
Abstract
Research and development on films and coatings made from various agricultural proteins has been conducted over the past 20 years, but is of heightened interest, due to the demand for environmentally-friendly, renewable replacements for petroleum-based polymeric materials and plastics. To address this demand, films and coatings have been made from renewable resources, such as casein, whey, soy, corn zein, collagen, wheat gluten, keratin and egg albumen. Those made from agricultural proteins create new outlets for agricultural products, byproducts and waste streams, all of which can positively impact the economics of food processes.
Due to casein’s ability to form water-resistant films, it was used for hundreds of years in paints and coatings (Gettens and Stout 1984). In the late nineteenth century, casein was converted into a hard plastic material by cross-linking it with formaldehyde. A patent for this technology was issued to Adolf Spitteler in Bavaria (Brother 1940), and it was used for the manufacture of products, such as buttons, umbrella handles, small boxes and pen cases.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
2.1 Introduction
Research and development on films and coatings made from various agricultural proteins has been conducted over the past 20 years, but is of heightened interest, due to the demand for environmentally-friendly, renewable replacements for petroleum-based polymeric materials and plastics. To address this demand, films and coatings have been made from renewable resources, such as casein, whey, soy, corn zein, collagen, wheat gluten, keratin and egg albumen. Those made from agricultural proteins create new outlets for agricultural products, byproducts and waste streams, all of which can positively impact the economics of food processes.
Due to casein’s ability to form water-resistant films, it was used for hundreds of years in paints and coatings (Gettens and Stout 1984). In the late nineteenth century, casein was converted into a hard plastic material by cross-linking it with formaldehyde. A patent for this technology was issued to Adolf Spitteler in Bavaria (Brother 1940), and it was used for the manufacture of products, such as buttons, umbrella handles, small boxes and pen cases.
Protein-based materials experienced a boom of interest in the early twentieth century. Prior to World War II (WWII), several types of protein-based films, coatings, plastics and textiles were commercially available. Textiles developed from agricultural proteins were categorized as azlons. World War I (WWI) and WWII created a substantial demand for materials to make uniforms, blankets and other supplies for soldiers. Wool was the main textile material, but wool substitutes were also created from such products as casein, soy, corn zein and peanut protein (Brooks 2006). Casein-based protein fibers had silk-like properties, and were commercialized under brand names such as Lanital, Merinova and Arlac developed by the United States Department of Agriculture (USDA). Peanut protein fiber was sold as Ardil, and corn zein was used to make the commercialized textile Vicara (Kiplinger 2003).
The large demand for resources created by WWI and WWII was a catalyst for scientific and technological improvements to protein-based polymers. Additionally, the idea of developing new, non-food uses from agricultural crops received wide support and distinction in the form of the Chemurgy Movement (Finlay 2004). In the 1920s and 1930s, the National Farm Chemurgic Council was formed, promoting the move to generate new products from agricultural commodities that were useful to industry. For a time, this original “green” movement had a growing influence throughout the country. Supporters included important figures like William Hale, a prominent figure within Dow Chemical, and Henry Ford, a leader in the automotive industry, who promoted and used biobased plastics, textiles and fuels in his automobiles. In response to the demand, the USDA established four regional research centers, devoted to creating value-added products, developing renewable biobased materials, and discovering new routes for industrial utilization of agricultural materials (Kelley 1993). However, production and use of agricultural-based polymeric materials declined after WWII due to the development of petroleum-based products, which were cheaper, easier to produce, and generally superior to their agricultural counterparts.
Still today, the four USDA research centers remain mainstays of the Agricultural Research Service (ARS), the research arm of the USDA. While the mission of ARS has expanded to address additional challenges currently facing agriculture, a significant portion of the mission is dedicated to research on value-added foods and bio-based products. Today, there is renewed interest in biobased materials; consumers demand environmentally-friendly products that lower dependence on oil and other non-renewable resources (Comstock et al. 2004). As evidenced by Presidential Initiatives 13101 and 13134, which call for increased use and development of agricultural-based products, biobased product research has become a priority for government, academic, and industrial research institutions.
