
Abstract
Increasing demand on micro-product leads to the development of innovative manufacturing process in nonconventional machining process to these micro-scale applications. In the medical field a huge variety of products can be found in prosthesis, surgery devices and tissue engineering, which required the application of the EDM process to manufacture micro cavities. Now-a-days the materials like Ti-alloy (Ti6Al4V) and 316L Stainless Steel are widely used in biomedical fields, which are very difficult to machine. These materials are also used in additive manufacturing process. Here it presents an experimental study of electro-discharge machining (EDM) of titanium alloy (Ti6Al4V) and 316L Stainless Steel. The objective of this work is to study the effect and optimization of machining process parameters like pulse-on-time, discharge current and duty cycle on process performance parameters such as material removal rate (MRR), tool wear rate (TWR) and Radial over cut (ROC). A Taguchi L9 design of experiment (DOE) has been applied and three levels of process parameters have been taken. The optimization method Grey relational analysis (GRA) method was used to optimize the parameters. The Analysis of Variance (ANOVA) also indicated the percentage contribution of machining parameters that influence response performance parameters. By the GRA method it was found that for Ti-alloy the machining parameter duty cycle (DC) has maximum percentage contribution on the output responses followed by discharge current (I p) and pulse on time (T ON). Similarly for 316L Stainless Steel the machining parameter discharge current (I p) has maximum percentage contribution on the output responses followed by pulse-on-time (T ON) and duty cycle (DC).
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Electro discharge machining (EDM) is a non-traditional machining process, which is very widely used in recent days. In EDM both the work piece and tool are immersed inside a dielectric medium . When a voltage is applied to the work piece and tool circuit, there is a generation of spark in between the electrodes (tool and work piece). Therefore, very high temperature is generated in the spark gap region. Due to the high temperature, the material removal occurs from the work piece by the process of melting and evaporation. In EDM both tool and work piece are electrically conducting [1, 2].
Titanium is a metal with high corrosion resistance, temperature resistance and high strength to weight ratio [3]. Similarly 316L Stainless Steel have also high corrosion resistance properties. Therefore, Titanium, Ti-alloys and 316L Stainless Steel are widely used in aerospace, automobile, biomedical, electronics and chemical industries. Titanium is very strong, light weight, highly durable and long lasting metal. Ti rods, plates and pins are easily works inside the humane body for many years. Due to the non-ferrous properties of titanium implants, it can be safely examined with MRIs and NMRIs [3]. Recently Titanium is widely used in biomedical and medical field because it is easily jointed with bone and body tissue. Irrespective of this, there are certain limitations for the use of Titanium because of its initial cost is high, its availability and manufacturability, but 316L Stainless Steel is less cost as compare to Titanium and it’s alloys. These two materials are also required additive manufacturing for use in aerospace and automobile application. The machining of Titanium and it’s alloys by traditional machining method is very difficult due to high temperature generation and high tool wear ratio. Also to produce complex shape and micro cavities on these materials for biomedical use is difficult by the conventional machining process. Therefore, non-traditional machining processes are applied in manufacturing industries for machining of titanium, it’s alloys and 316L stainless steel [4, 3]. For non-traditional machining the tool also can be made by additive manufacturing process. Recently composite tool as well as composite work piece material were made by different methods like additive manufacturing, powder metallurgy method etc. and the EDM performance were studied by the composite materials [5–13]. Some thermalstructural model of EDM also performed [14]. Here in this paper we have studied Electro discharge machining (EDM) for machining of TI-alloy (Ti6Al4 V) and 316L Stainless Steel by taking cylindrical Copper tool and optimize the process parameters that gives the maximum benefit to the manufacturing industries. The chemical composition of Ti-alloy and 316L Stainless Steel were presented in Tables 1 and 2 respectively.
2 Experiment
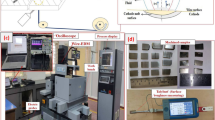
For this experimental study the work can be done by Electric Discharge Machine, model ELECTRONICA-EMS-5535/PS 50 (die sinking type) with servo-head (constant gap) and positive polarity was taken to conduct the experiments. The specification of the machine was given in Table 3. EDM oil (water:kerosene = 60:40) as used as dielectric fluid. Cylinder-shaped Cu tools (diameter 8 mm) were used with EDM oil as dielectric medium [1]. The pulse discharge current was supplied in various steps with positive mode. The EDM machine and Tool and Workpiece during machining were given in Figs. 1 and 2 respectively.

