
Abstract
Our discussion up until now has sufficiently clarified the need for production enterprises to adjust to the plethora of external and internal challenges that arise depending on the situation. Production enterprises have to adjust to the plethora of external and internal challenges by changeability. Changeability is defined here as an umbrella term for five classes of adaptability, namely: change-over ability, flexibility, reconfigurability, transformability and agility. In order to enable the factory objects to change, changeability enablers are necessary which are: universality, mobility, scalability, modularity and compatibility. In this chapter all terms are defined and it is exploited how to evaluate the changability of a factory. The chapter closes with a vision of the changeable factory.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
5.1 Introduction
Generally, due to the globalization of the goods and service market since the 1990s, the extent and speed with which these changes have to be implemented, has significantly increased. These concern both the market offerings and the business processes, which are introduced in Sects. 2.3 and 2.4 as the strategic basis of a factory. We refer to the overall ability to undertake these adjustments as changeability. However, a countless number of related terms are to be found in publications and in the practice e.g., flexibility, reconfigurability, adaptability, agility, transformability and dynamic. Therefore, in the following, we will more closely consider the terms fundamental to production and factory planning and organize them systematically.
5.2 Flexibility
Flexibility of production is the most frequently discussed concept in this context. Extensive meta-analyses (e.g., [Ton98] which is based on 120 publications about this topic), have shown that flexibility is either static or dynamic. Static flexibility describes the ability to steadily operate within a defined range of products, processes and their quantities with regards to quality, costs and delivery time. In comparison, dynamic flexibility describes the ability to change the production system with regards to its capacity, structure and processes quickly and without any substantial costs. Flexibility can either refer to the entire value-adding chain from the supplier to the customer (horizontal classification) or to different layers of the production, from individual workstations to sections up to sites and production networks (vertical classification). Moreover the time aspect of the flexibility—which can also be described as the speed of response—should be considered. Here, flexibility can be categorized as short, medium or long term (also known as operative, tactic and strategic flexibility, respectively). Finally, the object which the flexibility of the production’s performance is concerned is also pertinent. This then addresses on the one hand, the volume and mix of the product spectrum and on the other hand, the items it contains with their different base materials, manufacturing methods and work sequence.
What proves to be problematic is measuring the flexibility and the costs that are associated with it. Currently, there are still no generally accepted methods or approaches for determining this. The most important classes according to Toni and Tonchia are ‘direct’, ‘indirect’ and ‘synthetic’ aggregated indicators. The first, direct, analyzes how the flexibility of the observed system behaves in different situations based on possible options or measures, whereas indirect indicators examine the character of the flexibility (technological, organizational) or the costs and/or effort connected to the flexibility. With synthetic indicators the aim is to set the (internal) system flexibility in relation to the strived for (external) objective and from that to calculate a type of fulfillment rate. In the end, the flexibility cannot be precisely measured; rather, it is comparable to the abilities of a person or organization to react to disruptions in their environment within an appropriate time and with a suitable amount of effort without endangering themselves.
Flexibility is also increasingly considered a strategic approach to turbulent environments and as such is further differentiated. In an extensive and thorough meta-analysis of 70 published sources, Rakesh Narain, R.C. Yadav et al. demonstrate the lack of guidelines for determining the flexibility an organization requires [Rak00]. The authors suggest that there are three different types of flexibility (necessary, sufficient and competitive) to each of which they allocate certain classes of problems and approaches to solutions (see Fig. 5.1).

Characterization of types of production flexibility (per Rakesh Narain a.o.). © IFA 9897SW_B
Necessary flexibility is required to be able to quickly react to operative problems, which sporadically and unpredictably arise in the form of product changes, machine malfunctions, absent personnel, supplier problems and demand fluctuations. They directly impact the technological, logistic, and personnel related resources that participate in processing orders. Solutions in this area are aimed at ensuring they are sufficiently elastic and easily converted. Medium term, tactical flexibility—referred to by the authors as sufficient flexibility—ensures that processes have the ability and certainty required for today’s business with regard to product quality, delivery time and delivery reliability as well as production costs. Manufacturing processes thus have to allow different parts to be finished with different materials and without higher costs. This requires: (a) machines and measuring tools that are easily converted, (b) flexible handling and supply of parts and (c) employees to be trained accordingly. Finally, the strategically based competitive flexibility, which works over the long term, aims at controlling product changes as well as the supplier’s and market behavior. The entire production is considered here, whereby the solutions cited focus on the machinery level and their handling devices as well as on the layout and control system level.
In keeping with the character of the publications, no concrete suggestions are made for the three types of flexibility. Moreover, the analysis does not consider the relation to logistics, buildings or their equipment and does not include the production site and the development of it. Nevertheless, this classification provides a valuable basis for systematically addressing how to design flexibility.
In German publications, Kaluza, among others, intensively examined the concept of flexibility based on his own extensive work as well as an evaluation of numerous publications [Kal05]. He defines a broad notion of flexibility which should include the fundamental operational aspects:
“Flexibility is the ability of a system to allow proactive or reactive as well as targeted changes in the system’s configuration in order to fulfill the altering conditions of its surroundings” [Kal05, p. 9].
With regards to the notion of production flexibility, which is of particular interest for us here, Kaluza distinguishes between a ‘real’ and ‘dispositive’ flexibility [Kal95]. Real flexibility describes the ability of the personnel, technology and materials to adjust, whereby the first two factors are primarily of interest. Their flexibility is further categorized into qualitative, quantitative or structural. Figure 5.2 depicts the resulting system of flexibility types as well as the selected instruments or flexibility measures that are allocated to them [Kal89].

Scope and types of real flexibilities (per Kaluza). © IFA 10.000SW_B
Whereas qualitative flexibility characterizes the basic ability of the personnel and technological resources to complete various tasks, quantitative flexibility describes the range of each of the performance indicators quantity, time and intensity wise. Structural flexibility pertains to both personnel and products. On the personnel side, it depends on how successfully the borders between planning, execution and control tasks can be removed with measures for expanding the work areas. In comparison on the production side, structural flexibility is determined by the type of layout and control and is described by the routing freedom, redundancy of production facilities and storage capacity.
In addition to this real flexibility, which could also be interpreted as potential flexibility, Kaluza posits the previously mentioned dispositive flexibility. Here, he distinguishes between two types: flexibility of the production planning and flexibility of the production control. Supportive measures for the first type of flexibility include measures for structuring the product and systems for planning production, whereas the second type of flexibility can be supported by production control methods and improved communication.
With these types of flexibility, Kaluza already addresses fundamental elements which clearly need to be considered when planning a changeable factory. These include the work organization, production facilities and logistical planning and controlling of the order processing.
Further important impetuses for considering a production’s flexibility arise from the work on part family manufacturing and group technology that has been taking place since the 1960s and is aimed at overcoming the disadvantages associated with job shop productions i.e., high WIP levels and long throughput times. Manufacturing cells, segments, flexible production systems and even lean production are a result of it (see Sects. 4.4–4.7). All of these have to be flexible on the one hand and on the other hand allow machines to be utilized economically.
In 1981, the Institute of Production Systems and Logistics at the University of Hannover already attempted to describe how production flexibility is structured by breaking it down into three sub-concepts [Wie81]. Figure 5.3 outlines this suggestion according to areas and types of flexibility, supplemented with examples.

