
Abstract
There are trade-offs between cost and capabilities throughout specification, implementation and operation of automated solutions in manufacturing companies. This chapter describes four identified dilemmas or contradictions while balancing flexibility to automation, based on an empirical study with interviews and workshop in five internationally competitive manufacturing companies. The study generated insights on experienced challenges while implementing automated solutions in manufacturing, and these apparent conflicts between automated solutions and maintaining a high operational flexibility need to be managed as manufacturing automation will continue to increase on all levels.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


The Relentless Drive Toward Automation
Automation was a foundation of the Industrial Revolution and a known tool for improving competitiveness, especially in manufacturing. There are many reasons to justify automation, such as the increase in labour productivity, reduction in labour costs, mitigation of the effects of labour shortages, reduction or elimination of routine manual and clerical tasks, improvements in worker safety, improved product quality, reduced lead time and the accomplishment of processes that cannot be done manually. These benefits are general and rely on the proper use and implementation of automation. In addition to the broad range of automation success stories leading to breakthrough products, revenues and wealth, history is full of examples of automation misuse with bad social, environmental or economic consequences.
Companies face numerous issues, dilemmas and decision points during the design and development of automated solutions to manufacturing. The trade-offs between costs and capabilities of each specific automated or semi-automated solution are tightly linked to the overall strategy and profile of a given manufacturer. Back in 1969, Skinner pointed out the importance of these operational decisions to a company’s future:
What appears to be routine manufacturing decisions frequently come to limit the corporation’s strategic options, binding it with facilities, equipment, personnel, basic controls and policies to a non-competitive posture, which may take years to turn around.
This is even truer today since flexibility is one of the most sought-after properties in modern manufacturing systems (Jain, Jain, Chan, & Singh, 2013).
The dream combination of efficiency and flexibility has been the basis of discussions for decades within operations management and manufacturing strategy. This dream combination of functional requirements has been met by concepts such as flexible manufacturing systems, advanced manufacturing technology, adaptive manufacturing systems and evolvable production systems, all describing automated solutions providing this combination of flexibility and efficiency to end users.
Efforts from different areas have also been presented to relate flexibility to technology initiatives on a more strategic level. McDermott and Stock (1999) relate Denison and Spreitzer’s (1991) four ideal cultural orientations to the implementation of advanced manufacturing technology (such as automation). The four orientations Group culture, Developmental culture, Rational culture, and Hierarchical culture are positioned in a competing values framework where the first dimension contrasts flexibility with control and stability; and the second dimension in the framework reflects internal versus external focus, where the internal dimension emphasizes the maintenance and improvement of the existing organization, while the external emphasizes competition, adaptation and interaction with the external environment.
It is concluded that an internal orientation (as seen in Group and Hierarchical cultures) was negatively associated with competitive benefits from automation implementation, while at least one type of externally oriented culture (Rational and Development) was positively associated with such benefits.
Still, the challenge of balancing flexibility and aspects such as complexity at the operations management level is ever present (Chryssolouris, Efthymiou, Papakostas, Mourtzis, & Pagoropoulos, 2013) and underexplored (Mishra, Pundir, & Ganapathy, 2014), and few empirically driven studies have been conducted that discuss the actual trade-offs made between flexibility and automation (driving complexity) in operational technology management.
In a review of the literature on the evaluation and selection of advanced manufacturing technologies (such as automation), Goyal and Grover (2012) concluded that very few models have been built to measure the effectiveness of automation. Justification and selection models are also very complex and require large-scale computations, which may make their practical use almost impossible. Also, few models address the fit to the organisational culture, while the importance of finding solutions that best fit the given prerequisites and needs is made clear (Winroth, Säfsten, & Stahre, 2007; Granlund & Jackson, 2013). In response to a lack of easy-to-use methods for making sound automation decisions and selection of automation initiatives, Baines (2004) has developed a nine-step process for technology acquisition, and Thomassen, Sjøbakk, and Alfnes (2014) presented a five-step process for selecting automation technology projects that are designed for simple and efficient use. The process mainly addresses the early phases of the technology selection process and contributes to an improved understanding of how companies can systematically select appropriate automation initiatives.
