
Abstract
Water is particularly important substance in papermaking. It plays essential role in fibers transportation, equipment cleaning, lubrication, cooling and in development of a product quality. A tendency to reduce the fresh water consumption in paper production is economically and environmentally justifiable but it must be emphasized that strict closing of water system in paper mill has significant negative impact on several technological operations. High water temperature, as well as increased content of suspended and dissolved solids in water system of a paper machine is examples of major consequences of closing the water loop. As a result, serious problems may cause e.g. paper defects, loss of product quality and problems with run ability of a paper machine. Situation becomes even worse when recycled raw materials are used. Hence, methods of fresh water usage reduction in papermaking are very complex issues and usually depend on the degree of closure. Equilibrium between the advantages and the disadvantages relevant to water consumption restrictions should be established. The acceptable level of water loop closure will depend on the several factors e.g. paper quality required, raw materials used, chemical additives, equipment and staff education.
The objective of this chapter is to present main problems related with reduced water consumption in paper industry, to describe the further possibilities of water usage reduction and consequences of this operation for the technological process and for the environment.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
8.1 Introduction
Paper is one of the most eco-friendly products manufactured by humans. It is made from natural, renewable raw material; it is relatively cheap, commonly accessible and biodegradable.
In the twentieth century, paper production had doubled every 20 years. At present, the global paper industry produces around 400 million tons of paper yearly [5]. It is worth mentioning that the annual consumption of paper products (expressed in kg per capita) is often considered as a level of economic development of a country. For example, in 2008 the average paper consumption in highly developed countries amounted to 180–340 kg per capita per year. However, the average global paper consumption was around 58 kg per capita per year [6]. Paper products are generally well perceived by people as it was proved by the poll conducted by CEPI (the Confederation of European Paper Industries). The results showed that 93% of consumers in Europe agree with the opinion that manufacturers should use more paper packaging due to the environmental friendliness of paper. Growing humans population and constant development of our civilization show that, at least in coming years, the global paper production is also expected to continue to grow.
The paradox is that while the paper itself contains mainly positive connotations, the pulp and paper industry is still, in some regions, perceived as highly harmful and dangerous to the environment. This opinion is mainly created by such factors as: wood collection (logging), high water consumption in paper industry, discharge of large quantities of effluents and solid wastes.
Nowadays, the growing awareness of the hazards related to uncontrolled emissions and disposal of industrial waste, supported by legislation changes, forces to monitor and limit and process all types of waste (gas, liquid and solids). In many countries, the industry and trade are required by new legal regulations to take full responsibility for the product life cycle “from cradle to grave”. Paper industry is also forced by various legal and economic requirements to modify and optimize its production process in terms of industrial waste and consumer goods recycling. New production plants have to be designed according to the guidelines of the BAT, BATNEEC, BATEA and BPEO [2, 3, 22].
Due to economic and environmental requirements, present production of paper products is a very complex industrial process. Paper is a mass product, thus the production equipment is required to work with high precision and at maximal capacity. The largest paper machines have manufacturing capacities exceeding 3,000 t day−1. The paper web produced on these machines runs with speed over 100 km h−1. As a result of growing capacities, the unit operations last shorter and shorter. For example, presently, over 90% of water from formed paper web is removed in less than 1–2 s. It is very difficult to control the proper run ability of the process and simultaneously maintain the high product quality. Therefore, the most sophisticated control algorithms and systems are used for this purpose including multivariable model predictive control, statistical process control, fuzzy logic, neural networks, etc. This still does not guarantee the trouble-free operation.
Properties of the raw material are one of the most important factors still causing some difficulties and production limitations. Papermaking pulp is a heterogeneous medium of natural origin with specific properties (e.g. flocculation, swelling, high sorption ability). The reasons mentioned above make it difficult to maintain pulp as homogeneous and stable fibrous suspension. It is very complicated to control the proper pulp processing in order to get a final product of required properties.