ELEKTRA EMS 5535

Tool holder with work piece and tool
2.1 Work Piece
Work pieces of rectangular block were taken and cut into suitable pieces. These pieces were grinded properly with the help of surface grinding machine and then polished using automatic polishing machine. The final dimensions of the work pieces are 102 mm × 52 mm × 8 mm. Copper tool (stepped cylindrical size of diameter 8 and 5 mm having total length of 35 mm) were taken separately for each experiment. The Figures Work pieces after machining were given in Fig. 3.

Work piece material. a 316L stainless steel, b Ti-alloy (Ti6Al4V)
2.2 Responses and Design of Experiment
In this paper we discuss about the experimental work of EDM process which is consists of design of the L-9 orthogonal array according to Taguchi design [4, 15, 16]. Orthogonal array decrease the total number of experiments, in this experiment total 9 runs have taken. Input parameters current (I p ) , Pulse on time (T on) , Duty factor (Ʈ) or Duty cycle (DC) , were taken and for different values of these the material removal rate (MRR) , tool wear rate (TWR) and radial over cut (ROC ) were calculated for respective 9 experiments [1, 17]. Cylindrical shaped copper tools were taken as electrodes which were diameter of 8 mm [1]. A rectangular block each of Ti-alloy (Ti6Al4 V) and 316L Stainless Steel were taken as work piece and using these copper electrodes holes were made on the work pieces [4, 3, 16]. Varying different input parameters a total 9 numbers of experiments were conducted for each work piece material. For each experiment MRR, TWR and ROC were calculated.
whereas
- W ji :
-
Initial weight of work piece before machining
- W jf :
-
Final weight of work piece after machining
- t :
-
Machining time
- ρ :
-
Density of material, For Ti-alloy ρ = 4420 kg/m3,
for 316L Stainless Steel ρ = 8027 kg/m3
whereas
- W ti :
-
Initial weight of the tool before machining
- W tf :
-
Final weight of the tool after machining
- t :
-
Machining time
- ρ :
-
Density of tool
For Copper ρ = 8940 kg/m3
where
- D f :
-
Final diameter of hole on the work piece,
- D i :
-
Initial diameter of tool.
In this process, the effects of different control parameters were studied. These machining parameters with their three levels are listed in Table 4. The Taguchi L9 experiment layout and output responses were given in Table 5.
Here the MRR, TWR and ROC were calculated using relations (1), (2) and (3).
3 Result and Discussion
3.1 Optimization Method
Ultimate aim of any manufacturer is to maximize the efficiency process by minimize the cost input which is maximizing the product quality and quantity. To achieve this goal optimization is the one of the most successful techniques applied for manufacturing processes. Optimization is the process of finding the best result with the given working parameters. It maximizes the desired benefits and minimizes the effort required.
Taguchi taken the response parameters (variables) by three different types, i.e., smaller is the better, larger is the better and nominal is the best [4, 16]. Considering that there are m experimental trials and for each trial, quality losses of a set of p response variables are calculated. Quality loss (L ij ) for jth response with respect to ith trial (i = 1, 2,…, m; j = 1, 2, …,p) for different types of response variables are given as follows [18]:
For smaller the better,
For larger the better,
For nominal the best,
where, \( \bar{y}_{ij} = \frac{1}{n}\sum\nolimits_{k = 1}^{n} {y_{ijk} } \), \( s_{ij}^{2} = \frac{1}{n - 1}\sum\nolimits_{k = 1}^{n} {(y_{ijk} - \bar{y}_{ij} )^{2} } .\)
n is the numbers of repetitive experiments, \( y_{ijk} \) is the experimental value of jth response variable in ith trial at kth replication and L ij is the calculated quality loss for jth response in ith trial.
The Signal-to-Noise ratio value \( \left( {\eta_{ij} } \right) \) (Table 7) is obtained by putting the value of L ij for the jth response in the ith trial in the equation:
The quality loss (L ij ) (Table 6) is normalized to decrease the variability among different responses. The normalized quality loss (S ij ) is given as:
where \( \overline{L}_{\text{i}} = \frac{1}{m}\sum\nolimits_{i = 1}^{m} {L_{ij} } \) is the average quality loss for the jth response.
Sometimes, Signal-to-noise ratio is normalized instead of quality loss and is scaled between 0 and 1.
where Y ij = scaled signal-to-noise ratio value (Table 8) for the jth response in the ith trial, \( \eta_{j}^{ \hbox{min} } = \hbox{min} \left\{ {\eta_{1j} ,\eta_{2j} , \ldots \eta_{mj} } \right\} .\) and \( \eta_{j}^{ \hbox{max} } = { \hbox{max} }\left\{ {\eta_{1j} ,\eta_{2j} \ldots \eta_{mj} } \right\} \)
3.2 Grey Relational Analysis (GRA) Method
In this method, Grey Relational Grade (GRG) value is taken as the process performance index (PPI) [19]. The steps for obtaining PPI are as follows [19, 18]:
-
Step 1:
Calculation of the Signal-to-Noise ratio (η ij ) values for each response for each trial using Eq. (7).
