
Abstract
Nowadays in Europe, an exhausted extinguishing powders (EEP) industrial recovering process is still missing, fertilizer demand is increasing, phosphorous is a critical raw material. In this perspective, an EEP treatment pilot plant was realized, allowing the recovery of a high-value, non-renewable raw material, phosphate, transformed into fertilizers. This case study offers an example of circular economy and industrial symbiosis in the chemical industry (EEP are valorised as secondary raw materials in another sector, otherwise disposed of as special waste and not recovered) and highlights how to tackle with chemical processes using waste as secondary raw material. The boundaries choice between first and second life and on how to assess processes comparative analyses are the main critical points to deal with. The innovative PHOSave process is based on a mechanical treatment, a washing phase with an aprotic solvent and a biological treatment. To evaluate its environmental feasibility an LCA study was performed at the design stage. The scenario considered is from cradle-to-gate, from the collected EEP to the micro-fertilizer produced. Life cycle impact assessment of the innovative PHOSave process, using the CML impact method, has demonstrated that solvent choice for the washing phase has a huge influence on the overall environmental performance; in any case, the highest burden comes from the granulation phase.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
The extinguishing powders (EP) are probably the most common extinguishing agents and are classified on fire classes in the following categories of “ABC” Polyvalent Powder, and “BC” Powder or Special Powders. The “ABC” polyvalent powders are the most widespread in the market and are composed of mono-ammonium phosphate (MAP), ammonium sulfate (in various concentrations), colouring additives, fluxing agents, and a silicone-based additive to make the powder water-repellent. The main sources of raw materials (such as mono-ammonium phosphate) is from outside Europe (in particular from Russia and North Africa). These raw materials are also used in agriculture (such as fertilizers) due to their specific nature of releasing nitrogen and phosphorus. The transformation process of the raw material in ABC extinguishing powders involves the micro-grinding (pulverization) of phosphate and sulfate, and the addition of additives (such as silicone oils) to ensure flowability and water-repellent features. This also makes the recovery of “waste dry powder” very critical in that it minimizes the possibility of ennobling raw materials such as phosphate.
One of the main goals of the PHOSave process, developed by an Italian SME, is to achieve a solution to the problem of exhausted extinguishing powders (EEP) allowing the recovery of a high-value, non-renewable raw material (phosphate) in an almost pure form. This aim is accomplished through an innovation process that removes silicone from EEP via a treatment involving solvents and magnetic separation.
Exhausted EP (EEP) are classified as special wastes due to the presence of heavy metals and additives, and the very fine particles that compose the powders (99% are under 0.250 mm, with at least 40% under 0.040 mm). In Europe, a real industrial recovering process of extinguishing powders is not yet in place, and this fact raises issues concerning pollution control and environmental safety. Indeed, currently some farms distribute the extinguishing powders directly onto the field via a manure spreader.
Illegal processes of disposal or reuse of exhausted EPs are currently happening in all of Europe. In fact, often the maintenance company staff illegally disposes of and/or reuse exhausted extinguishing powders resulting in enormous environmental damages. Further, legal obligations (i.e. the replacement of the extinguishing agents every 36 months) are often disregarded with serious consequences for social safety and producers as well; indeed, they sell less material than what would be necessary for correct human safety and market efficiency. This adversely affects maintenance companies also. Trade association official data show that in Italy there are about 18 million kilograms of dry exhausted powder not regularly disposed of. This is in part because of the prohibitive costs (a good part of which is due to transport). The estimates at the EU level indicate that 36 million kilograms should be the annual quantity of exhausted extinguishing powders to be treated and disposed of ESPP (2017). However, the new EU Fertilizing Productions Regulation (FPR), which is now finally published in the EU Official Journal of 25th June (EU 2019), opens the European market for recycled fertilizers and hopefully will put an end to illegal EEP disposal or reuse processes.
In the present chapter, the market relevance of the fertilizer production industry is sketched to highlight the urgent need of saving primary phosphorous whose reserves are limited. To accomplish this goal is vital to devise economic and environmentally sustainable recovery processes of phosphorous from waste streams.
Seeing the annual volume production of EEPs, their recovering could be a valid substitute for fertilizers from primary raw materials. An extensive literature on LCA of fertilizers is here reviewed for comparison purposes. Then, the LCA evaluation of the new process is discussed in some detail, and finally, a critical perspective commented.