Apart from the raw material quality, water is a key factor affecting the production cycle.
8.2 Water Consumption in Papermaking Process
In paper technology, water is used in the following operations:
-
Preparation of raw materials and chemicals,
-
Development of fibers papermaking properties,
-
Transportation and dilution of pulp,
-
Formation and consolidation of paper web,
-
Cleaning of parts of paper machines and accompanying equipment.
Additionally, water is used for:
-
Cooling,
-
Sealing,
-
Lubrication,
-
Heating (in the form of steam).
It must be strongly pointed out that it is impossible to produce paper in conventional way without water because of the nature and properties of cellulose fibers.
Productions of different paper grades have different water requirements (see Table 8.1). However, considering absolute water needs, it can be stated that an average paper mill needs approx. 10–20 m3 of fresh water and 100–150 m3 of process water in order to produce 1 ton of paper. Depending on its application, each type of water has to meet specific quality requirements. For this reason, not always the most available water can be directly used. The analysis of demand for fresh water in each stage of pulp and paper production shows that the highest amount of water is consumed during the pulp manufacture and on the paper machine (Fig. 8.1).

Consumption of fresh water in each stage of pulp and paper production
A characteristic feature of paper production is its internal, high demand for water, which cannot be easily reduced in practice. It can be illustrated by the fact that there are unit operations in the technological line which locally require pulp dilution levels corresponding to water consumption amounts ranging from 200 to 400 m3 t−1 of paper. In practice, such a high water consumption is unacceptable, therefore some water saving solutions are used, including buffer tanks, circulating water systems, etc. [14, 17, 18].
Figure 8.2 presents a flow diagram of water and pulp production system in a paper mill. The typical system consists of three basic water cycles: a short (white water) loop, fibre recovery loop and waste water treatment plant loop. In the middle of the twentieth century, many, especially small paper mills did not have the waste water treatment loop. For this reason, water circulating in the technological line could not be treated and re-used effectively. It resulted in excessive consumption of fresh water. It should be noticed that the structure of water system complicates considerably the technological process and makes the system periodically unstable. In order to keep the production process running smoothly, the water and pulp system of the paper machine has to be maintained in a state of specific dynamic technological balance consisted of the following partial equilibriums:

Block diagram of water and pulp system in paper mill
-
Water,
-
Mass,
-
Physicochemical,
-
Thermal,
-
Microbiological.
All partial equilibriums are linked together. Any change in one of the partial equilibriums affects the other partial equilibriums and has a direct impact on the balance of the whole system. That is why disturbance of one may destabilize the whole production process in a short period of time. For example, reduction in fresh water consumption (water equilibrium) increases the content of pulp particles in circulating water (mass equilibrium), increases the concentration of solutes (physicochemical equilibrium) and increases the temperature of circulating water (thermal equilibrium). Factors that are mentioned above have also an effect on the amount and the type of microorganisms in the system (microbiological equilibrium). Additionally, the temperature increase makes the paper web easier to dewater. This subsequently influences retention in the wire section and quality of the product. Finally, it results in further changes in the pulp and physicochemical equilibrium (change in concentration of pulp particles and substances dissolved in circulating water) [15, 18, 19]. Another difficulty is connected with the fact that each paper mill has its unique chemistry resulting from the type and the origin of used raw materials, pulp additives or chemical aids (Table 8.2). Due to differences among paper mills, in practice each operation aiming at optimization of technological system should be developed individually [24, 25]. Success in optimization of paper mill water system depends on proper understanding of interactions between all major variables.
8.3 Consequences of Reduction in Fresh Water Consumption in Paper Mills
Further reduction of fresh water consumption in the papermaking process is both economically and environmentally justified. The most important advantages resulting from reduced water consumption in the paper mills include [9]:
-
Lower energy consumption,
-
Lower consumption of raw materials,
-
Higher production efficiency,
-
Lower costs of fresh water use,
-
Lower waste water effluent.
