. Data from ASTM standards are also provided for comparison. A review of the literature reveals that most of the published mechanical property measurements have been focused on tensile testing of titanium alloys, particularly Ti-6Al-4V, as summarized in Table 2. In the tables, the effects of specimen direction on tensile properties are documented using a and b, representing orientations in build direction and orthogonal to build direction, respectively. WAAM fabricated Ti-6Al-4V parts exhibit lower strength and higher elongation values in the build direction. Figure 8 captures the mechanical properties of WAAM processed Ti-6Al-4V alloy as well as ASTM standards of wrought and cast material. It can be observed from these summarized results that the mechanical properties of additively manufactured materials are comparable to cast or wrought material, demonstrating that WAAM is a promising alternative for manufacturing many metallic materials.

Summarized mechanical properties of Ti6Al4V components from literatures in WAAM fabrication
Titanium aluminide alloys based on intermetallic γ phase are widely recognised as promising structural materials due to their attractive combination of low density, unique mechanical properties such as high specific strengths and moduli, and good resistance against oxidation and corrosion. The potential of twin-wire WAAM for producing titanium aluminides has been shown in recent studies [28]. Full density γ-TiAl based alloy has been successfully produced using twin-wire WAAM process through separately controlled wire feeding of titanium and aluminium welding wires.
Functionally graded material (FGM) belongs to a class of advanced materials with properties that progressively vary over one or more dimensions. The feasibility of fabricating functionally gradient iron aluminide structures using the twin-wire WAAM process has been demonstrated [29]. The experimental results of Fe-FeAl FGM fabrication demonstrated that variable chemical composition along the height of a buildup wall can be achieved by adjusting the ratio of the wire feed from iron and aluminium wires (Table 3).
4 Automated Process Planning for WAAM
AM processes can produce physical objects from CAD models in a completely automated fashion. Complex geometries are sliced into a set of 2.5D layers, resulting in highly automated fabrication of simplified sub-geometries. Although it is argued that there are many potential issues for automatic fabrication of finished functional metal components using AM methods, such as thermal build up, process optimization, and possible fusion defects, the layer-by-layer manner in AM makes full automation of fabricating complex structures easier, especially for certain specialized components that traditional CNC processes could not build due to tool accessibility or collision.
A significant amount of work has been done over the past half century to develop the ability to produce parts from weld deposits using a layer-by-layer approach. However, a fully automated CAD-to-part additive manufacturing system that incorporates an arc welding process has yet to be commercialized [7].
4.1 Process Planning for WAAM
The steps involved in building parts with robotic WAAM have been identified as shown in Fig. 9 [56]. The system starts from the CAD model, and ends with the finished component. The input CAD model is sliced into a set of layers using the 3D slicing module. Then deposition paths are generated for each layer through the 2D path planning module. Welding parameters associated with each generated path are automatically selected based on an artificial neural network (ANN) bead geometry model. Deposition paths together with the determined welding parameters are translated to robot code, proceeding to the fabrication process. Finally, the near-net shape is fabricated and post-process robotic machining is conducted if necessary. By using these step-by-step modules in a robust and autonomous fashion, producing parts using the WAAM processes requires very little human intervention.

Steps involved in building parts with WAAM system [56]
Fabricating metallic functional parts using WAAM usually requires more careful process design in order to obtain components with the desired mechanical and material properties. Therefore, advanced design methods for WAAM, particularly slicing and path planning, are essential.
4.2 Slicing Methods for WAAM
Most of the current AM process involves slicing 3D CAD model into a set of 2.5D layers (2.5 D slicing) with a constant or adaptive thickness perpendicular to the build-up direction (usually Z+ direction) [12]. However, to fabricate parts with complex shapes, such a strategy requires supporting structures to be added in order to deposit overhangs (refer Fig. 10a), and deposition in the horizontal plane generates the so called staircase effect for sloping surfaces (refer Fig. 10b). The deposition of sacrificial supports results in the wastage of materials and costly post-processing. The staircase effect concerns the approximate construction of surfaces, which are not aligned along the build direction and is measured as the cusp height (see Fig. 10b).

