
Abstract
Cellulose is the most abundant natural polymer on earth. It is the major constituent of cotton and wood, which together are the basic resources for all cellulose based products such as paper, textiles, construction materials, etc. Cellulose is also used as raw material for the production of blends, composites and nanocomposites which have a variety of different applications. In this chapter we review the main characteristics and properties of cellulose as well as its most promising potential applications emphasizing the use of composites reinforced with lignocellulosic fibers, nanocomposites reinforced with cellulose whiskers and bacterial cellulose nanocomposites. First, we start describing the structure and properties of cellulose at the molecular, supramolecular and morphological level. We present a review of cellulose whiskers, including the main processing techniques used for their preparation, as well as the influence of the processing conditions on the characteristics of such whiskers. We continue describing the manufacture of cellulose based blends, composites and nanocomposites. Composites reinforced with lignocellulosic macro-fibers as well as nanocomposites reinforced with cellulose whiskers and bacterial cellulose nanofibers are reviewed in this section. Finally, we present several applications for cellulose based composites and nanocomposites. This last section includes biomedical, optoelectronic and electrical applications as well as the use of cellulose for the preparation of high strength “nanopapers” and materials for packaging applications.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
2.1 Introduction
Cellulose is the most abundant natural polymer on earth. It is the primary product of photosynthesis in terrestrial environment and has the potential to be a renewable bioresource for energy and chemicals [1–3]. The amount of cellulose synthesized annually by plants is close to 10 tons [4]. Most cellulose is utilized as raw material in the paper industry for the production of paper and cardboard products. This equates to 10 tons of pulp produced annually. In addition, 4 million tons are used for further chemical processing and only around 4 tons are used for the production of cellulose based advanced materials. Cellulose based nanocomposites have emerged as a new type of advanced materials, attracting great interest in their research and development. They represent an alternative to conventional composites because less of 5 % wt of reinforcement is needed to produce advanced materials with improved properties [5]. Cellulosic nanocomposites are formed by adding cellulose nanoscale fillers in various polymer matrices resulting in mechanical reinforcement and alteration of other properties. Within the nanocellulose family, we can quote cellulose nano-whiskers or nanocrystals, nanofibrillated cellulose, electrospun nanofibers and bacterial cellulose nanofibers. In this chapter, we review the properties and applications of cellulose based blends, composites and nanocomposites. First, we give the main characteristics of native cellulose structures, including their morphology, as well as their fibrillar hierarchy. Then, we discuss the properties of cellulose whiskers and show the influence of preparation conditions on their properties. Different manufacturing techniques used for the production of cellulose based blends, composites and nanocomposites are presented in Sect. 2.5. Finally, we give several examples of cellulose based composites and nanocomposites for different applications including biomedical, optical, optoelectronic and packaging applications.
2.2 Structure and Properties of Cellulose
2.2.1 Sources
Cellulose occurs naturally in a rather pure form in the fibers of textile plants like cotton, ramie, and jute [6] or in flax. The cellulose found in woody plants (soft and hard woods, wheat, straw, bamboo, etc.) is present together with lignin, hemicelluloses and small amount of extractives [7]. In this case cellulose can be obtained by delignification with different processes (sulfite, sulfate or organocell method) in the form of pulp. The content of cellulose strongly depends on its source and the isolation procedure. Cellulose can be synthesized by other living organisms as well. For example, the tunicate is a marine animal that secretes a tough cellulose sac called tunicin [8]. Other cellulose producing organisms are different types of bacteria, algae and some types of fungi [9]. Under the right conditions, some bacteria can synthesize a type of cellulose which is known as Bacterial Cellulose (BC). Traditionally BC is used as raw material for a Phillipinian dessert called “nata de coco” [10] and it is also present in the mat used for the preparation of a beverage known as “kombucha tea” [11]. BC can be produced by bacteria of different genera, including Gluconacetobacter, Rhizobium, Agrobacterium and Sarcina [9]. BC is different from the cellulose produced in plants. BC is pure cellulose that has no lignin, hemicelluloses or other extractives that are normally found with plant cellulose. Also, BC is produced in form of nanofibers of around 100 nm in diameter [12, 13]. These fibers form a coherent structured network that exhibits remarkable mechanical properties. BC has been utilized in a wide range of applications such as paper, textile and food industry and as a biomaterial in cosmetic and medicine [14, 15].
2.2.2 Structural Levels of Cellulose
Native cellulose is a linear condensation homopolymer with a complex structure. Three structural levels can be considered [4, 7]:
Molecularlevel(A). The cellulose is treated as a single macromolecule. Its chemical constitution, molecular mass distribution, presence of reactive sites and intramolecular interactions are discussed.
Supramolecularlevel(nm). The aggregation of the cellulose macromolecules into elementary fibrils, microfibrils and macrofibrils are described in this level. Its intermolecular interactions and crystal lattice are also discussed.
Morphologicallevel(nm to υm). This level describes the organization of the microfibrils and macrofibrils into layers and walls the existence of distinct cell wall layers in native cellulose fibers or in skin core structures in man-made cellulosic fibers are discussed.
2.2.3 Molecular Level
The chemical formula of cellulose is C6H10O5. Pure cellulose consists of D-glucopyranose units (so called anhydroglucose units) linked together by β-(1, 4)-glycosidic bonds formed between C-1 and C-4 of adjacent glucose units [4, 16–18]. In the solid state, anhydroglucose units are rotated by 180° with respect to each other due to the constraints of β-linkage.
Each anhydroglucose unit (AGU) possesses three reactive hydroxyl groups at C-2, C-3 and C-6 positions, showing the typical behavior of primary and secondary alcohols. The C-1 and C-4 positions possesses reducing end and non-reducing end groups respectively. AGU in cellulose chain generally adopt the thermodynamically more stable 4C1 chair conformation [7]. In this equatorial conformation, the free hydroxyls groups are positioned in the plane of the pyranose ring (consisting of five carbons and one oxygen) with the hydrogen atoms in a vertical position (axial). This result is derived from infrared spectroscopy (IR), nuclear magnetic resonance NMR and X ray diffraction studies. The degree of polymerization (DP) of cellulose depends on the cellulose source, isolation method and the technique used for measurement [19]. For instance, cotton has a degree of polymerization (DP) higher than 10,000, wood pulp has values of DP between 300 and 1,700, bacterial cellulose and plant fibers have a DP ranging from 800 to 10,000 and the cellulose produced by algae Valonia ventricosa has a DP of 25,000. By contrast, the DP of regenerated cellulose fibers is between 250 and 500 [20] and microcrystalline cellulose prepared by acid hydrolysis has a DP between 100 and 200 [4]. The strength of these H-bonds is around 25 kJ/mol [7]. According to X-ray diffraction, infrared spectroscopy and nuclear magnetic resonance (NMR) measurements, two intramolecular H-bonds are formed in native cellulose (C3-OH group) with endocyclic oxygen (C5′-OH group) [21]. Blackwell et al. [22] assumed the existence of a second intramolecular H-Bond (C2′-OH and C6-OH groups). One intermolecular H-Bonds is present (C3′′-OH and C6-OH groups).
Cellulose is considered a semi-flexible polymer. Intramolecular bonds are responsible for the stiffness of cellulose molecules. The chair conformation of the pyranose ring and the beta glucosidic linkage also favor the linear nature, stiffness and stability of cellulose chain [7]. These properties are reflected in its high viscosity in solution, a high tendency to crystallize and its ability to form fibrillar strands. Cellulose is insoluble in common organic solvents and in water. This is due to the fact that the hydroxyl groups are responsible for the extensive hydrogen bonding network. In order to dissolve cellulose the prevailing hydrogen bonding network must be broken.
2.2.4 Supramolecular Level
The first-X ray diffraction pattern of native cellulose was taken by Nishikawa and Ono in 1913 [23]. This finding determined that individual cellulose molecules tend to arrange themselves in a highly organized manner leading to a ‘paracrystalline’ state. Cellulose chains have a strong tendency to align and aggregate forming structural entities such as elementary fibrils, microfibrils and macrofibrils. These molecular alignments are favored by the regular build-up of the cellulose molecule, the stiffness of the molecular chains and the high hydrogen bonding capacity. The fibrillar structure of cellulose can be understood considering the cellulose biosynthesis in higher plants. Cellulose is synthesized in the plasma membrane by a ring of six complexes of six hexagonally arranged cellulose synthase enzymes (CESAs). The CESA proteins produce β-(1, 4)-glucan chains (the glucan chain consist of AGUs) by using uridine diphosphate glucose (UDP-glucose) as a substrate.
Six adjacent β-(1, 4)-glucan chains produced by each of the six CESAs complexes are extruded and probably start associating by Van der Walls forces and hydrogen bonds [24, 25]. The glucan chains coalesce producing the first fibrillar unit called “elementary fibril”. Five or more elementary fibrils aggregate in microfibrils having typical cross sections of 3, 5–10 nm and consisting of 36–90 glucan chains in land plants and some green algae. The amount of glucan chains within the microfibrils can vary depending on the source. Microfibrils can contain up to 1,400 glucan chains in certain green algae as Valonia macrophysa.
The aggregation of elementary fibrils in microfibrils forms crystalline units called “elementary crystallites”. The size of these crystals is typically 5–6 nm in diameter for bacterial cellulose and 4–5 nm for cotton cellulose [26]. Their length is 10–20 nm for regenerated cellulose fibers and longer for cotton and other natural cellulosic fibers [7]. Finally, the microfibrils aggregate into macrofibrils in order to form the cell wall. Some authors consider that microfibrils are the smallest morphological unit [27] instead of the elementary fibril which is an aggregate of six glucan chains. But, considering the fact that microfibrils undergo large dimension variations due to the varied existing structure of the CSC, we will consider the elementary fibril as the smallest structural unit of cellulose. Larger entities as micro and macrofibrils are thus only aggregates of this elementary entity. Considering the internal build-up of the fibrillar structure, WAXS and 13C CP-MAS NMR results show that the local order of the macromolecules in cellulose is not uniform throughout the whole structure [4]. The supramolecular structure consists of regions of low order (amorphous regions) and region of very high order (crystalline regions) arranged in a fibrillar fashion. This structure can be described by a two-phase model called fringed fibril model. In this model, there are latticeworks of highly ordered (crystalline) regions together with low ordered (amorphous) regions. Elementary fibrils aggregate in elementary crystallites in order to form microfibrils and macrofibrils. Several imperfections occur in this structure such as the less ordered regions in microfibrils, the interstice between microfibrils and the larger voids between microfibrils and macrofibrils [7]. The cohesion of these different entities is ensured by a hydrogen bond network.
Polymorphism of the crystalline regions in cellulose
Cellulose is a polymorphic material that can adopt four different crystal modifications. These crystal modifications are cellulose I, II, III, IV [26]. Cellulose I is the found in nature and it is known as native cellulose. Cellulose I represents a mixture of two sub allomorphs (Iα and Iβ) [28]. Depending on the source, both sub allomorphs coexist in different proportions. Cellulose produced by primitive organisms (bacteria, algae etc.) is believed to be dominated by the Iα phase whereas the cellulose of higher plants (wood, cotton, ramie etc.) consists mainly of the Iβ phase [29]. Cellulose II, which is the most important crystalline form of cellulose from a technical and commercial point of view, is thermodynamically the most stable crystalline form. Cellulose II has been reported to be produced by the bacterium Gluconacetobacter xylinum at low temperatures [27] and by the alga Halicystis [30]. It may also be obtained from cellulose I by either regeneration or a mercerization process. The regeneration process is performed by solubilizating cellulose I in an appropriate solvent and then precipitating it in water to give cellulose II. Mercerization is the process of swelling native fibers in concentrated sodium hydroxide, followed by recrystallization of cellulose II upon washing.