2 Fertilizers’ Production Industry
To meet the growing demand for crops, more fertilizer will be required and in an improved nutrient balance. After a drop in 2015/16 (by about 1.0%) to 181 million tons (Mt) nutrients, world fertilizer demand is anticipated to recover in 2016/17 (+2.9%) to 186 Mt (Heffer and Prud’homme 2016).
The contraction in fertilizer demand of 2015/16 has been caused by the economic slowdown in many emerging and developing countries, by persistently low international prices for most agricultural commodities, and by dry conditions across South Asia, Southeast Asia, Latin America and Africa. According to the baseline scenario, the IFA (International Fertilizer Industry Association) stated that world demand would rise on average by 1.6% per year between the base year (average of 2013/14 to 2015/16) and 2020/21 and assuming average weather patterns, global fertilizer demand forecast to remain slightly below 200 Mt by 2020/21 (Heffer and Prud’homme 2016).
Potash is projected to have the highest growth rate (approximately 3% annual growth); phosphate consumption is expected to grow by 2.0–2.5% annually, while nitrogen consumption is expected to grow at less than 2.0% per year (PotashCorp 2014). The most recent estimates (www.wroldfertilizer.com) state that the global fertilizer market is expected to value at US$155.8 billion in 2019, and it is expected to register a Compound Annual Growth Rate CAGR of 3.8% during the forecast period (2019–2024).
Developing countries in Asia and Latin America account for almost two-thirds of global consumption. Potash consumption is distributed amongst a number of major regions, while nitrogen and phosphate use is more heavily concentrated in China and India. Grains and oilseeds account for nearly two-thirds of global nitrogen and phosphate consumption. Global potash consumption strongly depends on the crop to be fertilized. Oilseeds, fruits and vegetables account for almost 40% of potash use, similar to the amount used by grains.
The world’s biggest suppliers of fertilizers are distributed all over the world: there is no country monopolizing the fertilizer industry. PotashCorp is the world’s largest fertilizer producer and is one of the three global producers that manufacture all three primary crop nutrients. Mosaic is one of the leaders in phosphate and potash fertilizer production. Then, there are Uralkali and Belaruskali that focus on potash fertilizer production and exportation.
Concerning the phosphate outlook, Heffer and Prud’homme (2016) pointed out that global phosphate rock supply would grow by 11% compared with 2015 demand, to reach 250 Mt of phosphate concentrate in 2020. Africa, Saudi Arabia and China would account altogether for three-fifths of this 25 Mt increase. Global phosphoric acid capacity in 2020 is projected to expand by 13% over 2015, starting from 65.3 Mt P2O5 in 2020. Global capacity for the main processed phosphate fertilizers would grow by 7 Mt P2O5 between 2015 and 2020, up to 52 Mt P2O5. Three exporting countries (Morocco, Saudi Arabia and China) would account for the bulk of the increase (Heffer and Prud’homme 2016).
3 Literature Review
3.1 LCA of Extinguishing Powders
Unfortunately for Companies that want to prepare an Environmental Product Declaration (EPD) there is no Product Category Rule (PCR) both regarding the treatment of exhausted extinguishing powders and extinguishers. Furthermore, there is a lack of LCA studies on EEP and extinguishers; here are presented some case studies dealing with these themes, even if they are not properly focused on extinguishing powders. In 1997 Johnson et al. (1997) presented a case study of chlorofluorocarbons (CFC) replacement for fire extinguishers with a TEWI (Total Equivalent Warming Impact) analysis for a production sequence, that leads from chloroform to tetrafluoroethylene and then to HFC-227ea, a fire extinguishing agent. TEWI is defined as a life cycle approach for comparing global warming impacts; it was invented by the chlorofluorocarbons (CFC) industry to compare replacements for its products (in refrigeration and solvent applications), whose production has been banned under the Montreal Protocols. However, many TEWI studies omit what can be a significant part of the system, i.e. production. The study by Johnson et al. (1997) demonstrated the significance of production in the TEWI of a commercial industry sector of gaseous fire extinguishers. Indeed, almost one-third of the TEWI occurs in the production of the alternative and it is even greater than the TEWI contribution connected with its use and eventual disposal.
In the field of fire extinguishers and fire in general, there are also efforts on assessing life cycle aspects of the fire performance of a product that is not usually accounted for in the standard LCA methodology, such as fires, and the risks associated with them. Probably, in future studies of these products fire performance could be an important parameter to be taken under consideration. For example, Simonson et al. (2005) tested a Fire-LCA methodology in three case studies: TV, cables and furniture.
