
Abstract
A new family of cast Al–Fe-based eutectic alloy system with Zn and Mg as strengtheners through precipitation has been developed and validated for use in structural automotive applications. High-vacuum high-pressure die casting (HV-HPDC) was used in the casting of structural plates using the Nemalloy HE700 alloy. Typically, HPDC cast components exhibit anomalously large grains in the cast microstructure termed as pre-solidified grains (PSG). These PSG did not present themselves as a critical defect until structural castings were manufactured with this process route. The PSGs in the as-cast microstructure shall be characterized through quantitative metallography and the effects of varying shot interval delays shall be presented.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
In recent years, there has been a positive shift in the automotive industry towards increasing fuel efficiency of vehicles and reducing CO2 emissions within the manufacturing processes for automotive components, vehicle operation, and vehicle end-of-life. To achieve these stated objectives, automakers are exploring alternative material choices apart from the traditional advanced high-strength steels (AHSS) used for structural vehicle components. Ghassemieh noted that automakers are investigating cost-effective substitutions of steel for components with aluminum, composites, and foams [1]. Ghassemieh also estimates that the fuel economy of a vehicle will increase by 7% for every 10% reduction in weight, which in turn will also reduce 20 kg of CO2 emitted by a singular vehicle [1]. Therefore, material selections that meet modern-day safety requirements as well as provide adequate strength for structural applications are of utmost importance.
Bassan, Lahaye, and Goede from Hydro Deutschland GmbH reported that the total average aluminum content in European vehicles was 132 kg in 2005 with further analysis revealing that this aluminum content was in components such as the powertrain, chassis and suspension, and the car body [2]. As vehicles are becoming more efficient and with the rising market of electric vehicles, the replacement of steel components with more lightweight materials is ever-growing. As such, to keep up with the global strategy of developing Al alloys and innovative processes for lightweighting, a new group of cast Al–Fe-based eutectic alloy system named the Nemalloy HE700 alloy; with Zn and Mg additions for precipitation strengthening has been established and validated for utilization in structural automotive components. The alloy system was manufactured using high-pressure die casting (HPDC) as this process allows for increased and more economical production rates while enabling the fabrication of parts with complex shapes and geometries. In the HPDC process, molten liquid metal is poured into a shot sleeve typically made of steel where it is then injected at high velocity and pressure through a gating system towards a die cavity. The metal then solidifies rapidly, and a final cast product is produced. However, there are some drawbacks to the HPDC process as defects, such as entrapped air particles leading to porosity formation, hot tearing, or shrinkage bands, can arise and lead to unfavourable cast part quality and performance. But, with porosity being a prominent issue within HPDC, structural components were not able to be manufactured with this process route. As such, the high-vacuum high-pressure die casting (HV-HPDC) process was adapted. HV-HPDC operates in the same way as the traditional HPDC process, however, with the difference being that the die cavity is evacuated using a high-powered vacuum which reduces the chance for porosity formation and allows for improved quality of near-net-shaped cast products for structural applications.
Near-net-shaped cast products manufactured through HPDC often demonstrate large anomalous grains within the cast microstructure that are known as pre-solidified grains (PSG) or externally solidified crystals (ESC). These PSG arise from unwarranted solidification beginning in the shot sleeve filling stage and flow with the molten metal as it is injected toward the die cavity where they distribute within the cast part. PSGs existed within cast microstructures but were not of concern until structural components were able to be manufactured using HV-HPDC. Bi, Xiong, Li, and Guo developed a numerical fluid-particle model coupled with experimentation to characterize the flow of particles within the HPDC filling process and suggested that defect bands within the cast material formed where two solidification fronts came in contact with each other, including fronts originating at the skin layer and PSG regions [3]. Additionally, they reported that ESCs with larger volumes were typically found more at the center of the sample and part geometry also played an important role in the final distribution of ESCs [3]. Gourlay, Laukli, and Dahle stated that the typical volume fraction of ESCs in components produced by HPDC is approximately 30% and is able to be manipulated to an extent by changing variables such as shot delay intervals, heating or insulating the shot chamber, or altering the fill fraction in the shot chamber [4]. They also investigated the microstructures of three alloys, AM60, AZ91, and AlSi7Mg, manufactured through HPDC and observed globular-rosette morphologies for the α-Al grains within the microstructures for each but the size of the grains in AlSi7Mg was smaller in comparison and was encircled by a matrix of Al-Si eutectic [4]. Common microstructures at various points within an AlSi7Mg casting can be found in Fig. 1.