The crystalline structures of cellulose I and II differ in the unit cell dimension and the polarity of the chains. Cellulose III1 and III11 [31, 32] are formed by treating cellulose I and II with liquid ammonia or ethylene diamine [33–35]. Polymorphs IV1 and IV11 [36, 37] may be prepared by processing cellulose III1 and III11 respectively. These processes consist in heating celluloses in a suitable liquid such as glycerol at high temperatures and under tension.
2.2.5 The Morphological Level
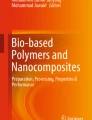
The morphological structure of cellulose comprises a well organized architecture of fibrillar elements. An elementary fibril, which is the smallest morphological unit, aggregates into fibrillar entities such as microfibrils and macrofibrils. The length, diameter and properties of elementary fibrils depend on the origin of cellulose [38]. In native cellulose, the fibrillar entities are organized in layers with differing fibrillar textures. These layers have different thickness and microfibrils orientations. By contrast, the arrangement into distinct layers does not exist in regenerated cellulose fibers. These man-made fibers consist of elementary fibrils, which are positioned quite randomly in the structure. A skin-core structure is typical morphology for these regenerated cellulose products. The practical consequence of the fibrillar structure of cellulose is the presence of a network structure. The morphology of such a network presents capillarities, cavities, voids and interstices [4]. The total pore volume and pore size distribution are very sensitive to pre-treatments. Mercerization leads to a decrease in pore diameter and an enhancement of micropore surface while enzyme treatments enlarge the existing pores [39]. Acid hydrolysis enhances the pore system by removing amorphous cellulose from the surface and revealing the macrofibrillar structure of cellulose fibers. The network structure and inner surface area of cellulose fibers is considered as a key parameter in the accessibility and reactivity of cellulose in dissolution and derivatization processes [4]. The properties related with the pore system such as size, volume, shape of the pores can be obtained from sorption data, from small-angle X-ray scattering (SAXS) or mercury porosimetry measurements [4]. Figure 2.1 shows a micrograph of a pure bacterial cellulose network produced by Gluconacetobacter xylinum. The assembled nanofibers form a highly ordered and coherent 3-D structure. This network has been used as a model microorganism for investigation of the biosynthesis of cellulose because it produces cellulose as an extracellular product [40]. Bacterial cellulose (BC) networks have also been used as a model of the wall of plants to study the wall relaxation process that occurs during the expansive growth of plants cells. Torres et al. [13] have used small oscillatory rheology to measure the storage modulus (G’) and loss modulus (G’’). They found that the storage and loss modulus decrease after a certain level of stress is reached. This process, called stress softening, is consistent with the overall mechanical behavior of plant cell walls during cell growth.

SEM micrograph of a freeze dried bacterial cellulose showing the coherent nanofiber network synthesized by the Gluconacetobacter bacteria [13]
2.3 Preparation and Characterization of Cellulose Whiskers
As it has been discussed in Sect. 2.2, the elementary fibrils are composed of consecutive elementary crystallites. These elementary crystallites are often referred to as cellulose nanowhiskers, whiskers, nanocrystals, nanofibers, nanoparticles, microcrystallites, or microcrystals. Hereafter, they will be called “whiskers”. Currently, whiskers (diameter 20–40 nm) are being extensively investigated in both research and industry, because of the abundance and renewable nature of cellulose, and the outstanding mechanical properties of cellulose nanocrystals. Due to its high elastic modulus (134 GPa), cellulose nanocrystals are suitable as reinforcement in nanocomposites [41]. Whiskers constitute a generic class of materials having mechanical strengths equivalent to the binding forces of adjacent atoms. The resultant highly ordered structure produces not only unusually high strengths but also significant changes in electrical, optical, magnetic, ferromagnetic, dielectric, conductive, and even superconductive properties. Native cellulose is a typical example of a material that can be described as whisker-like. Microcrystalline cellulose (MCC) is formed by stiff rod-like particles. MCC is prepared by removing the amorphous regions of cellulose by either degradation or dissolution.
Battista [42] synthesized microcrystalline cellulose (MCC). The development of the hydrochloric acid- assisted degradation of cellulose fibers derived from high quality wood pulps, followed by sonification treatment, lead to the commercialization [42, 43]. This MCC has been extensively used for multiple applications. In the pharmaceutical industry, MCC has been used as an excipient for the formulation of solid dosage forms, especially for tableting due to outstanding dry binding properties. In the food industry, MCC has been used as a texturing agent and fat replacer. MCC has also been used as an additive in the paper industry and as reinforcement for the production of composites. Cellulose whiskers are obtained from natural fibers such as wood [44, 45], sisal [46], ramie [47], cotton stalks [48], wheat straw [49], bacterial cellulose [50, 51], sugar beet [52], chitin [53], potato pulp [54, 55] as well as sea animals called tunicin [56, 57].
2.3.1 Preparation of Cellulose Whiskers
The main process for the isolation of whiskers from cellulose microfibrils is based on acid hydrolysis. Under controlled conditions, this process consists in the disruption of amorphous regions surrounding and embedded within cellulose microfibrils while leaving the microcrystalline regions intact. The amorphous regions are preferentially hydrolyzed whereas crystalline regions remain intact under an acid attack because they have a higher resistance to acid attack than amorphous regions [58, 59]. The differences in the kinetic of hydrolysis between amorphous and crystalline regions produce the acid cleavage event. The hydrolysis carried out over the amorphous regions, produces rod-like crystals called “whiskers”. Acid hydrolysis of native cellulose induces a rapid decrease in its degree of polymerization (DP). The DP subsequently decreases much more slowly, even during prolonged hydrolysis times [43, 60–62]. These whiskers are homogeneous crystallites. This is confirmed by X-ray crystal diffraction [63], electron microscopy with iodine-staining [63], small-angle X-ray diffraction [61] and neutron diffraction analyses [64]. Typical procedures currently employed for the production of cellulose whiskers consist of subjecting pure cellulosic material to strong acid hydrolysis under strictly controlled conditions of temperature, agitation, and time. The nature of the acid and the acid-to-cellulosic fibers ratio are also important parameters that affect the preparation of cellulose whiskers. The resulting suspension is subsequently diluted with water and washed with successive centrifugations. Dialysis against distilled water is then performed to remove any free acid molecules from the dispersion. Additional steps such as filtration [65], differential centrifugation [66], or ultracentrifugation (using a saccharose gradient) have been also reported [67].
2.3.2 Influence of Preparation Conditions
2.3.2.1 Dissolution of Cellulose Whiskers
Cellulose is insoluble in water and common organic solvents. This leads to the formation of colloidal suspension when cellulose whiskers are suspended in water. The stability of these suspensions depends on the dimensions of the dispersed particles, their size polydispersity and surface charge. Different acids have been used as solvents for dissolution of cellulose. Sulfuric and hydrochloric acids have been extensively used for whisker preparation, but phosphoric [68] and hydrobromic acids [69] have also been reported for such purposes. When whiskers are prepared by hydrolysis in hydrochloric acid, the ability to disperse is limited and their aqueous suspensions tend to flocculate [45]. When whiskers are prepared by hydrolysis in sulfuric acid, they tend to remain dispersed in water due to the fact that sulfuric acid reacts with the surface hydroxyl groups of cellulose to yield charged surface sulfate esters that promote their dispersion [44].
2.3.2.2 Effect of Ultrasonic Treatment
Ultrasonic treatments [70] have the potential to change the morphology of the formed whiskers. When hydrolysis is carried out under ultrasonic treatment, a combination of both sulfuric and hydrochloric acids during the hydrolysis appears to generate spherical cellulose nanocrystals instead of rod like nanocrystal which are the typical morphology of whiskers. These spherical cellulose nanocrystals show better thermal stability mainly because they possess fewer sulfate groups on their surfaces [71].
2.3.2.3 Effects of the Temperature and Hydrolysis Time on Microcrystalline Cellulose
The concentration of sulfuric acid in hydrolysis reactions to obtain whiskers has a typical value of 65 % (wt). However, the temperature can range from room temperature up to 70 °C and the corresponding hydrolysis time can be varied from 30 min to overnight depending on the temperature. Dong et al. [72] have investigated the influence of the hydrolysis time on the length of cellulose whiskers and their surface charge. They reported a decrease in the whiskers length and an increase in their surface charge with prolonged hydrolysis time [72]. Beck-Candanedo et al. [73] have investigated the reaction time and acid to pulp ratio on whiskers obtained by sulfuric acid hydrolysis of bleached softwood sulfite pulp. The results determined that shorter nanocrystals with narrow size polydispersity were produce at longer hydrolysis time.
Elazzouzi et al. [65] have studied the size distribution of whiskers resulting from sulfuric acid hydrolysis of cotton treated with 65 % sulfuric acid over 30 min at different temperatures, ranging from 45 to 72 °C. The results showed that shorter crystals were obtained when increasing the temperature. However, no clear influence on the width of the crystal was revealed. Bondenson et al. [50, 74] have tried to optimize the hydrolysis conditions by an experimental factorial design matrix (response surface methodology). The factors that were varied during the process were the concentrations sulfuric acid, the hydrolysis time, temperature and the ultrasonic treatment time. The responses that were measured were the median size of the cellulose particles and the yield of the reaction. The results demonstrated that with a sulfuric acid concentration of 63.5 % (w/w) over a time of approximately 2 h, it was possible to obtain CNs having a length between 200 and 400 nm and a width less than 10 nm with a yield of 30 % (based on initial weight).
2.3.3 Characterization of Cellulose Whiskers
Figure 2.2 shows a TEM micrograph of cellulose whiskers prepared from cotton. Geometrical characteristics of cellulose whiskers depend on the origin of cellulose microfibrils and on the conditions of the acid hydrolysis process such as time, temperature, and purity of materials. Samir et al. [75] have reported the dimensions of cotton and tunicin whiskers. The length (L) and lateral dimension (D) of cotton whiskers were around 200 and 5 nm, respectively (ratio L/D = 40). The length and lateral dimension of tunicin whiskers were reported to be around 1,000 and 15 nm, respectively (ratio L/D = 67). De Souza [76] studied cotton and tunicate whiskers in aqueous suspensions as well. The average size whisker dimensions reported were L = 255 nm and D = 15 nm for cotton whiskers (ratio L/D = 17) while the values were L = 1,160 nm and D = 6 nm (ratio L/D = 72.5) for tunicate whiskers.

Transmission electron micrograph of cotton whiskers [75]
2.3.3.1 Morphological Characterization
The morphological characteristics of cellulose whiskers are usually studied by microscopy (TEM, AFM, E-SEM, etc.) or light scattering techniques, including small angle neutron scattering (SANS) [77], and polarized and depolarized dynamic light scattering (DLS, DDLS) [76]. Table 2.1 list the geometrical properties of several cellulose whiskers as well as the technique used for their study. AFM has been widely used to provide nanometer scale information about the surface topography of cellulose whiskers under ambient conditions [78–80]. However, AFM topography may show rounded cross sectional profiles in cases where other shapes are expected. For instance, Valonia whiskers shown in AFM images shapes different than the square shape cross section observed under TEM images [38] this issue is probably because AFM overestimated the width of the whiskers due to the tip-broadening effect [38, 81]. Besides surface topography, AFM was reported to measure mechanical properties and interactions of the cellulose nanocrystals, such as stiffness and adhesion or pull-off forces [82].