(a) Supports required (b) Stair case effect (c) Change build direction to eliminate stair case effect
A possible solution to these problems is to change the slicing/building direction as needed (Fig. 10c). Recently developed AM machines have a deposition nozzle mounted on a multi-axis robot arm, see Fig. 11, which can deposit on the base surface at any orientation and makes depositing on the underside of an overhang possible. This can effectively eliminate the need for supporting structures. As such these machines can be described as Multi-Directional Deposition Systems [57].

Multi-direction deposition machine [57]
Many 3D slicing methods have been focused on minimizing support structures, including transition wall [58], surface tension [59], centroid axis extraction [60], projection based decomposition [57], offset slicing [61], modular boundary models [62], and decomposition-regrouping method [63], as summarized in Table 5. However, each method is only suitable for a subset of part geometries. A key challenge in multi-direction AM is to develop robust algorithms capable of automatically slicing any 3D model into a set of 3D layers which satisfy support-less and collision-free layered deposition.
4.3 Path Planning Strategies for WAAM
Many types of tool-path patterns have been developed for 2D path planning, as summarized in Table 6. Examples are raster, zigzag, contours, space filling curves, and hybrid tool-path planning approaches.
Transferring these path planning strategies to a WAAM system is not a straightforward task since the two processes are dissimilar in many ways. The raster scanning path technique is based on planar ray casting along one direction [65]. Derived from the raster strategy, zigzag tool-path generation is the most popular method used in commercial AM systems. While it fills geometries line-by-line along one direction like the raster approach, the zigzag approach combines the separate parallel lines into a single continuous pass which significantly reduces the number of tool-path passes [66, 67]. However, the outline accuracy of the part for both raster and zigzag approaches is poor due to the discretization errors on any edge that is not parallel to the tool motion direction. Contour path generation, which is another typical method, can address this geometrical quality issue effectively by following the geometrical trend of the boundary contours [68, 69]. However, by offsetting the contours, the scheme generates numerous closed curves. The spiral tool-path generation is widely applied in numerically controlled (NC) machining, but is only suitable for certain special geometrical models in the AM process [79]. Another tool-path planning method is based on fractal space filling curves. Bertoldi et al. [73] applied Hilbert curve-based tool-paths to the Fused Deposition Modelling process. However, the large numbers of path direction turning motions that are produced in this strategy are not suitable for wire-feed AM. Continuous path planning can be considered as another tool-path generation method. This method is able to generate filling patterns that allow continuous deposition in a single path to fill any arbitrarily shaped area. The number of welding passes is reduced significantly, thereby minimizing starting-stopping sequences, which is advantageous for the wire-feed AM process. The hybrid path planning strategy is also promising as it shares some merits of various approaches. Generally, a combination of contour and zigzag pattern is commonly developed to meet both the geometrical accuracy and build efficiency requirements [12, 77]. Reference [6] proposed an innovative path planning strategy, called Medial Axis Transformation (MAT) path, which allows the system to deposit material from the inside towards the outside of a given part geometry. Using this MAT path routine for wire arc additive manufacturing, gaps or voids can be avoided or significantly reduced. As a result, fully dense metal components can be achieved with high productivity and low cost. Based on this “basic” MAT path routine, further studies [56, 78] have proposed adaptive MAT paths to further improve geometrical accuracy and produce void-free deposition. This technique involves continuously altering the deposition width of the wire-feed process to accommodate the component geometry, while simultaneously minimising the number of interruptions to the deposition process at the component boundary. Adaptive MAT-based path planning strategy is particularly benefit for the WAAM of thin-walled structures.
To date, the path planning for WAAM remains empirical and some human invention is required. Depending on the characteristics of the 2D geometries, however, different tool-path patterns are needed.
5 Sensing and Control of WAAM
Current implementations of WAAM through automated process planning are open-loop processes, and the quality of the produced parts relies significantly on the accuracy of the knowledge-based process models (e.g. artificial neural network bead modelling and overlapping model). However, process stability and repeatability are extremely sensitive to the process parameters, building sequences, and welding disturbances. Therefore, to assure desired quality of the deposited parts, sensing and control of the WAAM process is of great importance.