Common microstructures of AlSi7Mg at a the inside of the defect band and b at the center of casting [4]
As can be seen in Fig. 1, the α-Al grains are those which exhibit a globular-rosette morphology and are light gray in colour while the areas which are black in colour are the Al-Si eutectic and intermetallic phases [4].
In the case of this paper, Nemalloy HE700 alloy and AlSi7Mg (also known as Aural-5) samples produced with varying shot delay intervals were investigated experimentally to determine the effect of PSG and distribution throughout the cross sections of the plates. Average grain size analysis and a 2-D distribution of PSG across the cross sections of the cast samples of interest were performed using the ImageJ Fiji analysis tool to understand the effect of shot delay intervals on the microstructure.
Experimental Procedure
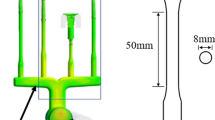
Shot profile parameters for both HE700 and Aural-5 with varying delays can be found in Table 1 along with the Aural-5 composition in Table 2. A three-step plate casting part geometry, shown in Fig. 2a, was created as part of a series of casting trials produced at CanmetMATERIALS using the Bühler Carat-type 1200-ton high-vacuum high-pressure die casting press. Each step in the cast geometry has a differing thickness of 3, 2.5, and 2.3 mm which can be seen in Fig. 2b. Casting trials with delays between shot intervals were carried out to investigate the behaviour and distribution of PSG within the plate cross sections. For this paper, samples from both Aural-5 and Nemalloy HE700 alloys with a no-delay 7 s delay interval were explored.

a Photograph of typical casting shot. b Step-plate dimensions and varying thicknesses with sample locations for analyses
Following the casting trials, the step-plate sections from each of the casting shots were separated from the remaining geometry and a bandsaw was used to cut samples as shown in Fig. 2b from the edge and centers of each step plate of varying thickness. The cross-section face was chosen as the viewing orientation for analyses using a light optical microscope. Samples were cold mounted and standard metallography steps of grinding, polishing, and etching were performed. Kroll’s reagent was used as the etchant for investigation as it allowed the primary Al grain structure to be revealed and provides a distinct contrast between the primary structure and the intermetallic/eutectic phases within the microstructure.
Results
Observations and a detailed log of shot profile parameters made throughout the casting trials deemed the casting quality of both the Nemalloy HE700 and Aural-5 alloys to be satisfactory with no visible defects and appropriate cast quality for investigation. Typical low magnification images across the entire cross sections of both the Aural-5 and HE700 alloy with no-delay were obtained using a light optical microscope and can be found in Fig. 3.


a Typical low magnification image of a no-delay HE700 casting with 3 mm plate at the bottom, 2.5 mm plate in the middle-, and 2.3-mm plate at the top b no-delay Aural-5 casting with same plate orientation
In Fig. 3, a vast distribution of grain size and morphology can be seen across both 3 mm cross sections. Evidence of the existence of PSG, characterized by large Al grains with an equiaxed dendritic morphology (~100–1000 μm), can be seen in the low magnification image above with large grains commonly present in the center of the specimen. Additionally, a noteworthy point is that single defect bands can be seen in the Aural-5 alloy as it is primarily an Al-Si-based alloy, whereas multiple defect bands are visible within the HE700 alloy as it is a hypoeutectic alloy. Past works done by Gourlay, Laukli, and Dahle (2004) mention that defect bands present within Al-Si alloys are frequently bands of segregation and can be manipulated through varying casting conditions or alloy compositions which in turn can also change the location of the bands [5]. Furthermore, the origins of these defect bands are in-line with experiments performed by Bi, Xiong, Li, and Guo, as solidification fronts from the skin layer, the already-formed ESC particles, and the center of the castings are meeting together to form distinct bands seen within the microstructure [3]. Moreover, the ESC distribution is mainly within the center of the sample, and this can be further verified by looking at the higher magnification images of the cross sections attained through light optical microscopy in Fig. 4. It is to be noted that the Aural-5 alloy also had PSGs within the microstructure as well, but on a higher scale and this presence of PSGs in both alloys is also highlighted in Fig. 4a, b.

