
Abstract
The use of the finite element analysis (FEA) is an effective method for studying the surface layer deformation appeared from inherited residual stresses. This paper is devoted to the analysis of the effect of residual stresses to the service properties of parts and the development of a cutting-induced residual stresses simulation using the DEFORM software. The influence of residual stresses on the operational properties of machined parts is investigated. The fatigue strength of the product, which is provided as the result of forming in the cutting process of the surface layer structure, residual stresses and deformations, is used as a criterion for the decision-making about optimal structure and parameters of the functionally-oriented technological process. The causes of the occurrence of machine-induced residual stresses for different workpiece materials have been analyzed. The simulation model of residual machining-induced stresses is described. The functional dependence of the stress-strain state reflects the interference pattern of the frictional, force loads and the variable process of the deep thermal effects. It is proved, that the compression part of this cycle is determined by external load, and tensile—by residual stresses.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Functional-oriented technological process
- Fatigue strength
- Residual stress
- Simulation study
- Finite element analysis
- Deform
1 Introduction
Maintenance of the main service properties of machinery products, such as wear resistance, fatigue strength, oil-retaining and anti-corrosion properties of functional surfaces, depends not only from the designer’s norms of accuracy and quality of the product, but also from such important factors as the microstructure of the machined surfaces, residual stresses and deformations of the surface layer and so on. The appearance of these characteristics depends on the structure and parameters of mechanical machining operations. The designer cannot a priori propose these parameters. Therefore, without implementation of the recurring connections of the technological stage of production cycle with the preliminary stages of design and engineering analysis, it is impossible to take into account the influence of the structure and parameters of operations on the maintenance of effective functioning machined parts parameters.
2 Literature Review
A new scientific stage in the development of mechanical engineering science has been implemented in recent years. The general methodology is to combine the technologies planning, manufacture, service and the development of new technological methods of forming, which provide efficient functional properties of machines. System surface engineering is the main source of information when making technological decisions. This includes the results of studies on the formation of the microstructure of the surface layer, the residual stress-deformed and structural-phase state, etc. [1,2,3].
The most important basis for the analysis of surface engineering is international standards. Today, the standards of system and software engineering are developed, as a rule, in inseparable unity and are a developed system in which a database of knowledge and research is presented, harmonized standards on the processes of the life cycle of systems and software, standards for assessing the quality of the life cycle of processes and management of IT services. In addition, these standards describe the requirements for main lifecycle processes, such as ISO/IEC 16085: 2006 Systems and software engineering—Life cycle processes—Risk management, ISO/IEC 15939: 2007 Systems and software engineering—Measurement process, ISO/IEC 26702: 2007 Systems engineering—Application and management of the systems engineering process and others.
The development of functional-oriented technologies is important for the complex provision of the effective machine-building products life cycle (PLM-systems). Cutting-generated residual stress is an important parameter for the fatigue strength of the product ensuring. Calculation of this parameter by the analytical description is very complicated and insufficiently precise, because it depends on a large number of parameters. The use of finite element analyses (FEA) is an alternative way for studying the deformation of the surface layer from hereditary residual stresses. This article is dedicated to the analysis of the residual stresses effect on the functional properties of parts and the development of a simulation model of cutting-induced residual stresses using the DEFORM-2D software. The effect of residual stresses on fatigue strength is analyzed in detail.
3 Research Methodology
The residual deformation zone is formed on the surface of the machined part as a result of cutting process and residual stresses arise. The surface hardening and the compressing residual stresses increase fatigue resistance, and the tensile residual stress, on the contrary, significantly reduces the endurance limit of the product. Of particular importance is the value of residual stresses of the second kind, which arises as a result of structural-phase transformations. In addition, the reduction of the boundary of endurance also occurs with the increase in surface roughness. Moreover, the influence of residual stresses on endurance value as more as higher the margin of durability of the machined material and the higher degree of structural-phase heterogeneity of the workpiece material. Change of the endurance limit is estimated by the coefficients of influence of the machined surface quality to the value of the limits of endurance—\( \sigma_{ - 1} \), \( \tau_{ - 1} \) with bending and torsion, respectively.
The general coefficient of mechanical and design-technological factors influence on the fatigue strength  can be derived [4]:
can be derived [4]:

where  —the normal or shear stress concentration factor;
—the normal or shear stress concentration factor;  —coefficient of the part’s dimensions influence;
—coefficient of the part’s dimensions influence;  —coefficient of the surface roughness influence;
—coefficient of the surface roughness influence;  —coefficient of the surface hardening influence;
—coefficient of the surface hardening influence;  —coefficient of cutting-induced residual stress influence.
—coefficient of cutting-induced residual stress influence.
Among all coefficients, only coefficient  depends on the structure and parameters of the technological process and it is functional. That is, if we want to improve the fatigue strength of the product by means of machining process changing, then it is necessary to increase the coefficient of residual stress influence.
depends on the structure and parameters of the technological process and it is functional. That is, if we want to improve the fatigue strength of the product by means of machining process changing, then it is necessary to increase the coefficient of residual stress influence.
This coefficient is calculated depending on the interference dominance of the residual stresses of the first and second type of compression  (2) and tension
(2) and tension  (3) obtained as a result of the cutting process:
(3) obtained as a result of the cutting process:


