
Abstract
In a collaborative effort, the Federal Aviation Administration (FAA) and the Boeing Company are assessing bonded repair technology of composite panels representative of transport airplane wing structure through test and analysis using the FAA’s Aircraft Beam Structural Test fixture. Emphasis has been placed on investigating methods and tools used to conduct analysis and predict structural performance of bonded repairs and those used to monitor and evaluate repair quality over the life of the part. The initial baseline phase of the program verified analysis models and provided an initial reference point for inspection and monitoring systems used to detect and track damage formation. Recent second-phase efforts support bonded repair size limit (BRSL) studies and methods used to predict the limit load residual strength for a failed scarfed repair in solid composite laminates. In general, methods under development for BRSL residual strength predictions correlated well with test results.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Although the effectiveness of adhesive bonded repair patches has been demonstrated to maintain aging military fleets worldwide (Baker et al. 2002), challenges remain with respect to commercial aircraft applications. One such challenge pertains to the integrity of the bond between the repair patch and the damaged structure, which depends on numerous installation parameters. Errors during installation, including exposure of the repair patch to a humid environment, improper surface preparation, contamination of the bond line, insufficient control of the curing temperature, and loss of vacuum pressure, can lead to a reduction in bond-line strength. Furthermore, bond integrity especially weak bonds, cannot be detected by existing non-destructive inspection (NDI) techniques. Consequently, the Federal Aviation Administration (FAA) issued a policy statement regarding bonded repair size limits (BRSL) to primary structure (FAA 2014). According to this BRSL policy statement, “All critical structures must have a repair size limit no larger than a size that maintains limit load residual strength capability with the repair completely failed or failed within arresting design structures.” To expand the size limits of a given bonded repair patch, repair designs must have structural substantiation based on tests or analyses supported by tests. Additional datasets are required to qualify bonded material and process compatibilities, to demonstrate the proof of structure, and to establish reliable inspection procedures.
In a multi-year, multi-phased research program, the FAA and the Boeing Company are working in partnership to gain better insight into the fatigue and damage tolerance performance of adhesive bonded repairs and to help address issues cited in the FAA policy statement above. Current efforts are focused on testing and analyzing bonded repairs to representative composite wing panels using the Aircraft Beam Structural Test (ABST) fixture, a new structural test capability at the FAA William J. Hughes Technical Center. The program objectives are to characterize the fatigue and damage tolerance performance of bonded repairs subjected to a simulated service load and to evaluate the limit load capability of a typical composite wing panel of transport category aircraft with a failed repair. In addition, methods and tools used for the analysis of repair performance and for evaluating and monitoring the repair integrity are being assessed.
The initial baseline testing of this program characterized the material response of composite panels in unnotched pristine and open-hole configurations under constant moment loading. This baseline information provided verification of the test fixture loading, validation of analysis models, and an initial reference point for NDI and structural health monitoring (SHM) systems. In general, the baseline panels were subjected to fatigue loading conditions that produce typical operational strain levels for transport-category wing panels for three design service objectives (~165,000 cycles). For the unnotched panel, structural integrity was maintained through testing with no signs of damage in the test section. Measured strains in the test section were relatively constant and remained unchanged during fatigue. For the open-hole panel, strain surveys revealed excellent correlation between test and analysis. Strain concentrations measured using strain gages and a digital image correlation (DIC) system matched finite element analysis results.
The second phase of this program more directly supports the FAA BRSL policy issued to address concerns of not being able to detect weak bonds that result in failure. BRSL analysis methods for sizing bonded repairs to critical solid laminates and honeycomb panels are needed. Testing will be used to validate such analysis methods to determine allowable repair sizes within the requirements of BRSL policy. Information from testing will be useful because of the ability of the ABST fixture to produce effects of boundary conditions and load redistribution that can be understood and incorporated into the analysis models and tool. Data from the analysis methods and tools can also be used to develop design curves. The initial focus of this phase has been the limit load characterization for partial and full-depth scarf configurations for solid laminates under tension produced by constant moment. In general, results revealed that engineering tools under development for BRSL residual strength prediction correlated well with experiments.
Future work will study fatigue aspects for the same configurations and loading for both solid laminates and honeycomb panels. In addition, compression loading tests and analysis are considered in the longer-term planning of this program.
2 Experimental Procedures
A description of the experimental procedures used in this program, including the test fixture, panels, phases, applied loads, and the inspection and monitoring methods, are outlined in this section.
2.1 Test Fixture
Testing was conducted by the FAA using the ABST fixture located at the FAA William J. Hughes Technical Center, as described by Chadha et al. 2019. In general, this new structural test capability was developed in collaboration with the Boeing Company as part of this program and is capable of applying major modes of loading to panels representative of a typical wing or stabilizer components (see Fig. 1). The ABST fixture is self-reacting and integrates mechanical, hydraulic, control, and data-acquisition systems. The mechanical system consists of a load module, wingbox assembly, and reaction structure. The wingbox assembly consists of the test panel (61-cm wide and 101.6-cm long), two pultruded fiberglass channels, and a lower steel plate, all mounted on one end to the load module and on the other to the reaction structure. The fiberglass channels allow for efficient load transfer to the test panels. Loads are applied via the loading module using four hydraulic actuators (222 kN capacity and 30.5-cm stroke) powered by a 228 L/minute hydraulic power unit (HPU), controlled by an MTS FlexTest™ 100 system. Two central vertical actuators (A1 and A2) and two end actuators (A3 and A4) mounted at a 45˚ angle provide a multitude of individual loading modes, including constant moment, torsion, cantilever shear, and horizontal bending, which can be combined to yield complex loading configurations. In the current test program, only constant moment loading is applied to the panels. An MTS FlexDAC™ 20 data acquisition system provides 64 channels to collect strain gages and displacement sensors data.