High magnification images of 7 s delay plate cross sections of a HE700 and b Aural-5 with 3 mm cross section at the bottom, 2.5 mm in the middle, and 2.3 mm at the top
In the higher magnification images shown in Fig. 4, it can be observed that while there is an increased level of PSGs with large dendritic equiaxed morphologies, they are surrounded by the darker eutectic and intermetallic areas and α-Al with a globular-rosette morphology as seen by Gourlay, Laukli, and Dahle in Fig. 1 [4]. Image analysis using Fiji was performed on the cross sections as shown above in Figure $ and % to measure the average grain size in the skin and center of the samples and to determine the size of the skin and center bands. It was found that the average grain size of the no-delay samples was ~10–15 μm while the 7 s delay samples had an average grain size of ~20–30 μm. The size of the skin band in the Aural-5 no-delay samples was typically measured to be ~200–250 μm while the HE700 sample skin band had a typical size of ~300–350 μm. The locations of these skin bands were measured to be around ~1100–1300 μm from the center of the cast. For the 7 s delay samples, the skin band for the HE700 alloy was typically around ~200–250 μm and ~00–350 μm for the Aural-5 samples. Locations of the skin bands for the 7 s delay samples were found to be ~2100–2400 μm from the centers of the castings. Additionally, a 2-D distribution of PSGs across each cross section of both alloys and series of delays was in order to effectively characterize the nature of PSGs within a cast microstructure when an essential variable such as shot delay is manipulated. Outlined images of isolated PSGs within the 3 mm cross section of both high-delay alloys, followed by the generated distributions using subsequent isolated images across all cross sections of the samples, can be found in Fig. 5. Furthermore, through the same process, it was calculated that the primary Al percentage for the HE700 7 s delay samples was around 50–55% with PSG percentage ranging from 15 to 20%, whereas for the Aural-5 sample the PSG percentage was measured up to 25%. In the case of the no-delay samples, the PSG percentage varied from 4 to 10%.

a Example of isolated PSG thresholding for HE700 7 s delay 3 mm cross section used for distribution analysis. b Example of isolated PSG thresholding for Aural-5 7 s delay 3 mm cross section used for distribution analysis. c PSG distribution plot for HE700 no-delay cross sections. d PSG distribution plot for Aural-5 no-delay cross sections. e PSG distribution plot for HE700 7 s delay cross sections. f PSG distribution plot for Aural-5 7 s delay cross sections
With reference to Fig. 5b–e it is possible to see that the presence and content of PSGs within the no-delay and 7 s delay cast microstructures differ significantly. Within the no-delay microstructures the dispersion of PSGs across the cross sections is not as severe as that seen in its higher delay counterpart and is generally localized near the centers of the castings. On the other hand, the higher delay microstructures have PSGs scattered throughout the cross sections with a high percentage of PSGs within the center. Another notable disparity is the volume of PSGs seen in the Aural-5 high-delay sample which is observable in Fig. 3b. This striking difference along with the variations in PSG percentage of both samples can be attributed to solidification characteristics and compositional differences (composition of Aural-5 can be found in Table 2). In the case of both the HE700 and Aural-5 alloy, the difference in the appearance of multiple versus singular defect bands is due to the nature of both alloys. With HE700 being a hypoeutectic alloy, the added minor components (such as the mentioned Zn and Mg, etc.) precipitate at different temperature ranges than the Aural-5 (Al-Si-based eutectic alloy), thus causing multiple banding effects to occur across the cross section as can be validated visually in Fig. 3a and with the distribution plots in Fig. 5b–e.
Summary
The study has shown that although the existence of PSGs is not entirely foreign, their presence within cast microstructures is imperative to understand in order to produce viable structural cast components for automotive use with the HV-HPDC process route. Additionally, the content of PSGs was able to be manipulated to an extent by changing variables such as shot delay intervals. Moreover, the compositional natures of the new family of cast Al–Fe eutectic alloys versus that of Aural-5 proved to play a vital role in the formation and number of defect bands within the microstructure.
References
G. Elaleh: New Trends Dev. Automot. Ind., 2011, pp. 265–394.
H.D. Gmbh and D. Bassan: pp. 101–14.
C. Bi, S. Xiong, X. Li, and Z. Guo: Metall. Mater. Trans. B, 2016, vol. 47, pp. 939–47.
C.M. Gourlay, H.I. Laukli, and A.K. Dahle: Metall. Mater. Trans. A, 2007, vol. 38, pp. 1833–44.
C.M. Gourlay, H.I. Laukli, and A.K. Dahle: Metall. Mater. Trans. A, 2004, vol. 35, pp. 2881–91.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Aziz, T., Phillion, A., Shankar, S., Sadayappan, K. (2022). Understanding Pre-solidified Grains in Structural Castings of Nemalloy HE700 Experiments. In: Eskin, D. (eds) Light Metals 2022. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-92529-1_20
Download citation
DOI: https://doi.org/10.1007/978-3-030-92529-1_20
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-92528-4
Online ISBN: 978-3-030-92529-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)