
Abstract
Near surface residual stress (NSRS) induced by machining (e.g., milling) is known to drive distortion in machined aluminum, particularly in thin complex geometries with tight tolerance requirements where large distortion is undesirable. The understanding and characterization of NSRS in milled aluminum parts is important and should be included in the design and manufacturing process. There exists a variety of experimental tests for characterizing these stresses. The objective of this paper is to assess the quality of three experimental methods for evaluating NSRS versus depth from the surface in prismatic aluminum parts subject to various milling parameters. The three methods are: hole-drilling, slotting, and X-ray diffraction. The aluminum parts are cut from stress-relieved plate, AA7050-T7451. A combination of milling table and tool speeds are used to machine a flat surface in the parts. Measurements are made at specified locations and depths on each part. NSRS data from the hole drilling and slotting measurements were comparable; NSRS data from X-ray diffraction differed and was less repeatable. NSRS data for different milling parameters shows that the depth of NSRS increases with feed per tooth but is unaffected by different cutting speeds.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
Introduction
The measurement and characterization of near surface residual stress (NSRS) in machined workpieces is important for understanding the driving factors of in situ and post process distortion. This understanding is particularly critical for thin walled components such as those often found in aerospace applications. It is in these types of components that the potential for deformation from initial and machine induced residual stress is greater due to geometrical limitations [1, 2]. The focus of this study is to investigate three techniques for measuring NSRS in milled aluminum workpieces. The techniques discussed herein are hole drilling, slotting, and X-ray diffraction. All three involve the incremental removal of material at the surface resulting in a profile of measured NSRS as a function of depth. Several measurements are performed in order to examine the repeatability of each method and develop satisfactory understanding of the proficiency and reliability of each technique in determining NSRS. An examination of the average of repeated measurements helps to discern how results from the methods compare to one another.
The measurements are made on milled stress relieved, or low stress (LS), AA7050-T7451. The LS state was achieved prior to the milling of the workpieces. Tang and Liu showed that cutting speed and feed per tooth influenced both the magnitude and depth of stress in milled 7050-T7451 [3]. Here, the workpieces are milled using two cutting speeds of 200 and 450 m/min and three feed per tooth lengths of 0.04, 0.1, and 0.2 mm. Measurements of NSRS in workpieces machined with a combination of these parameters is performed in an attempt to determine the impact of different milling parameters on NSRS. NSRS is compared at fixed cutting speeds with variable feed per tooth lengths and vice versa.
Methods
Sample Description
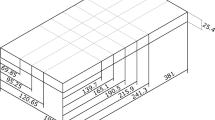
The aluminum workpieces used in this study were approximately 200 mm long by 100 mm wide and 25.4 mm thick. Each was cut length-wise from larger blocks. All machining was performed with a three flute 12 mm diameter end mill. The workpieces were milled on the 200 × 100 mm face, using passes along the 200 mm length. The cut depth and step over lengths per tool pass were fixed at 3 and 4 mm, respectively. Table 10.1 summarizes the combination of machining parameters including the sample identifiers.
Measurement Layout
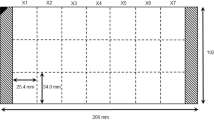
The 200 × 100 mm machined face was subdivided into a grid consisting of 34 × 25.4 mm areas, as shown in Fig. 10.1. The milling tool passes were made along the x-direction and the tool step over along the y-direction. Surface residual stress measurements were made near the center of the grids, as shown, and the labels X#Y# used to denote each measurement location.

Sample measurement grid layout where X#Y# indicates a grid location and the measurement is performed near the center of each subdivision
Residual Stress Measurement Technique
Hole Drilling
The hole drilling technique used follows the procedures outlined by ASTM standard E837-13a where a strain gage rosette is used to measure three components (σxx, σyy, τxy) of residual stress as functions of depth in a flat workpiece by incrementally removing a minimum of 0.025 mm (0.001 inch) of material [4]. The stresses of interest in this study lie just below the machined surface. Therefore very fine increments are necessary to capture the NSRS just below the surface.
Table 10.2 shows a summary of these increments and indexes over which they are applied. For the first 10 indexes increments of 0.0127 mm (0.0005 inch) are used up to a depth of 0.127 mm (0.005 inch). The next 6 indexes are graduated to 0.0254 mm (0.001 inch). The decision to graduate the depth increment is informed by work done by Tang and Liu in measuring very shallow residual stress in milled 7050-T7451. Where it is shown that the maximum compressive value of NSRS occurs at depths of 0.015–0.020 mm (0.0006–0.0008 inch) and trends towards the steady stress state at depths greater than 0.020 mm [3]. The increment spacing is graduated a second time to 0.0508 mm (0.002 inch) for the remaining 6 indexes up to a maximum depth of 0.5842 mm (0.023 inch).
The strain gage used is a CEA-13-062UL-120 made by Vishay Micro Measurements. This gage is a 5.13 mm (0.0625 inch) Type A rosette and is bonded directly over the measurement location. The standard states that for a 5.13 mm diameter gage the recommended maximum and minimum hole diameters to achieve the best results for non-uniform stresses are 2.12 mm (0.085 inch) and 1.88 mm (0.075 inch) respectively [4]. The hole is approximately 2 mm (0.080 inch) in diameter and is cut using an orbital path with a 1.5875 mm (0.0625 inch) diameter end mill using an electric spindle. The incremental cutting is achieved automatically using computer controlled precision actuators.
During the measurement deformation occurs at the boundary of the hole with each incremental removal of material. This deformation is the result of the redistribution, or ‘relaxation’, of stresses at the hole [5]. These incremental deformations are detected as strains. The recorded strains are reduced following the procedure outlined by ASTM E837-13a for non-uniform stresses as a function of depth. This involves regularizing the data [4].
Slotting
The slotting technique is like one-dimensional hole drilling in the sense that a single component of residual stress is measured per machined slot. Similar to hole drilling incremental cuts are made in the work piece and strain is measured. However, rather than a rosette, the slotting technique adopts a uniaxial gage. The slotting technique used the same depth schedule as shown in Table 10.2. The slot is shown in Fig. 10.2, and compared to the hole used for hole drilling.