However, the reduction of water consumption involves the occurance of some unwanted phenomena.
It should be emphasized that soluble, colloidal substances and the smallest solid particles (the fines fraction), which did not retain in the formed paper web, pass through the wire together with discharge water to circulating water loop of a paper machine [15, 19]. Repeated recirculation and utilization of the same water increase concentration of those substances (Fig. 8.3). The highest increase in the concentration of unwanted substances is observed in the usage of water below the level of about 5–7 m3 t−1.

Example of accumulation of substances dissolved in paper mill circulating water
The resulting changes in the technological equilibrium have a direct effect on the production process, water management and the quality of effluents discharged from the mill. As a consequence, it may lead to:
-
Reduction in retention of the furnish on the paper machine wire,
-
Higher corrosion of equipment,
-
Precipitation of deposits,
-
Pulp foaming,
-
Significant increase in temperature of circulating water (even up to 60–70°C).
-
Faster growth of microorganisms in the technological system,
-
Threats to health (occurance of irritating properties of circulating water, which even with neutral pH may cause a threat to eyes and skin),
-
Problems with paper machine runnability (web breaks, decline in dewatering of formed paper web),
-
Lower efficiency of chemical aids,
-
Negative impact on further waste water treatment processes,
-
Lower product quality (lower brightness, lower strength, spots, holes, micro- and macrostructural inhomogeneity, etc.).
Destabilization of the entire production process may be the most serious problem resulting from the above difficulties.
Despite those risks, the industry continues to work on the reduction of fresh water consumption. It should be stressed that the most considerable savings in water consumption were made at the turn of the 80-ties and 90-ties. At that time, the water consumption was reduced from 150 to 100 m3 t−1 of paper to 15–50 m3 t−1.
Presently, in accordance with the EU guidelines with regard to the BAT, each paper mill should consume around 10–20 m3 of fresh water per 1 t of manufactured paper [5, 22]. Nevertheless, the average water consumption in the European paper industry is still high and reaches about 40 m3 t−1.
In majority of cases, reduction in water consumption to the level of around 40–60 m3 t−1 usually requires reorganisation of the technological line and personnel training. Further reduction can only be achieved by application of new and more advanced technological solutions, such as:
-
Complex assessment of circulating water through multidimensional control of the physical and physicochemical state (electrokinetic potential, cationic demand, redox potential, pH, TDS, COD, BOD, AOX, turbidity, color, etc.),
-
Advanced process chemization (application of coagulants, flocculants, antifoaming agents, biocides, etc.),
-
More efficient fiber and fines recovery processing.
At the moment, it seems particularly difficult to reduce permanently the water consumption below the level of around 5–10 m3 t−1 of paper (it should be remembered that 1–1.5 m3 of water per ton of manufactured paper is evaporated during paper web drying). Such a significant closure of water and pulp circulation in the paper mill, especially with deteriorating quality of raw materials used for paper production (recycled pulps), is connected with a real risk of serious loss of technological balance of the entire production line.
Evolution of environmental impacts of the European pulp and paper industry is illustrated by Fig. 8.4. This figure shows relative changes in basic indices such as production, total consumption of fresh water and waste water pollution in the pulp and paper industry in the countries associated in CEPI from 1990 to 2008 [5].

Changes in production and consumption of fresh water and waste water pollution in pulp and paper industry in CEPI countries from 1990 to 2008 [5]
When analyzing presented curves, continuous production increase and considerable declines in number of compounds of the COD and BOD discharge can be observed. The curve for the consumption of fresh water after 2000 is basically maintained at the same level. Taking into account the rising production, it shows that, in the discussed period, the demand for fresh water had been reduced, however not to such an extent as up to 2000. Provided that the tendency in the production increase is maintained, in the future the absolute demand for the fresh water is not expected to be reduced dramatically, it may even grow. It proves that without new technologies and more restrictive water management there are not any real possibilities of further reduction in the consumption of fresh water.