It is important to point out also the presence of studies that analyse the possible use of EEP in other industrial activities; for instance, Praticò et al. (2010) tested the potential of fire extinguisher powder as a filler in bituminous mixes, and they said also that the powder could be used for fertilizer synthesis.
3.2 LCA of Fertilizer Production and Use
3.2.1 State of the Art
In the literature, there is a far larger number of studies dealing with the life cycle assessment of fertilizers. In 2014, Skowroñska and Filipek prepared a review paper on LCA studies related to the production and use of mineral fertilizers (Skowroñska and Filipek 2014). These studies are reported in Table 7.1, where the methodological choices of each one are specified. More recent LCA studies and those not reviewed by Skowroñska and Filipek (2014) are reported in Table 7.2.
As can be seen from Tables 7.1 and 7.2, these studies differ substantially in methodological choices, a fact that is inevitably entailing a difficult comparison among results of the life cycle impact assessment phase.
Most of the studies are defined as “cradle-to-field” as they consider the impacts coming from the production and also the spreading on the field. When the application of fertilizers in agroecosystems is not accounted for, the analysis is termed “cradle-to-gate”, i.e. from the raw materials up to the industrial fertilizer production. When LCA is used in agriculture, the functional unit most often chosen is the weight of the raw material or product (e.g. 1 kg or 1 ton) or surface area (e.g. 1 ha). However, some authors recommend using these units simultaneously. According to Charles et al. (2006), in assessing the efficiency of a production system for a particular crop, the functional unit should be a ton of grain, whereas the hectare should be used in analysing production intensity. The possibility of using waste as secondary raw material for fertilizer production is analysed only by Linderholm et al. (2012) and Chiew et al. (2015). Some authors emphasize that LCA of fertilizers in crop production should take into account the larger scale of the system, including factors such as the quality of the yield, biodiversity and the multifunctionality of agroecosystems (Skowroñska and Filipek 2014); on the other hand this fact would imply huge efforts during the LCA study implementation.
3.2.2 Available Data in Commercial Databases
In most databases used to perform LCA studies, fertilizers have an important role. In particular, one of the most accredited databases for chemicals is Ecoinvent (https://www.ecoinvent.org/) and in this database a good number of data on production of organic and inorganic fertilizers are available. Concerning the inorganic fertilizers, and specifically phosphate fertilizers, data on production of mono-ammonium phosphate (MAP) and di-ammonium phosphate (DAP) are available for Europe (RER) and the rest of the World (Global production minus European production). In addition, data on ammonium sulfate production are available as well for Europe and Rest of the World.
3.2.3 PCR and EPD on Fertilizers
There is only one Product Category Rule (PCR) of fertilizers as defined by ISO 14025:2006, i.e. the PCR 2010:20 named “Mineral or chemical fertilizers” (EPD International 2016).
In this context, the main rules for preparing an Environmental Product Declaration (EPD) on fertilizers are briefly summarized. In detail, this document provides the PCR for the assessment of the environmental performance of UN CPC classes 3461, 3462, 3463, 3464 and 3465, according to the UN Central Product Classification system (UN CPC). The categorization of the UN CPC codes of interest is as follows:
Division: 34—Basic chemicals
-
Group: 346—Fertilizers and pesticides
-
Class 3461—Mineral or chemical fertilizers, nitrogenous
-
Class 3462—Mineral or chemical fertilizers, phosphatic
-
Class 3463—Mineral or chemical fertilizers, potassic
-
Class 3464—Mineral or chemical fertilizers containing at least two nutrients of nitrogen, phosphate and potash
-
Class 3465—Other fertilizers
-
In Fig. 7.1, the scheme of the processes that have to be included in the above mentioned EPD is presented. The declared unit shall be defined as 1000 kg of product, including its packaging. The reference flow shall be defined at the customer gate, at the shelf or the retailer or at the market place. In the EPD a statement should be added to specify that the declared unit may have different functionality depending on the composition of the product that is declared. The processes are divided into three main groups: upstream, core, and downstream (Fig. 7.1).

System diagram illustrating the main processes and the division into upstream, core and downstream processes (EPD International 2016)
Upstream processes (from cradle-to-gate) include:
-
extraction of non-renewable resources (e.g. operation of oil platforms and pipelines);
-
growing and harvesting of renewable resources (e.g. agricultural planting);
-
refining, transfer and storage of extracted or harvested resources into feedstock for production;
-
production processes of energy wares used in the extraction and refinement;
-
manufacturing of materials and semi products;
-
manufacturing of primary and secondary packaging.