Sensing and control of WAAM is still at a very early stage, and single-bead wall building was a commonly used case study. The main task is to maintain or control the width and the height of the wall using various sensing and control strategies [80,81,82]. This section reviews the recent developments in sensing technology for the WAAM or arc welding processes.
On-line measurement of the width of the building wall or weld pool is an essential step for control of the process. Visual sensing has commonly been used for quality control of arc welding process, since it has the potential to directly provide dimensional information of weld pool [83]. There were two classes of visual sensing system, namely active visual sensing and passive vision sensing.
Active visual sensing uses laser or structural light as its light sources for the welding area. The key challenge is to overcome the extreme variation in scene brightness created by the welding arc. A stroboscopic vision method was developed to monitor the weld pool as shown in Fig. 12 [84]. The laser energy is transported to the welding site through a single fiber-optic cable. A xenon flash lamp has also been used as a source of intense pulsed light. The laser light reflected from the site is for an instant much brighter than either the direct or reflected light of the welding arc. The system exploits this situation by viewing the welding site with a special-purpose video camera equipped with a CCD video sensor and a very high speed electronic shutter synchronized with the laser flash and the framing of the video sensor. A narrow-band optical filter to match the laser wavelength is also used to further suppress light from the welding arc. Instead of using an expensive high energy laser illuminator, an innovative vison-based sensing system using 50 mW laser diodes has been used to determine the weld pool geometry [85]. As shown in Fig. 13, the liquid GTAW weld pool, which has a mirror-like specular surface, reflects the incident laser pattern while the surface of the solid base metal is not specular. Therefore, dots or stripes projected on the weld pool are reflected and projected on the imaging screen, enabling indirect measurement of the weld pool geometry.

Control Vision Inc laser video viewing system using a pulsed Nitrogen laser [84]

The vision-based sensing system [85]
Passive visual sensing uses the light from black body radiation of liquid metal and welding arc. As shown in Fig. 14, a typical passive visual sensing system composed of a CCD camera and filters has been used to capture the weld pool information during GMAW and GTAW processes [86]. For the pulsed GTAW process, clear images could be easily achieved during the time when the current is at the lowest (base current), as shown in Fig. 15 [87]. For the GMAW process, where it is more difficult to synchronize the camera with the higher frequency droplet spray transfer, an appropriate dimmer-filter system which significantly supresses interference from the welding arc is important.

A typical CCD based passive visual sensing device [86]

The welding image during the GTAW process [86]
Although visual sensing for monitoring the weld pool during a conventional (i.e. non-AM) arc welding process has been widely investigated, there is little literature reporting the direct measurement of the weld poor during the WAAM process. To obtain clear images of the WAAM process, more robust sensing devices as well as imaging processing algorithms are required. This additional requirement is due to surfaces adjacent to the weld pool in WAAM not being as regular or predictable as workpiece surfaces normally encountered in conventional single-pass fabrication welding. This also can result in additional instability of the WAAM welding process. Instead of direct measurement of weld pool in WAAM process, active visual sensing [82] and passive visual sensing [80] were used to monitor the area behind the welding area where the influence of the strong welding arc is largely reduced, therefore a certain distance lag was suffered. Another control strategy used for WAAM is to scan the geometry of each deposited layers, then the deviations in the layer height are compensated by adaptively adjusting the wire-feed rate on next deposition layer, based on the 3D scanned data [88]. Through iterative learning control, stable deposition and flat surfaces could be achieved after the deposition of several layers. While most of the existing literature is focused on simple wall building, in future more attention will need to be paid to the on-line control of WAAM process in the fabrication of complex structures.