In order to understand better the scale of the problem, it should be remembered that, even with a relatively low rate of specific consumption of fresh water, an absolute consumption will still be considerably high. Assuming the average global specific consumption of fresh water amounts to 50 m3 t−1 of paper it can be easily calculated that the paper industry itself needs around 2 × 1010 m3 of fresh water yearly. This is the average amount of water discharged by the Nile River within 2 months. Additionally, taking into account the production of chemical pulp, the demand will be even higher. The largest amount of the water is removed from the technological unit in the form of effluents. It can be easily calculated that the reduction in the specific water consumption only by 1 m3 t−1 helps to save approximately 400 mln. m3 of water yearly, whereas the reduction in the consumption to the level recommended by the EU (15 m3 t−1) allows to save 1.4 × 1010 m3 of water annually.
8.4 Possibilities of Further Reduction of Fresh Water Consumption in Paper Mills
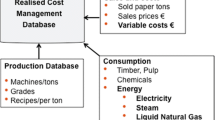
Reduction of fresh water consumption in paper industry is mainly imposed by economic factors. Among others, the most important factors are prices of:
-
Fresh water inlet,
-
Waste water outlet,
-
Solid waste storage and/or utilization and,
-
Technological water treatment,
-
Waste water treatment,
-
Sludge thickening and disposal.
It is obvious that every investment including activities related to water and waste management must always take into consideration profits and sacrifices referred to actual tax levels and process operational costs. Large number of different variables which should be taken into account causes that reduction of fresh water consumption in paper industry is a very complex problem that always must be solved individually. For already existing paper mill, successful accomplishment of this task is rather a matter of “evolution” than “revolution”. Several major and minor steps (e.g. recognising system limitations, proper water management planning, trials, etc.) should be done for this purpose [8, 9].
Due to shrinking resources of clean water in the natural environment, further reduction in fresh water consumption is necessary, including final, total closure of the paper mill water system (ZLE – Zero Liquid Effluent or ZLD – Zero Liquid Discharge System). To obtain this goal the following, primary actions should be taken:
-
Application of advanced water management and treatment technologies,
-
Personnel training,
-
Introduction of more restrictive raw materials management and control,
-
Implementation of new legislation,
-
Scientific research.
8.4.1 Application of Advanced Water Management and Treatment Technologies
In the paper mill, water treatment is connected with effective solution to removal of suspended solids (including colloidal particles) and dissolved substances. The following actions and unit operations are recommended or already used for the treatment of water discharged from paper production process:
-
Reduction of the internal volume of pulp and water system in paper mill,
-
Separation of solid waste (supported by precipitation or coagulation),
-
Membrane filtration,
-
Advanced and intensified biological treatment,
-
Oxidation,
-
Evaporation.
High internal volume of pulp and water system in paper mill can be nowadays considered as a legacy of pre-computer control age. At that time, high capacity buffer tanks were disturbance suppressors installed in certain points of technological line. Excessive consumption of chemical aids, problems with process control, fiber loss during grade change and startup, and higher water demand are the main side effects of that situation. As a response to a present tendency, in 1993 so called POM system was invented and introduced for strict water management [12].
The main idea of this sophisticated technology is to simplify the papermaking pulp and paper system and to reduce its volume as much as possible. This is achieved by using special devices (POMix stock processor, POM Header, POMp Degasser, POMlock) in order to significantly increase flow rates and eliminate high capacity vessels. Fast flows enable to reduce dead time and maintain process equipment clean. As a result, better stability, controllability, lower consumption of fiber, chemical aids and water are obtained. Nowadays, POM system has been installed in several paper mills worldwide. Of course, this technology cannot be considered as a stand-alone. Water treatment technologies must be used as well for permanent reduction of fresh water consumption.