Structure of production flexibility . © IFA 10.001SW_B
Technological flexibility describes the possibility of implementing different manufacturing processes in one machine (versatility). This allows different workpieces of a basic form e.g., rotational parts or cubic parts, to be completely manufactured as far as possible in one setup within the workspace of one machine. In comparison, setup flexibility means being able to execute different manufacturing tasks with an economically feasible degree of effort. Structural flexibility, also referred to as routing freedom, allows an order with different operation sequences to be guided through a manufacturing system. It is generally determined by the more or less strict orientation of the layout on the processing sequence of the operations. Finally, capacitive flexibility describes the quantitative reserve of a production system (expansion potential), the possibility for shifts within the production program (compensation ability), and the possibility to balance differences in sales and capacity trends by storing semi-finished or finished products (storage capability). These definitions which only refer to part manufacturing represent a further building block on the way to the concept of a changeable factory.
Similar considerations as those for part manufacturing were developed by Eversheim in the early 1980s for assembly systems [Eve83]. In order to design the necessary modular elements, the types of assembly flexibility had to be defined (see Fig. 5.4).

Types of flexibility in assembly systems (Eversheim). © IFA G1115SW_B
Whereas, date oriented flexibility refers to the assembly processes running on each of the individual stations and either allows switch-overs for individual workpieces or re-routing, time period oriented flexibility concerns the setup or conversion of an entire assembly system to another variant or product. Disruption flexibility, which plays a particular role in assembly systems due to the short cycle times, is event oriented and generally concerns failsafe strategies that are to be implemented when functions are unpredictably disrupted due to malfunctions. Solutions for such assembly systems are increasingly available on the market. Manual or automated stations can be swapped out quickly in an assembly system, in order to adjust to different products or fluctuations in the number of pieces [Lot06].
While traditional German studies on factory planning such as those by Kettner and Aggteleky already explored the notion of flexibility on the factory level quite early-on (see Fig. 5.5 and [Her03]), Anglo-American literature has yet to emphasize this topic (see e.g. [Mut89, Her06, Tom10]).

Approaches to flexibility in factory planning. © IFA 10.125_B. a Approach according to Kettner, b approach according to Aggteleky
Kettner recommends planning as far ahead as possible during the factory planning phase, which allows certain flexibility in the schedule as a reaction to changes during the planning and maintains a reserve in the sense of over-dimensioning. The factory itself should be easily expandable and have capacities with a specific degree of flexibility [Ket84].
Aggteleky already distinguishes more concretely between the flexibility of the structure and that of the layout [Agg87]. The first ensures against deviating operating conditions through universal facilities and the fault elasticity of the production, whereas the layout flexibility addresses the basic factory elements: manufacturing and assembly, storage and transport systems, buildings and technical infrastructure.
Both these approaches clearly show that due to the comparably stable market conditions, the scope of changes typical for today could not yet be considered back then and that the concept of changeability was not required.
5.3 Reconfigurability
From the perspective of manufacturing technology, solutions that make machine tools and production facilities more flexible technology wise need to be emphasized. Since the 1990s they have been discussed under the notion of reconfigurability. Here, the focus is on dividing manufacturing equipment into functional components and thus making it possible to quickly reconfigure machines e.g., by inserting a movement axis or a spindle. After being mechanically coupled, they are recognized by a higher level control and are productive once a control program starts. The first implementation of this technology was introduced in the USA by Koren [Kor01]. In Germany, within the frame of a public funded research project referred to as METEOR (http://www.meteor2010.de), solutions for reconfigurable machine tools and manufacturing systems were developed together with the machine tool industry [Abe06]. Whereas, reconfigurable assembly systems could be considered state of the art, reconfigurable manufacturing systems tend to still be in the research and development phase. A comprehensive overview of the current state of research on flexible and reconfigurable production systems is provided by [Wie07].
5.4 Changeability and Change Enablers
From the perspective of factory planning, the question of which flexibility is required for the entire factory has been discussed since the end of the 1990s under the concept of changeability. Already in 1997, Reinhart referred to changeability as a new dimension of flexibility [Rein97]. He defined the concept as a combination of flexibility and responsiveness [Rein00], whereby flexibility is understood as the “possibility for change within the provided dimensions and scenarios” and “responsiveness [is] a potential for being able to act beyond expected dimensions and corridors”. Later, Reinhart explained the concept of changeability more precisely:
“Changeability is understood as the potential which makes it possible to quickly adapt also beyond given corridors in relation to organization and technology without having to extensively invest” [Rein08].
Figure 5.6 provides a visual depiction of this (see also [Nyh08, p. 25]). Accordingly, when there are change drivers that do not exceed a certain degree, the “built-in” flexibility of the system comes into play. The required change thus takes place within the system without having to convert it and reconvert it. If the requirement of a change driver exceeds the thus defined flexibility corridor, the system has to be changed. A solution space within which the system can be modified is foreseen for such situations. This space allows almost any configuration of resources, however is still limited for example, with regard to the size and precision of products. If a change driver arises necessitating a modification, (e.g. a considerable increase in the number of pieces), a structural change, which can however be built-back, is required.

Comparison of flexibility and changeability (Zäh, Reinhart). © IFA 14.788_B
Westkämper [West99] also contributes important impulses for the changeability of the entire production enterprise. As depicted in Fig. 5.7, he differentiates the changeability of company structures according to elements (real estate, mobile property, information processing and personnel) as well as time horizons (short/mid/long term).