With their proven track record for function and commercialization, packaging applications are well suited to be made from biobased materials and to incorporate protein-based materials. Food packaging innovation, including films and coatings, is driven by (1) distribution needs, especially as globalization increases the distance, products are shipped; (2) consumer demands for convenient packaging, including easily recyclable packaging; and (3) environmental legislation. During the last 5–10 years, especially in the UK and Japan, government legislation has accelerated the development of environmentally-friendly packaging (Sonneveld 2000; Comstock et al. 2004). Moreover, increasing energy costs also raise the prices of conventional packaging materials. In 2005–2006, food packagers in Europe experienced a 30–80% increase in the cost of packaging materials, mostly due to the escalating cost of petroleum (Anonymous 2006).
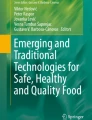
The inherent properties of proteins make them excellent starting materials for films and coatings. The distribution of charged, polar and non-polar amino acids (Fig. 2.1a–c) along the protein chain creates chemical potential. Figure 2.2 shows a representation of beta-lactoglobulin, the major protein found in whey. The shading illustrates the domains of polar and non-polar areas along the protein chain. The resulting interactive forces produce a cohesive protein film matrix. Films form and are stabilized through electrostatic interactions, hydrogen bonding, van der Waals forces, covalent bonding, and disulfide bridges (Krochta et al. 1994). Protein film-forming capabilities are best demonstrated in emulsified systems in which amphipathic proteins form films at air–water or water–oil interfaces. There are also secondary benefits for using proteins to form films and coatings. Proteins have multiple sites for chemical interaction as a function of their diverse amino acid functional groups, which can allow for property improvement and tailoring. Chemical changes can improve the stability of films and coatings. Cross-linked protein films are often more stable than their polysaccharide-based counterparts and have a longer lifetime (Barone and Schmidt 2006). Figure 2.3 depicts the enzymatic cross-linking of proteins.






(a) Non-polar amino acids. (b) Polar amino acids. (c) Charged amino acids


Examples of polar (light gray) and non-polar (dark gray) domains in proteins as depicted by the beta-lactoglobulin molecule


Cross-linking reaction of protein chains catalyzed by the enzyme transglutaminase
Protein-based films and coatings are also biodegradable and compostable. As they degrade, they provide a source of nitrogen, which contributes a fertilizer benefit not available with other non-protein-based films and coatings. Finally, there is emerging evidence that the bioactive peptides produced upon digestion of proteins (dairy sources in particular) have antihypertensive and radical scavenging health benefits (Aimutis 2004; FitzGerald et al. 2004).
This chapter will cover the most commonly studied proteins used for research in films and coatings. Film formation, properties, and future trends will be discussed.
2.2 Composition
Films and coatings may be made from proteins of both animal and plant origin. Protein-based films and coatings are prepared from solutions comprised of three main components: protein, plasticizer and solvent. The properties of the final film are affected by the intrinsic properties of the film or coating components and extrinsic processing factors (Panyam and Kilara 1996). Intrinsic properties of proteins include amino acid composition, crystallinity (of the protein and/or plasticizer), hydrophobicity/hydrophilicity, surface charge, pI, molecular size, and three-dimensional shape. Table 2.1 provides the amino acid composition for several proteins used to make edible films and coatings. The presence of cysteine allows for potential disulfide bridge formation, as noted for beta-lactoglobulin. High concentrations of leucine, alanine and other nonpolar amino acids can create hydrophobic proteins, as seen in α-zein. Extrinsic factors include processing temperature, drying conditions, pH, ionic strength, salt-type, relative humidity during processing and storage, shear and pressure (Damodaran 1996). A brief summary of the properties for some proteins commonly used for making films and coatings is given below.
2.2.1 Animal Proteins
2.2.1.1 Casein
Casein is the major dairy protein group occurring at 24–29 g/l in bovine or goat milk (Audic et al. 2003). There are four main subunits – alpha s1-casein, alpha s2-casein, beta-casein and kappa-casein that make up 38%, 10%, 36% and 13% of casein composition, respectively (Audic et al. 2003). Each of the four protein fractions has unique properties that affect casein’s ability to form films. Alpha s1 is a 23.6 kDa protein with a net charge of −21.9 at a pH of 6.6 and a pI of 4.94. It has eight phosphorylated serine residues, 17 proline residues, 25 glutamine residues and no cysteine residues. Alpha s1 has the majority of its charge isolated between the hydrophobic N- and C-terminals, making the protein amphipathic. The phosphorylated serine residues are clustered with glutamine residues, forming calcium-binding sites. Consequently, alpha s1 is Ca2+ sensitive, which means that the protein will aggregate and precipitate in low concentrations of the ion. Because it does not contain free cysteine, it cannot participate in disulfide bond formation and cross-linking.