Currently, used basic solutions usually include unit operations which mainly remove the suspension (the fines). They are usually carried out in the second and third water loop in the paper mill. For this purpose, in the second loop, disc filters or bow screens are used, whereas in the third loop – gravitational sedimentation tanks and microflotators (regular DAF systems) are installed. Application of chemical aids (coagulants and flocculants, activators, surface active agents, dissolvents, oxidizers) makes it possible to intensify the process [17–19].
In case of occurrence of excess amount of colloidal and dissolved substances, membrane filtration is the most effective method. Depending on the size of the particles removed there are four basic types of this process: microfiltration, ultrafiltration, nanofiltration and reverse osmosis. Considering the water from paper production, the application of ultrafiltration enables to remove totally dissolved poly- and oligosaccharides, some of lignin-based substances, substances responsible for micro-stickies as well as bacteria. Water treated in this way shows significantly lower cationic and biocides demand. The disadvantage of ultrafiltration is its minor impact on the reduction of the COD and the TDS [9, 20]. However, water treated in this process may be used for high pressure cleaning showers and dilution of chemical aids (Fig. 8.5). Reduction in the COD and TDS values requires other methods for water treatment, e.g. nanofiltration or reverse osmosis [20]. These techniques have been already well known in many other industrial areas but they are relatively new to the pulp and paper industry. Currently ultrafiltration is considered as an optimal solution for circulating water treatment in papermaking.

Comparison of effectiveness of various filtration methods [13]
Figure 8.6 shows the example of the distribution of the operational costs for UF plant installed in a paper mill. This plant produces constantly 10 dm3 s−1 of ultrapure water, 350 days year−1. Total operational costs of the mentioned UF plant are approx. 300 Euro for every 1,000 m3 of water produced [20]. One has to remember that membrane technology has also certain disadvantages. UF, NF and RO are high pressure systems; therefore, special feed units must be installed (however UF units which can operate under pressure below 1 bar are also available). Membranes are very sensitive to excess of impurities thus pre-filters must be used, too. Finally, membrane technology itself is not a pollutant-free. Membranes must be periodically (every 7–14 days) washed with alkali and acid agents.

Example of the distribution of the operational costs of UF plant in paper mill [20]
Biological filtration will be probably always used in papermaking as an optimal, all-purpose water treatment method. Both aerobic and anaerobic systems are used today, as well as activated sludge technologies, EGSB, MBBR, trickling filter plants, etc. Progress in the methods for industrial water treatment is a continuous process. Many suppliers offer very efficient equipment consisted of several unit operations. For example, MBR (Membrane BioReactor) combines biological treatment (nitrification – denitrification) and membrane filtration. When biological filtration itself is not able to reduce effectively the COD and AOX parameters, an inter-stage oxidation of waste water can be used. Oxidizing chemical substances (often with catalyst) or energy consuming radiation (including UV) is used in those processes. The basic aim is to force oxidation of substances which are difficult to biodegrade. As a result of this process, they become fully biodegradable. The AOP (Advanced Oxidation Process) is a good example. It uses ozonization combined with biological treatment in the biofilm reactor. Carried out tests proved that the method enables to reduce efficiently the COD by over 60% and the AOX by 70% as well as the color resulting from the presence of lignin-based compounds by 85% [16]. In the past, the main AOX load came from the pulp bleaching process where chlorine and chlorine compounds were used (e.g. chlorine dioxide, hypochlorite). Todays bleaching process is usually TCF (Total Chlorine Free) and, as a result, AOX load in pulp mill’s effluent has been significantly decreased.
The last years witnessed the application of evaporation as an efficient method for water treatment. The Thermal Vapor Recompression (TVR) and the Mechanical Vapor Recompression (MVR) can be used by the industry now. These are the technologies which bring good results, however they are still very expensive and for this reason they are not very popular [16].
Apart from the development of the control and testing equipment, the research is carried out on chemical aids that support water treatment processes.
Finally, temperature increase in the circulation water systems as a result from lower water consumption in the paper mill have to be mentioned. While slight increase in temperature brings positive effects, the range of 60–70°C is however too high. It seems rational to introduce additional water cooling. For this purpose, open cooling lagoons, cooling towers or cogeneration (also combined heat and power, CHP) can be used.