ABST fixture assembly and examples of loading modes
2.2 Panel Description
The test articles fabricated by Boeing were flat composite solid laminate panels (61.0-cm wide, 101.6-cm long, and 0.34-cm thick) representing typical carbon fiber reinforced polymer (CFRP) skin panels of wing or empennage components. An 18-ply panel was considered having a quasi-isotropic lay-up [± 45°fabric/−45°/90°/45°/0°/-45°/90°/45°/0°]s. Panels were fabricated with a high modulus carbon/epoxy prepreg material, a typical material used by Boeing for the composite primary structure of commercial applications. These panels had holes machined to match the fixture attachment points. The 61-cm long ends of the panel were reinforced with doublers (end tabs) for load introduction into the test article. These end tabs were made from the same material and lay-up as the test panel and included a taper region with ratios ranging from 10:1 to 30:1.
2.3 Test Phases
A phased approach was undertaken to study several current and future issues related to bonded repair technology. The initial first two phases of this program are described below.
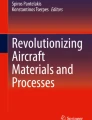
Phase 1, Baseline: The Phase 1 baseline testing of this program characterized the material response of two 18-ply composite panels under constant moment loading. The purpose was to verify the test fixture loading, validate analysis models, and to provide an initial reference point for NDI and SHM systems. Figure 2 shows the details of both the panels. Panel 1 was an unnotched pristine panel and Panel 2 contained a 7.62-cm center hole. The test section length was 75.0 cm and 54.6 cm for Panel 1 and 2 respectively. Both panels were subjected to three design service objectives, 165,000 cycles. At the conclusion of the fatigue test, Panel 2 was quasi-statically loaded up to the first instance of failure.