Images of a (a) hole drilling measurement, (b) X-ray diffraction etch pit, and (c) slotting measurement. The distance between step over features is 4 mm. The diameter of the (a) hole is approximately 2 mm and the diameter of the (b) etch pit is approximately 5 mm. The length of the (c) slot is 24 mm and its width is 1.8 mm
X-ray Diffraction
The application of X-ray diffraction in this study was facilitated by a Pulstec μ-X360s X-ray residual stress measurement system. The experimental setup measures stress in one direction using a chromium tube producing X-rays at a wavelength of 2.29093 Å. The source output is 30 kV with a current of 1 mA and an exposure time between 15 and 30 s [6]. The X-rays are projected through a 1 mm (0.040 inch) diameter collimator at an incident angle of 25° ± 1° relative to the surface. This results in a scan area of approximately 2 mm (0.080 inch) diameter at the measurement location on the surface of the sample.
To measure NSRS as a function of depth an electrolytic polishing technique was used to incrementally remove layers of material. This process included the application of an adhesive strip and sealant with a 5 mm diameter hole over the measurement location. A plastic tube was placed over the measurement location and filled with an electrolytic solution. A current of 4 amps was passed through a metallic wand submersed in this solution for 15 s. These etch parameters removed layers of material of 0.01 ± 0.0025 mm to 0.02 ± 0.0025 mm over 12–15 increments and provided an approximately flat etch pit. These increments gave a total depth of 0.120–0.150 mm resulting in a depth profile similar to that used in the two mechanical techniques discussed above. Since the μ-X360s only measures one component of stress per exposure the workpiece was rotated at each depth increment to measure both σxx and σyy.
Measuring the stress as a function of depth at multiple locations on a workpiece provides data that can be used to draw conclusion about the repeatability of NSRS from each technique. Averaging and overlaying these data from all techniques allows for intermethod comparison of the NSRS data. Additionally, measuring the NSRS with each technique on workpieces machined using a combination of cutting speed and feed per tooth lengths revealed correlations between these parameters and the magnitude and depth of NSRS. It is assumed that NSRS due to milling does not vary over the surface area of the plate (note that all measurements are in areas of stead-state milling, away from edges and areas of lead-in).
Results
Figure 10.3 shows repeated stress measurements of the transverse component (σyy) of NSRS (orthogonal to the machining path) using each method on the same part at various locations over the milled surface (location code defined in Fig. 10.1). Across all methods there is a clear trend of increasing compressive stress from the surface up to a depth of 0.05–0.06 mm (0.002–0.0024 inch) with a gradual climb to a steady stress of nearly 0 MPa at a depth of 0.12–0.15 mm. Data from the hole drilling and slotting techniques have maximum compressive value of stress of −175 ± 10 MPa at a depth of 0.05 ± 0.01 mm. The X-ray diffraction data have maximum compressive stress of approximately −100 MPa.

Repeat measurements of transverse residual stress (σyy) on sample B4 for (a) slotting, (b) hole drilling, (c) X-ray diffraction, and (d) intermethod comparison of data from all techniques. The sample is machined with a cutting speed of 200 m/min and a feed per tooth length of 0.2 mm
Figure 10.3d shows averaged data for each technique calculated by interpolating independent measurements to the depth schedule in Table 10.2 and calculating the average stress at each depth; the standard deviation at each depth is shown by the error bars in Fig. 10.3d. The hole drilling and slotting techniques compare well with a small difference in the depth of stress. The X-ray diffraction technique shows the same trend in stress but differs greatly in magnitude.
Figure 10.4 shows the transverse component (σyy) of NSRS in samples A12, B15, and B4 which share the same cutting speed and vary in feed per tooth. There is a clear increase in the depth of residual stress with increasing feed per tooth. Across all techniques the maximum value of compressive stress ranges between −125 and −200 MPa with the depth of stress shifting by approximately 0.05 mm over the range in feed per tooth. The measurements on sample A12 appear consistent for all three techniques. On samples B15 and B4, data from the slotting and hole drilling measurements agree but the X-ray diffraction data does not.