Nowadays, the growing amount of solid waste from the paper mill technological line becomes the most serious problem for the paper industry. If the situation does not change, the industry may use minimal amount of fresh water in the future, but instead of this it may produce large amounts of hazardous waste, which – if not managed properly – can be a reason for serious pollution of underground water and water reservoirs. This aspect should be analyzed in more detail when assessing the effects of reduction in consumption of fresh water in the paper mill.
In the conclusion of discussing the methods of water treatment in paper industry it can be stated that suitable technologies are already well known. In most cases, they are sufficient. However, one has to remember that effective and long term reduction of fresh water consumption always depends on successful combination of the technology and several other actions.
8.4.2 Personnel Training
Efficient water management has been always a socio-technical matter. Rising ecological awareness among those who can influence reduction in consumption of fresh water is one of the most important factors, however often underestimated. In industrial conditions even minor actions such as less often using of hoses for cleaning, turning off or repair of leaking valves, proper shower adjustment, reduction of unwanted or excessive flows may have surprisingly good impact on reduction in total water consumption. These are the measures which may and should be taken without an official order. However, it requires well-motivated and committed personnel. That is why the education in a form of seminars, conferences, specialist literature is so important. Good relationships between staff, management and administration are also crucial. It should be stressed, that these are a long term actions and their positive effects will be noticeable throughout many years.
8.4.3 Introduction of More Restrictive Raw Materials Management and Control
The need of much more attention to waste paper sorting starting from households and more restrictive inspection of purity of materials delivered to the paper mill is discussed here. First of all, it is estimated that replacement of virgin pulp by recycled pulp can save about 40% of water in pulp and paper industry [21]. Furthermore, smaller amount of pollutants in the production line will contribute to more efficient equipment running, relief to the water and pulp system, improvement of parameters of discharged effluents and reduction in the amount of solid waste.
Efficient management of raw materials is particularly important for lower grades of recovered paper which usually have very low papermaking potential and contain various pollutants (inorganic, organic and biological, heavy metals, etc.). Such a material not only overloads the technological line and may have a negative impact on the product quality, but, apart from that, it is a source of large quantities of solid waste which finally have to be removed and utilized. Therefore, the separation of the lowest and the most polluted grades of recovered paper and their usage for non-papermaking purposes or direct utilization are worth to be considered.
Recently, we may hear about the efforts of adding to paper various substances which in fact are residues from other industrial sectors. Despite some efforts to attribute such steps to eco-friendly aspects, in many cases, it is nothing else but shifting the responsibility for generating the waste. Obviously, such initiatives will not improve the quality of product and process water in the paper mill. From the environmental point of view, the improvement of general quality of raw materials rather than rising their amount seems to be the most effective solution. Better quality means higher purity, slower wear of production equipment, lower demand for chemical aids and lower volume of generated waste.
8.4.4 Implementation of New Legislation
Profit increase is the main aim of almost all industrial activities therefore legislative actions and uniform, clear rules are very important for the process of reduction of fresh water consumption and pulp and paper industry is not an exception. For example, in some EU countries (e.g. Netherlands, Germany) taxes for discharge of waste waters have to be paid. In some other countries (e.g. Poland) general taxes for water use are paid. Those differences affect the different approach to fresh water consumption and waste management.
In Europe, the IPPC Bureau works on an amendment of BREF rules. There are reference documents regarding the Best Available Technologies (BAT) in the pulp and paper industry included. Another important document is the Water Framework Directive (more formally – the Directive 2000/60/EC of the European Parliament establishing a framework for Community action in the field of water policy) (BREF Document; [7, 16, 22]).