Phase 1 panel configurations.
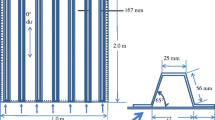
Phase 2, Bonded Repair Size Limits: The focus of Phase 2 testing was placed on the correlation between a panel with a failed (cavity) full depth scarf and a panel with a failed (cavity) partial depth scarf. The test data will be used to evaluate the benefit in residual strength limit load capability that a partial depth scarf offers and to validate an analytical model that predicts the strain levels associated with scarf depth. This phase includes several test panels, both solid laminate and honeycomb, subjected to constant moment tension and compression loading. This paper is limited to the constant moment (tension) testing of two solid laminate panels: Panel 3, a panel with a partial half-depth scarf cavity, and Panel 4, a panel with a full-depth scarf cavity. A scarf ratio of 30:1 was used for both panels. Figure 3 shows the geometry of the panels. Both were loaded quasi-statically up to the failure.

Phase 2 panel configurations.
2.4 Applied Loads
The applied test loads used in this study represent the strains experienced by a composite wing panel of a typical transport-category aircraft and includes compression, tension, and shear. In general, three loading types were considered: (1) ultimate loads applied quasi-statically based on notched allowable coupons or barely visible impact damage load conditions; (2) fatigue loads simulating service load (SL) conditions represented by 40%–60% of the ultimate load conditions, and; (3) strain survey loads applied quasi-statically to a percentage of the SL conditions (typically 75%–100% of the maximum fatigue loads). A summary of these load configurations and the corresponding strain values is provided in the Table 1. The tests covered in this paper were for tensile loading conditions only.
The applied loads used in each test phase are shown in Table 2. The actuator loads were first predetermined from finite element analysis to provide constant target strains under a tensile bending moment. Slight adjustments in the actuator loads were made during the test until the target strains were obtained. Fatigue loading was conducted at R = 0.1 and a frequency of 0.5 Hz. All testing was done under lab ambient conditions.
2.5 Inspection and Monitoring Methods
During all phases of testing, several NDI methods were used to monitor and record the damage formation and growth, including thermography, phased-array ultrasound, pulse-echo ultrasound, and high-magnification cameras. In addition, panels were instrumented with strain gages and a DIC systems to monitor strains throughout the tests. A commercial piezoelectric-based SHM system was also used to collect data and to assess its capabilities to monitor damage growth.
3 Analysis
Several analysis procedures were conducted by Boeing in support of this program, as outlined in this section.
3.1 Finite Element Analysis
Finite element models (FEM) of the test fixture and test panels, shown for example in Fig. 4, were created to simulate the loading of the panel prior to actual testing and provide predictions of:

FEM used in test setup and pre-test prediction.
-
Actuator loads that the ABST fixture should apply to provide appropriate target strains.
-
Stress and strain fields.
-
Damage initiation and growth in the composite panel.
-
Ultimate load and residual strength.
An advanced progressive failure analysis (PFA) approach was used to predict ultimate load levels for various damaged panels in this test program. The current approach implements the Hashin in-plane failure criteria. Figure 5 shows the matrix and fiber tensile failure index contours at ultimate load for the 30:1 full-depth scarf panel (only the damaged regions were shown).

PFA approach to predict residual strength.
3.2 BRSL Semi-analytical Method Development and Verification
The development and verification of a rapid-executing BRSL analysis method is being undertaken to predict the limit load residual strength for a failed scarf repair in solid composite laminates and honeycomb panels. It is based on the classic strain concentration factor Kt approach modified by a geometry factor Ksr, as shown in Fig. 6, under tensile loading. Testing will be used to support improved analysis methods to better represent the actual damage within the requirements of BRSL policy. The initial focus of this phase has been the limit-load characterization for partial and full-depth scarf configurations for solid laminates under tension produced by constant moment.