The core process (from gate-to-gate) includes:
-
external transportation to the core processes;
-
production processes;
-
recycling of waste or secondary materials for use in production;
-
storage;
-
waste treatment of waste generated during manufacturing;
-
impacts due to electricity production according to the energy mix.
The downstream processes (from gate-to-grave) include:
-
transportation from final manufacturing to an average retailer/distribution platform;
-
the customer or consumer use of the product;
-
end-of-life processes of packaging waste.
The potential environmental impact has to be reported for the following environmental impact categories, divided into core, upstream and downstream modules:
-
emission of greenhouse gases (expressed as the sum of global warming potential, GWP, 100 years), in carbon dioxide (CO2) equivalents;
-
emission of acidifying gases (expressed as the sum of acidification potential, AP) in sulphur dioxide (SO2) equivalents;
-
emission of gases that contribute to the creation of ground-level ozone (expressed as the sum of ozone creating potential, POCP), in C2H4 (ethylene) equivalents;
-
emission of substances to water contributing to oxygen depletion (expressed as the sum of eutrophication potential, EP), in phosphate (PO−43) equivalents.
An available Environmental Product Declaration (EPD) based on this PCR has been realized by SCAM S.p.A., and updated in March 2016 (SCAM S.p.A. 2016). In this specific case, the EPD concerns 27 organo-mineral fertilizers including 18 fertilizer formulations (reference year for data: 2014). In fact, some products can have the same formulation but different packaging, therefore, a different commercial name. In this case, the functional unit is the production and use of 1000 kg of packaged fertilizer and the system boundaries are divided into three standard modules:
-
Upstream module that includes the production of the ingredients and the fertilizers packaging production;
-
Core module that includes the manufacturing phase;
-
Downstream module that includes products distribution and the use phase (emissions into air and water after fertilizers spreading).
In particular, for the quantification of the impacts coming from the use phase it is necessary to calculate the Agronomic Efficiency Index (A.E.I.) and the Uptake Index (U.I.) through field trials, as specified in ANNEX 1 of PCR 2010:20 (EPD International 2016).
The potential environmental impacts for the hypothetical organo-mineral fertilizer are reported in Table 7.3.
4 LCA of the Fertilizer Production from Exhausted Extinguishing Powders (EEPs)
4.1 Goal and Scope Definition
This LCA study has been used as a decision tool in the step of the “Engineering of the pilot plant”, in order to optimize design process choices and minimize environmental impacts.
Therefore, the goal of the present study is to assess the environmental impacts associated with the innovative process for the treatment of EEPs aimed to produce fertilizers. The analysis follows the methodology defined by ISO 14040 and 14044 (ISO 2006a, b) and it is performed using SimaPro 8.3.
Functional unit and system boundaries
For this LCA study, the boundaries are set from cradle-to-gate so that the analysis starts from the arrival of the exhausted extinguishing powders in the factory and ends when the micro-fertilizers are produced in the factory. Considering EEPs as a waste they do not carry any burden from the previous life, apart from those connected with the collection system. In this way, the innovative production process to be implemented, which is based on exhausted extinguishing powders at their end-of-life, that can be compared to the standard fertilizer production from virgin raw materials (traditional way). For the cradle-to-gate assessment the system considered is that presented in Fig. 7.3.
In this initial cradle-to-gate analysis, a declared unit (DU) is considered since the specific function of the product studied (fertilizer) is not known and this preliminary study does not include all the phases of the whole life cycle. Indeed, the concept of functional unit comprises function, quantity, duration, and quality of the analysed product, while the declared unit is used when the specific function of the analysed product is not yet defined or when the LCA does not cover the whole lifecycle (cradle-to-grave), but it ends at the gate of the factory (cradle-to-gate), as in the present case study.
The declared unit is defined as a flow of 1 ton of exhausted extinguishing powders (EEP) entering the ProPHOS plant. The declared unit could also be the output flow of fertilizer produced, but in this case, the choice of the input flow of EEP is done in accordance with typical LCAs of waste treatment.
Indeed, also in this case the zero burden hypothesis is assumed, i.e. waste (EEP in this specific case) does not carry any environmental burdens when delivered to the gate of the treatment plant: this choice is in line with the approach usually used in LCA of waste treatment (Ekvall et al. 2007).