Similar actions are taken by the AFPA (American Forest and Paper Association). In each case, the attention is paid to sustainable use of renewable resources, reducing the overall environmental impact and conserving energy and materials [1]. Nowadays, several companies are registering in EMAS (Eco-Management and Audit Scheme). As a result, they are obligate to public environmental reporting. It is also worth mentioning that more and more companies, including paper producers, now also disclose their Water Footprint [22, 23] and Carbon Footprint [4]. In several situations it is imposed by the customers. It seems to be the right direction, since revealing such information will contribute to the more effective environmental protection. However, it should be noticed that Water Footprint and Carbon Footprint are not perfect yet as they do not contain all data on the environmental impact. Currently, the Industrial Footprint seems to be the most reliable index to be universally used in the future. It takes into consideration a comprehensive impact of a given product (as a total operation effect of an industrial operator) on the environment. The index combines both indices typical for water and carbon footprint, includes the impact of any other waste emissions, and additionally it introduces economic and social factors (e.g. human rights, relations at workplace, personnel healthcare, etc.) [10].
8.5 Conclusion
The consumption of fresh water and the volume of discharged effluents in the pulp and paper industry have been reduced significantly over the last 20 years. The development of modern technologies, rising environmental awareness and legislation changes have contributed to this trend. Small amounts of fresh water probably will be always needed as a supplement to water loss during production process (e.g. evaporation during drying). Therefore, probably it is not possible to introduce ZWI (Zero Water Influent) system in papermaking. Nevertheless, it should be emphasized that there are the technological possibilities of complete or almost complete closure of the water cycle and creation of ZLE or NZLE system in a paper mill, however the cost of such operation is still significantly high.
One can assume that maintaining the attractiveness of paper as a product will require the Zero Liquid Effluent system in the future. In order to achieve it, further coordinated initiatives and research embracing technology, biology and economics are required. Trainings in this area are also of great importance. They should be aimed not only at those who manage and control the industrial processes but also at the whole of the human community.
Real sustained development and success in water sources preservation mainly depend on our sensibility and self-responsibility for the natural environment. As a result, the evaluation of effectiveness of all activities related to water conservation will be fully reliable only if considered together with the impact of other waste emissions. International, clear and uniform guidelines in the area of all emissions and natural resources management as well as in the area of responsibility for taken actions would be of vital support.
Abbreviations
- AOX:
-
Adsorbable Organic Halogens
- BAT:
-
Best Available Technology
- BATNEEC:
-
Best Available Technology Not Entailing Excessive Costs
- BATEA:
-
Best Available Technology Economically Achievable
- BPEO:
-
Best Practicable Environmental Option
- BOD:
-
Biochemical Oxygen Demand
- COD:
-
Chemical Oxygen Demand
- DAF:
-
Dissolved Air Flotation
- TDS:
-
Total Dissolved Solids
- EGSB:
-
Expanded Granular Sludge Bed reactor
- IPPC:
-
Integrated Pollution and Prevention Control
- MBBR:
-
Moving Bed Bio Reactor
- NF:
-
Nanofiltration
- RO:
-
Reverse Osmosis
- UF:
-
Ultrafiltration
- NZLE:
-
Near Zero Liquid Effluent
References
AF and PA Sustainability Report (2010). http://www.afandpa.org. Accessed 20 Aug 2010
Blanco A, Negro C, Miranda R, Fuente E, Tijero J (2004) The challenges of sustainable papermaking. Environ Sci Technol 1:414A–420A