6 Conclusions and Future Research Perspectives
Research and development of WAAM for metal components is interdisciplinary, integrating materials science, thermo-mechanical engineering, and process planning. The research conducted in recent years is valuable in characterizing and validating the WAAM of metal components. It is considered that the next progression of WAAM is the automation of the process. Significant research and further understanding are required in aspects of process control and optimization (particularly on-line process monitoring, and control of residual stresses and distortions), and automated process planning (e.g., 3D slicing, path planning, and integrated milling). In terms of industrial manufacturing of large scale structural components, WAAM should not be expected to replace current subtractive manufacturing processes for all, or even most, situations. Rather, the two should complement each other where possible to reduce material usage and final costs.
References
Ding D, Pan Z, Cuiuri D et al (2015) Wire-feed additive manufacturing of metal components: technologies, developments and future interests. Int J Adv Manuf Technol 81:465–481
Ribeiro AF, Norrish J (1996) Rapid prototyping process using metal directly. In: Proceedings of the 7th Annual Solid Freeform Fabrication Symposium, vol 1996. University of Texas at Austin, Austin, pp 249–256
Spencer J, Dickens P, Wykes C (1998) Rapid prototyping of metal parts by three-dimensional welding. Proc Inst Mech Eng Part B J Eng Manuf 212:175–182
Dickens P, Pridham M, Cobb R et al (1992) Rapid prototyping using 3-D welding. In: Proceedings of solid freeform fabrication symposium, vol 1992. University of Texas at Austin, Austin, pp 280–290
Feng Z (2005) Processes and Mechanisms of Welding Residual Stress and Distortion. Woodhead Publishing Limited, Aington
Ding D, Pan Z, Cuiuri D et al (2015) A practical path planning methodology for wire and arc additive manufacturing of thin-walled structures. Robot Comput Integr Manuf 34:8–19
Kapustka N, Harris ID (2014) Exploring Arc welding for additive manufacturing of titanium parts. Weld J 93:32–35
Brandl E, Michailov V, Viehweger B et al (2011) Deposition of Ti–6Al–4V using laser and wire, part I: microstructural properties of single beads. Surf Coat Technol 206:1120–1129
Murr LE, Gaytan SM, Ramirez DA et al (2012) Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J Mater Sci Technol 28:1–14
Ding J, Colegrove P, Mehnen J et al (2011) Thermo-mechanical analysis of wire and arc additive layer manufacturing process on large multi-layer parts. Comput Mater Sci 50:3315–3322
Hoye N (2015) Characterisation of Ti-6Al-4V deposits produced by arc-wire based additive manufacture. Dissertation, University of Wollongong
Zhang Y, Chen Y, Li P et al (2003) Weld deposition-based rapid prototyping: a preliminary study. J Mater Process Technol 135:347–357
Levy GN, Schindel R, Kruth JP (2003) Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Ann Manuf Technol 52:589–609
Gu D, Meiners W, Wissenbach K et al (2012) Laser additive manufacturing of metallic components: materials, processes and mechanisms. Int Mater Rev 57:133–164
Melchels FP, Domingos MA, Klein TJ et al (2012) Additive manufacturing of tissues and organs. Prog Polym Sci 37:1079–1104
Karunakaran K, Bernard A, Suryakumar S et al (2012) Rapid manufacturing of metallic objects. Rapid Prototyping J 18:264–280
Guo N, Leu MC (2013) Additive manufacturing: technology, applications and research needs. Front Mech Eng 8:215–243
Kruth JP, Leu MC, Nakagawa T (1998) Progress in additive manufacturing and rapid prototyping. CIRP Ann Manuf Technol 47:525–540
Lewandowski JJ, Seifi M (2016) Metal additive manufacturing: a review of mechanical properties. Annu Rev Mater Res 46:151–186
Bourell DL (2016) Perspectives on additive manufacturing. Annu Rev Mater Res 46:1–18