2.3.3.2 Spectroscopic Techniques
Small-angle (Neutron and X-ray) scattering techniques are used to determine the precise shape of whiskers. For instance, the crosses sectional shape of rigid tunicin whiskers is rectangular with a calculated value close to 88 × 182°A [77]. Terech et al. [77] reported the use of Small-angle (Neutron and X-ray) scattering techniques to determine the precise shape of tunicin whiskers. They demonstrated that the cross sectional shape of these rigid whiskers was rectangular with a calculated value close to 88 × 182°A. In addition, cellulose samples can be characterized by its degree of crystallinity. The crystalline regions of cellulose are characterized by an orderly arrangement of molecule chains and are assessed from wide-angle X-ray scattering (WAXS) patterns or from the evaluation of a 13C CP-MAS NMR spectrum. Tashiro and Kobayashi [83] calculated the three dimensional elastic constants for native and regenerated cellulose perfect crystal. The theoretical values of Young’s modulus along the chain axis were 167.5 and 162.1 GPa, respectively. Sturcova et al. [84] reported measurements of the elastic modulus of tunicin whiskers using a Raman spectroscopy technique. This technique consists of deforming a dispersed sample of the material using a four-point bending test. As a consequence, the deformation produces a shift in a characteristic Raman band. This shift is used as an indication of the stress in the material. The results showed that the elastic modulus of tunicin whiskers were very high, at about 143 GPa. Rusli et al. [85] reported that the elastic modulus of cotton whiskers by Raman Spectroscopy produced a value about 105 GPa.
2.4 Manufacture of Cellulose Blends, Composites and Nanocomposites
2.4.1 Cellulose Based Blends and Composites
Natural cellulose fibers such as cotton, ramie, etc. have been used in the garment industry as blends. These blends have their own distinctive properties that are affected by the fiber sources, the proportion of fibers blended and the processing techniques. Mayer et al. [86] prepared blends of cellulose acetate (2.5 degree of substitution) and starch using a melt processing technique. The results showed that cellulose acetate/starch blends have acceptable properties for injection-molded applications and that they are biodegradable and nontoxic. Silk fibroin (Bombyx mori)/cellulose blend films have been also studied. The mechanical properties showed that both strength and elongation at break of silk fibroin films were improved by blending with cellulose [87]. Industrial thermoplastics manufacturing techniques have been explored to prepare natural fiber reinforced composites. Torres et al. [88] adapted conventional thermoplastic processing techniques such as extrusion, compression and rotational molding in order to manufacture natural fiber reinforced polymers. They used natural lignocellulosic fibers such as sisal, jute and cabuya to reinforce polyethylene and starch matrices [88–93]. The main processing problems encountered to develop this work were the hydrophilicity of natural fibers, as well as their degradation at low temperatures and the formation of clumps. Grande and Torres [93] have prepared lignocellulosic fiber reinforced composites using a single screw extruder. The polymer matrix employed was polyethylene. Jute and sisal were used as reinforcement with initial lengths varying from 5 to 10 mm. The results showed that at higher processing temperatures, the fibers were more aligned in the flow direction. In the extrusion process, one disadvantage is the presence of bubbles which affect the quality of the extruded rods. A way of controlling the formation of bubbles is by pretreating the fibers. Torres and Aragon [91] have developed the process of rotational molding of natural fiber reinforced polymers. Rotomolded cylinders were made of HDPE powder. Cabuya and sisal with an average length of about 5 mm were added as reinforcement at concentrations varying from 0 to 7.5 % by weight. The results showed that cabuya reinforced composites showed higher impact strengths than the sisal reinforced ones. Impact strength decreased with increasing fiber content. Kuruvilla et al. [94] have also used sisal fibers as reinforcement in low density polyethylene (LDPE) composites. They found that tensile properties of LDPE-sisal composites increase with the increase in fiber content as well as with fiber length. Herrera-Franco et al. [95] introduced henequen cellulosic fibers into a LDPE matrix. The concentration of randomly oriented fibers in the composite ranged between 0 and 30 % by volume. The results showed that the addition of henequen cellulosic fibers in a low-density polyethylene (LDPE) matrix increased the tensile strength by 50 % (from 9.2 to 14 MPa) at a fiber loading of 30 % by volume. The modulus increased from 275 MPa for pure HDPE to 860 MPa for 30 % fiber loading though the strain at failure decreased from 42 to 5 %.
The advantages of using lignocellulosic reinforcements in the production of composites are their low density, low cost, high specific properties, biodegradability and renewability. Also, the organic nature of lignocellulosic reinforcements allows incineration or compostation methods for degradation. The main disadvantages are their hydrophilic nature of cellulose, high moisture absorption and limited thermal stability. The hydrophilic nature of lignocellulosic fibers leads to poor interfacial adhesion and dispersion in olefinic thermoplastic matrix materials [96]. The high moisture absorption promotes dimensional instability of composites [97]. Water, in the liquid or vapor state, can diffuse into composites. As a consequence, their properties are hampered. In order to avoid this issue, modification of cellulose fibers by esterification has been used [98]. Torres et al. [99] have assessed the interfacial properties of lignocellulosic reinforced composites prepared with untreated fibers and with fibers treated with stearic acid. Interfacial shear strength was measured by a single fiber fragmentation test. Figures 2.3 and 2.4 show typical fracture surfaces of sisal reinforced polyethylene composites. Figure 2.3 corresponds to an untreated polyethylene-sisal specimen, while Fig. 2.4 was taken from a treated specimen. A relatively ductile failure can be observed in the matrix region adjacent to the fibers. A relatively large fiber pull-out can be observed in the untreated composite (Fig. 2.3). By contrast, virtually no pull-out can be observed when the composite is prepared with treated fibers (Fig. 2.4). This indicates higher interfacial shear strength for the treated specimens. Also, the results showed that pre-treated fibers with stearic acid increased the interfacial shear strength by 23 % with respect to untreated fibers. It was observed that during dry mixing, the best dispersion was attained when stearic acid was used, compared to a poor dispersion with no fiber treatment.

Fracture surface of a polyethylene-sisal composite showing a pulled out fiber [99]

Typical fracture surface of polyethylene-sisal composite for a treated fiber [99]
The limited thermal stability determines low permissible temperatures of processing. The processing temperature for cellulose based reinforced composites is limited to around 200 °C, though higher temperature can be used for short periods of time [100]. Other properties such as thermal conductivity and water absorption have been studied in fiber reinforced composites. Torres et al. [89] have prepared sisal fiber reinforced composites. They determined that their thermal conductivity coefficient, k, are affected mainly by void fraction and moisture content. Water absorption tests indicated that higher natural fiber reinforcement level corresponds to higher masses of water being absorbed over a given period of time because of hydrophilicity of natural fibers. Linear burn rate experiments showed that sisal reinforced polymers burn twice as fast as unreinforced HDPE specimens. However, the reinforced specimens showed better structural integrity during burning than the unreinforced specimens. Biocomposites have also been studied to develop friendly environmental materials. Torres et al. [92] prepared biocomposites of starch and natural fibers. Starch extracted from potato, sweet potato, and corn starch, were used as matrices and lignocellulosic fibers from jute, sisal and cabuya were used as discrete reinforcement. Due to the biodegradable compostable nature of natural fiber-starch composites, Gomez et al. [101] have investigated the effect of plasticizer and different natural fibers on their mechanical, degradation and thermal properties.
2.4.2 Cellulose Based Nanocomposites
The cellulose based materials that are used as nano-reinforcements are cellulose nanocrystals (i.e. whiskers and nanospheres), nanofibrillated cellulose, regenerated cellulose nanoparticles and electrospun nanofibers. A wide range of polymer matrices have been used to form cellulose nanocomposites. Synthetic polymers such as polypropylene, poly(vinyl chloride) (PVC) [102], waterborne epoxy [103], waterborne polyurethane [104], polyurethane [105], poly-(styrene-co-butyl acrylate) [106], poly(oxyethylene) [107], polysiloxanes [108], polysulfonates [109], cellulose acetate butyrate [110, 111], poly(caprolactone) [112], poly(vinyl alcohol) [113] and poly(vinyl acetate) [114]. Different biopolymers such as starch-based polymers [58], soy protein [115], chitosan [116], regenerated cellulose [117], silk fibroin [118], poly (-hydroxyoctanoate) (PHO) [119], poly (lactic acid) and cellulose acetate butyrate (CAB) have also been used as matrices.
Siqueira et al. [120] prepared cellulose nanocomposites to reinforce polycaprolactone (PLC) matrix. As reinforcement, they used two kinds of nanoscale fillers, nanowhiskers and microfibrillated cellulose, both extracted from sisal. They found significant differences according to the nature of the nanoparticle and amount of nanofillers used as reinforcement. Wang et al. [115] produced reinforced soy protein isolate (SPI) plastics using cellulose whiskers extracted from cotton inner pulp. The cellulose whiskers had an average length of 1.2 υm and diameter of 90 nm. The incorporation of cellulose whiskers into the SPI matrix led to an improvement in the water resistance of SPI composites. The addition of cellulose whiskers promoted strong interactions between whiskers and the SPI matrix. The tensile strength and Young’s modulus of the SPI/cellulose whisker composites increased from 5.8 to 8.1 MPa and from 44.7 to 133.2 MPa, respectively. The effect of whiskers on the mechanical properties exceeded conventional predictions from traditional classical models applied to filler-reinforced nanocomposites such as the Halpin-Kardos model. Favier et al. [57] explained that this effect is due to the formation of a rigid percolating filler network that is joined together by hydrogen bonds. The existence of such a network was confirmed by electrical measurements [121]. Flandin et al. [121] prepared nanocomposites containing cellulose whiskers that were coated with a conductive polypyrrole. They measured their electrical properties and founded strong interactions between fillers. Factors such as the nature of polymer matrix and the surface energy of the whiskers showed an influence on the formation of this network [38].
Gea et al. [122] prepared biocomposites based on bacterial cellulose (BC) and apple and radish pulp. The bacterial cellulose films formed by a network of cellulose nanofibers were disintegrated to be used as reinforcement in order to produce biocomposites sheets with apple and radish pulp. This nanosize disintegrated BC fibers were blended with apple and radish pulp in the wet state and then hot pressed to produce paper–like sheets. The results showed that the organic matrices such as apple and radish pulp are heavily reinforced with BC. For pure apple and radish pulp, the Young’s modulus was around 4.5 GPa while BC reinforced sheets reached values as high as 6.5 GPa. Nishino et al. [123] prepared “all-cellulose” composites, in which both the fibers and the matrix were cellulose. This composite was manufactured using a wet process by controlling the solubility of cellulose through pretreatment conditions. The cellulose self-reinforced composite showed excellent mechanical and thermal properties such that this composite can be used as an alternative of glass-fiber-reinforced composites. Fiber pretreatment enhances the molecular diffusion across the fiber-matrix interface, obtaining improved transverse mechanical properties of the composite.
Gindl and keckes [124] prepared cellulose based nanocomposite films with different ratio of cellulose I and II, The process consist of a partial dissolution of microcrystalline cellulose powder in lithium chloride/N,N-dimethylacetamide and subsequent film casting. The results showed that, by varying the cellulose I and II ratio, the mechanical performance of the nanocomposites can be tuned. This nanocomposite films were transparent to visible light and of high strength and stiffness with regard to comparable cellulosic materials and they are easily recyclable and biodegradable as well.
