
Abstract
Residual stress is induced in a workpiece’s surface layer by machining, which badly affects the components’ static strength, fatigue strength, and corrosion resistance. In this study, experiments are conducted based on a response surface methodology (RSM) using Box - Behnken experiment design. Surface residual stress measured by the X-ray diffraction method and the test results were analyzed using variance analysis. The paper proposes a mathematical model of the influence of cutting parameters such as cutting speed, feed rate, depth of cut on surface residual stress.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Stainless steel is widely used in life as home appliances, medical, food, aerospace industry. It has good mechanical and physical properties, such as beautiful shape, high hardness, resistance to corrosion and good heat resistance. However, stainless steel also has many disadvantages such as high shear force, high cutting heat, high hardness and easy to lead to BUE and BUL, which is the cause of low productivity and increased wear, poor surface quality. Stainless steel is typical of difficult material to machining.
The term ‘surface quality’ was introduced in the 60s of the last century and is increasingly focused on production worldwide [1]. Surface quality has a significant impact on part performance, including the state and properties of a machined surface. In general, surface quality is determined by the mechanical, physical, chemical and topological characteristics of the surface properties such as changes in roughness, hardness, structure and residual stress, ext [2]. Surface roughness and residual stress are often considered one of the most critical surface quality [3].
In general, residual stresses in conventional machining processes are caused by three sources, including thermal and mechanical loads and metallurgical transformations [4]. Mechanical loads are created by contact and compression between tool and workpiece and lead to mechanical plastic deformation on workpiece machining. These deformations produce residual compression stress. Besides, the plastic deformation created by the thermal load is responsible for generating the residual tensile stress. Residual stress prediction has been a research topic since the 1950s. Most of the initial research efforts to determine the effect of machining on residual stress are experimental, learn about the fundamental mechanism that generates residual stress when machining, and model the relationship between machining conditions, material properties with machining residual stress [5]. Investigations were presented in [2, 6, 7], the authors report the residual stress on the surface after machining for highly soft steel is primarily the tensile stress. Capello [8] analyzed the effect of feed pitch, tooltip radius, cutting depth and inlet angle on residual stress formation along the axial direction on different steels, concluding that feed and radius tooltips are the main parameters for controlling residual stress at turning. In this case, the cutting speed is not taken into account in the experiments. The effect of shear parameters in the principal stress direction is also not evaluated. The same stainless steels were analyzed by Outeiro et al. [9] but again, their assumption of the direction of stress in terms of the sheer speed and the vehicle’s pitch as to the primary stress direction. It is not clearly demonstrated in the case of surface residual stress. On the other hand, they found that the external stress in the direction of the cutting rate as the cutting rate increases, indicating a trend opposite to the movement of other authors such as Jang et al. [6] stainless steel AISI 304 and Navas et al. in [10] in AISI 4340 steel, among others.
As mentioned above, not only the effects of machining parameters on residual stress have not been studied extensively, but the studies also give different results in previous works. It can say that the machining residual stress state of AISI 304 varies significantly under various machining conditions. Also, there are no comprehensive studies to evaluate the effect of this alloy’s machining parameters on residual stress state.
Therefore, the purpose of this study is to evaluate the residual surface stress upon turning AISI 304.
2 Experimental Procedure
2.1 Machining Experimental
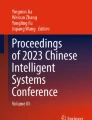
The experiment was conducted on MORI SEIKI-SL253 CNC lathe, the capacity of 4.5 KW, maximum spindle rotation number is 4500 rpm (Fig. 1).
Residual stresses were determined through the XRD method. X-ray powder diffraction (XRD) patterns were obtained on a Rigaku D/Max 2500/PC diffractometer with a Cu Kα radiation. Samples after machining on CNC lathes. After being processed, these samples will be analyzed for X-ray analysis using Anode radiation of Cu - Ka1 with a wavelength of l = 1.54051 Å. The obtained XRD diagrams will be calculated and considered to determine the residual stress. From XRD analysis schematic. Data were processed by MDI Jade 6.5 software to get angle 2, intensity Peak, distance d, and Width Scherrer (FWHM).
2.2 Material and Tools
Cutting tool Sanvik DCMT 11 T3 04 - MF 2220 coated with CVD Ti (C, N) + Al2O3 + TiN, workpiece AISI 304 size 50 × 200 mm (Fig. 2).
The material used in this experiment is a type of steel with better corrosion resistance and heat resistance than ordinary carbon steel, austenitic stainless steel AISI 304. This is a difficult material to process due to its low thermal conductivity, high mechanical and physical properties. The chemical compositions are listed in Table 1.

Machining experimental

Cutting tool
3 Results and Discussion
Experiments were performed according to the parameters given in Table 2, selected research with 3 factors, 3 levels and conducted according to the Box-Behnken method including 15 experiments, the least number of experiments to the second-order polynomial regression model.
X-ray analysis results of an AISI304 stainless steel sample processed by XRD MDI Jade 6.5 data processing software.
From XRD analysis schematic. Data were processed by MDI Jade 6.5 software to obtain parameters such as angle 2, intensity Peak, distance d, Width Scherrer (FWHM) (Fig. 3).