Ding D, Pan Z, van Duin S et al (2016) Fabricating superior niAl bronze components through wire ac additive manufacturing. Materials 9:652
Wang F, Williams S, Rush M (2011) Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy. Int J Adv Manuf Technol 57:597–603
Aiyiti W, Zhao W, Lu B et al (2006) Investigation of the overlapping parameters of MPAW-based rapid prototyping. Rapid Prototyping J 12:165–172
Almeida PS et al (2010) Innovative process model of Ti–6Al–4V additive layer manufacturing using cold metal transfer (CMT). In: Proccedings of the 21st annual international solid freeform fabrication symposium, vol 2010. University of Texas at Austin, Austin, pp 25–36
Somashekara MA, Naveenkumar M, Kumar A et al (2017) Investigations into effect of weld-deposition pattern on residual stress evolution for metallic additive manufacturing. Int J Adv Manuf Technol 90:2009–2025
Yang D, He C, Zhang G (2016) Forming characteristics of thin-wall steel parts by double electrode GMAW based additive manufacturing. J Mater Process Technol 227:153–160
Geng H, Li J, Xiong J et al (2017) Optimization of wire feed for GTAW based additive manufacturing. J Mater Process Technol 243:40–47
Ma Y, Cuiuri D, Hoye N et al (2015) The effect of location on the microstructure and mechanical properties of titanium aluminides produced by additive layer manufacturing using in-situ alloying and gas tungsten arc welding. Mater Sci Eng A 631:230–240
Shen C, Pan Z, Cuiuri D et al (2016) Fabrication of Fe-FeAl functionally graded material using the wire-arc additive manufacturing process. Metall Mater Trans B 47:763–772
Shen C, Pan Z, Ma Y et al (2015) Fabrication of iron-rich Fe–Al intermetallics using the wire-arc additive manufacturing process. Addit Manuf 7:20–26
Stavinoha, J.N.: Investigation of plasma arc welding as a method for the additive manufacturing of titanium-(6) aluminum-(4) vanadium alloy components. Dissertation, Montana Tech of The University of Montana (2012)
Zhang H, Xu J, Wang G (2003) Fundamental study on plasma deposition manufacturing. Surf Coat Technol 171:112–118
Martina F, Mehnen J, Williams SW et al (2012) Investigation of the benefits of plasma deposition for the additive layer manufacture of Ti–6Al–4V. J Mater Process Technol 212:1377–1386
Mannion B, Heinzman J (1999) Plasma arc welding brings better control. Tooling Prod 5:29–30
Baufeld B, Biest OV, Gault R (2010) Additive manufacturing of Ti–6Al–4V components by shaped metal deposition: microstructure and mechanical properties. Mater Des 31(Suppl 1):106–111
Baufeld B, Brandl E, van der Biest O (2011) Wire based additive layer manufacturing: comparison of microstructure and mechanical properties of Ti–6Al–4V components fabricated by laser-beam deposition and shaped metal deposition. J Mater Process Technol 211:1146–1158
Wang F, Williams S, Colegrove P et al (2013) Microstructure and mechanical properties of wire and Arc additive manufactured Ti-6Al-4V. Metall Mater Trans A 44:968–977
Brandl E, Baufeld B, Leyens C et al (2010) Additive manufactured Ti-6Al-4V using welding wire: comparison of laser and arc beam deposition and evaluation with respect to aerospace material specifications. Phys Procedia 5:595–606
Lin JJ, Lv YH, Liu YX et al (2016) Microstructural evolution and mechanical properties of Ti-6Al-4V wall deposited by pulsed plasma arc additive manufacturing. Mater Des 102:30–40
Lin J, Lv Y, Liu Y et al (2017) Microstructural evolution and mechanical property of Ti-6Al-4V wall deposited by continuous plasma arc additive manufacturing without post heat treatment. J Mech Behav Biomed Mater 69:19–29
Gu J, Ding J, Williams SW et al (2016) The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al–6.3Cu alloy. Mater Sci Eng A 651:18–26
Lakshminarayanan A, Balasubramanian V, Elangovan K (2009) Effect of welding processes on tensile properties of AA6061 aluminium alloy joints. Int J Adv Manuf Technol 40:286–296