2.4.3 Cellulose Based Nanocomposite Manufacturing Techniques
2.4.3.1 Casting-Evaporation Processing
Casting evaporation techniques have been extensively used to transfer cellulose whiskers from an aqueous dispersion into an organic polymer matrix. Nanocomposites films are formed via solution casting, allowing the solvent to evaporate [38]. Two steps are used to prepare nanocomposites films. The first step consists of mixing an aqueous suspension of cellulose nanostructures and the dispersed or solubilized polymer matrix. Homogeneous suspensions are obtained by magnetic stirring at room temperature or by using an autoclave reactor for mixing at high temperatures. The suspensions are generally degassed under vacuum to remove air. Then, the mixture is cast on the Petri dish (e.g. Teflon or propylene dishes) and put in a drying oven under vacuum. An increase of temperature allows the solvent evaporation and the film formation.
2.4.3.2 Sol: Gel Processing
This processing is based on the formation of a three dimensional template of well individualized cellulose whiskers which is filled with a polymer [125, 126]. The first step in this process is the formation of a cellulose nanostructure template through a sol/gel process. This involves the formation of an aqueous cellulose nanostructures dispersion which is converted into a gel through solvent exchange with a water miscible solvent (e.g. acetone). In the second step, the cellulose nanostructures template is then filled with a matrix polymer by immersing the gel into a polymer solution. This polymer solvent must be miscible with the gel solvent and does not disperse the cellulose nanostructures.
2.4.3.3 Melt Compounding Processing
A twin extruder is used to compound a thermoplastic polymer with a whisker suspension. Such suspension is added in an extruder zone where the PLA is melted by means of a peristaltic pump. The extruder has a venting system that is used to remove the liquid phase of the whisker suspension. Kamel [81] has compounded PLA-malic anhydride and poly (ethylene glycol) with cellulose whiskers suspended in LiCl/dimethyl acetamide. Orts et al. [127] extruded starch plastics reinforced with cotton whiskers that produced and increase of Young’s modulus 5 times relative to a control sample with no cellulose reinforcement.
2.4.3.4 Electrostatic Fiber Spinning (Electrospinning)
This is method allows to prepare fibers with diameters ranging from several micrometers down to 100 nm through the action of electrostatic forces. It uses a high electrostatic potential applied to a spinning liquid across a charged nozzle and a grounded screen collector. At the right conditions, a charged stream of the spinning liquid is ejected and ultimately a mat of non-woven fibers is collected on the collector.
Electrospinning processes are used to prepare nanocomposite fiber mats. In order to prepare nanocomposite fiber mats, mixtures containing the polymer solution and cellulose whiskers solution are placed in the appropriated electrospinning setup. Peresin et al. [128] have produced nanocomposite mats of poly (vinyl alcohol) (PVA) reinforced with cellulose nanocrystals using this electrospinning technique. Smooth nonwoven mats with homogeneous nanofibers were obtained. Park et al. [129] have also incorporated cellulose whiskers into nanofibers of polyethylene oxide (PEO) by the electrospinning process.
2.4.3.5 Layer-by-Layer (LBL) Electrostatic Assembly
Layer-by-layer assembly (LBL) is able to produce nanometer-scale multi-layered materials in order to improve highly desirable properties including chemical, mechanical, electrical, magnetic, thermal and optical. In this method, a charged solid substrate is exposed to a solution of oppositely highly charged polyelectrolytes for a short time. These highly charged polyelectrolytes can produce charge reversal upon adsorption on the oppositely-charged substrate. In consequence, when the substrate is exposed to a second solution containing polyelectrolytes of opposite charges, an additional layer is adsorbed on the first layer, thereby forming a second layer. These steps can be repeated cyclically to form multilayer structures on a given substrate. The use of the LBL technique is expected to maximize the interaction between cellulose whiskers and a polar polymeric matrix. It also allows the incorporation of cellulose whiskers with a dense and homogeneous distribution in each layer. De Mesquita et al. [130] obtained a biodegradable cellulose nanocomposite from Layer-by-layer (LBL) technique. This nanocomposite was composed of highly deacetylated chitosan and eucalyptus wood cellulose nanowhiskers. They claimed that the driving forces for the growth of the multilayered films were the hydrogen bonds and electrostatic interactions between the negatively charged sulfate groups on the whisker surface and the ammonium groups of chitosan. Their results showed that cellulose nanowhiskers adsorbed on each chitosan layer presented high density and homogeneous distribution and the average thickness of a single bilayer was found to be 7 nm. Podsiadlo et al. [131] reported the preparation of cellulose whiskers multilayer composites with a polycation, poly-(dimethyldiallylammonium chloride) (PDDA) using the LBL technique. The average thickness of a single bilayer was found to be 11 nm and the authors concluded that the multilayer films revealed uniform coverage and densely packed cellulose crystal surface. Cranston et al. [132] reported the orientation of the cellulose nanocrystals layer adsorbed onto poly(allyl)amine hydrochloride (PAH) coated silicon surface after long exposure to a strong magnetic field.
2.4.3.6 Bottom-up Manufacture of Bacterial Cellulose Nanocomposites
Grande et al. [133] developed a technique for the production of self assembled bacterial cellulose nanocomposites. This technique is based on the natural bottom-up process found in the synthesis of bacterial cellulose (BC). For instance, BC-Starch nanocomposites were prepared by this technique (Fig. 2.5). Figure 2.6 shows a scheme of the bottom-up manufacturing process. The process is based on the addition of intact starch granules to the culture medium before bacteria are inoculated. After being added to the culture medium, the starch-medium suspension is autoclaved at 121 °C. During this process the starch phase, undergoes a “first gelatinization”. Then, bacteria are inoculated and the nanofibers network is formed in the presence of a partially gelatinized starch. The gelatinization of starch allow to partially controlling the diffusion of polymeric chains into an existing fiber network of BC. This controlled diffusion process allows cellulose nanofibrils to grow in the presence of a starch phase. Starch was gelatinized in different stages and formed a layer that covers cellulose nanofibrils. The BC-starch gel formed was hot pressed into sheets. As a consequence, starch was forced to further penetrate the BC network. Nanocomposites produced by this technique showed a high volume fraction (around 90 %) of a strong phase of BC nanofibers covered by a starch phase. This technique has the advantage to be extended for the addition of other materials into the BC network e.g. BC-hydroxyapatite nanocomposites [12]. Nanocomposites produced with this technique could have a variety of potential biomedical applications.

ESEM micrograph of a bacterial cellulose-corn starch composite. Arrows show bacterial cellulose nanofibers [12]

Scheme of the BC-starch bottom-up process. a starch granules are in suspension in the culture medium. b After autoclaving, starch is partially gelatinized, amylose leaches and granules swell. c BC nanofibrils grow in presence of the partially gelatinized starch. d After hot pressing, the nanocomposite shows interpenetrating networks of amylose and cellulose [133]
2.5 Characterization of Cellulose Nanocomposites and Blends
2.5.1 Morphological Characterization
Scanning electron microscopy (SEM) as well as atomic force microscopy (AFM) can be used for structure and morphologies determination of cellulose nanocomposites. SEM allows the analysis of the homogeneity of nanocomposite, presence of voids, and dispersion level of the cellulose nanocrystals within the continuous matrix, presence of aggregates and sedimentation possible orientation of cellulose nanocrystals. Figure 2.7 shows an AFM micrograph of a bacterial cellulose network accompanied by the section analysis of the segment indicated in the micrograph. The AFM analysis shows that the diameter of the nanofibres was in the range 100–200 nm.

AFM micrograph and section analysis of a bacterial cellulose sheet [12]
2.5.2 Spectroscopic Techniques
The structural properties of the nanocomposites such as the size of the cellulose crystallites and the crystallinity index can be characterized using X-ray diffraction. X-ray diffraction is used to elucidate the eventual modifications in the crystalline structure of the matrix after the addition of the whiskers.
2.5.3 Mechanical Properties
Mechanical properties of nanomaterials have been characterized using both tensile test and nanoindentation techniques. Nanoindentation experiments describe the deformation of the volume of material beneath the indenter (interaction volume). The nanoindentation of cellulose composites can be performed by using an AFM.
Zimmermann et al. [134] have used cellulose fibrils obtained from sulphite wood pulp to reinforce water soluble polymers such as polyvinyl alcohol (PVA) and hydroxypropyl cellulose (HPC). The mechanical properties of these nanocomposites were measured by tensile tests showing that the addition of fibrils increase the modulus of elasticity (E) up to three times and the tensile strength up to five times compared to the raw polymer. Zimmermann et al. [135] have determined the ‘E’ values and the hardness of cellulose/HPC nanocomposites using nanoindentation technique. The results showed that the E values measured by nanoindentation were from two to three times higher than the E values measured by means of tensile tests. Stauss et al. [136] have explained that differences between tensile test and indentation results are due to the fact that they do not test the same material volumes and regions. The large volume used in tensile test includes defects such as pores, cracks and impurities.
2.5.4 Thermal Characterization
The glass transition temperature (Tg) of cellulose reinforced composites is an important parameter which influences different properties of the resulting composite such as mechanical behavior, matrix chains dynamics and swelling behavior. Differential scanning calorimetry (DSC) and dynamic mechanical analysis (DMA) are used to evaluate the Tg value of cellulose nanocomposites. In some cases, the addition of cellulose nanocrystals into polymer matrices does not seem to affect the glass transition temperature regardless of the nature of the polymeric matrix, the origin of the cellulose nanocrystals, or the processing conditions. For tunicin whisker filled composites, no modification of Tg values was reported when increasing whisker content [50, 137, 138]. Similar results were reported for bacterial cellulose and wheat straw cellulose whisker based nanocomposites. [49]. Hajji et al. [139] showed that the Tg of poly (S-co-BuA) composites is independent of both the whisker content and the processing conditions. Angles and Dufresne [138] have evaluated the effect of whiskers content and water content on the Tg values of cellulose nanocomposites obtained using glycerol plasticized starch as matrix and tunicin whiskers as reinforcing phase. They reported that for lower whiskers content (3.2 % wt) a classical plasticization effect of water was observed and for higher whiskers content (6.2 % wt) an antiplasticization effect was observed. Mathew and Dufresne [140] have reported that the Tg of tunicin whisker-starch nanocomposites depends on the whisker content. A significant increase in crystallinity was observed in the nanocomposites prepared by increasing either moisture content or whiskers content. Roohani et al. [114] have proposed that the modification of Tg values in moisture conditions is due to the plasticization effect of water linked to the strong interaction between cellulose nanocrystals and the matrix.
2.6 Applications of Cellulose Based Blends, Composites and Nanocomposites
Natural cellulose fibers such as cotton, ramie, etc. have been used as blends for textile applications. High modulus regenerated cellulose fibers are produced on a commercial scale. For instance, Lyocell®, a high performance cellulosic fiber, has been used in many nonwoven applications because of its high strength, durability, absorbency, purity and biodegradability.
Lyocell® fibers have been explored in blends. Chang et al. [141] prepared Lyocell® based blends. Poly(vinyl alcohol) (PVA), poly(vinyl alcohol-co-ethylene) (EVOH), and poly(acrylic acid-co-maleic acid) (PAM) were used as fillers in blends with lyocell produced through solution blending. The results showed that blends with PVA exhibit the best tensile properties. Thus, Lyocell® fibers have recently been used as reinforcement for thermoplastic fiber composites.