In the calculation method [5], if the characteristics of cyclic loading and fatigue strength are considered as deterministic values, the initial data for the coefficient of flexural strength calculation (similarly for torsion) are determined from the diagram of the limiting amplitudes and can be calculated:

where \( \sigma_{a} ,\sigma_{m} \)—the amplitude and median value of the residual stress; \( \psi_{\sigma } \)—coefficient of sensitivity to the asymmetry of the load cycle.
Plastic deformation, which is accompanied by crushing and pulling of crystalline grains in the direction of deformation, distortion of sliding planes and appearance of residual stresses occurs during the parts formation. Two opposite processes occur simultaneously in the surface layer of the workpiece: strain hardening and thermodynamic softening. The physical state of the surface layer of the workpiece is determined by the ratio of the intensity and speed of these processes. The analytical formalization of this dynamic process is very complicated [6, 7]. As a result of rheological modeling, one can determine the values of residual stresses, the depth of their occurrence and the distribution law. The dynamics of the change in the thermal deformation stresses reflects the interference pattern of the fluctuation stretching (frictional), compressive (force) loads and the variable process of the deep thermal influences [8, 9].
Thus, the fatigue strength of the product, which is ensured as a result of the formation of the microstructure of the surface layer, the cutting-inducted residual stresses and strains, can be possible criterion in making decisions about the optimal structure and parameters of a functionally-oriented technological process. The method of determining the residual stresses using rheological simulation is described below.
The DEFORM 3D (2D), ABAQUS, AdvantEdge and LS-DYNA software are included in the list of specialized programs that can investigate plastic deformations in the cutting zone [10,11,12]. The most functional automated systems of cutting process simulation, such as DEFORM, over the possibilities of modeling of the destruction process essentially dominate the universal systems. Many different criteria for destruction, such as the normalized Cockroft & Lathem criterion [4], are used:
where
- \( \overline{\varepsilon } \):
-
accumulated mean strain;
- \( \sigma_{\hbox{max} } \):
-
max principal stress;
- \( \overline{\sigma } \):
-
Von Mises stress.
Another energy criterion is the Rice&Tracy criterion [13]:
where \( \alpha \)—coefficient depending from the material’s properties; \( \sigma_{m} \)—hydrostatic pressure.
The Cockroft & Lathem and Rice & Tracy fracture criterions are based on the calculation of the plastic deformation potential energy, that is, the area of the figure that is bounded by the strain-stress curve. Energy criteria allow us to adequately assess the possibility of the workpiece destruction under stationary cutting modes with a simple trajectory of the tool moving. Such criteria are universal and, as a rule, do not require additional experimental studies of the workpiece material mechanical properties. At the same time, they don’t take into account a number of important features of the workpiece material behavior during the machining parts with complex geometry, if the tool sharply changes the direction of feeding, quick changing speed of cutting etc. This is the result of too low distortions and deformations, and therefore leads to an inadequate description of the cutting rheological model and distortion of the simulation results. Another power and deformation fracture criterions, same as maximum effective stress model, ultimate tensile strength model, McClintock model, Oyane model, Ayada model, Osakada model and other, are used to solve this problem.
Plastic deformation is accompanied by structural changes in the material of the surface layer. The number of dislocations, vacancies and other defects sharply increases in the crystal lattice. Plastic strain is the reason for the crushing and pulling of crystalline grains in the direction of deformation (texture formation), the curvature of sliding planes and the appearance of debris of crystal grains on them, the emergence of intercrystalline stresses [4]. In addition, during the cutting of plastic materials, the surface layer is deformed not only under the influence of the force action of the rake tool surface, but at the same time under the influence of flowing chips. The deformed places of the machined workpiece under the influence of the upper metal layer, which is converted into chip, are further extracted in the direction of the chips. This is due to the fact that the intensity of the plastic deformation of the metal chips is much higher than the intensity of metal’s deformation under the surface of shear plane. At the same time, the specific volume of metal increases, and its density decreases; the strength limit, hardness and fragility increase, plasticity and viscosity decrease, magnetic and some other properties of the metal change [4].
4 Results
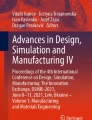
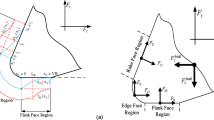
The machined layer deformation arises not only in the zone of the shear plane (along of angle β), but also located forward of the tool and under the shear plane. Elastic deformation proceeds to plastic deformation. Therefore, the elastically deformed layers of the material are restored so that the treated surface, after passing the tool, rises relative to the cutting plane to a certain value h (Fig. 1). Plastic deformation of the treated material, on the contrary, leads to the fact that the metal in the surface layer has increased hardness (hardening). This process is characterized by: (1) distortion of the crystal lattice and the emergence of internal residual stress; (2) strong grains crushing; (3) the appearance of a texture, i.e. gradient orientation of grains in a certain direction (Fig. 2).