X-ray analysis results of an AISI304 stainless steel sample processed by XRD MDI Jade 6.5 data processing software.
Calculation results of ressidual stress of AISI 304 stainless steel when turning on CNC Lathe are shown in Table 3.
The study used Minitab 18 software to analyze the cutting parameters to surface residual stress by the Box-Behnken method to evaluate the effect of cutting parameters on surface residual stress. The R-sq = 91,61% for the quadratic and power model is high enough to obtain reliable estimates. Analysis of the influence coefficients of the surface residual stress of workpieces with cutting parameters (V, f, t) is given in Eq. (1):
Results of ANOVA in Fig. 4 indicate that feed rate is the statistically significant turning process parameters that affect the response variables chosen for this experiments or overall performance characteristics.

Mean Plot effect for residual stress
Modeling of the influence of cutting parameters on surface residual stress is shown in Fig. 5, 6 and 7.
Increasing the feed rate and cutting depth in three cases brings about an increase in residual stresses.

Residual stress at v = 230 mm
Increasing the cutting speed has the same effect which is nevertheless inferior to that of feed rate.
Figures 5 and 6 show that if the depth of cut increases t ≥ 0.8 mm it will give residual stress value σ ≥ 500 Mpa. According to the specification of AISI304 in [11], the material’s tensile strength below 515 Mpa will result in surface damage.

Residual stress at = 260 mm
When the depth of cutting t is low (0.1 mm ≤ t ≤ 0.25 mm), the residual surface stress tends to decrease in all three feed rate cases, while when t is high from t ≥ 0.25 mm, the residual increases with increasing feed rate.

Residual stress at v = 290 mm
4 Conclusion
This study experimentally assesses the effect of cutting parameters on surface residual stress when turning AISI 304. The study draws the following conclusions:
The quality of the surface after machining greatly influences the performance of the part, so any relevant information between the machining parameter and the mechanical state of the surface is valid.
For materials with high ductility after machining, the measured stresses are usually in the tensile state.
The increase in either feed rate or cutting speed affects the increase in residual stress.
High cutting speed, low cutting depth lead to decreased surface residual stress.
References
Wu, Q.R., Lu, J.P., Chen, X.P., Jiao, S.C.: The influence of cutting parameters on residual stress distribution during turning of 20Cr2Ni4 steel. In: IEEE International Conference on Industrial Engineering and Engineering Management, pp. 1574–1578, December 2016. https://doi.org/10.1109/IEEM.2016.7798142
Jang, D.Y., Liou, J., Cho, U.: Study of residual stress distribution in the machined stainless steel components. Tribol. Trans. 37, 37–41 (1994). https://doi.org/10.1080/10402009408983334
Umbrello, D., Filice, L.: Improving surface integrity in orthogonal machining of hardened AISI 52100 steel by modeling white and dark layers formation. CIRP Ann. Manuf. Technol. 58, 73–76 (2009). https://doi.org/10.1016/j.cirp.2009.03.106
Davim, J.P.: Machining Fundamentals and Recent Advances (2008)
Su, J.: Residual stress modeling in machining processes. Mechanical Engineering, Ph.D., p. 186 (2006)
Jang, D.Y., Watkins, T.R., Kozaczek, K.J., et al.: Surface residual stresses in machined austenitic stainless steel. Wear 194, 168–173 (1996). https://doi.org/10.1016/0043-1648(95)06838-4
Matsumoto, Y., Barash, M.M., Liu, C.R.: Effect of hardness on the surface integrity of AISI 4340 steel. J. Manuf. Sci. Eng. Trans. ASME 108, 169–175 (1986). https://doi.org/10.1115/1.3187060
Capello, E.: Residual stresses in turning: Part I: influence of process parameters. J. Mater. Process. Technol. 160, 221–228 (2005). https://doi.org/10.1016/j.jmatprotec.2004.06.012
Outeiro, J.C., Dias, A.M., Lebrun, J.L., Astakhov, V.P.: Machining residual stresses in AISI 316L steel and their correlation with the cutting parameters. Mach. Sci. Technol. 6, 251–270 (2002). https://doi.org/10.1081/MST-120005959
Navas, V.G., Gonzalo, O., Bengoetxea, I.: Effect of cutting parameters in the surface residual stresses generated by turning in AISI 4340 steel. Int. J. Mach. Tools Manuf. 61, 48–57 (2012). https://doi.org/10.1016/j.ijmachtools.2012.05.008
Steels, A.: Stainless Steel Grade Datasheets (2013)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Tran, VH., Pham, VB., Tran, VD. (2021). Modeling of the Effect of Cutting Parameters on Surface Residual Stress When Turning of 304 Austenitic Stainless Steel. In: Long, B.T., Kim, YH., Ishizaki, K., Toan, N.D., Parinov, I.A., Vu, N.P. (eds) Proceedings of the 2nd Annual International Conference on Material, Machines and Methods for Sustainable Development (MMMS2020). MMMS 2020. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-69610-8_23
Download citation
DOI: https://doi.org/10.1007/978-3-030-69610-8_23
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-69609-2
Online ISBN: 978-3-030-69610-8
eBook Packages: EngineeringEngineering (R0)