Changeability of company structures (Westkämper). © IFA 10.053_B
From there, Westkämper derives the technological innovation necessary for allowing the production to be continuously re-planned and reconfigured. He then also recommends concrete approaches for accomplishing this [West00]. Here too, flexibility is distinguished from changeability:
“A system is referred to as flexible when it is reversibly adaptable to changed circumstances within the frame of a generally anticipated span of features and expressions.”
Moreover:
“A system is referred to as changeable when its processes, structures and behavior inherently possess a specific, implementable variability. Changeable systems are capable of not only adapting in reaction but also able to intervene in anticipation. These activities can work towards changing the system as well as the environment.”
Management, people, technology and organization are singled out as the basic starting points for designing the changeability. Stemming from there, Westkämper provides an extensive description of the Stuttgart approach to a changeable company in [West09].
Wirth defines a further developed form of changeable factories as flexible temporary factories which only serve a specific market with a specific product for a limited time [Wir00]. The knowledge that the length of the lifecycles of the products, processes, factory buildings, and area-use continually drift farther and farther away from another is decisive for this approach (see Fig. 1.4).
In addition to the previously known discussion about the product and production processes, the type of building (universal, low cost or modular mobile buildings) and the role of the factory grounds are focused on within the frame of the city/town planning. Along with that, Wirth sees a change in the roles and function of factory planning. In addition to the traditional “core planning” of resources, personnel and areas he includes also the local lifecycle of a temporary factory with preparations, ramp-up, dismantling and relocation as well as its external network and logistics.
As a further development of this approach, Schenk and Wirth suggest a factory based on a network of competences integrated in a heterarchical (in comparison to hierarchical) network organization [Sche04, p. 364 f]. It consists of the smallest value-adding units capable of surviving and of changing, i.e., so-called ‘competence cells’.
The Institute of Production Systems and Logistics (IFA) also began to research the subject of changeable factories early on and has made concrete contributions in the form of talks, papers and factories which have been built [Wie00, Wie01, Her03]. The system of changeability Hernández developed together with Wiendahl at IFA stems from system theory and provides the foundation for this book with regards to the changeability of a factory [Her03]. In doing so, particular emphasis is placed on considering the architectural requirements early. From there, recommendations for incorporating process and spatial perspectives in the initial stages of the factory planning were derived, and further developed by Nyhuis and Reichardt into an approach referred to as ‘synergetic factory planning’ [Nyh04, Rei07].
The IFA approach to changeability starts by defining a factory as a system which, in this context, possesses the basic properties mentioned in Fig. 5.8 [Ulr95].

Properties of the system ‘factory’ (Hernández). © IFA 10.137BSW_B
The notion of wholeness and parts emphasizes that the quality of a factory is not the sum of the qualities of its parts, but rather the interaction of its parts as a whole. The degree of interlinkage describes the density of relationships. The individual elements are not simply linear, but rather are linked together in intermeshed control loops and to some extent backwards coupled. The openness of the factory results from the strong correlation to the environment. There is no doubt that a factory has a high degree of complexity—complexity is in fact necessary for its survival as it allows the factory to take on different states quickly [WEM12]. Complexity is based on the number of elements and the possible relationships between them and their surroundings. The dynamic of the ‘factory’ system describes the behavior while processes are being conducted and results from the change in the system elements. The ability to then regulate the system is described with control. This is accomplished to some extent automatically, however predominantly via employees. The ability to develop can be interpreted as the ability to learn and react to impulses by adjusting or changing. Finally, the purpose and task orientation is the driver to suffice the environment’s expectations and demands e.g., from the market, politics, local surroundings etc.
A system always strives towards a state of equilibrium with its environment, which in the case of environmental changes necessitates adjustments. If it does not possess this as a change enabling quality, it loses its balance becoming unstable, even to the point of its destruction. System theory recognizes two types of changes which are identified as structural coupling and transformation (see Fig. 5.9).

Types of factory changes from the perspective of system theory (Hernández). © IFA 10.146_Wd_B
With structural coupling only the relations between the system elements change. It can thus be interpreted as a flexible reaction which proceeds with the aid of defined control mechanisms, such as redirecting an order to an alternative machine. Transformation on the other hand, changes not only the relation of the elements, but also their qualities and functions up until the point that new structures and systems are created. An example here is the transformation of a workshop production into a number of manufacturing cells.
The changeability of the ‘factory’ system thus allows the transformation of a system and is supported by three of the eight characteristics of a system mentioned in Fig. 5.8. They are presented once more in Fig. 5.10 accompanied by the relevant system properties [Her03].

Deriving changeability from the properties of a system (Hernandez). © IFA 10.149A_B
In order to be able to realize a transformation, the system has to possess specific characteristics, which in the following will be referred to as change enablers . These are inherent characteristics which can be activated in a specific time period and create a desired change. The change enablers identified in Fig. 5.11 can be derived from the three system properties we described above as being relevant to change [Her03].

Deriving a factory’s change enablers. © IFA 10.211D_Wd_B
Mobility as well as expandability and reducibility can be allocated to the system’s dynamics. They characterize the objects’ ability to change with regards to the location and extension. Modularity as well as the function and utilization neutrality are linked to complexity and describe the ability to take on different system states. Finally, the change enablers linking ability and disintegration/integration ability are derived from the degree of connectivity.
In practically applying these concepts it became evident that they could be simplified further and reduced to the five enablers depicted in Fig. 5.12 along with their corresponding definitions.

Change enablers. © IFA 15.053_B
When it comes to practically implementing changeability, in addition to these considerations about the system from a technological perspective, it is important to consider the actors in the enterprise who decide about the degree of changeability and how it will be concretely realized.
-
From the perspective of management the question of interest is how quickly an entire enterprise should react to risks and opportunities, whereby aspects such as market and product strategy, financing, cooperation, organization and site are in the foreground.
-
The business economics is concerned with the opportunities and risks as well as the cost-benefit relation of changeability. Is it worth investing e.g., in increasing the changeability of a production through a flexible manufacturing system which only pays itself off after the second or third product change?
-
A third perspective concerns the technical realization of the changeability of the individual factory elements, beginning with the manufacturing and assembly facilities, as well as the logistic systems and their control up to and including the buildings and their facilities.
-
Finally, from the industrial engineering perspective there is the question of which conditions need to be met on the level of the employees with regards to their motivation, qualification and remuneration in order to ensure the production is smoothly adjusted.
5.5 Aspects of Designing Changeability
For the individual enterprises the question now is how to define and concretely design the flexibility, reconfigurability and transformability that is demanded by all sides. In order to do so, it seems practical to first select a generic term for the different types of adjustability and to later put it into concrete terms for the various classes and orders of a factory’s objects. In the following, based on numerous discussions on the international level, the term ‘changeability’ has been selected (see [Wie07]).
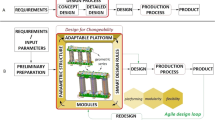
The next step is to identify the aspects which need to be designed in addition to those in a traditional factory planning in order to attain the desired changeability; an overview of this approach is provided in Fig. 5.13.