The aim of this chapter is to detail how the apparent conflicts between automated solutions and maintaining a high operational flexibility is managed throughout specification, implementation and operation in discrete manufacturing companies. It is based on the presumption that automation and digitalisation of manufacturing will continue to increase, changing the scope of industrial automation, and be an even more central part of every manufacturing operator’s, engineer’s and manager’s daily life.
A Study of Automation in Swedish Manufacturing Companies
An interview and workshop study was conducted at the Swedish sites of five international manufacturing companies, previously presented by Wiktorsson, Granlund, Lundin, and Södergren (2016). All five companies were part of large multinational corporations which had product ownership (including research and development, product development, manufacturing and sales) and were manufacturing development organisations with automation experience. One interview was done at each site, involving a total of 15 respondents representing managers, engineers and operators. The interviews focused on operator involvement, collaboration, competence needs and work content throughout three automation phases, preferably for a specific automation case:
-
(1)
Definition, specification and purchasing of automated solutions;
-
(2)
Implementation and test of automated solutions;
-
(3)
Continuous operations and improvement of automated solutions.
Informants were encouraged to provide responses freely. After the interviews, the results were analysed in order to describe any trade-offs between flexibility and automation described during the interviews. Different dimensions of flexibility and different aspects of automation were identified and grouped into six tentative trade-off situations based on statements from the interviewees. These initially identified six trade-off situations were presented as part of a more comprehensive full-day workshop with participation from the companies. The representation in the workshop included managers, operators, union representatives and human resources, totalling 18 individuals. The purpose of the workshop was to facilitate a second round of discussion on the findings from the interviews and to support the definition of more general trade-off situations. After the workshop, the initially described trade-offs were merged and grouped into four more detailed apparent dilemmas by the researcher team.
Apparent Dilemmas in Achieving Flexibility under Automation
This chapter first, as an overview, introduces the general process and associated industrial challenges related to designing automated systems and in particular flexible automated solutions. Each of the following four sections presents one of the four specific witnessed dilemmas in combining flexibility and automation: (1) degree of automation: high competence versus simple tasks; (2) operative staff flexibility; (3) equipment flexibility: standardisation versus customisation; and (4) development flexibility.
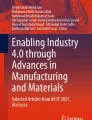
Automation in manufacturing companies includes and involves a broad set of competences and stakeholders. It covers aspects such as technologies, process, methods and organisational solutions. The dual competence areas of designing an automation solution (typically led by manufacturing engineers in collaboration with suppliers) and operating an automated solution (managed by operational staff, maintenance and manufacturing engineers) requires close interaction, as illustrated in Fig. 3.1. This study covered the entire process from system definition, specification and purchasing, through implementation and test, and finally continuous operations and improvement of the automated solutions.

Dual and interacting knowledge areas of design and operation of production systems (Wiktorsson, 2014)
Mapping the Requirement: Solution Space
Flexibility requirements on the production system originate from a company’s business and manufacturing strategy. It can concern delivery capabilities involve aspects such as product range, product mix, volume flexibility and degree of customization. The flexibility requirements on each specific piece of equipment and subsystem is then based on the production system architecture and how it is organised. These requirements are then met by technical solutions, such as automation, in order to achieve productivity, quality, cost, safety or ergonomic benefits. This creates a requirement/solution space, as illustrated in Fig. 3.2.

Requirement/solution space of flexibility and automation
However, the dream combination in the upper right corner in Fig. 3.2, of economic productivity through automation and flexibility capabilities, is linked to a number of trade-offs between costs and capabilities of each specific automated or semi-automated solution. The interviewed companies presented a number of challenges in reaching this ideal situation.
Four out of five companies showed efforts at increased automation. The strategy was, however, not to automate in general or for the sake of automation, but rather to automate when appropriate or profitable. A company not planning to increase its level of automation had had previous experience of too extensive and highly automated solutions leading to overly complex solutions:
At our company we have rather decreased somewhat in terms of automation. Previously we have linked many processes in a flow, for example, blasting, machining and welding. It is difficult to coordinate and leads to many stops, in our experience.