Engineering approach based on Kt to predict residual strength.
4 Results and Discussion
Tests and analysis were performed to determine the fatigue and damage tolerance performance of composite panels representative of wing structure of typical transport category aircraft. Representative results described below are focused on the first two phases of this program.
4.1 Phase 1, Baseline Study
Initial results from the baseline testing are summarized in Fig. 7 for Panel 1, an unnotched pristine panel. For this test, the loads applied by the four actuators produced a moment resulting in a constant target strain of 2400 με within the test section of the panel, as determined from DIC and strain-gage measurements. This strain level represents 40% of notch ultimate allowable strains and simulates typical operational strain levels for transport-category wing panels. In the tab end sections, strain levels were higher than in the test section, resulting in local delaminations of the taper region. Tab ends were redesigned with a high taper ratio (from 10:1 to 30:1) to reduce peel stresses in subsequent panels. Excellent correlation in strains was obtained and was measured using DIC and strain gages. In addition, strains remained unchanged during fatigue up to 165,000 cycles. The structural integrity of Panel 1 was maintained through all phases of testing with no signs of damage in the test section.

Phase 1 results for Panel 1 - unnotched panel.
For the open-hole panel, Panel 2, initial strain surveys revealed excellent correlation between test and analysis, as indicted in Fig. 8. Loads were applied to yield a target strain in the test section of 2400 με. Strain concentrations near the center hole edge were measured using DIC and strain gages and matched finite element analysis predictions.

Phase 1 results for Panel 2 - center-hole panel.
Panel 2 was then fatigued tested to 165,000 cycles in 55,000-cycle intervals at three different target strain levels of 2400, 3000, and 3600 με. Representative results are shown in Fig. 9. In general, strains measured using DIC and strain gages remained constant during fatigue, as shown, for example, for the 2400 με target strain results. Localized hole-edge delaminations were initially detected visually during the 3000 με target strain fatigue test and was subsequently monitored using NDI, including thermography, pulse-echo ultrasound, and phased array ultrasound. At the end of fatigue testing, delaminations approximately 12-mm wide, located near the surface at 15%–20% of the panel depth along the hole boundary at the 6 and 12 o’clock positions were measured. A residual strength test was then performed, loading the panel quasi-statically to failure. Damage growth from the hole in the transverse direction was quite rapid. Strain redistribution was evident from DIC results as damage progressed. Final failure occurred through the net section of the panel at an applied moment of 158 kN-m, comparing well to the prediction of 142 kN-m.

Phase 1 results for Panel 2 - center-hole panel.
4.2 Phase 2, BRSL Study
In this phase, the effect of partial and full-depth scarf on panel mechanical response and residual strength was determined. For the panel containing the partial (half) depth scarf, Panel 3, initial strain surveys revealed excellent correlation between test and analysis, as shown in Fig. 10. Loads were applied to yield a target strain in the test section of 1800 με. Strain concentrations at the partial-depth scarf were measured using DIC and strain gages, and matched finite element analysis predictions.

Phase 2 results for Panel 3 - partial (half) depth scarf.
After the initial strain survey, a residual strength test was performed to Panel 3. Representative results are shown in Fig. 11. The panel was loaded quasi-statically in a saw-tooth profile, increasing the load level up to failure based on percentages of the PFA predicted strength of 230 kN-m. During loading, damage formation was monitored visually using high-magnification cameras and DIC. After each loading, inspections were made using thermography. Damage was first detected visually at 60% load level in the form of edge delamination along the scarf edge at the 3 o’clock position. The edge delamination continued to grow while loading to 80% load level. At 90% load level, extensive damage occurred where the entire scarf region in the 3 o’clock position delaminated. Final failure through the net section of the panel occurred at an applied moment of 229 kN-m, which was within 1% of the predicted value.

Phase 2 results for Panel 3 - partial-depth scarf.
For the panel containing the full-depth scarf, Panel 4, initial strain surveys revealed excellent correlation between test and analysis. The panel was loaded quasi-statically in a saw-tooth profile, increasing the applied moment to failure based on percentages of the PFA predicted strength of 129 kN-m (see Fig. 12). Damage was first indicated visually at 60% load level in the form of cracking at the inner scarf edge at the 6 o’clock positon. On increased load, damage progressed through the net section up to the first intact 0° plies. Delamination was then observed as shown; for example at 70% load level. Progressive damage growth occurred in the 12 o’clock position through the entire net section of the scarf region during 80% load step. At the 6 o’clock position, damage was still contained within the scarf. Final failure occurred at 85% of the predicted strength through the net section of the panel, which occurred at an applied moment of 110 kN-m.