Factors that impact the changeability of market and production performance. © IFA 14.790_B
We will start by clarifying the external and internal change drivers (see Fig. 1.8), which present themselves in the demand volatility and the variety of goods and services forced by the market. One of the frequent change drivers is a new business strategy, triggered by a change in ownership or management. The enterprise can react by re-designing the market offering or the production performance. In both cases the changeability has to be adapted via the outlined change enablers. In regard to the market performance these change enablers include e.g., constructing modular products or services, introducing a platform concept, or using programming to build variants at a later time. Generally speaking, in the case of the production performance the manufacturing processes, production facilities and possibly the organization should be designed to be changeable. In addition to modularity, scalability and mobility are useful change enablers here.
The degree to which the changeability should be increased is dependent on the strategy selected, which—as already mentioned—ranges from ‘immediately required’ to ‘temporarily sufficient’ up to a ‘strategic orientation’. The degree of changeability that should be pursued can only be determined from here and is characterized by the level of change and the acceptable duration of the change as well as the costs deemed permissible e.g., extra charges for having technological building services that are easy to modify.
The improved changeability remains worthless if it cannot be quickly activated when there is an impulse for change. It is thus necessary to develop a concept for utilizing the changeability i.e., in the form of a plan of action, trainings for required personnel as well as ensuring that the technical means for implementing it are available. This approach can be created in analogy to a concept for fast setup processes.
Finally, it is preferable to be able to economically evaluate planned or existing changeability and to be able to prove it as far as possible with key performance figures.
5.6 Morphology of Changeability
A morphology matrix for the changeability of a production enterprise can be developed from the diversity of influential factors and their characteristics (see Fig. 5.14). Theoretically, in such a matrix each shaping of a factor can be combined with each of the others; changeability can therefore appear in a vast array of forms. In order to apply these practically, it is useful to break them down into different types. Before doing so however, we will first briefly introduce the factors and how they express themselves.

Morphology of the changeability of manufacturing companies. © IFA 9903SW_B
First, change drivers are not only influenced by the markets uncertainty and variety of products in the sense of risks, but also contain opportunities with the availability of new manufacturing methods (in particular: laser technology, information and communication technology as well as micro-, Nano- and RFID technology). New forms of co-operations already supported by the internet are also used in development, supplier, production and logistic networks.
The second influential factor, the change focus, comprises three objects and is depicted in Fig. 5.15 along with the abovementioned change drivers. In addition to the product mix (comprising of functionally superior products with significant customer benefit), the performance required from the market perspective also consists of an ability to adjust delivery volumes with demand fluctuations while reducing delivery times, increasing delivery reliability and at the same time decreasing production costs. The production performance (as the generic term for the function of the production to fulfill orders) is considered here on the level of six enabling elements, which can serve as the focus of the changeability. These basically entail the manufacturing technology and the related production logistics, the hierarchical and process organization including employees, as well as the production buildings and the land they are built on. The interactions of these elements with the market offering need to be concretely identified within the scope of factory planning.

Change drivers and focuses from the market and production view. © IFA 9902SW_B
The two expressions of changeability mentioned above are initially oriented on improving the market offering (external view) or the production performance (internal view). However, there are also interactions between these two. A new product requires new production performances. Inversely though, an initially new production technology that is product-neutral e.g., the introduction of an electron-beam welder can offer new possibilities for designing products.
The third change focus thus refers to business processes (see Fig. 2.7). In addition to the main processes (market opening, product development, order obtainment, order fulfillment and service) the supportive processes (human resources, information and communication technology, accounting, general services and quality management) deserve equal consideration with regard to a company’s changeability. In view of the growing significance of services as a field of operation of its own, particular attention should be dedicated to its increased changeability.
Usually, the primary change focus is the market offering. Based on an analysis of the business processes the demands on the production process and their changeability are determined from it. However, in other cases the progressive deterioration of the technical, logistical and economic production performance can also provide the reason for a fundamental change.
After deciding upon the focus of the change, the question arises of how much changeability should be ‘built-into’ the market offering or production performance along with how great the change potential needs to be. This is ultimately dependent on the chosen strategy regarding the desired change potential. There are three types of change potential ‘necessary’, ‘sufficient’ and ‘competitive’ which can also be characterized as operative, tactic and strategic.
The sort of changes allocated to the operative change potential concern the usual market fluctuations and disruptions that are unavoidable even in a relatively stable environment. These are reacted to spontaneously within the frame of practiced routines and do not, for example, require products or production systems to be structurally changed. From the product side, examples include designing variants or modular systems that can be tailored to each customer. From the production side this might mean the change-over of a machine or assembly station including changing the control program, tool and fixture in order to obtain the necessary change potential.
In comparison, the tactical change potential is concerned with the consistent ability to deliver a defined product spectrum in the medium term with sufficient certainty in regards to the quality, costs and logistic objectives ‘delivery time’ and ‘delivery reliability’. This includes for example, measures for introducing manufacturing methods requiring no setups, but also allows manufacturing, assembly and logistic structures to be quickly changed for instance by introducing manufacturing segments, reducing the manufacturing depth or having components supplied just-in-time.
Lastly, the strategic change potential is aimed at being able to introduce new product variants, products and processes very quickly. In doing so, the firm should gain competitive advantages in regard to the price or delivery times, which surprise both the customer and competitors. The strategy here is to productively generate turbulence instead of only managing it reactively.
As already discussed an enterprise does not have an unlimited degree of freedom; describing it as precisely as possible therefore serves to expose the actual or supposed limitations concerning the changeability. First, we have to differentiate between the technical and logistical degrees of freedom, which we can also refer to as the hardware degrees of freedom. Here, we are concerned with which types of materials, manufacturing processes, assembly techniques, handling/transportation and storage processes can be managed at all including the planning, controlling and testing processes. In comparison, the organizational-cultural degrees of freedom are more “soft” in nature. They affect the possibility of changing the structural and procedural organization without considerable resistance of the employees and attaining the necessary qualifications, learning abilities, and readiness for change. The latter is obviously a question of the corporate and in particular management culture. Finally, the economic degrees of freedom are often decisive for a desirable changeability. These can be demands on the economic efficiency of an investment, such as a specified group-wide payback period or also a financial limitation in the form of a given investment sum for converting a production or for building a new factory.
The last basic influential factor of changeability according to Fig. 5.14 is defining the extent of change. Here the level and span of the changeability that will be pursued for the product or production has to be clarified. On the product side, it can range from single pieces and their material, form, size and precision up to the product mix, whereas on the production side it can extend from individual workstations up to the location in a production network.
A time related change characteristic is the frequency of the possible changes, which from the product side is coupled with the rate of order change-overs, product modifications, introduction of new products or changes in the product portfolio. In comparison, extreme cases in the production sometime include setup changes a number of times per day, capacity changes a number of times per week, structural changes a number of times per month or site changes every few years. Closely related to the frequency of the changes is of course their duration. Generally it can be determined that operative changes from one order to the next should lay within the range of minutes where possible, whereas structural changes with tactical character are required within the span of weeks to months. Even strategic changes in the products themselves or an entire production must be possible within a span of a year, in order to be able to cover the conversion costs still with premium prices for originator products. A type of changeability that goes beyond these is related to the enterprise as a whole, which is searching in a global market for future areas of operation in which the product portfolio is established via a sales and product network.
Finally, the permissible effort for a change (measured on the internal and external personnel capacity as well as the related earnings) are highly significant for efficiently designing changeable technical, organizational or personnel elements of the market offer or product output.
5.7 Classes of Changeability for Production Performance
As already indicated, when applied in industry it is not very practical to define only one of the changeability aspects for an entire production enterprise. Rather, changeability serves as a generic or umbrella term for different classes of changeability corresponding to the different levels of a production, which can be allocated to corresponding levels of the market offer.
These levels of the production performance or market offer can each be characterized from the perspective of factory planning with six terms that follow the traditional hierarchy of a factory and its products. These in turn can be allocated to different types of changeability. Figure 5.16 provides an overview (see also [HEM09]).