2.6.1 Biomedical Applications
Bacterial cellulose has a wide range of potential biomedical applications such as tissue engineered cartilage scaffolds [142, 143] wound dressing [144–148] artificial skin [9, 145], dental implant, vascular grafos, catheter covering dressing [148], dialysis membrane [148, 149], coatings for cardiovascular stents, cranial stents [148], membranes for tissue-guided regeneration [145, 148], controlled-drug release carriers [148], vascular prosthetic devices [150] and artificial blood vessels [151–153]. Bacterial cellulose has been used for the production of scaffolds for tissue engineering [142]. Andersson et al. [143] prepared engineered porous BC scaffolds by fermentation of Acetobacter xylinum in the presence of slightly fused wax particles with a diameter of 130–300 υm, which were then removed by extrusion. In this research, human chondrocytes were seeded onto the porous BC scaffolds and the results showed that cells entered the pores of the scaffolds and that they increasingly filled out the pores overtime. The proliferation of human chondrocytes within the porous BC was observed as well.
Hydroxyapatite (Hap) has been used in bone regeneration due to the fact that it is biocompatible, bioactive, non-inflammatory, non-toxic and non-immunogenic. It is believed that BC-Hap nanocomposites are promising in applications of bone tissue engineering. Grande et al. [154] have fabricated BC-Hap nanocomposites by the formation of cellulose nanofibers in the presence of a Hap phase in static culture (Fig. 2.8). The biocompatibility and cell viability of the nanocomposites were confirmed by HEK cell seeding (Fig. 2.9). The results confirmed that these novel nanocomposites are suitable for biomedical applications. It has been reported that bacterial cellulose shows a vast potential as a novel wound healing system. Cellulose nanofibril networks show the ability to absorb and hold large contents of water. Another advantage is that external bacteria cannot penetrate through the hydrated BC network. These features make gel-like BC nanofibril networks suitable as wound dressing [144, 145].

SEM micrographs of a hap-bacterial cellulose composite showing the hap particles inside the cellulose network [154]

Optical micrographs of HEK cells for one day of culture in a hap-bacterial cellulose nanocomposite [154]
2.6.2 Cellulose Based Materials for Batteries
Azizi Samir et al. [155] have studied the possibility to reinforce thin films of polymer electrolytes for lithium battery applications. They reinforced polyoxyethylene with tunicate whiskers. The results showed that the storage modulus and temperature stability was greatly improved, and the ionic conductivity was maintained.
Nystrom et al. [156] have produced a nanostructured high surface area electrode material for energy storage applications. It was obtained from cellulose fibers of algal origin individually coated with a thin layer of polyrrole. The high surface area and good electronic conductivity of this composites made it suitable for use in electrochemically controlled ion-exchange [157–159] and ultrafast all polymer-based batteries [156]. These investigations open up new possibilities for the production of environmentally friendly, cost efficient, up-scalable and lightweight energy storage systems.
2.6.3 Optoelectronic Applications
Cellulose nanofibers from different sources have showed remarkable characteristics as reinforcement material for optically transparent composites [160, 161]. Iwamoto et al. [160] prepared optically transparent composites of transparent acrylic resin reinforced with cellulose nanofibers extracted from wood pulp fibers by fibrillation process. They showed that cellulose nanofiber-reinforced composites are able to retain the transparency of the matrix resin even at high fiber content (up to70 % wt). The aggregation of cellulose nanofibers also contributes to a significant improvement in the thermal expansion properties of plastics.
Yano et al. [162] obtained polymer resins reinforced with bacterial cellulose nanofibers. This flexible plastic composite maintains the transparency of the original resin even at high fiber contents (70 % wt). This composite has interesting technical properties such as low thermal expansion coefficients (6 × 10−6 °C−1), mechanical strength 5 times higher than the one of engineered plastics (Young’s modulus of 20 GPa and tensile strengths reaching 325 MPa) and high transparency.
2.6.4 Optical Coating
Podsiadlo et al. [163] have prepared layer-by-layer assembled films of cellulose nanowires extracted from tunicate. These films showed strong antireflection properties due to porous architecture created by randomly-oriented overlapping nanowires. In addition to their antireflection properties, the remarkable mechanical properties of tunicate nanowires make films suitable for optical coatings. Bacterial cellulose (BC) membranes have been used as flexible substrates for the fabrication of Organic Light Emitting Diodes (OLED). Indium tin oxides were deposited onto the membrane using sputtering technique to improve conductive properties [164].
2.6.5 Packaging Applications
There is a strong interest to replace the use of petroleum based polymers with biodegradable polymers in the packaging industry. Single-use foam packaging is used by manufacturers to protect and preserve a wide array of food and industrial products. Starch has shown a potential use for foaming. The use of fillers as reinforcement has been explored to improve starch based foams. Due to the thin cell walls in the foams, microscale fillers cannot be used efficiently. Nanoscale fibrils have been explored as reinforcements in starch based foams. Svagan et al. [165] successfully reinforced the cell walls in starch based foams with microfibrillated cellulose (MFC). The MFC addition improved the mechanical properties such as Young’s modulus, yield strength and work to fracture. At the same time the moisture stability was increased.
2.6.6 Electrical Applications
Van den Ber et al. [166] has prepared nanocomposites of semi conducting polymers reinforced with tunicate cellulose whiskers with a typical diameter or around 20 nm. The results showed that the nanocomposites synergistically combine the electronic characteristic of the conjugated polymers with the improved mechanical properties of the cellulose scaffold. Other studies suggest that cellulose whisker can be used for electrical applications such as the creation of circuitry in a special kind of smart paper [167].
2.6.7 Cellulose Nanopapers
Cellulose nanofibrils are also used to prepare cellulose nanopaper structures of remarkable properties such as high toughness [168]. Large, flat, smooth and optically transparent cellulose nanopaper structures have been developed using several techniques. Sehaqui et al. [169] prepared cellulose nanopaper sheets with diameter of 200 nm and with optical transparency and high tensile strength, indicating well dispersed nanofibrils. In addition, the application of the nanopaper-making strategy to cellulose/inorganic hybrids demonstrated the potential for “green” processing of new types of nanostructured functional materials.
2.6.8 Ceramics with Uniform Nanopores
Cellulose nanocrystals have been used in the elaboration of ceramics [170, 171]. Shin and Exarhos [170] have prepared porous Titania by using a template process with cellulose nanocrystals. A colloid suspension of cellulose nanocrystals was added into titanium (IV) bis(ammonium lactate)dihydroxide (Tyzor-LA) to form a Tyzor-LA-cellulose nanocrystals composite. After calcination at 500 °C in air, a porous structure was obtained.
2.7 Conclusions
In this chapter we have reviewed some of the most important characteristics of cellulose and cellulose based blends, composites and nanocomposites. The intrinsic properties of cellulose such as its remarkable mechanical properties have promoted its use as a reinforcement material for different composites. It has been showed that cellulose is a material with a defined hierarchy that tends to form fibrillar elements such as elementary fibrils, micro fibrils, and macro fibers. Physical and chemical processes allow us to obtain different scale cellulose reinforcements. Macro fibers, such as lignocellulosic fibers of sisal, jute, cabuya, etc. are used for the production of composites, whereas nano-sized fibers, such as whiskers or bacterial cellulose fibers are used to produce nanocomposites. Given that cellulose can be used to obtain macro- and nano-reinforcements, it can be used as raw material for the production of several composites and nanocomposites with many different applications. The understanding of the characteristics and properties of cellulose is important for the development of novel composites and nanocomposites with new applications.
References
Imai, M., Ikari, K., Suzuki, I.: High-performance hydrolysis of cellulose using mixed cellulose species and ultrasonication pretreatment. Biochem. Eng. J. 17, 19–23 (2003)
Jarvis, M.: Cellulose stacks up. Nature 426, 611–612 (2003)
Holtzapple, M.T.: Cellulose. In: Macrae, R., Robinson, R.K., Saddler, M.J. (eds.) Encyclopedia of food science food technology and nutrition. London Academic Press, UK (1993)
Klemm, D., Philipp, B., Heinze, T., Heinze, U., Wagenknecht, W.: Comprehensive Cellulose Chemistry, Fundamentals and Analytical Methods, vol. 1. Wiley-VCH, Germany (1998)
Dufresne, A.: Polysaccharide nanocrystals reinforced nanocomposites. Can. J. Chem. 86, 484–494 (2008)
Wang, W., Cai, Z., Yu, J.: Study on the chemical modification process of jute fiber. J. Eng. Fibers Fabr. 3, 1–11 (2008)
Krässig, H.A.: Cellulose: Structure, Accessibility, and Reactivity. Gordon and Breach Science Publishers, Switzerland (1993)
Matthysse, A.G., Deschet, K., Williams, M., Marry, M., White, A.R., Smith, W.C.: A functional cellulose synthase from ascidian epidermis. Proc. Natl. Acad. Sci. 101, 986–991 (2004)