The company representatives themselves, however, realized that their current plans to not further automate were not necessarily a consequence of automation not being suitable in their organisation but rather that previous solutions did not fit the organisational culture and the given context and prerequisites.
The degree of automation also varied within a company between the different production lines and workstations. One company representative gave examples on parts of a fully automated production section, but also manual production:
Our factory has a ‘mixed’ automation strategy. We have three parallel production lines for the manufacture of <product A>; one fully automated, one semi-automated and one manual production line. The company has chosen this strategy because we manufacture many custom product variants, with different demands on size and product properties. Although our aim is to reduce the number of variants, it is our competitive advantage to deliver customized products. Over time, we have gone from manual to fully automated production. Today we turn back a little, and will continue to invest also in the mixed degree of automation.
This comment could also be used to illustrate that to some extent there have been trends in the degree of automation and automation decisions have rather been made on the basis of principles such as “fully automated” without considering the needs and prerequitites in each situation.
However, in several of the management interviews , automation was mentioned as a prerequisite for achieving a certain production volume in an internal global corporate competition. In most cases the driver behind an automation investment was a desire to increase volume or efficiency. The specific timing for the investment was spurred by a current solution’s poor performance, the need for equipment renewal, developing a new product or technology or workplace issues.
In the analysis of the interviews, it was noted that automation in many cases involved a balance of apparent dilemmas, where the operator’s role was key. We identified four different apparent dilemmas between automation consequences and flexibility requirements from a management perspective which are necessary to balance or resolve. The dilemmas were different in nature; their relation to the requirement/solution space are illustrated in Fig. 3.3.

Four dilemmas in combining flexibility and automation
Dilemma 1: Degree of Automation: High Competence Versus Simple Tasks
One classic engineering challenge when it comes to automation decisions concerns what is to be automated and what is to be performed manually. Fitts’s Men-Are-Better-At–Machines-Are-Better-At (MABA–MABA) list from 1951 was created to give guidance in the allocation of functions between humans and machines. However, this viewed automation as an all-or-nothing concept, a perspective that in today’s development of human–robot collaboration and user interface development has become more and more obsolete. Automation is rather used to several different degrees or at different levels of automation, that is, on a fraction of automated functions out of the overall functions in a system. In contrast to the view of automation as an all-or-nothing decision, the level of automation can be described as a continuum, ranging between totally manual and totally automatic operations.
In deciding what to automate and what not to automate, several dilemmas arise. One concerns the handling of increased competence needs, but still the need for simple operator tasks. Automation does in some aspects indisputably create new requirements and increased competence within areas such as programming, mechanics and maintenance, but it also changes work tasks and environment for, and thus the demanded competence of, the operator. Greater operator competence is often needed in the handling and surveillance of automated equipment, but partial automation of production processes sometimes also leads to a situation where operators’ work tasks decrease in number and are relegated to simple and repetitive tasks of filling, feeding and handling. As stated by one interviewee:
A common perception is that robots will eliminate the worst jobs. But sometimes robots actually take over the fun parts; we might as well be honest with that too. We have examples far from the myth that robots relieve the heavy or boring parts of a job.
In automation there is a risk that simple manual steps that are ‘difficult to automate’ will remain in place following automation, so the operator will still have to be on hand to help. These steps can in fact be difficult or too costly to automate because of the high variance in product ranges, nonconformity in goods, tight spaces, the need for visual aids or manual adjustments. An important general choice in automating does, however, stand between advanced and simple work, but it is also not always feasible to automate to the desired extent. Sometimes leaving small portions of work to be performed manually can significantly decrease the overall complexity (and, thus, cost) of an automated system.