Corresponding levels of production, changeability and products. © IFA 14.791_B
The lowest level corresponds to the individual workstation, which usually consists of one machine and an operator. Here a defined operation is executed on a workpiece with the aid of specific manufacturing methods e.g., a turning operation, a surface treatment, etc. This leads to a ‘part element’, such as a drill-hole, gearing, or a surface area. Accordingly, a number of parts are joined into a sub-component on an assembly station. In order to alter the process, so-called change-over ability is required; on automated stations this is attained by changing the control program.
The next level comprises a manufacturing cell, which can execute a sequence of operations in order to produce a ready-to-use workpiece and variants of it. Usually such cells are numerically controlled and automatically change tools. Similarly, a more or less automated process forms a functional component in an assembly cell. Such cells not only have to possess change-over ability but also flexibility with regards to new parts or components.
A system generally consists of a number of stations or cells and represents a manufacturing or assembly system depending on the operations it conducts. It can be equipped with or without an interim buffer and can arise in different configurations e.g., circle, line, network etc. These systems serve to produce a group of different parts or components, which however own a certain similarity. Since not all of the variants of parts or components are known when the system is being installed, it has to also be possible to change it structurally by inserting or removing components as well as spatially re-arranging these components. Thus in addition to being flexible, they also have to be reconfigurable. If these systems in addition own the change enablers defined in Fig. 5.12 they are transformable.
Combining a number of such manufacturing or assembly systems together, creates a section, whose manufacturing and assembly units are supplemented by logistic systems such as storage, transportation and handling systems. Their task is to produce different components, which are in fact complete products that have been tested and are able to be used. The sections have to be flexible as well as reconfigurable when there is a product change. If the sections in addition own the change enablers, they are transformable.
The factory level joins a number of such production sections together, each of which yield a defined market offer. In order to do so, in addition to the manufacturing, assembly and logistics, it needs certain infrastructural facilities for supplying materials, energy, media and information as well as for disposal. Here, in addition to the sub-systems being reconfigurable, the planning and control as well as the infrastructural systems and employees have to be able to adapt to new tasks. Are the change enablers available for all sections, the factory is said to be transformable, otherwise flexible. The presentation clarifies that a certain factory level may well possess different classes of changeability, depending on the extent to which change enablers are available.
Finally, a factory is generally part of a production network. Such networks consist of a number of factories on different locations and are often closely linked with suppliers of product components and sub-products. Changes on this level are usually driven by strategies e.g., entering into a new market, changing the product portfolio by introducing or removing products from those offered, or merging with a newly acquired firm. This requires agility and is first and foremost a responsibility of management.
The types of changeability thus described are defined as follows:
-
Change-over ability describes the operative ability of a single machine or workstation to be able to quickly execute defined operations on a known workpiece or part family at any desired point in time with minimal cost. The change-over is reactive and can occur manually or automatically.
-
Flexibility refers to the operative ability of a manufacturing or assembly system to be able to reactively adjust itself to a predefined number of workpiece types or components by inserting or removing individual functional elements quickly and with minimal costs in regards to hard/software. The adjustment is to some extent manual but also includes automated functions.
-
Reconfigurability refers to the tactic ability of an entire production or logistic section to be able to mostly reactively adjust itself to a new—but similar—family of components including the corresponding in-house manufacturing and purchased parts. This adjustment is accomplished by changing manufacturing methods, material flows, and logistic functions over the mid-term with an average amount of effort in regards to hard/software. The adjustment is mostly done manual and generally requires pre planning as well as a ramp-up and optimizing phase.
-
Transformability refers to the tactic ability of an entire factory, section or system to reactively or proactively adjust itself to a—usually similar—product family and/or to change the production’s capacity. This requires structural interventions not only in the production and logistic systems, building structures and their equipment, but also in the structural and procedural organization as well as personnel. The adjustment requires a longer planning period, but can then usually be put in place relatively quickly. It is usually implemented in sub-projects with strict project management and includes both a ramp-up and optimizing phase. On the levels below it, transformability requires flexible, reconfigurable systems that can be changed-over.
-
Agility refers to the strategic ability of an entire enterprise to mostly proactively open up new markets, develop the necessary market offering and production performance and possibly to do this across a number of sites. It requires considerable abilities in the areas of management, financing and organization.
If we now try to differentiate entire production enterprises with regards to their changeability, in addition to the described types of changeability on the different levels and their objects we also have to consider their ability to network.
Figure 5.17 depicts a portfolio developed from this for strategically positioning a production enterprise with respect to their abilities to adjust. The portfolio is described by these two characteristics (changeability and networking ability) and the degree to which these are expressed (low, medium, high and very high).

Characterization of production enterprises from the perspective of changeability and networking ability. © IFA 9900SW_B
Changeability is expressed in correspondence with the concepts mentioned in Fig. 5.16 i.e., change-over ability, reconfigurability, flexibility, transformability and agility. In comparison, the stages of networking ability refer to the intensity of the co-operations with suppliers, development partners, production partners and customers. The lower degree of networking ability corresponds to the networking ability of traditional relationships between suppliers and production enterprises to counter peak capacity demands. A middle degree of networking describes when smaller groups of articles or components are passed onto suppliers, who are already participating in the technical development. With high level networking, basic components or sub-systems are already developed and delivered by a collaborating partner. The production enterprise also has a number of sites, and the work related to products or their components is divided among these.
In situations where there is a high degree of networking, the local production enterprise becomes the integrator for specific market offers by coordinating payments and possibly services for a specific market, which are organized geographically or according to customer groups. Co-operations include development partners (for sub-systems), production partners (for part and component families) as well as logistic partners (for supplying parts, distributing goods and interim storage).
In a field such as this, four segments can be defined whose descriptions center around the types of change i.e., agile organization, transformable organization, flexible organization and autonomous organization. Segments 1, 2 and 3 are self-explanatory. Segment 4 is comprised of autonomous organizations, which only maintain a weak external network with suppliers, whereas internally only the workstations and manufacturing/assembly systems can be changed over or reconfigured.
5.8 Evaluating Changeability
In order to make the concept of changeability in practice manageable, the factory objects first have to be systemized. It is thus recommendable to organize the objects affected by the change according to the factory level of detail on the one hand, and according to the type of changeability, on the other hand. On the left hand-side of Fig. 5.18 the levels of detail for a factory are depicted. Research [Nyh04, Wie05, Rei07] and practical experience in numerous factory projects has shown that in comparison to Fig. 5.16, such a detailed level classification is not necessary.