In the next steps of the LCA (deliverables 2 and 3), the declared unit will be replaced by the functional unit, and it will be necessary to consider the function of the fertilizer itself, which depends on the nutrient content. The system boundaries and all the involved unit processes considered in this preliminary LCA are shown in Fig. 7.2.

System boundaries of the innovative recovery process; core processes are those highlighted by the green dotted line
4.2 Data Source, Quality and Allocation
In the present study, all the data regarding the process are primary data resulting from the small scale pilot project phase. Indeed, all the powers expressed are nominal data from the manufacturer’s datasheet, therefore the consequent energy consumptions will be probably lower. At present, however, this fact cannot be checked before the industrial pilot-scale plant is operative. Also, data on the transport of EEP entering the plant are primary data obtained directly from the company, based on the average transport of EEP from the suppliers in 2016. The upstream processes of energy generation, materials production and transports are taken from the Ecoinvent v3.3 database. In detail, for electricity to be used in the plant the Italian mix is selected, while European conditions are considered for transports and production of fuels. For the moment, the downstream processes related to the disposal of wastes produced within the plant are not considered, as primary data are not yet available.
4.3 Impact Assessment Methods
As stated in the PCR of “Mineral or chemical fertilizers” (EPD International 2016), the potential environmental impact has to be reported for the following environmental impact categories: global warming potential, acidification potential, photochemical ozone creation potential and eutrophication potential. For this reason, the CML-IA baseline 3.04 method is adopted. This impact method elaborates on a problem-oriented (midpoint) approach (Guinée 2002) and includes more categories than those requested by the above-mentioned PCR. Normalization is not performed at this stage since it would introduce additional uncertainties in the study; moreover, this step is not mandatory according to ISO standards (ISO 2006a, b).
4.3.1 Life Cycle Inventory (LCI)
In this paragraph, inventory data are briefly discussed, by subdividing them into the unit processes as identified in Fig. 7.3 for clarity purposes.

Percentage contribution to the four main impact categories from different activities related to the unit process “treatment with acetone” in the scenario of no acetone reuse
4.3.2 Transport of EEP Entering the System
EEP is transported in big bags (each one contains about 1 ton of EEP) from the suppliers by the use of lorries with a maximum load of 14 tons.
4.3.3 Storage of EEP
The exhausted extinguishing powders (CER 160509) are stored in a dedicated area of 202.5 m2. Next to this area, there is an equal area that is actually used to store used extinguishers (CER 160505) and an area of 207 m2 that is used by the operators.
The maximum stored quantity of EEP per year is 2000 tons. Assuming that the area is completely occupied by the EEP, therefore, about 200 tons of EEP is present, the area needed for each ton of EEP is equal to 1,013 m2. In the storage only electricity for lighting is needed, this result equal to 0.338 kWh for the area dedicated to the powders’ storage. Machineries for handling the waste in big bag are all electric forklifts that are able to transport 1 ton of EEP. Electric consumption allocated to 1 ton of handled EEP is 0.50 kWh for the movement and about 0.51 kWh during the recharge of the batteries.
4.3.4 Mechanical Treatment
After the storage, the EEPs are sifted with a vibrating screen and then loaded into two mixers. A complete cycle includes the treatment of 1600 kg of EEPs as this is the estimated flow entering the unit devoted to washing with solvent. The sifting permits to make a screening of the waste while the mixers operate the homogenization through subsequent steps. The average duration of the cycle is about 100 min, distributed in different activities: loading of the exhausted powders by means of a pneumatic pump, mixing, unloading and switching operations. The consumption is 39.28 kWh, therefore, 24.55 kWh/DU. It is worth noting that all the powers expressed are nominal data from the manufacturer’s datasheet, therefore, these data will be probably lower but this fact could be checked only when the pilot plant is launched. This fact is valid for all the powers presented hereafter.
Electric consumption for the handling of big bags during a cycle is 5 kWh for the movement and about 5.13 kWh during the recharge. Then the electric forklifts’ consumptions allocated to 1 ton of EEP are 3.13 kWh for the movement and 3.21 kWh for the recharge of the batteries.
After these homogenization steps, the powder reaches the so-called end-of-waste point, therefore, from this point on it is no longer considered a waste. After the unloading phase of the powders contained in the big bags, EEPs are moved to the treatment with solvent. The scraps from the sifting phase could be electrical cables, pieces of plastic and metal, etc. and are supposed to be disposed of in landfill. In this preliminary analysis, these flows are fully discarded, in order not to increase the uncertainty of data, as the exact amount of each material coming out from the vibrating screen is not yet known.