Rheological pattern of elastoplastic deformation in machined zone of workpiece.

Formation of the residual stress zone in the Deform 3D system.
Temperature in the cutting zone within (0.25 … 0.3) Tm causes tempering of the deformed metal of the surface layer, and the temperature above 0.4Tm—recrystallization (Tm—melting temperature). This process is accompanied by partial or complete removal of strain hardening. It means that two opposite processes proceed simultaneously in the workpiece surface layer: strain hardening and thermodynamic softening [14]. The physical state of the surface layer is determined by the ratio of the intensity and speed of these processes. Analytical description of this dynamic process is very difficult. The decrease in the true value of the yield strength σy can be explained by the predominant influence of the thermal factor, which leads to softening of the material. An increasing of the shear stress τxy of the cutting layer can be explained by the fact that the presence of a forward strain zone leads to an intensive increase in the density of dislocations near the shear zone, and therefore to the strengthening of the material. This is because the layers of the material from the main cutting blade to the auxiliary cutting blade are aligned with each other on the appropriate shear planes, that is, there is a “self-blocking” of the material layers in chip forming zone.
Obviously, the interference residual stresses induced by all these factors are versatile and opposite to the signs. The process of determining the dominant factor is a complex task that requires additional experimental research. In addition, in many cases, the actions of all three factors are roughly equivalent and interconnected. Therefore, the possibilities of simulation rheological modeling are the only way to quickly and adequately analyze the influence of cutting technological parameters (structure of the technological process, machining rates, different technological environment using, etc.) to the formation of residual stresses.
An example of a rheological 3D simulation of the part from a steel AISI 1045 turning in the Deform3D system is shown in Fig. 3. The full tool path (L = 11.6 mm) is divided into 24 measurement ranges to analyze the damping dynamics and to show the irreversible residual effects of the deformation component. As a result of the residual stresses rheological simulation ( ), the depth of their occurrence and the law of distribution can be calculated. It is obvious, that only 1-type thermoformation residual stresses, which are balanced in the volume of the entire work piece, will be simulated in this study.
), the depth of their occurrence and the law of distribution can be calculated. It is obvious, that only 1-type thermoformation residual stresses, which are balanced in the volume of the entire work piece, will be simulated in this study.

The method of studying zone separating for research of the cutting-induced residual stress in the deform 3D system.

The depth of the residual stresses resulting from the turning of the medium carbon steel AISI 1045.
The curve of the 1-type residual thermoformation stresses (Fig. 5) reflects the interference pattern of the tensile (frictional), compression (force) loads and the variable picture of the deep thermal effects. In connection with this, when the component is loaded along a continuous compression cycle, which is characteristic of the continuous feed of the cutting tool, a change-over cycle of stresses is actually carried out at the top of the concentrator. The compressing part of this cycle is determined by external load, and tensile—by residual stresses. The plastic zone 1 near the tool’s top does not change and the residual compressive stresses from the cutting top edge decrease wavelike (Fig. 5). The average statistical value of the surface residual stress in the thermal stabilization zone 3 (about 100 °C temperature) is approximately 160 MPa when machining nickel-base alloy IN 718 (Fig. 4).