Systemization of factory objects . © IFA 13.440_B
The network level is thus replaced with ‘site’ (since here, only the external relationships are of interest) and the cell, system and section levels are summarized into ‘section/sub-section’. The types of changeability refer to the technology, organization and spatial arrangement of factory objects. In the matrix formed by these, 26 factory objects can now be assigned to the first order. Each of these objects is then further broken down, resulting in a total of 116 factory objects on the second order (for descriptions of these see Appendix A1). Further informations can be found e.g. in [Step09]
Furthermore, it needs to be kept in mind that the significance of each factory item is different on each of the factory levels. This is clarified in Fig. 5.19, which in comparison to Fig. 5.18 has swapped the columns and rows. To prevent objects from being considered a number of times within the planning frame, it is practical to assign them to a specific level as marked in the figure.

Allocation of factory objects to factory levels and their respective significance. © IFA 13.441A_Wd_B
The changeability of a production is evaluated according to the control loop depicted in Fig. 5.20. The control loop was developed within the frame of a research project and tested practically by the participating industrial enterprises [Nyh10]. An extensive description is found in [Kle13], however, we will briefly explain the process here.

Control loop of changeability. © IFA 13.448E_B
The starting point is a running factory which is being impacted by a change driver. The driver requires modifications that facilitate attaining the target output. Initially it is assumed that the available changeover and reconfiguration possibilities fail to suffice the required change. If both the existing flexibility and transformability are insufficient, the changeability has to be adjusted i.e., the flexibility corridor either has to be shifted or expanded. The following steps are then practical [Nyh13, p. 30 ff.] and are conducted by a team of internal and/or external experts:
-
The process begins with delineating the field to be investigated e.g., a factory, a division or a product group.
-
The change drivers, which can be broken down into seven groups (legislators, customers, market, suppliers, competitors, business and network, technology and employees) then have to be more precisely analyzed. A list of the change drivers and their definitions can be found in Appendix A2. Further steps are based on the identified change drivers. An expert panel identifies the factory elements affected in order to gain a preliminary estimate of the degree of change required for each element. Figure 5.21 depicts this principle strongly simplified, based on the example of the change drivers ‘increasing the production volume’ and ‘introducing a new technology’.
Fig. 5.21 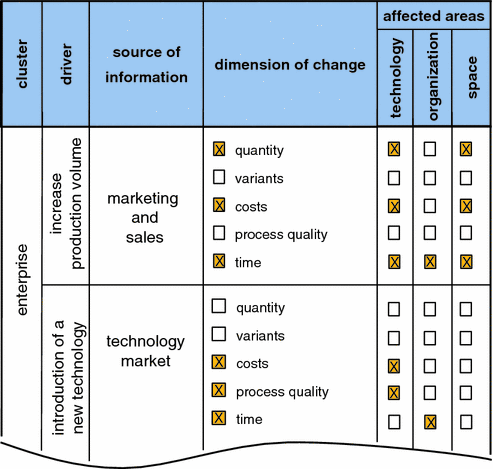
Excerpt from a change driver catalogue (example). © IFA 13.448E_B
-
Next the factory areas that are affected by each of the drivers need to be described. Four different perspectives are possible here. By means of traditional business process analysis, the process view describes the production process. The spatial view visualizes the spatial relations in the layout of the facilities. The organizational view describes the hierarchical structure of the company’s organization including its employees, their principle responsibilities (planning, control and operative) and the communication between them. Finally, the logistics view describes all of the logistics tasks under the headings procurement, production and distribution as well as the underlying model (see Sect. 6.2.3).
-
The actual changeability corridor now needs to be evaluated from these four perspectives against the background of the identified drivers. This reveals whether the changeability is sufficient or if it needs to be adjusted. A questionnaire helps find a differentiated answer on a detailed level. In the example shown in Fig. 5.22, the driver is the development of a welding transformer which should reduce the previous variety. The object being considered is the assembly system with its sub-elements. It turns out that the only existing possibility for adaption is for the tools, whereas new solutions have to be developed for the tool handling and manipulator.
Fig. 5.22 
Excerpt from adaption catalogue (example). © IFA 17.595_B
-
The last step serves the decision as to whether adaption measures need to be implemented and if so what those measures should be. The basic procedure for this is shown in Fig. 5.23. Criterion 1 asks whether there is already an existing solution to adapt the element to the driver. The answer to this is based on the adaption questionnaire developed in the previous step. Criterion 2 requires solutions which are first evaluated based on the available activation period, while Criterion 3 questions the costs in comparison to the existing budget. Frequently a quick solution is more expensive than a cost effective variant. In consideration of the prioritized strategy (operative, tactical, strategic) the team then decides which solution should be planned in detail.
Fig. 5.23 
Criteria for utilization and adaption of changeability (per Klemke). © IFA 14.792E_B



Systematically analyzing the factory components with regards to their changeability already makes it possible to derive approaches for a changeable factory, which have a large potential for success (Fig. 5.24).

Components and features of changeability from the factory planners view
A carefully considered market strategy which orients the entire organization on the customer’s benefit is always the point to start. This leads to product structures which meet their demands as is for example described in the Global Variant approach to production (see Sect. 4.12). The technologies and methods that are implemented have to be aimed at manufacturing the exact lot size that the customer has ordered, while logistic strategies for the supply and order processing have to follow the flow principle. Moreover, buildings should be designed adaptively. Finally, it is imperative that employees be involved in designing and operating the factory. In the following chapters, each of these aspects will be discussed on the various levels of the factory and further explained.
In this chapter, we have been able to see that the concept of changeability can be made tangible. When changeability is understood as a strategic factor for success, the interactions depicted in Fig. 5.25 should be kept in mind [Heg07].

Factors for successful change. © IFA 10.150_Wd_B
A change is only successful, when the change process is (a) understood as a strategic approach which always keeps a mind on the balance between the target and actual changeability, and (b) is oriented on the speed demanded by the market but never forgets to keep an eye on the costs. It is thus not enough just to attain the necessary changeability in the sense of a process capability; rather when a change is necessary, the changeability must also be utilized within the required time. This in turn requires employees to be competent in managing a change.
5.9 Vision of the Changeable Factory
Based on our discussion up to here we are able to develop a vision of a changeable factory based on the model of a sustainable production. In correspondence to Figs. 2.9 and 5.26 differentiates this vision according to an external view (production as a strategic mean) and an internal view (factory as a physical enabler).