Wang JF, Sun QJ, Wang H et al (2016) Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater Sci Eng A 676:395–405
Xu F, Lv Y, Liu Y et al (2013) Microstructural evolution and mechanical properties of Inconel 625 alloy during pulsed plasma Arc deposition process. J Mater Sci Technol 29:480–488
Xu FJ, Lv YH, Xu BS et al (2013) Effect of deposition strategy on the microstructure and mechanical properties of Inconel 625 super alloy fabricated by pulsed plasma arc deposition. Mater Des 45:446–455
Song YA, Park S, Choi D et al (2005) 3D welding and milling: part I–a direct approach for freeform fabrication of metallic prototypes. Int J Mach Tools Manuf 45:1057–1062
Wang F, Williams SW, Rush M (2011) Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy. Int J Adv Manuf Technol 57(5):597–603
Baufeld B, van der Biest O, Gault R (2009) Microstructure of Ti-6Al-4V specimens produced by shaped metal deposition. Int J Mater Res 100:1536–1542
Brandl E, Greitemeier D (2012) Microstructure of additive layer manufactured Ti–6Al–4V after exceptional post heat treatments. Mater Lett 81:84–87
Szost BA, Terzi S, Martina F et al (2016) A comparative study of additive manufacturing techniques: residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater Des 89:559–567
Zhang J, Zhang X, Wang X et al (2016) Crack path selection at the interface of wrought and wire+arc additive manufactured Ti–6Al–4V. Mater Des 104:365–375
Brandl E, Schoberth A, Leyens C (2012) Morphology, microstructure, and hardness of titanium (Ti-6Al-4V) blocks deposited by wire-feed additive layer manufacturing (ALM). Mater Sci Eng, A 532:295–307
ASTM B221-standard specification for aluminum and aluminum-alloy extruded bars. Rods, Wire, Profiles, and Tubes. ASTM International, West Conshohocken (2005)
Baufeld B (2012) Mechanical properties of inconel 718 parts manufactured by shaped metal deposition (SMD). J Mater Eng Perform 21:1416–1421
Bauccio M (1993) ASM metals reference book. ASM International, Materials Park, pp 519–540
Ding D, Pan Z, Cuiuri D et al (2016) Bead modelling and implementation of adaptive MAT path in wire and arc additive manufacturing. Robot Comput Integr Manuf 39:32–42
Singh P, Dutta D (2001) Multi-direction slicing for layered manufacturing. J Comput Inf Sci Eng 1:129
Yang Y, Fuh J, Loh H et al (2003) Multi-orientational deposition to minimize support in the layered manufacturing process. J Manuf Syst 22:116–129
Zhang J, Liou F (2004) Adaptive slicing for a multi-axis laser aided manufacturing process. J Mech Des 126:254
Ruan J, Sparks TE, Panackal A et al (2007) Automated slicing for a multiaxis metal deposition system. J Manuf Sci Eng 129(2):303–310
Singh P, Dutta D (2008) Offset slices for multidirection layered deposition. J Manuf Sci Eng 130:284
Ren L, Sparks T, Ruan J et al (2008) Process planning strategies for solid freeform fabrication of metal parts. J Manuf Syst 27:158–165
Ding D, Pan Z, Cuiuri D et al (2016) Automatic multi-direction slicing algorithms for wire based additive manufacturing. Robot Comput Integr Manuf 37:139–150
Ding D, Pan ZS, Cuiuri D et al (2014) A tool-path generation strategy for wire and arc additive manufacturing. Int J Adv Manuf Technol 73(1):173–183
Dunlavey MR (1983) Efficient polygon-filling algorithms for raster displays. ACM Trans Graph 2:264–273
Park SC, Choi BK (2000) Tool-path planning for direction-parallel area milling. Comput Aided Des 32:17–25
Rajan V, Srinivasan V, Tarabanis KA (2001) The optimal zigzag direction for filling a two-dimensional region. Rapid Prototyping J 7:231–241
Farouki R, Koenig T, Tarabanis K et al (1995) Path planning with offset curves for layered fabrication processes. J Manuf Syst 14:355–368
Yang Y, Loh H, Fuh J et al (2002) Equidistant path generation for improving scanning efficiency in layered manufacturing. Rapid Prototyping J 8:30–37
Li H, Dong Z, Vickers GW (1994) Optimal toolpath pattern identification for single island, sculptured part rough machining using fuzzy pattern analysis. Comput Aided Des 26:787–795