4.3.5 Treatment with Acetone
The exhausted extinguishing powders are then loaded in the batch reactor together with an aprotic solvent (acetone) in order to enable the organic components to be removed and to produce a suspension. This phase is composed of five washing steps with acetone, carried out under stirring in order to further promote and accelerate solubilisation of the organic components.
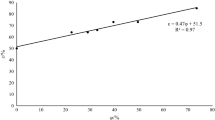
The weight ratio between solvent and powders is 1:1 in the first step and then the ratio of acetone decreases; for the whole cycle (treatment of 1600 kg of EEPs in 2 h) this ratio is between 3.4 and 5. In this design phase LCA, an average ratio of 4.2 is considered; therefore, the amount of acetone is estimated to be equal to 6720 kg. Electricity consumption for the stirring operation is estimated being equal to 37.50 kWh/ton EEP. Electric consumption for the forklifts is the same as in the mechanical treatment because the big bags movements for a complete cycle require 20 min.
The global yield of the process (quantity of recovered raw material) reaches at least 98.5%, as there is no loss of material. The only discernible difference regards the possible presence of moisture in the EEPs collected from the suppliers; for the protocol of acceptance, the maximum limit is set to 5% by weight, but on average, it does not exceed 1.5%.
The present phase includes also the distillation column able to recover the acetone. First estimates give a consumption equal to 50 kWh per ton of reprocessed acetone. At the end of the solubilisations with acetone, 99.9% of the silicone oil is removed. In order to remove the residual traces of silicone oil, it is necessary to perform a biological treatment with yeasts.
4.3.6 Biological Treatment
The average duration of the cycle is about 90 min, considering loading of the exhausted powders by means of a pneumatic pump, mixing, spraying of the yeasts, unloading and switching operations. The consumption is 37.11 kWh for the cycle of 90 min, therefore, 23.20 kWh/DU. The required amount of yeasts varies from 1 to 3% by weight of input powders. In this analysis, a value of 48 kg of yeasts per cycle is considered in order not to underestimate the impacts. The electric forklifts for handling the powders are required also in this phase; their activity for a complete cycle requires about 20 min.
4.3.7 Granulation
After the biological treatment, the obtained molasses are added to the granulator. Regarding the consumptions of this phase, they consist of 10 kWh/DU for the loading and mixing phase, and 137.50 kWh/DU for the granulation. Methane needed for the warming operation is equal to 50 m3/DU, while water required is equal to a maximum of 10% w/w.
4.3.8 Packaging
After drying and cooling of the produced granular fertilizer, there is the packing phase that requires 2 h of work and 8 kWh/DU in total. The final product is then packed into big bags of 1 ton or bags of 25 kg; these are generally provided by the customer or are already available in the plant; therefore, their production is neglected for the moment. Anyway, if only bags are used, 40 bags are needed to pack 1 ton of final product.
In this LCA, the declared unit is to be considered as packed in 25 kg bags.
4.3.9 Treatment of Emissions to Air
Air emissions generated within the plant are treated with bag filters and a scrubber. For the self-cleaning bag filters, due to their long-lasting use, it is not reported the quantity of filters required as well as the amount of dust removed after their rehabilitation. The emissions from the bag filter are below the Italian legislative limits and are allocated to 1 ton of treated EEP. In addition to the dust emitted throughout the process, during the heating the product releases ammonia, therefore, the entire line over which the product passes is directly connected with the scrubber in order to remove ammonia emissions. Even during bagging, any dust emitted is fed through filters directly connected to the scrubber.
4.4 Life Cycle Impact Assessment (LCIA)
If the acetone is not reused in the process, more than 95% of the impacts of EEPs recovery process are due to the unit process of treatment with acetone. Clearly, such a high environmental burden is due to acetone production and transport. A simulation of this scenario is reported in Fig. 7.3.
Originally, this solution was taken into account to avoid the installation of a distillation column. In view of these preliminary results, the process design was immediately reconsidered.
A careful estimation of the loss of acetone in the distillation phase is needed in order to provide a reintroduction of fresh acetone at the beginning of every cycle. It is indeed made a preliminary assumption that only 2% w/w of acetone is lost during distillation. This choice introduces a safety factor compared to the limit required in the technical specifications for acetone loss that is 0.5% w/w.