Vision of the changeable factory. © IFA G9536BSW_Wd_B
Divergent from the conventional factory, which is characterized by change-resistance and internal optimization, the future production has to be oriented on market strategies and the products derived from them. This requires teams who, based on clearly communicated goals, independently plan and operate business processes. In doing so, they are oriented on the technical and operational limits of the shop floor, but also on physical and logistical restrictions.
The basic principle in realizing the factory is ensuring that the resources and organization is appropriately changeable and mobile across all of the structural levels from the factory site to the buildings, to the manufacturing and assembly systems down to the individual workstations. This requires ‘usage-neutral’ buildings which survive generations of products and processes yet echo a design that mirrors the enterprise’s self-image and its market offerings.
Finally, a clear ability to network externally with respect to logistics, organizational aspects and communications technology has to be ensured in order to effectively co-operate with suppliers, development partners and customers. The notion of sustainability comprises a long-term economic success, which however, takes into consideration the employee’s social concerns and acts environmentally responsibly.
As a result, a vision for factories arises, which—organized according to value-adding units for different market requirements—can be converted quickly and economically.
A modern theater can be seen as a metaphor here, whereby its stage technology allows scenes to be changed noiselessly in shortest time with the curtains open. In a factory, this change-over ability requires production modules, which are reconfigurable within minutes or hours, because thanks to the ease with which they can be moved and locally controlled they can communicate with a higher level control.
Due to the necessity of managing variants the traditional separation between pre-manufacturing and assembly has to be called into questioned. Variants are thus formed in so-called ‘production end stages’ during the latest possible step of the final assembly by integrating variant defining manufacturing operations in the assembly process. Motivated by a logistic perspective, a further vision is that of a steady flow of materials without any stops through the value-adding stages. This ensures the lowest inventories, shortest throughput times and subsequently, the greatest responsiveness. A maxim for this vision could be “produce in one day, what the customer ordered by the end of the day before—no more, no less”. Ultimately, the changeable factory can go as far as pre-tested, mobile factory modules, which can be moved on the factory site, but also to other sites. Whereby, a zero emission factory is the benchmark for a healthy and attractive work environment.
Before we extensively discuss the necessary planning process under the heading of synergetic factory planning in Chap. 15, we need to consider what objects the planning has to look for in order to create a real factory. Thus in the next chapters we will describe this corresponding to the levels depicted in Fig. 5.18 (workstation, sub-section/section, factory and site). In doing so, we will describe each level from both functional and spatial design perspectives.
5.10 Summary
In this chapter changeability is defined as an umbrella term for five classes of adaptability, which are applicable to the different levels of a factory: change-over ability on the workstation and cell level, flexibility on the cell, system, section and factory level, transformability on the factory, section and system level and agility on the network level. In order to enable the factory objects on the different levels to change, changeability enablers are necessary which are: universality, mobility, scalability, modularity and compatibility. To install the appropriate changeability in a real case, a balance has to be found between the desirable and the affordable. These considerations in turn give rise to practical hints about how to design the different aspects of a factory beginning with product design, technology, building, logistics and organization.
Bibliography
Abele, E., Versch, A., Wörn, A.: Reconfigurable manufacturing systems (RMS) for machining of case and similar parts in machine building. In: Dashchenko, A.I. (eds) Reconfigurable Manufacturing Systems and Transformable Factories, 1st edn, pp. 327–339. Springer, Berlin (2006)
Aggteleky, B.: Fabrikplanung und Werksentwicklung. Band 2: Betriebsanalyse und Feasibility-Studie (Factory planning and plant development. vol. 2: Operation Analysis and Feasibility Study). Hanser, Munich Vienna (1987)
Eversheim, W., Kettner, P., Merz, K.-P.: Ein Baukastensystem für die Montage konzipieren (To design A modular system for the assembly). Industrie Anzeiger 105(92), 27–30 (1983)
Heger, Ch. L.: Bewertung der Wandlungsfähigkeit von Fabrikobjekten (Review of the changeability of factory objects). Ph.D. Thesis, Leibniz University Hannover 2006. Verlag PZH Produktionstechnisches Zentrum GmbH, Garbsen (2007)
El Maraghy, H., Wiendahl, H.-P.: Changeability—an introduction. In: ElMaraghy, H. (ed.) Changeable and Reconfigurable Manufacturing Systems. Springer, Berlin (2009)
Heragu, S.S.: Facilities Design, 2nd edn. iUniverse, Lincoln (2006)
Hernández Morales, R.: Systematik der Wandlungsfähigkeit in der Fabrikplanung (Systematics of changeability in factory planning). Ph.D. Thesis, University Hannover 2002. Fortschrittberichte VDI, Series 16, No. 149, Düsseldorf (2003)
Kaluza, B.: Erzeugniswechsel als unternehmenspolitische Aufgabe. Integrative Lösungen aus betriebswissenschaftlicher und ingenieurwissenschaftlicher Sicht (Product change as a company policy task. Integrated solutions from a business and engineering point of view). Berlin (1989)
Kaluza, B.: Flexibilität der Industrieunternehmen. Diskussionsbeiträge des Fachbereichs Wirtschaftswissenschaften der Gerhard-Mercator-Universität Gesamthochschule Duisburg (Flexibility of industrial companies. Discussion Papers of the Department of Economics of the Gerhard-Mercator University Duisburg, No. 208, Duisburg (1995)
Kaluza, B., Blecker, Th.: Flexibilität—State of the Art und Entwicklungstrends (Flexibilty—State of the Art and development trends). In: Kaluza, B., Blecker, Th. (eds.) Erfolgsfaktor Flexibilität. Strategien und Konzepte für wandlungsfähige Unternehmen (Flexibility as a Success Factor. Strategies and Concepts for Changeable Enterprises). Erich Schmidt Verlag, Berlin (2005)