Jonas, R., Farah, L.F.: Production and application of microbial cellulose. Polym. Degrad. Stab. 59, 101–106 (1998)
Iguchi, M., Yamanaka, S., Budhiono, A.: Review bacterial cellulose: a masterpiece of nature’s arts. J. Mater. Sci. 35, 261–270 (2000)
Sreeramulu, G., Zhu, Y., Knol, W.: Kombucha fermentation and its antimicrobial activity. J. Agric. Food Chem. 48, 2589–2594 (2000)
Grande, C.J., Torres, F.G., Gomez, C.M., Troncoso, O.P., Canet-Ferrer, J., Martínez-Pastor, J.: Morphological characterisation of bacterial cellulose-starch nanocomposites. Polym. Polym. Compos. 16, 181–185 (2008)
Torres, F.G., Troncoso, O.P., Lopez, D., Grande, C., Gomez, C.M.: Reversible stress softening and stress recovery of cellulose networks. Soft Matter 5, 4185–4190 (2009)
Torres, F.G., Grande, C.J., Troncoso, O.P., Gomez, C.M., Lopez, D.: Bacterial cellulose nanocomposites for biomedical applications. In: Kumar, S.A., Thiagarajan, S., Wang, F. (eds.) Biocompatible Nanomaterials: Synthesis Characterization and Application in Analytical Chemistry. Nova Science Publishers, USA (2010)
Ring, D.F., Nashed, W., Dow, T.: Liquid loaded pad for medical applications. US patent 4(588), 400 (1986)
Purves, C.B.: Chemical nature of cellulose and its derivatives. In: Ott, E., Spurlin, H.M. (eds.) Cellulose and Cellulose Derivatives: Part 1. Wiley-Interscience, USA (1954)
Marchessault, R.H., Sundararajan, P.R.: Cellulose. In: Aspinall, G. (ed.) The Polysaccharides. Academic Press, USA (1983)
Kontturi, E.J.: Surface Chemistry of Cellulose: From Natural Fibres to Model Surfaces. Technische Universiteit Eindhoven, Germany (2005)
Krässig, H.: Cellulose, Polymer Monographs Volume 11. Gordon and Breach Science Publishers, Amsterdam (1996)
Klemm, D., Heublein, B., Fink, H.-P., Bohn, A.: Cellulose: fascinating biopolymer and sustainable raw material. Angew. Chem. Int. 44, 3358–3393 (2005)
Liang, C.Y., Marchessault, R.H.: Infrared spectra of crystalline polyssacharides II. Native celluloses in the region from 640 to 1700 cm-1. J. Polym. Sci. 39, 269–278 (1959)
Blackwell, J., Kolpak, F.J., Gardner, K.H.: Structures of native and regenerated celluloses. ACS Symp. Ser. 48, 42–55 (1977)
Nishikawa, S., Ono, S.: Transmission of X-rays through fibrous, lamellar and granular substances. Proc. Tokyo Math. Phys. Soc. 7, 131–138 (1913)
Cousins, S.K., Brown Jr, R.M.: Cellulose I microfibril assembly: computational molecular mechanics energy analysis favours bonding by Van de Waals forces as the initial step in crystallization. Polymer 36, 3885–3888 (1995)
Cousins, S.K., Brown Jr, R.M.: X-ray diffraction and ultrastructural analyses of dye-altered celluloses support van der Waals forces as the initial step in cellulose crystallization. Polymer 38, 897–902 (1997)
O’Sullivan, A.C.: Cellulose: the structure slowly unravels. Cellulose 4, 173–207 (1997)
Klemm, D., Schumann, D., Kramer, F., Hebler, N., Hornung, M., Schumauder, H.P., Marsch, S.: Nanocelluloses as innovative polymers in research application. In: Klemm, D. (ed.) Polysaccharides II. Wiley-VCH, Weinheim (2002)
Sugiyama, J., Persson, J., Chanzy, H.: Combined IR and electron diffraction study of the polymorphism of native cellulose. Macromolecules 24, 2461–2466 (1991)
Gardner, K.H., Blackwell, J.: The structure of native cellulose. Biopolymers 13, 1975–2001 (1974)
Roberts, E., Saxena, I.M., Brown, Jr.R.M. Does cellulose II occur in nature?. In: Bailey, G.W. (ed.) Proceedings of the 47th Annual Meeting of the Electron Microscopy, Society of America (1989b)
Marrinan, H.J., Mann, J.: Infrared spectra of the crystalline modifications of cellulose. J. Polym. Sci. 21, 301–311 (1956)
Hayashi, J., Sufoka, A., Ohkita, J., Watanabe, S.: The conformation of existence of cellulose IIII, IIIII, IVI and IVII by X-ray method. J. Polym. Sci. Polym. Lett. 13, 23–27 (1975)
Davis, W.E., Barry, A.J., Peterson, F.C., King, A.J.: X-ray studies of reactions of cellulose in non-aqueous systems. II. Interaction of cellulose and primary amines. J. Am. Chem. Soc. 65, 1294–1300 (1943)
Sarko, A., Southwick, J., Hayashi, J.: Packing analysis of carbohydrates and polysaccharides 7. Crystal structure of cellulose IIII and its relationship to other cellulose polymorphs. Macromolecules 9, 857–863 (1976)
Sarko, A.: Cellulose: how much do we know about its structure. In: Kennedy, J.F. (ed.) Wood and Cellulosics: Industrial Utilization, Biotechnology, Structure and Properties. Ellis Horwood, UK (1987)
Hess, K., Kissig, H.: Zur Kenntnis der Hochtemperatur-Modifikation der Cellulose (Cellulose IV). Z. Phys. Chem. B 49, 235–239 (1941)
Gardiner, E.S., Sarko, A.: Packing analysis of carbohydrates and polysaccharides. 16. The crystal structures of celluloses IVI and IVII. Can. J. Chem. 63, 173–180 (1985)
Habibi, Y., Lucia, L.A., Rojas, O.J.: Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem. Rev. 110, 3479–3500 (2010)
Fink, H.-P., Philipp, B., Zschunke, C., Hayn, M.: Structural changes of LOPD cellulose in the original and mercerized state during enzymatic hydrolysis. Acta Polym. 43, 270–274 (1992)
Cannon, R.E., Anderson, S.M.: Biogenesis of bacterial cellulose. Crit. Rev. Microbiol. 17, 435–447 (1991)
Sakurada, I., Nukushina, Y., Ito, T.: Experimental determination of elastic modulus of crystalline regions in oriented polymers. J. Polym. Sci. 57, 651–660 (1962)
Battista, O.A.: Hydrolysis and crystallization of cellulose. Ind. Eng. Chem. 42, 502–507 (1950)
Battista, O.A., Coppick, S., Howsmon, J.A., Morehead, F.F., Sisson, W.A.: Level-off degree of polymerization. Ind. Eng. Chem. 48, 333–335 (1956)
Revol, J.F., Bradford, H., Giasson, J., Marchessault, R.H., Gray, D.G.: Helicoidal self-ordering of cellulose microfibrils in aqueous solution. Int. J. Biol. Macromol. 14, 170–172 (1992)
Araki, J., Wada, M., Kuga, S., Okano, T.: Flow properties of microcrystalline cellulose suspension prepared by acid treatment of native cellulose. Colloids Surf. 142, 75–82 (1998)
de Rodriguez, N.L.G., Thielemans, W., Dufresne, A.: Sisal cellulose whiskers reinforced polyvinyl acetate nanocomposites. Cellulose 13, 261–270 (2006)
Whistler, R.L., BeMiller, J.M.: Carbohydrate chemistry for food scientists. American Association of Cereal Chemists, St Paul (1997)
El-Sakhawy, M., Hassan, M.: Physical and mechanical properties of microcrystalline cellulose prepared from local agricultural residues. Carbohydr. Polym. 67, 1–10 (2007)
Helbert, W., Cavaillé, J.-Y., Dufresne, A.: Thermoplastic nanocomposites filled with wheat straw cellulose whiskers. Part I: Processing and mechanical behavior. Polym. Compos. 17, 604–611 (1996)
Bondeson, D., Mathew, A., Oksman, K.: Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis. Cellulose 13, 171–180 (2006)
Stromme, M., Mihranyan, A., Ek, R.: What to do with all these algae? Mater. Lett. 57, 569–572 (2002)
Dufresne, A., Cavaillé, J.-Y., Vignon, M.R.: Mechanical behavior of sheet prepared from sugar beet cellulose microfibrils. J. Appl. Polym. Sci. 64, 1185–1894 (1997)
Gopalan, N.K., Dufresne, A., Gandini, A., Belgacem, M.N.: Crab shell chitin whisker reinforced natural rubber nanocomposites. 3. Effect of chemical modification of chitin whiskers. Biomacromolecules 4, 1835–1842 (2003)
Dufresne, A., Vignon, M.R.: Improvement of starch film performances using cellulose microfibrils. Macromolecules 31, 2693–2696 (1998)
Dufresne, A., Dupeyre, D., Vignon, M.R.: Cellulose microfibrils from potato tuber cells: processing and characterization of starch-cellulose microfibril composites. J. Appl. Polym. Sci. 76, 2080–2092 (2000)
Heux, L., Chauve, G., Bonini, C.: Nonocculating and chiral-nematic self-ordering of cellulose microcrystals suspensions in nonpolar solvents. Langmuir 16, 8210–8212 (2000)
Favier, V., Dendievel, R., Canova, G., Cavaille, J.-Y., Gilormini, P.: Simulation and modeling of threedimensional percolating structures: case of a latex matrix reinforced by a network of cellulose fibers. Acta Mater. 45, 1557–1565 (1997)
Anglès, M.N., Dufresne, A.: Plasticized starch/tunicin whiskers nanocomposites : 2. mechanical behavior. Macromolecules 34, 2921–2931 (2001)
Ruiz, M.M., Cavaille, J.Y., Dufresne, A., Gerard, J.F., Graillat, C.: Processing and characterization of new thermoset nanocomposites based on cellulose whiskers. Compos. Interfaces 7, 117–131 (2000)
Sharples, A.: The hydrolysis of cellulose and its relation to structure, part 2. Trans. Faraday Soc. 54, 913–917 (1958)
Yachi, T., Hayashi, J., Takai, M., Shimizu, Y.J.: Supermolecular structure of cellulose: stepwise decrease in LODP and particle size of cellulose hydrolyzed after chemical treatment. Appl. Polym. Sci.: Appl. Polym. Symp. 37, 325–343 (1983)
Hakansson, H., Ahlgren, P.: Acid hydrolysis of some industrial pulps, effect of hydrolysis conditions and raw material. Cellulose 12, 177–183 (2005)
Schurz, J., John, K.: Long periods in native and regenerated celluloses. Cellul. Chem. Technol. 9, 493–501 (1975)
Nishiyama, Y., Kim, U.J., Kim, D.Y., Katsumata, K.S., May, R.P., Langan, P.: Periodic disorder along ramie cellulose microfibrils. Biomacromolecules 4, 1013–1017 (2003)
Elazzouzi-Hafraoui, S., Nishiyama, Y., Putaux, J.L., Heux, L., Dubreuil, F., Rochas, C.: The shape and size distribution of crystalline nanoparticles prepared by acid hydrolysis of native cellulose. Biomacromolecules 9, 57–65 (2008)
Bai, W., Holbery, J., Li, K.: A technique for production of nanocrystalline cellulose with a narrow size distribution. Cellulose 16, 455–465 (2009)
de Souza Lima, M.M., Borsali, R.: Static and dynamic light scattering from polyelectrolyte microcrystal cellulose. Langmuir 18, 992–996 (2002)
Okano, T., Kuga, S., Wada, M., Araki, J., Ikuina, J.: Nisshin Oil Mills Ltd., Japan. JP Patent 98/151052 (1999)
Filpponen, I. Ph.D. Thesis, North Carolina State University; Raleigh, NC (2009)
Wang, N., Ding, E., Cheng, R.: Preparation and liquid crystalline properties of spherical cellulose nanocrystals. Langmuir 24, 5 (2008)
Wang, N., Ding, E., Cheng, R.: Thermal degradation behaviors of spherical cellulose nanocrystals with sulfate groups. Polymer 48, 3486–3493 (2007)