Increased automation also calls for new competences which the company itself sometimes cannot handle, leaving the company reliant on third parties to handle its own operations. Some operators do want to learn more and achieve technical excellence, but in some cases they instead find that monotony increases. There are also examples of differing attitudes and competence between different operators, as well as between temporary and permanent staff, sometimes to the extent that it affects operations negatively. Operators usually find that automation relieves the boredom of some operations—but sometimes there is a small group of workers who oppose automation or new work tasks. High flexibility in automated systems, thus, requires operators with both high competence and an ability to perform simpler tasks.
Dilemma 2: Operative Staff Flexibility
As discussed in the previous section, automation leads to requirements for higher and often more specialized operator competence, but from a management perspective, the workforce is also expected to be more flexible in exchanging tasks and handling multiple jobs. When the degree of automation increases, it is not uncommon for the number of staff to decrease and for each person’s work tasks and responsibility areas to increase. For example, often each staff member is simultaneously responsible for several different stations, cells or parts of a production line, but there are also often requirements to move between different responsibility areas. This is often a result of desired workplace rotation and a way to create redundancies in competences, but it is also a result of production planning and variation. Several companies strive to maintain a certain proportion of temporary staff for flexibility and in particular to manage short-term variations in production volume and needs. There were statements describing the challenge to bring in temporary staff for the ‘right’ roles and let the ordinary staff be responsible for the assignments requiring expertise and specialisation:
Our company needs to have a certain proportion of temporary workers to achieve flexibility. The challenge is to bring in temporary staff for the right roles—not for specialized missions.
Related issues mentioned were job rotation and skill development, where labour constraints imposed challenges. In addition, skill development and broader work roles need to come with certain wage effects, which was shown to be difficult to accomplish.
Dilemma 3. Equipment Flexibility: Standardisation Versus Customisation
As highlighted in the introduction, automation is a proven tool for improving competitiveness, especially in manufacturing. Automation is still most common and most efficient in an environment characterised by standardised processes and few variations in manufacturing, although the benefits of automation ranges over a much broader spectrum of applications. However, several companies assert that today’s rapid technology and product development pushes advanced manufacturing technologies and variants being created early in the manufacturing process, challenging standardised processes and automation possibilities. As witnessed by one individual:
Automated systems also have the difficulty of managing an increase in the number of variants. If the number of variants increases, the result is often lower availability and lower utilisation. We aim to have standardized manufacturing with few variations. Meanwhile, technology development and complex products are driving many variants. This also necessitates a balancing act.
Examples were mentioned of where the so-called special variants were excluded from automation, which lowers efficiency since there is a tendency to increase the number of special variants. As stated previously, however, it is not always feasible to automate to the desired extent. Sometimes excluding small parts of operations from automation can also significantly decrease the overall complexity and thus the cost of an automated solution. Some even refer to the Pareto principle, or the 80/20 rule, when it comes to automation in the sense that 80% of the cost comes from automating 20% of the products.
There is a risk that product development will become more removed from production, creating more and more early versions of a process. The internal interaction between production and product development was mentioned as being even more important than increased automation. In companies with high demands for flexibility, automated systems also need to be designed for rapid adaptation and product variation.
Dilemma 4. Development Flexibility
As partly addressed in previous sections, automation and advanced technical development tend to lead to specialisation, expert roles, reliance on external integrators and purchasing functions. However, proactivity and renewal are presumed to be based on a systemic and holistic perspective. Individual interviewees commented on the challenge concerning continuity in the workforce:
A holistic approach to and understanding of the entire process is usually seen as necessary in order to be proactive and improve the system. But automation also leads to expert roles that are developed internally. Key individuals are developed, in many cases educated and engaged operators. The dependence on these individuals may increase. They are also attractive in the labour market or advance into other tasks.
Company representatives also commented on becoming too dependent on suppliers’ technical experts. The skills in those cases are located outside the company. The division of responsibility among supplier, integrator and the customer (the original equipment manufacturer) was experienced as a challenge. Unfortunately, staff working with technical equipment and systems integration and thus having an overview of entire automation system was often not part of automation projects in today’s organisations. This due to lack of acquiring these competences or limited budgets. A high level of flexibility in automated systems, thus, requires both expert skills and holistic perspectives and integrating teams.