Graphic of surface residual stress, as a result of the rheological simulation of the IN718 workpiece turning.
5 Conclusions
The analysis of the cutting parameters influence to the residual stresses formation, as a result of rheological simulation with Deform 3D system, allowed revealing some patterns. The effect of cutting speed is manifested, first of all, in the change in the duration of thermal and force on the tool. Therefore, increasing the speed of cutting contributes to the emergence of additional tensile stress, which increases the overall magnitude of the residual stress tension. When low-carbon steels machining (for example, AISI 1020), an increase in the amount of heat in the cutting zone can lead to hardening of the surface layer. An increase in the specific volume of the surface layer during its strengthening is the reason for reducing the residual tensile stresses that are formed at low speeds (V = 40 … 80 m/min), and their transformation into compression stresses when machining at high cutting speeds (V > 100 m/min). When medium-carbon and alloy steels machining, increasing the heating of the surface layer with an increase in cutting speed more than 120 m/min can contribute to the high-temperature tempering of the material. As a result, there are structural changes associated with a decrease in the specific volume of metal, which leads to a decrease of the compression residual stresses. Feed rate increasing when heat-resistant steels and alloys machining (for example, IN 718) leads to the increase of the surface layer plastic deformation and tensile residual stresses.
Analysis of the rheological simulation results for machining of chromium-nickel alloy IN 718, titanium alloy TI6AL4V and aluminum alloy AL 6061 allows to conclude that the average residual stresses in the thermal stabilization zone will be approximately \( \sigma_{rs} \approx 160{\text{ MPa}} \) when milling IN 718 alloy by mill with CoroMill 300 cutter and R300-1032E-PL S30T sintered-carbide tips (S = 0.12 mm; t = 0.25 mm; V = 40 m/min); when cutting the titanium alloy TI6AL4 V—\( \sigma_{rs} = 32 \ldots 36\,{\text{MPa}} \) (S = 0.07 mm; t = 0.2 mm; V = 115 m/min) and approximately \( \sigma_{rs} = 22 \ldots 26{\text{ MPa}} \) when machining the aluminum alloy AL 6061 (S = 0.1 mm; t = 0.5 mm; V = 800 m/min).
References
Sanjay, K.T. Gopal Krishnan, R.: Advances in Applied Surface Engineering. Research Publishing Services, Singapore (2011)
Stupnytskyy, V.: Computer aided machine-building technological process planning by the methods of concurrent engineering. Europaische Fachhochschule: Wiss. Z. 3(2), 50–53 (2013) (ORT Publishing, Stuttgart)
Stupnytskyy, V.: Features of functionally-oriented engineering technologies in concurrent environment. Int. J. Eng. Res. Technol. (IJERT) 2(9), 1181–1186 (2013)
Stephens, R., Fatemi, A., Stephens, R., Fuchs, O.H.: Metal Fatigue in Engineering, 2nd edn. Wiley, New Jersey (2001)
Pook, L.P.: Metal Fatigue. Springer Science & Business Media, Heidelberg (2007)
Zhu, L., Jia, M.-P.: A new approach for the influence of residual stress on fatigue crack propagation. Results Phys. 7, 2204–2212 (2017)
Kun, H., Yang, W.: Analytical modeling of residual stress formation in work piece material due to cutting. Int. J. Mech. Sci. 114, 21–34 (2016)
Kun, H., Yang, W., Ye, X.: Adjustment of machining-induced residual stress based on parameter inversion. Int. J. Mech. Sci. 135, 43–52 (2018)
Benachour, M., Benachour, N., Benguediab, M.: Effect of compressive residual stress generated by plastic preload on fatigue initiation of 6061 Al-alloy. In: 21-st European Conference on Fracture, vol. 2, pp. 3090–3097. Springer, Catania (2016)
Abboud, E., Shi, B., Attia, H., Thomson, V., Mebrahtu, Y.: Finite element-based modeling of machining-induced residual stresses in Ti-6Al-4V under finish turning conditions publication: In: 14th Conference on Modeling of Machining Operations, vol. 8, pp. 63–68. Elsevier, Turin (2013)
Stupnytskyy, V.: Investigation of the influence of machining factors on mode of the workpiece deformation mode in the chip-forming zone by the finite element method. Ukrainian J. Mech. Eng. Mater. Sci. 2(2), 61–70 (2016)
Mohammadpour, M., Razfar, M.R., Jalili, Saffar R.: Numerical investigating the effect of machining parameters on residual stresses in orthogonal cutting. Simul. Model. Pract. Theory 18(3), 378–389 (2010)
Rice, J., Tracey, D.: Computational Fracture Mechanics, in Numerical and Computer Methods in Structural Mechanics. Academic Press, N.Y. (1973)
Yuan, M., Pingfa, F, Zhang, J., Wu, Z., Yu, D.: Prediction of surface residual stress after end milling based on cutting force and temperature. J. Mater. Process. Technol. 235, 41–48 (2016)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Stupnytskyy, V., Hrytsay, I. (2020). Simulation Study of Cutting-Induced Residual Stress. In: Ivanov, V., et al. Advances in Design, Simulation and Manufacturing II. DSMIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-22365-6_34
Download citation
DOI: https://doi.org/10.1007/978-3-030-22365-6_34
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22364-9
Online ISBN: 978-3-030-22365-6
eBook Packages: EngineeringEngineering (R0)