-
Step 2:
Obtaining the scaled Signal-to-Noise ratio (Y ij ) (Table 8) values for each response for each trial using Eq. (9).
-
Step 3:
Computation of the grey relational coefficients.
Grey relational coefficient (γ ij ) for the jth response in the ith trial is calculated as follows:
$$ \upgamma_{ij} = \, \left( {\Delta _{{j{ \hbox{min} }}} +\upxi\Delta _{{j{ \hbox{max} }}} } \right)/\left( {\Delta _{ij} +\upxi\Delta _{{j{ \hbox{max} }}} } \right) $$(10)where \( \Delta_{ij} = \left| {{ 1} - {\text{ Y}}_{ij} } \right|, \, \Delta_{{j{ \hbox{min} }}} = { \hbox{min} }\left\{ {\Delta_{ 1j} , \, \Delta_{ 2j} , \ldots ,\Delta_{mj} } \right\}, \)
$$ \Delta_{{j{ \hbox{max} }}} = { \hbox{max} }\left\{ {\Delta_{ 1j} , \Delta_{ 2j} , \ldots , \, \Delta_{mj} } \right\} $$and ξ = distinguishing coefficient (ξ ϵ [0,1]).
The distinguishing coefficient (ξ) is used to increase or decrease the range of grey relational coefficient and is mostly taken as 0.5 [18].
-
Step 4:
Calculating the grey relational grade (GRG i ) corresponding to ith trial as follows:
$$ {\text{GRG}}_{\text{i}} = \sum\limits_{j = 1}^{P} {W_{j} \,\gamma_{\textit{ij}} } $$(11)where W j is the weight for jth response and \( \sum\nolimits_{j = 1}^{P} {W_{j} = 1} \).
3.3 Calculation of Quality Loss, S/N Ratio and Scaled S/N Ratio
The expressions for quality loss, S/N ratio and Scaled S/N ratio have been discussed in the Sect. 3.1 and calculated values are shown in Tables 6, 7 and 8 respectively.
3.4 Determination of Process Performance Index (PPI) Values and Analysis of Variance (ANOVA)
3.4.1 Grey Relational Analysis (GRA) Method
Here in the GRA method, Grey relational grade (GRG) value is taken as the process performance index value.
The GRG value calculated are shown in Table 9. The higher value of GRG gives the optimum level of input machining parameters.
3.4.2 Analysis of Variance (ANOVA)
The percentage contribution of each input parameters on the output responses can be calculated by performing ANOVA. From the ANOVA table (Tables 12 and 13) effect of the input parameters on the output responses can be calculated and the more significant parameter was obtained.
From the level average values (Tables 10 and 11) and level average values graphs (Fig. 4) for both work pieces and for all the four methods, following results have obtained. In GRA method, greater value of level average means better quality. So, optimal condition using GRA method for Ti-alloy and 316L SS are A1, B2, C1 and A1, B2, C1 respectively.

Graph of level average of GRA values. a GRA values of Ti-alloy, b GRA values of 316L SS
The contribution of each input parameters i.e. Pulse-on-time (A), Discharge current (B) and Duty cycle (C), on the performance parameters i.e. material removal rate (MRR) , tool wear rate (TWR) and radial over cut (ROC) has been calculated by using Analysis of Variance (ANOVA).
In GRA method, (from Table 12 and also from Fig. 5a), for Ti-alloy it is found that duty cycle (C) has the highest contribution of 41.84 % followed by discharge current (B) and pulse-on-time (A) having contribution of 29.44 and 10.38 % respectively. Similarly, (from Table 13 and also from Fig. 5b), for 316L Stainless Steel it is obtained that discharge current (B) has the highest contribution of 22.31 % followed by pulse-on-time (A) and duty cycle (C) having contribution of 21.83 and 13.71 % respectively.

Percentage contribution of input parameters for GRA method. a Ti-alloy, b 316L stainless steel
4 Conclusion
The present study describes a solution towards improvement of quality and productivity of complex parts produced, which is allied with the accurate application of the specified performance.
The model proposed here not only explains the complex build mechanism but also present in detail the processing parameter effect on performance measure. The comparisons of EDM performances with Ti-alloy and 316L Stainless Steel as work piece materials and copper as tool have been taken. The development of multi response optimization techniques are used to optimize process parameters for better performance. The optimization of the process parameters for MRR, TWR, and Radial Overcut has been performed individually for both Ti-alloy and 316L Stainless Steel.