Automated complex solutions in dynamic settings require multi-disciplinary teams and broad engagement with a common agenda. However, the roles, functions and (in many cases) different organisations involved in automation solutions are often separately managed with different agendas. The companies involved in this study presented wide variation in the work distribution during the automation process, including internal roles such as production development, production engineering, maintenance, project coordinator and operator teams. A distinction was also made between regular workers and temporary short-term staff, and the effect this has on running highly automated production systems remained unclear. This dilemma was illustrated by one of the companies:
A broad, cross-functional commitment early in the process ensures that the solution will be better in many ways. At the same time, you want project efficiency and clarity of roles and responsibilities.
New technology development and implementation will rely on individual initiatives, new roles and innovative behaviour. However, the functional organisation of companies and unions imposes restrictions and limits freedom. There was variation among the companies on the strictness of the roles of different company functions and how the union’s role was defined and the attitudes and behaviours this led to. In some companies this was not experienced as an issue, but one manager made the following comment:
As some individuals of the operative staff develop and begin to take responsibility for development, sometimes tension arises with the union and their colleagues, according to the principle of ‘the responsibility lies with the employer’.
Flexibility in terms of operators’ participation and ability to take the initiative in the development of new technology, thus, is partly dependent on the work culture, and individual’s perception of whether or not there are fixed restrictions in work roles and responsibility.
Solving the Apparent Dilemmas Using a Technology Management Strategy
Much research points to a need for strategy connected to and supporting the automation development process. Granlund (2014) emphasises that a technology strategy cannot be created in isolation from the corporate objectives and the businesses it is intended to support. Both the business strategies and the organizational cultures are important to consider. Successful automation decisions are made in line with what long-term company aims, are synchronised with the company’s strategies and also fit its capabilities and preconditions. Before investing in advanced manufacturing technology such as automation, a company must first reassess its direction, strengths and weaknesses and develop a strategy for successful implementation.
The central role of automation in improving industrial competiveness relates to the importance of connecting the decision to automate to performance goals and then determine the appropriate level and type of automation for the company’s needs and prerequisites, not the other way around. The key to successful automation thus lies in finding, selecting, acquiring and properly implementing the right type and level of automation in relation to the company’s needs, goals and prerequisites. The process of developing automation, which includes all those steps, is thus a crucial part in determining the success of automation investments and the use of automation. This in turn places great demands on the company’s way of working since it requires that the automation development process be well structured and supported.
Hammer (1990) emphasises that automation technology should be used to help consumers of automation equipment “help themselves” and become less dependent on experts. As noted in the study by Baker and Halim (2007), most companies during warehouse automation projects accept help from consultancy firms, equipment suppliers or a system integrator to complete many of the steps in the development process. Hax and Majluf (1991) address the extent to which a firm will rely on third parties as one of the strategic decisions that is linked to technology management and hence needs to be actively addressed. On the same note, Baines (2004) emphasises a rigorous supplier selection due to its large impact on the automation development process and that process’s outcome.
The five companies participating in this study were found to balance the four dilemmas discussed here in different ways throughout the three automation phases previously described as they implemented their automation strategies. During the workshop specific examples of positions taken in connection with these four dilemmas were discussed, and the dilemma framework served as a basis for the discussion of automation strategies and technology management in the workshop and further dialogues with the companies.
One additional dilemma that was discussed, but not as clearly detailed or more ambiguously described in the interviews, was the balance between following a strategy versus being ‘situation optimal ’. This dilemma was indicated by the expressed dilemmas between sticking to one’s own approach to automation versus buying standard solutions and the dilemma between policies of staying ahead and developing pre-engineering technologies versus automating with a specific solution when the situation calls for it.
Conclusions and Future of Automation
Automation means using technology to carry out a process or procedure without human assistance. However, many automated systems in manufacturing include devices and techniques that involve a mix of self-action and human intervention. This means that a key feature of automated technology is that it is to be used together with or supported by humans. Another characteristic of automation is that it concerns the physical flow of materials (mechanisation) as well as the flow of information (computerisation). These two dimensions are often integrated as computerised technologies often control and support mechanised technologies.