Comparison of transverse (σyy) residual stress in samples A12, B15, and B4 machined at a fixed cutting speed of 200 m/min and variable feed per tooth lengths for (a) slotting, (b) hole drilling, and (c) X-ray diffraction
Figure 10.5 shows the transverse component (σyy) NSRS in samples A12 and B5 where the feed per tooth was fixed and the cutting speeds are 200 and 450 m/min, respectively. The data show that the two cutting speeds produce nearly the same residual stress. All three techniques provide consistent results. The slotting and X-ray techniques both show a maximum compressive value of stress of −190 ± 30 MPa, but they slightly disagree on the depth where this stress occurs. The slotting and hole drilling techniques show that the maximum compressive value of stress occurs at the same depth, 0.025 mm, but the magnitude from hole drilling is considerably less than that from slotting.

Comparison of transverse (σyy) residual stress in low stress material machined at a fixed feed per tooth of 0.04 mm and variable cutting speed for (a) slotting, (b) hole drilling, and (c) X-ray diffraction
Conclusion
The capability to measure near surface residual stress in aluminum work pieces machined with various milling parameters using hole drilling, slotting, and X-ray diffraction techniques has been considered through the above study. The repeatability data in Fig. 10.3 show that the hole drilling and slotting techniques provide more reliable NSRS data than X-ray diffraction in this alloy. Additionally, the intermethod comparison in Fig. 10.3d shows that the mechanical methods are consistent with one another, but not with X-ray diffraction.
This study was able to show, across all three techniques, that changes in the feed per tooth length (0.04, 0.1, and 0.2 mm) affects NSRS. The hole drilling and slotting data in Fig. 10.4 clearly show that the depth of NSRS increases with feed per tooth. The X-ray diffraction technique shows this trend weakly; however the X-ray results are not consistent with the other two techniques. The comparison of variable cutting speed (200 and 450 m/min) and fixed feed per tooth (0.04 mm) in Fig. 10.5 suggests that cutting speed did not significantly affect the depth or magnitude of NSRS. This trend is consistent across all of the techniques.
References
S. Masoudi, S. Amini, E. Saeidi, H. Eslami-Chalander, Effect of machining-induced residual stress on the distortion of thin-walled parts. Int. J. Adv. Manuf. Technol. 76, 597–608 (2015). https://doi.org/10.1007/s00170-014-6281-x
B. Li, X. Jiang, J. Yang, S.Y. Liang, Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part. J. Mater. Process. Technol. 216, 223–233 (2015). https://doi.org/10.1016/j.jmatprotec.2014.09.016
Z.T. Tang, Z.Q. Liu, X.A. Wan, Study on residual stresses in milling aluminum alloy 7050-T7451, in Advanced Design and Manufacture to Gain a Competitive Edge: New Manufacturing Techniques and their Role in Improving Enterprise Performance, ed. By X.T. Yan, C. Jiang, B. Eynard (Springer, London, 2008), pp. 169–178
STM International, Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain-Gage Method (ASTM International, West Conshohocken, 2013). https://doi.org/10.1520/E0837-13A
G.S. Schajer, P.S. Whitehead, Hole-Drilling Method for Measuring Residual Stresses (Morgan & Claypool Publishers, San Rafael, 2017)
T. Suzuki, interview by Christopher Chighizola. Pulstec Equipment Orientation and Training (2018)
Acknowledgements
The authors would like to thank Toshikazu Suzuki and his company, Pulstec, for the loan and instruction on the use of the μ-X360s X-ray residual stress measurement system. Additional thanks to Dr. Benjamin Kirsch and Daniel Weber of the Institute for Manufacturing Technology and Production Systems, University of Kaiserslautern for their planning and manufacture of the machined workpieces used in this study. Thank you to Deutsche Forschungsgemeinshaft (DFG) for their cooperation and support. UC Davis received funding from the National Science Foundation under Award No. 1663341 (Division of Civil, Mechanical and Manufacturing Innovation, Manufacturing Machines and Equipment (MME)). Any opinions, findings, and conclusions or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of the National Science Foundation.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Society for Experimental Mechanics, Inc.
About this paper

Cite this paper
Chighizola, C.R., D’Elia, C.R., Hill, M.R. (2020). Intermethod Comparison and Evaluation of Near Surface Residual Stress in Aluminum Parts Subject to Various Milling Parameters. In: Baldi, A., Kramer, S., Pierron, F., Considine, J., Bossuyt, S., Hoefnagels, J. (eds) Residual Stress, Thermomechanics & Infrared Imaging and Inverse Problems, Volume 6. Conference Proceedings of the Society for Experimental Mechanics Series. Springer, Cham. https://doi.org/10.1007/978-3-030-30098-2_10
Download citation
DOI: https://doi.org/10.1007/978-3-030-30098-2_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-30097-5
Online ISBN: 978-3-030-30098-2
eBook Packages: EngineeringEngineering (R0)