Table 7.4 and Fig. 7.4 shows the impacts of the cradle-to-gate life cycle impact assessment, calculated allocating the burden of distillation as if the stored acetone could be used for a year (i.e. 800 treatment cycles). Indeed, in order to treat all the EEP entering the plant in a year are necessary about 800 treatment cycles, assuming that 1.6 tons of EEP is managed each cycle.

Percentage contribution to the four main impact categories from different activities considering the reuse of acetone
Although in the final scenario acetone is recovered, the largest impacts come from the acetone unit. This is mainly due to the consumption of electricity and methane, considering that a distillation column has to be included in the process. The remaining contributions with a certain relevance in terms of environmental impacts are the biological treatment, the transports from the EEP supplier, and finally the emissions from the scrubber that mainly affect the acidification and eutrophication potentials, i.e. AP and EP, due to the presence of ammonia in the exhausted fumes.
Discussion
The LCA run in the process design phase has been used as a decision tool for the process choices. Indeed, it has highlighted the relevance of certain process parameters such as rate of acetone recovery after any treatment cycle and the purity of recovered acetone. Moreover, possible recycling of acetone within a cycle (among the five washing steps) has to be evaluated, as it could involve a lower amount of acetone required (ratio acetone/powders lower than 3.4 by weight).
To test the possibility of further reducing the impacts, a second solvent has been considered, i.e. methyl-ethyl ketone (MEK). Among those possible, the choice of MEK seems a viable option from the point of view of environmental performances, having its production lower impacts in three out of four impact categories (Fig. 7.5). However, considering all the impact categories of the CML method, the results are no longer so definitive (Fig. 7.6).

Impact assessment results for the treatment of 1 ton EEP, using the two different solvents

Impact assessment results for the treatment of 1 ton EEP, using the two different solvents (MEK in blue and acetone in red)
As expected, the lower amount of MEK per DU has a sensible influence on the outcomes (Fig. 7.7); indeed, in most categories MEK process outperforms acetone one, e.g. compare results of Table 7.4 and 7.5.

Percentage contribution to the four main impact categories from different activities considering the reuse of MEK
In Table 7.5 is reported the value of total impacts associated with the MEK process for the four main categories of impact. Figure 7.7 shows that the treatment with MEK have a smaller contribution to the life cycle: its contribution ranges from 13 to 17% of the total impacts. The first highest contribution is due, now, to the granulation phase: it ranges from 36 to 52% of the total impacts. This is mainly due to the consumption of electricity, followed by the use of methane. The remaining contributions with certain relevance in terms of environmental impacts are the same shown in Fig. 7.4 when acetone was used: the biological treatment, the transports from the EEP supplier, and finally the emissions from the scrubber that mainly affect the acidification and eutrophication potentials, i.e. AP and EP, due to the presence of ammonia in the exhausted fumes.
Conclusions
The recovery process of EEPs could produce fertilizers from a waste that now is disposed of with a non-negligible environmental cost. Although the process could be certainly improved, a comparison between the performances of fertilizers produced by primary raw materials and the present recovered MAP, leave no doubts about the virtuosity of the circular economy approach. Moreover, in terms of district symbiosis both industry sectors, i.e. extinguishing powders production and fertilizer production, can greatly benefit from a similar interchange of waste to secondary raw materials.