Phase 2 results for Panel 4 - full-depth scarf.
4.3 Test and Analysis Correlation
The effect of notched geometry on the ultimate strength of the solid laminates tested in this program is summarized in Fig. 13. As shown, good agreement was obtained between the test and Kt-based analysis. The ultimate strains measured in Panel 3 containing a partial-depth scarf was highest, as expected, followed by Panel 2 with the center hole and then Panel 4 containing the full-depth scarf. The benefit gained in the residual-strength limit-load capability of the failed partial-depth scarf is evident because it is much higher than the open hole. In addition, analytical models currently under development to accurately predict the strain levels associated with failed repair depth are demonstrated. Model predictions show reduction of the strain concentration factor, Kt, as the scarf depth decreases.

Benefits of partial scarf
One significant component that will be investigated during the next phase is the effect of load redistribution caused by the presence of a large cutout within a panel, as is the case for a full-depth scarf. It is expected that some sort of load mitigation can be assumed due to loads being redistributed toward stiffening elements within the same panel and to neighboring panels. Multi-bay test articles, which include stiffening elements, will be used for such study.
5 Summary
In a joint effort, The Federal Aviation Administration and The Boeing Company are addressing safety and structural integrity issues of bonded repair technology. Recent efforts have focused on bonded repairs to composite panels representative of typical transport aircraft wing structure. The program objectives are to characterize the fatigue and damage tolerance performance of bonded repairs subjected to simulated service load and to evaluate the limit-load capability of typical composite wing panels with a failed repair. Emphasis has been placed on investigating the methods and tools used for predicting structural performance of repairs and as those used to evaluate and monitor repair integrity over the life of the part.
A phased approach is being undertaken in the multiyear effort. The initial baseline testing of this program characterized the material response of composite panels in the unnotched pristine and open-hole configurations under constant moment loading. This verified the test-fixture loading, validated analysis models, and provided an initial reference point for NDI and SHM systems. In general, the baseline panels were subjected to fatigue loading conditions that produce typical operational strain levels for transport-category wing panels for three design service objectives (~165,000 cycles). In the test section of the unnotched panel, measured strains were relatively constant. For the center-hole panel, strain concentrations measured using DIC and strain gages matched finite element analysis results.
The second phase of this program characterized the limit-load capability for partial and full-depth scarf configurations for solid laminates under tension produced by constant moment. The benefit gained in the residual-strength limit-load capability of a failed partial-depth scarf was revealed. In addition, analytical models currently under development to accurately predict the strain levels associated with failed repair depth are demonstrated.
References
Baker, A.A., Rose, L.R.F., Jones, R. (eds.).: Advances in the Bonded Composite Repair of Metallic Aircraft Structure, vols. 1 and 2. Elsevier, Amsterdam (2002)
Federal Aviation Adminsitration.: Bonded repair size limits. FAA Policy Statement, U.S. Department of Transportation, Federal Aviation Administration, Policy No. PS-AIR-100-14-130-001, Initiated By: AIR-100 (2014)
Chadha, R., Bakuckas, J., Fleming, M., Lin, J., Korkosz, G.: Airframe Beam Structural Test (ABST) fixture - capabilities description and user manual. DOT/FAA/TC-TN19/7 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Bakuckas, J.G. et al. (2020). Bonded Repairs of Composite Panels Representative of Wing Structure. In: Niepokolczycki, A., Komorowski, J. (eds) ICAF 2019 – Structural Integrity in the Age of Additive Manufacturing. ICAF 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-21503-3_45
Download citation
DOI: https://doi.org/10.1007/978-3-030-21503-3_45
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-21502-6
Online ISBN: 978-3-030-21503-3
eBook Packages: EngineeringEngineering (R0)