Empirical Conclusion
This chapter details how dilemmas between automated solutions and maintaining high operational flexibility is managed throughout specification, implementation and operation of automated solutions in discrete manufacturing companies. The interview-based study illustrated which parts companies automate, the strategic consideration among, for example, flexibility, quality and delivery, and actions taken for technical and competence development within the companies. The four identified trade-offs, or dilemmas, further illustrate the ambidextrous behaviour of efficiency and flexibility needed in today’s manufacturing operations (Kortmann, Gelhard, Zimmermann, & Piller, 2014). The flexibility needs in the identified dilemmas also cover different perspectives of flexibility—for example competence/skill, product flexibility, volume flexibility, organisation. Finally, it illustrates the importance of investments in high-end manufacturing competence within today’s manufacturing companies.
Further studies are needed on each of the dilemmas and their respective origins, nature and consequences. The specific link to each type of flexibility (e.g. variant, mix, volume) is also a subject for further research. Technological development as well as management practice can both eliminate apparent dilemmas or at least minimise their consequences. Further studies can contribute to a decision support instrument and discussion base for the development of an automation strategy and roadmap to manage the dilemmas between automation and various types of flexibility.
Future of Automation
The scope of industrial automation is shifting. The first wave of automation was based on mechanization, the second on the use of microprocessors in industrial applications, while the current wave of automation is based on extreme information availability, cyber-physical systems and data analytics (Larsson, Wiktorsson & Cedergren, 2014). As stated by Andreessen (2011):
Six decades into the computer revolution, four decades since the invention of the microprocessor, and two decades into the rise of the modern Internet, all of the technology required to transform industries through software finally works and can be widely delivered at a global scale.
The global market of industrial automation is large, profitable and growing. Annual global revenues total $155 billion, $72 billion for factory automation and $83 billion for process automation. The expected growth rate for industrial automation is 50% above the growth of general industrial production indices (compared to 30% in previous years), and the margin is 4% higher in industrial automation than the global industrial average (Credit Suisse, 2014). In the world’s largest manufacturing economy, China, there are signs of labour shortages at the low end that will create upward pressure on wages (Wiktorsson et al., 2016). This, it is believed, will cause automation investment to accelerate.
In response to this third wave of automation based on the Internet of Things, cloud computing and big data analytics, industries, researchers and governments have launched initiatives and development platforms. The declaration of the German government’s large-scale investment Industrie 4.0 reads: “Germany is preparing the fourth industrial revolution based on the Internet of Things, cyber-physical production systems, and the Internet of Services - in strong industrial applications ...” SAP, Siemens, Bosch, the automotive industry and research institutions are all involved in the project—from engineers to business management. The 4.0 refers to the idea that the world has gone through three industrial phases and the fourth coming, based on cyber-physical systems, combinations of the Internet, embedded digital technology and the management of large amounts of data. Discussions are held on the nature of transformation. However, in observing manufacturing’s transformation, it appears that no disruptive event will transform industry into smart manufacturing or usher in the fourth industrial revolution. Rather, we observe a gradual shift toward more IT-supported business where flexibility and automation are less a dilemma and more a reality.
References
Andreessen, M. (2011, August 20). Why software is eating the world. The Wall Street Journal. Available online https://www.wsj.com/articles/SB10001424053111903480904576512250915629460. Accessed 1 June 2017.
Baines, T. (2004). An integrated process for forming manufacturing technology acquisition decisions. International Journal of Operations & Production Management, 24(5), 447–467.
Baker, P., & Halim, Z. (2007). An exploration of warehouse automation implementations: cost, service and flexibility issues. Supply Chain Management: An International Journal, 12(2), 129–138.
Chryssolouris, G., Efthymiou, K., Papakostas, N., Mourtzis, D., & Pagoropoulos, A. (2013). Flexibility and complexity: Is it a trade-off? International Journal of Production Research, 51(23–24), 6788–6802.