Dong, X.M., Revol, J.F., Gray, D.G.: Effect of microcrystallite preparation conditions on the formation of colloid crystals of cellulose. Cellulose 5, 19–32 (1998)
Beck-Candanedo, S., Roman, M., Gray, D.G.: Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspensions. Biomacromolecules 6, 1048–1054 (2005)
Bondeson, D., Kvien, I., Oksman, K.: Strategies for preparation of cellulose whiskers from microcrystalline cellulose as reinforcement in nanocomposites. In: Oksman, K., Sain, M. (eds.) Cellulose Nanocomposites: Processing, Characterization, and Properties; ACS Symposium Series 938. American Chemical Society, Washington (2006)
Samir, M.A.S., Alloin, F., Dufresne, A.: Review of recent research into cellulosic whiskers, their properties and their application in nanocomposite field. Biomacromolecules 6, 612–626 (2005)
de Souza Lima, M.M., Wong, J.T., Paillet, M., Borsali, R., Pecora, R.: Translational and rotational dynamics of rodlike cellulose whiskers. Langmuir 19, 24–29 (2003)
Terech, P., Chazeau, L., Cavaille, J.-Y.: A small-angle scattering study of cellulose whiskers in aqueous suspensions. Macromolecules 32, 1872–1875 (1999)
Kvien, I., Tanem, B.S., Oksman, K.: Characterization of cellulose whiskers and its nanocomposites by atomic force and electron microscopy. Biomacromolecules 6, 3160–3165 (2005)
Hanley, S.J., Giasson, J., Revol, J.F., Gray, D.G.: Atomic force microscopy of cellulose microfibrils: comparison with transmission electron microscopy. Polymer 33, 4639–4642 (1992)
Miller, A.F., Donald, A.M.: Imaging of anisotropic cellulose suspensions using environmental scanning electron microscopy. Biomacromolecules 4, 510–517 (2003)
Kamel, S.: Nanotechnology and its applications in lignocellulosic composites, a mini review; eXPRESS. Polym. Lett. 1, 546–575 (2007)
Lahiji, R.R., Reifenberger, R., Raman, A., Rudie, A., Moon, R.J. Characterization of cellulose nanocrystal surfaces by SPM; Technical Proceedings of the 2008 NSTI Nanotechnology Conference and Trade Show; Boston, Massachusetts (2008)
Tashiro, K., Kobayashi, M.: Theoretical evaluation of three dimensional elastic constants of native and regenerated celluloses: role of hydrogen bonds. Polymer 32, 1516–1526 (1991)
Sturcova, A., Davies, G.R., Eichhorn, S.J.: Elastic modulus and stress-transfer properties of tunicate cellulose whiskers. Biomacromolecules 6, 1055 (2005)
Rusli, R., Eichhorn, S.J.: Determination of the stiffness of cellulose nanowhiskers and the fibre-matrix interface in a nanocomposite using Raman spectroscopy. Appl. Phys. Lett. 93, 033111 (2008)
Mayer, J.M., Elion, G.R., Buchanan, C.M., Sullivan, B.K., Pratt, S.D., Kaplan, D.L.: Biodegradable blends of cellulose acetate and starch: production and properties. J. Macromol. Sci. Part A 32, 775–785 (1995)
Freddi, G., Romano, M., Masafra, M.R., Tsukada, M.: Silk fibroin/cellulose blend films: preparation, structure, and physical properties. J. Appl. Polym. Sci. 56, 1537–1545 (1995)
Torres, F.G., Diaz, R.M.: Morphological characterisation of natural fibre reinforced thermoplastics (NFRTP) processed by extrusion, compression and rotational moulding. Polym. Polym. Compos. 12, 705–719 (2004)
Torres, F.G., Flores, R., Dienstmaier, J.F., Quintana, O.A.: Transport and flame properties of natural fibre reinforced polymers. Polym. Polym. Compos. 13, 753–764 (2005)
Torres, F.G., Arroyo, O.H., Gomez, C.: Processing and mechanical properties of natural fiber reinforced thermoplastic starch biocomposites. J. thermoplast. compos. mater. 20, 207–223 (2007)
Torres, F.G., Aragon, C.L.: Final product testing of rotational moulded natural fibre-reinforced polyethylene. Polym. Testing 25, 568–577 (2006)
Torres, F.G., Arroyo, O.H., Grande, C., Esparza, E.: Bio- and photo-degradation of natural fibre reinforced starch: based biocomposite. Int. J. Polym. Mater. 55, 1115–1132 (2006)
Grande, C., Torres, F.G.: Investigation of fiber organization and damage during single screw extrusion of natural fiber reinforced thermoplastics. Adv. Polym. Technol. 24, 145–156 (2005)
Kuruvilla, J., Sabu, T.I., Pavithran, C.: Dynamic mechanical properties of short sisal fiber reinforced low density polyethylene composites. J. Reinf. Plàst. Compos. 12, 139–154 (1993)
Herrera-Franco, P.J., Aguilar-Vega, M.J.: Effect of fiber treatment on mechanical properties of LDPE-henequen cellulosic fiber composites. J. Appl. Polym. Sci. 65, 197–207 (1997)
Youngquist, J.A.: Unlikely partners ? the marriage of wood and nonwood materials. For. Prod. J. 45, 25–30 (1995)
Sanadi, A.R., Caulfield, D.F., Rowell, R.M.: Reinforcing polypropylene with natural fibers. Plast. Eng. 4, 27–30 (1994)
Rowell, R.M.: Recent Advances in Lignocellulosic-Derived Composites. In: Chun, H.L (ed.) Polymers from Biobased Materials; Noyes Data Corp., New Jersey (1991)
Torres, F.G., Cubillas, M.L.: Study of the interfacial properties of natural fibre reinforced polyethylene. Polym. Testing 24, 694–698 (2005)
Sanadi, A.R., Caulfield, D.F., Jacobson, R.E., Rowell, R.M.: Renewable agricultural fibers as reinforcing fillers in plastics: mechanical properties of Kenaf fiber: polypropylene composites. Ind. Eng. Chem. Res. 34, 1889–1896 (1995)
Gómez, C., Torres, F.G., Nakamatsu, J., Arroyo, O.H.: Thermal and structural analysis of natural fibre reinforced starch based biocomposites. Int. J. Polym. Mater. 55, 893–907 (2006)
Chazeau, L., Cavaille, J.Y., Canova, G., Dendievel, R., Boutherin, B.: Viscoelastic properties of plasticized PVC reinforced with cellulose whiskers. J. Appl. Polym. Sci. 71, 1797–1808 (1999)
Matos-Ruiz, M., Cavaille′, J.-Y., Dufresne, A., Graillat, C., Gerard, J.-F.: New waterborne epoxy coatings based on cellulose nanofillers. Macromol. Symp. 169, 211–222 (2001)
Cao, X., Habibi, Y., Lucia, L.A.J.: One-pot polymerization, surface grafting, and processing of waterborne polyurethane-cellulose nanocrystal nanocomposites. J. Mater. Chem. 19, 7137–7145 (2009)
Marcovich, N.E., Auad, M.L., Bellesi, N.E., Nutt, S.R., Aranguren, M.I.: Cellulose micro/nanocrystals reinforced polyurethanes. J. Mater. Res. 21, 870–881 (2006)
Favier, F., Chanzy, H., Cavaille, J.-Y.: Polymer nanocomposites reinforced by cellulose whiskers. Macromolecules 28, 6365–6367 (1995)
Cavaille, J.-Y., Dufresne, A., Paillet, M., Azizi Samir, M.A.S., Alloin, F., Sanchez, J.Y.: French Patent FR2841255, (1999)
Grunnert, M., Winter, W.T.: Progress in the development of cellulose reinforced nanocomposites. Polym. Mater. Sci. Eng. 82, 232–233 (2000)
Noorani, S., Simonsen, J., Atre, S.: Polysulfone-Cellulose Nanocomposites. In: Oksman, K., Sain, M. (eds.) Cellulose Nanocomposites, Processing, Characterization and Properties, ACS Symposium Series 938, American Chemical Society, Washington (2006)
Grunert, M., Winter, W.T.: Nanocomposites of cellulose acetate butyrate reinforced with cellulose nanocrystals. J. Polym. Env. 10, 27–30 (2002)
Petersson, L., Mathew, A.P., Oksman, K.J.: Dispersion and properties of cellulose nanowhiskers and layered silicates in cellulose acetate butyrate nanocomposites. Appl. Polym. Sci. 112, 2001–2009 (2009)
Habibi, Y., Goffin, A.-L., Schiltz, N., Duquesne, E., Dubois, P., Dufresne, : Bionanocomposites based on poly(e-caprolactone)-grafted cellulose nanocrystals by ring-opening polymerizationA. J. Mater. Chem. 18, 5002–5010 (2008)
Paralikar, S.A., Simonsen, J., Lombardi, J.: Poly(vinyl alcohol)/cellulose nanocrystals barrier membranas. J. Membr. Sci. 320, 248–258 (2008)
Roohani, M., Habibi, Y., Belgacem, N.M., Ebrahim, G., Karimi, A.N., Dufresne, A.: Cellulose whiskers reinforced polyvinyl alcohol copolymers nanocomposites. Eur. Polym. J. 44, 2489–2498 (2008)
Wang, Y., Cao, X., Zhang, L.: Effects of cellulose whiskers on properties of soy protein thermoplastics. Macromol. Biosci. 6, 524–531 (2006)
Li, Q., Zhou, J., Zhang, L.: Structure and properties of the nanocomposite films of chitosan reinforced with cellulose whiskers. J. Polym. Sci., Part B: Polym. Phys. 47, 1069–1077 (2009)
Qi, H., Cai, J., Zhang, L., Kuga, S.: Properties of films composed of cellulose nanowhiskers and a cellulose matrix regenerated from alkali/urea solution. Biomacromolecules 10, 1597–1602 (2009)
Noshiki, Y., Nishiyama, Y., Wada, M., Kuga, S., Magoshi, J.: Mechanical properties of silk fibroin-microcrystalline cellulose composite films. J. Appl. Polym. Sci. 86, 3425–3429 (2002)
Dufresne, A.: Dynamic mechanical analysis of the interphase in bacterial polyester/cellulose whiskers natural composites. Compos. Interfaces 7, 53–67 (2000)
Siqueira, G., Bras, J., Dufresne, A.: Cellulose whiskers versus microfibrils: influence of the nature of the nanoparticle and its surface functionalization on the thermal and mechanical properties of nanocomposites. Biomacromolecules 10, 425–432 (2009)
Flandin, L., Bidan, G., Brechet, Y., Cavaille, J.Y.: New nanocomposite materials made of an insulating matrix and conducting fillers: processing and properties. Polym. Compos. 21, 165–174 (2000)
Gea, S., Torres, F.G., Troncoso, O.P., Reynolds, C.T., Vilasecca, F., Iguchi, M., Peijs, T.: Biocomposites based on bacterial cellulose and apple and radish pulp. Int. Polym. Proc. 5, 497–501 (2007)
Nishino, T., Matsuda, I., Hirao, K.: All-cellulose composite. Macromolecules 37, 7683–7687 (2004)
Gindl, W., Keckes, J.: All-cellulose nanocomposites. Polymer 46, 10221–10225 (2005)
Capadona, J.R., van den Berg, O., Capadona, L.A., Schroeter, M., Rowan, S.J., Tyler, D.J., Weder, C.: A versatile approach for the processing of polymer nanocomposites with self-assembled nanofibre templates. Nat. Nanotechnol. 2, 765–769 (2007)
Capadona, J.R., Shanmuganathan, K., Tyler, D.J., Rowan, S.J., Weder, C.: Stimuli-responsive polymer nanocomposites inspired by the sea cucumber dermis. Science 319, 1370–1374 (2008)
Orts, W.J., Shey, J., Imam, S.H., Glenn, G.M., Guttman, M.E., Revol, J.F.: Application of cellulose microfibrils in polymer nanocomposites. J. Polym. Env. 13, 301–306 (2005)
Peresin, M.S., Habibi, Y., Zoppe, J.O., Pawlak, J.J., Rojas, O.J.: Nanofiber composites of polyvinyl alcohol and cellulose nanocrystals: manufacture and characterization. Biomacromolecules 11, 674–681 (2010)