Using the above method in EDM process, it is found that duty cycle having maximum significant effect on the output parameters in case of Ti-alloy work piece. For 316L Stainless Steel, discharge current became more influential factor affecting response parameters.
Owing greater value of level average towards better quality in GRA method, optimal condition for Ti-alloy has been derived as A-1, B-2, C-1 and optimal GRG value is 0.644. Similarly for 316L Stainless Steel the same is A-1, B-2, C-1 with GRG value is 0.600.
References
Assarzadeh S, Ghoreishi M (2013) Statistical modeling and optimization of process parameters in electro-discharge machining of cobalt-bonded tungsten carbide composite (WC/6 %Co). In: The Seventeenth CIRP conference on electro physical and chemical machining (ISEM), Procedia CIRP 6 (2013), pp 463–468
Mishra PK (2012) Nonconventional machining. Narosa Publishing House, New Delhi
Nourbakhsha F, Rajurkarb KP, Malshec AP, Caod J (2013) Wire electro-discharge machining of titanium alloy. Proc CIRP 5:13–18
Rajmohan T, Prabhu R, Subba Rao G, Palanikumar K (2012) Optimisation of machining parameters in EDM of 304 stainless steel. In: ICMOC, pp 1030–1036
Karthikeyan R, Lakshmi Narayanan PR, Naagarazan RS (1999) Mathematical modeling for electric discharge machining of aluminium-silicon carbide particulate composites. J Mater Process Technol 87(1–3):59–63
El-Taweel TA (2009) Multi-response optimization of EDM with Al-Cu-Si-tic P/M composite electrode. Int J Adv Manuf Technol 44(1–2):100–113
Mohan B, Rajadurai A, Satyanarayana KG (2002) Effect of sic and rotation of electrode on electric discharge machining of Al-sic composite. J Mater Process Technol 124(3):297–304
Simao J, Lee HG, Aspinwall DK, Dewes RC, Aspinwall EM (2003) Workpiece surface modification using electrical discharge machining 43(2003):121–128
Singh PN, Raghukandan K, Rathinasabapathi M, Pai BC (2004) Electric discharge machining of Al-10 %sicp as-cast metal matrix composites. J Mater Process Technol 155–156(1–3):1653–1657
Lee SH, Li XP (2001) Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide. J Mater Process Technol 115(3):344–358
Wang C, Lin YC (2009) Feasibility study of electrical discharge machining for W/Cu composite. Int J Refract Metal Hard Mater 27(5):872–882
Tsai HC, Yan BH, Huang FY (2003) EDM performance of Cr/Cu-based composite electrodes. Int J Mach Tools Manuf 43(3):245–252
Puertas I, Luis CJ (2004) A study of optimization of machining parameters for electrical discharge machining of boron carbide. Mater Manuf Processes 19(6):1041–1070
Mohanty CP, Sahu J, Mahapatra SS (2013) Thermal-structural analysis of electrical discharge machining process. Proc Eng 51:508–513
Tilekar S, Das SS, Patowari PK (2014) Process parameter optimisation of wire EDM on aluminum and mild steel by using Taguchi method. In: AMME 2014, Procedia Materials Science, vol 5, pp 2577–2584
Lodhia BK, Agarwal S (2014) Optimization of machining parameters in WEDM of AISI D3 steel using Taguchi technique. In: 6th CIRP international conference on high performance cutting, HPC2014. In: Procedia CIRP 14, pp 194–199
Dhar S, Purohit R, Saini N, Sharma A, Kumar GH (2007) Mathematical modeling of electric discharge machining of cast Al-4Cu-6Si alloy-10 wt.% sicp composites. J Mater Process Technol 193(1–3):24–29
Gauri SK, Pal S (2010) Comparison of performances of five prospective approaches for the multi-response optimization. Int J Adv Manuf Technol 1205–1220
Chenthil Jagan TM, Dev Anand M, Ravindran D (2012) Determination of EDM parameters in AISI202 stainless steel using grey relational analysis. ICMOC, Proc Eng 38:4005–4012
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Sahu, A.K., Mohanty, P.P., Sahoo, S.K. (2017). Electro Discharge Machining of Ti-Alloy (Ti6Al4V) and 316L Stainless Steel and Optimization of Process Parameters by Grey Relational Analysis (GRA) Method. In: Wimpenny, D., Pandey, P., Kumar, L. (eds) Advances in 3D Printing & Additive Manufacturing Technologies. Springer, Singapore. https://doi.org/10.1007/978-981-10-0812-2_6
Download citation
DOI: https://doi.org/10.1007/978-981-10-0812-2_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-0811-5
Online ISBN: 978-981-10-0812-2
eBook Packages: EngineeringEngineering (R0)