Kettner, H., Schmidt, J., Greim, H.-R.: Leitfaden der systematischen Fabrikplanung (Guideline of Systematic Factory Planning). Hanser, Munich Vienna (1984)
Klemke, T.: Planung der systemischen Wandlungsfähigkeit von Fabri-ken (Planning of systemic changeability of factories). Ph.D. Thesis, Leibniz Universität Hannover. Publ. PZH Verlag, Garbsen (2013)
Koren, Y.: Reconfigurable manufacturing systems. In: Proceedings of the CIRP 1st International Conference on Agile, Reconfigurable Manufacturing. 20/21 May 2001. University of Ann Arbor Michigan, USA
Lotter, B., Wiendahl, H.-P. (eds.): Montage in der industriellen Produktion - Ein Handbuch für die Praxis (Assembly in industrial production—A Practical Guide), 2nd edn. Springer, Berlin (2012)
Muther, R., Hales, L.: Planning of Industrial Facilities. R. Muther and L. Hales Management Ind. Res. Publ, Kansas City (1979)
Nyhuis, P., Elscher, A., Kolakowski, M.: Prozessmodell der Synergetischen Fabrikplanung - Ganzheitliche Integration von Prozess- und Raumsicht (Process model of the synergetic factory planning. Holistic process and spatial view). wt Werkstattstechnik online 94 (2004) Issue 4, pp. 95–99
Nyhuis, P., Reinhart, G., Abele, E. (eds.): Wandlungsfähige Produktionssysteme. Heute die Industrie von morgen gestalten (Changeable production systems. Today, Shaping Tomorrow’’ Industry). Verlag Produktionstechnisches Zentrum GmbH. Garbsen (2008)
Nyhuis, P., Klemke, T., Wagner, C.: Wandlungsfähigkeit - ein systemi-scher Ansatz (Changeabilty - a systemic approach). In: Nyhuis, P. (Hrsg.) Wandlungsfähige Produktionssysteme. Schriftreihe der Hochschulgruppe für die Arbeits- und Betriebsorganisation (Changeable Production Systems. Series of the scientific group for the working and operational organization e.V. (HAB)), pp. 3–21. GITO-Verlag, Berlin (2010)
Nyhuis, P., Deuse, J., Rehwald, J.: Wandlungsfähige Produktion. Heute für morgen gestalten (Changeable Production. Today designed for tomorrow). PZH Verlag, Garbsen (2013)
Narain, R., Yadav, R.C., Sarkis, J., Cordeiro, J.J.: The strategic implications of flexibility in manufacturing systems. Int. J. Agil. Manag. Syst. 2/3, 202–213 (2000)
Reichardt, J., Pfeifer, I.: Phasenmodell der Synergetischen Fabrikplanung. Stand der Forschung und Praxisbeispiele (Phase model of the synergetic factory planning. State of research and practical examples). wt Werkstattstechnik online 97(4), pp. 218–225 (1997)
Reinhart, G.: Innovative Prozesse und Systeme – Der Weg zu Flexibilität und Wandlungsfähigkeit (Innovative processes and systems—the way to flexibility and adaptability). In: Milberg, J., Reinhart, G. (eds.): Mit Schwung zum Aufschwung (With verve on recovery). Münchener Koll. ‘97. Landsberg/Lech (1997)
Reinhart, G.: Im Denken und Handeln wandeln (Change in thinking and acting). In: Reinhart, G. (Hrsg.) Proceedings of Münchener Kolloquium 2000. Munich Vienna (2000)
Reinhart, G., Kerbs, P., Schellmann, H.: Flexibilität und Wandlungsfähigkeit - das richtige Maß finden (Flexibility and adaptability—finding the right balance). In: Hoffmann, H., Reinhart, R., Zäh, M.F. (eds.) Münchener kolloquium. Innovationen für die Produktion (Innovations for production). Proceedings of Production Congress 9, pp. 45–55 (2008)
Schenk, M., et al.: Factory Planning Manual. Situation-Driven Production Facility Planning. Springer, Berlin (2010)
Stephens, M.P., Meyers, F.E.: Manufacturing Facilities. Design and Material Handling, 4th edn. Prentice Hall, New Jersey (2009)
Tompkins, J.A., et al.: Facilities Planning, 4th edn. Wiley, Hoboken (2012)
De Toni, A., Tonchia, S.: Manufacturing flexibility: a literature review. Int. J. Prod. Res. 36(36), 1587–1617 (1998)
Ulrich, H., Probst. G.J.B.: Anleitung zum ganzheitlichen Denken und Handeln: Ein Brevier für Führungskräfte (Instructions for holistic thinking and action: A Breviary for executives), 3rd edn. Haupt, Bern Stuttgart (1995)
ElMaraghy, W., et al: Complexity in Engineering Design and Manufacturing, vol. 2, issue 61, pp. 793– 814. International Academy for Production Engineering, CIRP Annals—Manufacturing Technology (2012)
Westkämper, E.: Die Wandlungsfähigkeit von Unternehmen (Changeablity of enterprises). wt Werkstattstechnik 89(4), 131–139 (1999)
Westkämper, E., Zahn, E., Balve, P., Tilebein, M.: Ansätze zur Wandlungsfähigkeit von Produktionsunternehmen (Approaches to the changeability of manufacturing enterprises). wt Werkstattstechnik 90(1½), 22–26 (2000)
Westkämper, Engelbert; Zahn, Erich (Hrsg.): Wandlungsfähige Produktionsunternehmen. Das Stuttgarter Unternehmensmodell (Changeable Manufacturing Companies The Stuttgart Enterprise Model). Springer, Berlin (2009)
Wiendahl, H.-P., Mende, R.: Produkt- und Produktionsflexibilität – Wettbewerbsfaktoren für die Zukunft (Product and production flexibility - competitive factors for the future). wt Zeitschr. f. industrielle Fertigung 71, 295–296 (1981)
Wiendahl, H.-P., Hernandez, R.: Wandlungsfähigkeit – neues Zielfeld in der Fabrikplanung (Changeablity—a new target field in factory planning). Industrie-Management 16(5), 37–41 (2000)
Wiendahl, H.-P., Reichhardt, J., Hernandez, R.: Kooperative Fabrikplanung – Wandlungsfähigkeit durch zielorientierte Integration von Prozeß- und Bauplanung (Cooperative factory planning—changeability through targeted integration of process and construction planning). wt Werkstattstechnik 91(4), 186–191 (2001)
Wiendahl, H.-P., Nofen, D., Klußmann, J.H., Breitenbach, F. (Hrsg.): Planung modularer Fabriken. Vorgehen und Beispiele aus der Praxis (Planning modular factories. Approach and practical examples). Hanser, Munich Vienna (2005)
Wiendahl, H.-P., et al.: Changeable manufacturing—classification, design and operation. Annal. CIRP 56(2), 783–809 (2007)
Wirth, S. (eds.): Flexible, temporäre Fabriken - Arbeitsschritte auf dem Weg zu wandlungsfähigen Fabrikstrukturen (Flexible temporary factory - steps on the way to transformable factory structures). Wiss. Berichte FZKA-PFT 203 Forschungszentrum Karlsruhe, ISSN 0948–142 (2000)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2015 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Wiendahl, HP. (2015). Systematics of Changeability. In: Handbook Factory Planning and Design. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-662-46391-8_5
Download citation
DOI: https://doi.org/10.1007/978-3-662-46391-8_5
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-662-46390-1
Online ISBN: 978-3-662-46391-8
eBook Packages: EngineeringEngineering (R0)