Park, W., Kang, M., Kim, H.-S., Jin, H.-J.: Electrospinning of poly(ethylene oxide) with bacterial cellulose whiskers. Macromol. Symp. 240(250), 289–294 (2007)
de Mesquita, J.P., Donnici, C.L., Pereira, F.V.: Biobased nanocomposites from layer-by-layer assembly of cellulose nanowhiskers with chitosan. Biomacromolecules 11, 473–480 (2010)
Podsiadlo, P., Choi, S.Y., Shim, B., Lee, J., Cuddihy, M., Kotov, N.A.: Molecularly engineered nanocomposites: layer-by-layer assembly of cellulose nanocrystals. Biomacromolecules 6, 2914–2918 (2005)
Cranston, E.D., Gray, D.G.: Formation of cellulose-based electrostatic layer-by-layer films in a magnetic field. Sci. Technol. Adv. Mater. 7, 319–321 (2006)
Grande, C.J., Torres, F.G., Gomez, C.M., Troncoso, O.P., Canet-Ferrer, J., Martínez-Pastor, J.: Development of self-asembled Bacterial cellulose-starch nanocomposites. Mater. Sci. Eng. C 29, 1098–1104 (2009)
Zimmermann, T., Pöhler, E., Geiger, T.: Cellulose fibrils for polymer reinforcement. Adv. Eng. Mater. 6, 754–761 (2004)
Zimmermann, T., Pöhler, E., Schwaller, P.: Mechanical and morphological properties of cellulose fibril reinforced nanocomposites. Adv. Eng. Mater. 7, 1156–1161 (2005)
Stauss, S., Schwaller, P., Bucaille, J.-L., Blank, E., Michler, J.: Determining the stress-strain behaviour of small devices by nanoindentation in combination with inverse methods. Microelectron. Eng. 67, 818–825 (2003)
Favier, V., Canova, G.R., Cavaille, J.-Y., Chanzy, H., Dufresne, A., Gauthier, C.: Nanocomposites materials from latex and cellulose whiskers. Polym. Adv. Technol. 6, 351–355 (1995)
Anglès, M.N., Dufresne, A.: Plasticized starch/tunicin whiskers nanocomposites: 1. Struct. anal. Macromol. 33, 8344–8353 (2000)
Hajji, P., Cavaille, J.Y., Favier, V., Gauthier, C., Vigier, G.: Tensile behavior of nanocomposites from latex and cellulose whiskers. Polym. Compos. 17, 612–619 (1996)
Mathew, A.P., Dufresne, A.: Morphological investigation of nanocomposites from sorbitol plasticized starch and tunicin whiskers. Biomacromolecules 3, 609–617 (2002)
Chang, J.-H., Nam, S.W., Jang, S.-W.: Mechanical and morphological properties of lyocell blends: comparison with lyocell nanocomposites (I). J. Appl. Polym. Sci. 106, 2970–2977 (2007)
Svensson, A., Nicklasson, E., Harrah, T., Panilaitis, B., Kaplan, D.L., Brittberg, M., Gatenholm, P.: Bacterial cellulose as a potential scaffold for tissue engineering of cartilage. Biomaterials 26, 419–431 (2005)
Andersson, J., Stenhamre, H., Bäckdahl, H., Gatenholm, P.: Behavior of human chondrocytes in engineered porous bacterial cellulose scaffolds. J. Biomed. Mater. Res., Part A 94, 1124–1132 (2010)
Czaja, W., Krystynowicza, A., Bielecki, S., Malcolm Brown Jr, R.: Microbial cellulose: the natural power to heal wounds. Biomaterials 27, 145–151 (2006)
Czaja, W.K., Young, D.J., Kawecki, M., Brown Jr, R.M.: The future prospects of microbial cellulose in biomedical applications. Biomacromolecules 8, 1–12 (2007)
Cienchanska, D.: Multifunctional bacterial cellulose/chitosan composite materials for medical applications. Fibres Text. Eastern Eur. 12, 69–72 (2004)
Legeza, V.I., Galenko-Yaroshevskii, V.P., Zinovev, E.V., Paramonov, B.A., Kreichman, G.S., Turkovskii, I.I., Gumenyuk, E.S., Karnovich, A.G., Khripunov, A.K.: Effects of new wound dressings on healing of thermal burns of the skin in acute radiation disease. Bull. Exp. Biol. Med. 138, 311–315 (2004)
Wan, W.K., Millon, L.E.: Poly(vinyl alcohol)-bacterial cellulose nanocomposite. U.S. Pat. Appl. Publ. US 2005037082 A1, 16 (2005)
Sokolnicki, A.M., Fisher, R.J., Harrah, T.P., Kaplan, D.L.: Permeability of bacterial cellulose membranes. J. Membr. Sci. 272, 15–27 (2006)
Charpentier, P.A., Maguire, A., Wan, W.: Surface modification of polyester to produce a bacterial cellulose-based vascular prosthetic device. Appl. Surf. Sci. 252, 6360–6367 (2006)
Klemm, D., Schumann, D., Udhardt, U., Marsch, S.: Bacterial synthesized cellulose: artificial blood vessels for microsurgery. Prog. Polym. Sci. 26, 1561–1603 (2001)
Backdahl, H., Helenius, G., Bodin, A., Nannmark, U., Johansson, B.R., Risberg, B., Gatenholm, P.: Mechanical properties of bacterial cellulose and interactions with smooth muscle cells. Biomaterials 27, 2141–2149 (2006)
Wan, W.K., Hutter, J.L., Millon, L., Guhados, G.: Bacterial cellulose and its nanocomposites for biomedical applications. ACS Symp. Ser. 938, 221–241 (2006)
Grande, C.J., Torres, F.G., Gomez, C.M., Bañó, C.: Nanocomposites of bacterial cellulose/hydroxyapatite for biomedical applications. Acta Biomater. 5, 1605–1615 (2009)
Samir, M.A.S., Alloin, F., Sanchez, J.-Y., Dufresne, A.: Cross-linked nanocomposite polymer electrolytes reinforced with cellulose whiskers. Macromolecules 37, 4839–4844 (2004)
Nystrom, G., Razaq, A., Stromme, M., Nyholm, L., Mihranyan, A.: Ultrafast all-polymer paper-based batteries. Nano Lett. 9, 3635–3639 (2009)
Razaq, A., Mihranyan, A., Welch, K., Nyholm, L., Strømme, M.: Influence of the type of oxidant on anion exchange properties of fibrous Cladophora cellulose/polypyrrole composites. J. Phys. Chem. B 113, 426–433 (2009)
Gelin, K., Mihranyan, A., Razaq, A., Nyholm, L., Strømme, M.: Potential controlled anion absorption in a novel high surface area composite of Cladophora cellulose and polypyrrole. Electrochim. Acta 54, 3394–3401 (2009)
Stromme, M., Frenning, G., Razaq, A., Gelin, K., Nyholm, L., Mihranyan, A.: Ionic motion in polypyrrole—cellulose composites: trap release mechanism during potentiostatic reduction. J. Phys. Chem. B 113, 4582–4589 (2009)
Iwamoto, S., Nakagaito, A.N., Yano, H., Nogi, M.: Optically transparent composites reinforced with plant fiber-based nanofibers. Appl. Phys. A Mater. Sci. Process. 81, 1109–1112 (2005)
Ifuku, S., Nogi, M., Abe, K., Handa, K., Nakatsubo, F., Yano, H.: Surface modification of bacterial cellulose nanofibers for property enhancement of optically transparent composites: dependence on acetyl-group DS. Biomacromolecules 8, 1973–1978 (2007)
Yano, H., Sugiyama, J., Nakagaito, A.N., Nogi, M., Matsuura, T., Hikita, M., Handa, K.: Optically transparent composites reinforced with networks of bacterial nanofibers. Adv. Mater. 17, 153–155 (2005)
Podsiadlo, P., Sui, L., Elkasabi, Y., Burgardt, P., Lee, J., Miryala, A., Kusumaatmaja, W., Carman, M., Shtein, M., Kieffer, J., Lahann, J., Kotov, N.: Layer-by-layer assembled films of cellulose nanowires with antireflective properties. Langmuir 23, 7901–7906 (2007)
Legnani, C., Vilani, C., Calil, V.L., Barud, H.S., Quirino, W.G., Achete, C.A., Ribeiro, S.J.L., Cremona, M.: Bacterial cellulose membrane as flexible substrate for organic light emitting devices. Thin Solid Films 517, 1016–1020 (2008)
Svagan, A.J., Samir, M.A.S.A., Berglund, L.A.: Biomimetic foams of high mechanical performance based on nanostructured cell walls reinforced by native cellulose nanofibrils. Adv. Mater. 20, 1263–1269 (2008)
van den Berg, O., Schroeter, M., Capadona, J.R., Weder, C.: Nanocomposites based on cellulose whiskers and (semi)conducting conjugated polymers. J. Mater. Chem. 17, 2746–2753 (2007)
Agarwal, M., Lvov, Y., Varahramyan, K.: Conductive wood microfibres for smart paper through layer-by-layer nanocoating. Nanotechnology 17, 5319–5325 (2006)
Henriksson, M., Berglund, L.A., Isaksson, P., Lindstrom, T., Nishino, T.: Cellulose nanopaper structures of high toughness. Biomacromolecules 9, 1579–1585 (2008)
Sehaqui, H., Liu, H., Zhou, Q., Berglund, L.A.: Fast preparation procedure for large, flat cellulose and cellulose/inorganic nanopaper structures. Biomacromolecules 11, 2195–2198 (2010)
Shin, Y., Exarhos, G.J.: Template synthesis of porous Titania using cellulose nanocrystals. Mater. Lett. 61, 2594–2597 (2007)
Dujardin, E., Blaseby, M., Mann, S.: Synthesis of Mesoporous silica by sol–gel mineralisation of cellulose nanorod nematic suspensions. J. Mater. Chem. 13, 696–699 (2003)
Araki, J., Kuga, S.: Effect of trace electrolyte on liquid crystal type of cellulose microcrystals. Langmuir 17, 4493–4496 (2001)
Roman, M., Winter, W.T.: Effect of sulfate groups from sulfuric acid hydrolysis on the thermal degradation behavior of bacterial cellulose. Biomacromolecules 5, 1671–1677 (2004)
Araki, J., Wada, M., Kuga, S.: Steric stabilization of a cellulose microcrystal suspension by poly(ethylene glycol) grafting. Langmuir 17, 21–27 (2001)
Dong, X.M., Kimura, T., Revol, J.-F., Gray, D.G.: Effects of ionic strength on the isotropic—chiral nematic phase transition of suspensions of cellulose crystallites. Langmuir 12, 2076–2082 (1996)
de Menezes, A.J., Siqueira, G., Curvelo, A., Dufresne, A.: Extrusion and characterization of functionalized cellulose whiskers reinforced polyethylene nanocomposites. Polymer 50, 4552–4563 (2009)
Garcia de Rodriguez, N.L., Thielemans, W., Dufresne, A.: Sisal cellulose whiskers reinforced polyvinyl acetate nanocomposites. Cellulose 13, 261–270 (2006)
Revol, J.F.: On the cross-sectional shape of cellulose crystallites in Valonia ventricosa. Carbohydr. Polym. 2, 123–134 (1982)
Araki, J., Wada, M., Kuga, S., Okano, T.: Influence of surface charge on viscosity behavior of cellulose microcrystal suspension. J. Wood Sci. 45, 258–261 (1999)
Capadona, J.R., Shanmuganathan, K., Trittschuh, S., Seidel, S., Rowan, S.J., Weder, C.: Polymer nanocomposites with nanowhiskers isolated from microcrystalline cellulose. Biomacromolecules 10, 712–716 (2009)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Torres, F.G., Troncoso, O.P., Torres, C., Grande, C.J. (2013). Cellulose Based Blends, Composites and Nanocomposites. In: Thomas, S., Visakh, P., Mathew, A. (eds) Advances in Natural Polymers. Advanced Structured Materials, vol 18. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-20940-6_2
Download citation
DOI: https://doi.org/10.1007/978-3-642-20940-6_2
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-20939-0
Online ISBN: 978-3-642-20940-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)