BREF Reference document for Pulp and Paper Industry (2010). http://eippcb.jrc.es/reference/pp.html. Accessed 18 Aug 2010
Carbon Footprint General Information (2010). http://www.carbonfootprint.com/productlifecycle.html. Accessed 18 Aug 2010
CEPI Annual Statistics (2009). http://www.cepi.org/content/default.asp?pageid=102. Accessed 24 Aug 2010
CEPI Sustainability Report (2009). http://www.cepi.org/content/Default.asp?PageID=4. Accessed 24 Aug 2010
EU Water Framework Directive (2010). http://ec.europa.eu/environment/water/water-framework/index_en.html. Accessed 19 Aug 2010
Gavrilescu M, Teodosiu C, Gavrilescu D, Lupu L (2008) Strategies and practices for sustainable use of water in industrial papermaking processes. Eng Life Sci 8(2):99–124
Huhtamaki M (2003) Closing the water cycles – how far can we go? Metso Paper Technology Days Meeting, Helsinki
Industrial Footprint Project (2010). http://www.ecy.wa.gov/programs/swfa/industrial/pdf/archiveIndFootprint/Oct16GraysHarbor.pdf. Accessed 15 Aug 2010
Joint publication: Practical Water Management in Paper and Board Mills. Produced by the Environmental Technology Best Practice Programme, Copyright Crown, UK (1998). http://www.ana.gov.br/Destaque/d179docs/PublicacoesEspecificas/PapelCelulose/Paper_board_mills1.pdf. Accessed 24 Aug 2010
Meinander PO (2003) Increase of paper machine efficiency by using a compact wet end system. Wochenbl Papierfabr 131(19):1137–1145
Metso Paper (2010) Membrane filtration with OptiFilter. http://www.metso.com/MP/Marketing/vault2mp.nsf/BYWID2/WID-030410-2256C-B49AE/$File/OptiFilter_CR_12_2003.pdf?openElement. Accessed 19 Aug 2010
Metso Paper (2010) Paper industry consumes less water. http://www.metso.com/corporation/articles_eng.nsf/WebWID/WTB-060309-2256F-6A087?OpenDocument&mid=A9871AA0FA06639BC225712D003E6A18. Accessed 19 Aug 2010
Miranda R, Blanco A, Negro C (2009) Accumulation of dissolved and colloidal material in papermaking-application to simulation. Chem Eng J 148:385–393
Mobius CH (2006) Water use and wastewater treatment in papermills. Herstellung und Verlag, GmBH, Nordertstedt
Panchapakesan B (2001) Optimizing white water system design improves runnability, lowers operating cost. Pap Age 117:26–31
Paris J (2000) A systems approach to system closure in integrated newsprint mills. Pulp Pap Can 101(5):34–42
Paulapuro H (2000) Papermaking science and technology, vol 11. Fapet Oy, Helsinki
Pohjalainen K (2005) Successful reduction in fresh water consumption with OptiFilter membrane. Fiber Pap 7(3):20–21
Roberts J (ed) (2007) The state of the paper industry: monitoring the indicators of environmental performance. Environmental Paper Network, Asheville
Suhr M (2000) The BREF in the pulp and paper industry: BAT for an industry with a large variety of raw materials and products. Proceedings of European conference on the Sevilla process: a driver for environmental performance in industry, Stuttgart, 6 and 7 Apr 2000
Van Oel PR, Hoekstra AY (2010) The green and blue water footprint of paper products: methodological considerations and quantification. Value of water research report series no. 46.UNESCO-IHE Institute for Water Education, Delft
Xu Y, Deng Y (2004) The buildup of dissolved solids in closed white water systems. Tappi J 3(8):17–21
Zhang X, Beatson RP, Cai YJ, Saddler JN (1999) Accumulation of specific dissolved and colloidal substances during white water recycling affects paper properties. J Pulp Pap Sci 25:206–210
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2011 Springer Science+Business Media B.V.
About this paper
Cite this paper
Olejnik, K. (2011). Water Consumption in Paper Industry – Reduction Capabilities and the Consequences. In: Atimtay, A., Sikdar, S. (eds) Security of Industrial Water Supply and Management. NATO Science for Peace and Security Series C: Environmental Security. Springer, Dordrecht. https://doi.org/10.1007/978-94-007-1805-0_8
Download citation
DOI: https://doi.org/10.1007/978-94-007-1805-0_8
Published:
Publisher Name: Springer, Dordrecht
Print ISBN: 978-94-007-1804-3
Online ISBN: 978-94-007-1805-0
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)