References
Ahlgren S, Bernesson S, Nordberg Å et al (2010) Nitrogen fertiliser production based on biogas—energy input, environmental impact and land use. Biores Technol 101:7181–7184
Brentrup F, Küsters J, Kuhlmann H et al (2001) Application of the Life Cycle Assessment methodology to agricultural production: an example of sugar beet production with different forms of nitrogen fertilisers. Eur J Agronom 14:221–233
Brentrup F, Küsters J, Lammel J et al (2004) Environmental impact assessment of agricultural production systems using the Life Cycle Assessment (LCA) methodology II. The application to N fertilizer use in winter wheat production systems. Eur J Agronom 20:265–279
Charles R, Jolliet O, Gaillard G et al (2006) Environmental analysis of intensity level in wheat crop production using life cycle assessment. Agric Ecosyst Environ 113:216–225
Chiew YL, Spångberg J, Baky A et al (2015) Environmental impact of recycling digested food waste as a fertilizer in agriculture—a case study. Resourc Conserv Recycl 95:1–14
da Silva GA, Kulay LA (2005) Environmental performance comparison of wet and thermal routes for phosphate fertilizer production using LCA—a Brazilian experience. J Clean Prod 13:1321–1325
Ekvall T, Assefa G, Björklund A et al (2007) What life-cycle assessment does and does not do in assessments of waste management. Waste Manag 27:989–996
EPD International (2016) PCR 2010:20. Mineral or chemical fertilizers. UN CPC classes 3461, 3462, 3463, 3464 & 3465. Version 2.0, date 2016-01-11. International EPD® System
ESPP (2017) European sustainable phosphorus platform. http://www.phosphorusplatform.eu/
EU (2019) Official Journal of the European Union, L 170, vol. 62, 25 June 2019
Guinée J (2002) Handbook on life cycle assessment—operational guide to the ISO standards. Int J Life Cycle Assess 6:255
Hakala K, Nikunen HM, Sinkko T et al (2012) Yields and greenhouse gas emissions of cultivation of red clover-grass leys as assessed by LCA when fertilised with organic or mineral fertilisers. Biomass and Bioener 46:111–124
Hasler K, Bröring S, Omta SWF (2015) Life cycle assessment (LCA) of different fertilizer product types. Eur J Agrono 69:41–51
Heffer P, Prud’homme M (2016) Fertilizer outlook 2016–2020. In: 84th IFA annual conference. International Fertilizer Industry Association (IFA), Moscow (Russia)
ISO (2006a) EN ISO 14040:2006—Environmental management—Life cycle assessment—Principles and framework. International Organization for Standardization
ISO (2006b) EN ISO 14044:2006—Environmental management—Life Cycle Assessment—Requirements and guidelines. International Organization for Standardization
ISO (2006c) ISO 14025:2006 - Environmental labels and declarations—type III environmental declarations—principles and procedures. International Organization for Standardization
Johnson EP, Clarke EK. Banks RE et al. (1997) Fire extinguishers: a case study of CFC replacements. Int J Life Cycle Assess 2:135–140
Linderholm K, Tillman AM, Mattsson JE (2012) Life cycle assessment of phosphorus alternatives for Swedish agriculture. Resour Conserv Recycl 66:27–39
Nemecek T, Huguenin-Elie O, Dubois D et al (2011) Life cycle assessment of Swiss farming systems: II. Extensive and intensive production. Agric Syst 104:233–245
PotashCorp (2014) Global fertilizer trends. http://www.potashcorp.com
Praticò FG, Moro A, Ammendola R (2010) Potential of fire extinguisher powder as a filler in bituminous mixes. J Hazard Mater 173:605–613
Ridoutt BG, Wang E, Sanguansri P et al (2013) Life cycle assessment of phosphorus use efficient wheat grown in Australia. Agric Syst 120:2–9
SCAM S.p.A (2016) Dichiarazione ambientale di prodotto di fertilizzanti organo minerali granulari. International EPD® System
Simonson M, Andersson P, Blomqvist P et al (2005) Environmental assessment of fires in products using the Fire-LCA model. In: Eighth international symposium of fire safety science. International association for fire safety science, pp 1071–1082
Skowroñska M, Filipek T (2014) Life cycle assessment of fertilizers: a review. Intern Agrophys 28:101–110
Tuomisto HL, Hodge ID, Riordan P (2012) Comparing global warming potential, energy use and land use of organic, conventional and integrated winter wheat production. Ann Appl Biol 161:116–126
United Nations Statistics Division (2017) UN CPC website—Central product classification, Ver. 2. https://unstats.un.org/unsd/cr/registry/regcst.asp?Cl=25
Zb Wang, Chen J, Sc Mao et al (2017) Comparison of greenhouse gas emissions of chemical fertilizer types in China’s crop production. J Clean Prod 141:1267–1274
Wu H, Yuan Z, Gao L et al (2015) Life-cycle phosphorus management of the crop production–consumption system in China, 1980–2012. Sci Total Environ 502:706–721
Zhang F, Wang Q, Hong J et al (2017) Life cycle assessment of diammonium- and mono-ammonium-phosphate fertilizer production in China. J Clean Prod 141:1087–1094
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Dotelli, G., Viganò, E. (2020). Phosphate Recovery from Exhausted Extinguishing Powders: A Case Study of Circular Economy in the Chemical Industry. In: Maranghi, S., Brondi, C. (eds) Life Cycle Assessment in the Chemical Product Chain. Springer, Cham. https://doi.org/10.1007/978-3-030-34424-5_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-34424-5_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-34423-8
Online ISBN: 978-3-030-34424-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)