Wang H, Jang P, Stori JA (2005) A metric-based approach to two-dimensional (2D) tool-path optimization for high-speed machining. J Manuf Sci Eng 127(1):139–148
Ren F, Sun Y, Guo D (2009) Combined reparameterization-based spiral toolpath generation for five-axis sculptured surface machining. Int J Adv Manuf Technol 40:760–768
Bertoldi M, Yardimci M, Pistor C et al (1998) Domain decomposition and space filling curves in toolpath planning and generation. In: Proceedings of the 1998 solid freeform fabrication symposium. The University of Texas at Austin, Austin, pp 267–274
Chiu W, Yeung Y, Yu K (2006) Toolpath generation for layer manufacturing of fractal objects. Rapid Prototyping J 12:214–221
Wasser T et al (1999) Implementation and evaluation of novel build styles in fused deposition modeling (FDM). In: Proceedings of the 10th solid freeform fabrication symposium, 1999. University of Texas at Austin, Austin, pp 267–274
Dwivedi R, Kovacevic R (2004) Automated torch path planning using polygon subdivision for solid freeform fabrication based on welding. J Manuf Syst 23:278–291
Jin G, Li W, Gao L (2013) An adaptive process planning approach of rapid prototyping and manufacturing. Robot Comput Integr Manuf 29:23–38
Ding D, Pan Z, Cuiuri D et al (2016) Adaptive path planning for wire-feed additive manufacturing using medial axis transformation. J Clean Prod 133:942–952
Kulkarni P, Marsan A, Dutta D (2000) A review of process planning techniques in layered manufacturing. Rapid Prototyping J 6:18–35
Xiong J, Zhang G, Qiu Z et al (2013) Vision-sensing and bead width control of a single-bead multi-layer part: material and energy savings in GMAW-based rapid manufacturing. J Clean Prod 41:82–88
Heralic A (2012) Monitoring and control of robotized laser metal-wire deposition. Dissertation, Chalmers University of Technology
Kwak YM, Doumanidis CC (2002) Geometry regulation of material deposition in near-net shape manufacturing by thermally scanned welding. J Manuf Process 4:28–41
Chen SB, Wu J (2009) Intelligentized methodology for arc welding dynamical processes. Springer, Heidelberg, pp 35–55
Agapakis JE, Bolstad JO (1991) Vision sensing and processing system for monitoring and control of welding and other high-luminosity processes. In: Proceedings of international robotics and vision automation conference, vol 1385. SPIE, Boston, pp 23–28
Zhang Y, Song H, Saeed G (2006) Observation of a dynamic specular weld pool surface. Meas Sci Technol 17(6):9–12
Xu Y, Fang G, Lv N et al (2015) Computer vision technology for seam tracking in robotic GTAW and GMAW. Robot Comput Integr Manuf 32:25–36
Xu Y, Yu H, Zhong J et al (2012) Real-time image capturing and processing of seam and pool during robotic welding process. Ind Robot 39(5):513–523
Heralić A, Christiansson AK, Lennartson B (2012) Height control of laser metal-wire deposition based on iterative learning control and 3D scanning. Opt Lasers Eng 50:1230–1241
Acknowledgments
This research was carried out at the Materials Research Lab, University of Wollongong. The work was supported by Defence Materials Technologies Centre (DMTC), which was established and is supported by the Australia Government’s Defence Future Capability Technology Centre (DFCTC) initiative.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper
Cite this paper
Pan, Z., Ding, D., Wu, B., Cuiuri, D., Li, H., Norrish, J. (2018). Arc Welding Processes for Additive Manufacturing: A Review. In: Chen, S., Zhang, Y., Feng, Z. (eds) Transactions on Intelligent Welding Manufacturing. Transactions on Intelligent Welding Manufacturing. Springer, Singapore. https://doi.org/10.1007/978-981-10-5355-9_1
Download citation
DOI: https://doi.org/10.1007/978-981-10-5355-9_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-5354-2
Online ISBN: 978-981-10-5355-9
eBook Packages: EngineeringEngineering (R0)