Credit Suisse. (2014). Global Industrial Automation. The Credit Suisse Connections Series. August 14, 2012. Available online https://plus.credit-suisse.com/researchplus/ravDocView?docid=1PXntk. Accessed 1 June 2017.
Denison, D. R., & Spreitzer, G. M. (1991). Organizational culture and organizational development: A competing values approach. Research in Organizational Change and Development, 5, 1–21.
Goyal, S., & Grover, S. (2012). Advanced manufacturing technology effectiveness: A review of literature and some issues. Frontiers of Mechanical Engineering, 7(3), 256–267.
Granlund, A. (2014). Facilitating automation development in internal logistics systems. Mälardalen University Press Dissertations No. 150.
Granlund, A., & Jackson, M. (2013). Managing automation development projects—A comparison of industrial needs and existing theoretical support. In The 23rd International Conference on Flexible Automation and Intelligent Manufacturing, 26–28 June, 2013, Porto, Portugal.
Hammer, M. (1990). Reengineering work: Don’t automate, obliterate. Harvard Business Review, 68(4), 104–112.
Hax, A. C., & Majluf, N. S. (1991). The strategy concept and process: A pragmatic approach. Englewood Cliffs, NJ: Prentice Hall.
Jain, A., Jain, P. K., Chan, F. T. S., & Singh, S. (2013). A review on manufacturing flexibility. International Journal of Production Research, 51(19), 5946–5970.
Kortmann, S., Gelhard, C., Zimmermann, C., & Piller, F. T. (2014). Linking strategic flexibility and operational efficiency: The mediating role of ambidextrous operational capabilities. Journal of Operations Management, 32, 475–490.
Larsson, Ö., Wiktorsson, M., & Cedergren, S. (2014, September 16–18). The third wave of automation: Critical factors for industrial digitization. In 6th Swedish Production Symposium SPS 2014. Sweden: Chalmers University.
McDermott, C. M., & Stock, G. N. (1999). Organizational culture and advanced manufacturing technology implementation. Journal of Operations Management, 17, 521–533.
Mishra, R., Pundir, A. K., & Ganapathy, L. (2014). Assessment of manufacturing flexibility—a review of research and conceptual framework. Management Research Review, 37(8), 750–776.
Thomassen, M. K., Sjøbakk, B., & Alfnes, E. (2014). A strategic approach for automation technology initiatives selection. In Grabot et al. (Ed.), APMS 2014, Part III, IFIP AICT 440 (pp. 288–295).
Wiktorsson, M. (2014). Consideration of legacy structures enabling a double helix development of production systems and products. In E. Henriques, P. Peças, & A. Silva (Eds.), Technology and manufacturing process selection: The product life cycle perspective. New York: Springer.
Wiktorsson, M., Granlund, A., Lundin, M., & Södergren, B. (2016). Automation and flexibility: Exploring Contradictions in manufacturing operations. In 23rd EurOMA Conference, June 17–22, 2016, Trondheim, Norway.
Winroth, M., Säfsten, K., & Stahre, J. (2007). Automation strategies: Existing theory or ad hoc decisions? International Journal of Manufacturing Technology and Management, 11(1), 98–114.
Acknowledgments
The authors gratefully acknowledge the contributions from all the participants in the companies that took part in the study. The financial support from VINNOVA to the “Flaggskeppsfabriken” project is also greatly appreciated. This research was performed in the context of the XPRES framework at Mälardalen University.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this chapter
Cite this chapter
Wiktorsson, M., Granlund, A., Lundin, M., Södergren, B. (2017). Automation and Flexibility: An Apparent or Real Dilemma?. In: Backström, T., Fundin, A., Johansson, P. (eds) Innovative Quality Improvements in Operations. International Series in Operations Research & Management Science, vol 255. Springer, Cham. https://doi.org/10.1007/978-3-319-55985-8_3
Download citation
DOI: https://doi.org/10.1007/978-3-319-55985-8_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-55984-1
Online ISBN: 978-3-319-55985-8
eBook Packages: Business and ManagementBusiness and Management (R0)