Alpha s2-casein is also Ca2+ sensitive. It has a net charge of −13.8, a pI of 5.37, and two regions of high-charge density, making it more hydrophilic than other casein proteins.
Beta-casein is an amphipathic protein with a polar N-terminal, but a large hydrophobic domain. It is also Ca2+ sensitive. The solubility of beta-casein increases when the temperature is dropped to 4°C.
Kappa-casein is the other major casein protein; however, it is different from the other three casein fractions, because it is not calcium ion sensitive. Kappa-casein is located at the outer layer of a casein micelle, and is very amphipathic with a polar domain that interacts with polar solvents. It is often described as the “hairy layer” of the casein micelle (Swaisgood 1993, 1996).
2.2.1.2 Whey Protein
Whey is a byproduct of the cheese-making process, and whey proteins are technically defined as those that remain in the milk serum after coagulation of the caseins at a pH of 4.6 and a temperature of 20°C (Morr and Ha 1993). Whey protein is comprised of several individual proteins, with beta-lactoglobulin, alpha-lactalbumin, bovine serum albumin, and immunoglobins being the main proteins (deWit and Klarenbeek 1983; Kinsella 1984). Whey proteins differ from caseins in that their net negative charge is evenly distributed over the protein chain. The hydrophobic, polar and charged amino acids are also uniformly distributed. Consequently, the proteins fold so that most of the hydrophobic groups are buried within the whey protein molecule. Extensive self-association does not occur under neutral conditions, as seen among casein proteins (Swaisgood 1996). The protein interactions that occur between chains determine film network formation and properties.
Beta-lactoglobulin is an 18.3 kDa protein that consists of about 160 amino acids, depending on the genetic variant, and comprises 48–58% of the total whey protein. It does not denature as pH changes, but is thermolabile. Its secondary structure is dominated by an eight-stranded beta-barrel, and also possesses a three-turn alpha-helix. For film formation, there is an important free sulfhydryl group, cysteine 121 (CYS121), and two disulfide bonds between cysteine 66-cysteine 160 and cysteine 106-cysteine 119. In the native form, CYS121 is hidden by the alpha-helix (Sawyer et al. 1999). After thermal denaturation, the thiol group is exposed and available for intermolecular disulfide bond formation. Consequently, edible films made from denatured whey protein are stronger and more cohesive than those made from native protein (Perez-Gago et al. 1999). The denaturation temperature of beta-lactoglobulin is 78°C in a 0.7 M phosphate buffer (pH 6) (deWit and Klarenbeek 1983). The most abundant amino acids in bovine beta-lactoglobulin are leucine, glutamic acid, and lysine. Notably, beta-lactoglobulin is low in tyrosine residues (Etzel 2004), which limits its ability to cross-link through the bi-tyrosine radicals that form when proteins are exposed to irradiation treatment.
Alpha-lactalbumin is the second most abundant whey protein, comprising 13–19% of the total whey protein, with a molecular weight of 14.2 kDa. It contains four internal disulfide bridges. Bovine serum albumin (BSA) is the longest single-chain whey protein, with a molecular weight of 66 kDa. It is prone to precipitation around 60–65°C, due to increased hydrophobic binding between the chains (deWit and Klarenbeek 1983). The immunoglobulins are a mixture of proteins, and are very thermolabile.
2.2.1.3 Meat Proteins
There are three types of meat proteins: sarcoplasmic, stromal and myofibrillar. Enzymes, myoglobulin, and cytoplasmic proteins are examples of sarcoplasmic proteins. Stromal proteins include collagen and elastin, while myofibrillar proteins include myosin, actin, tropomysin, and troponins. Stromal and myofibrillar proteins are used for making edible films and coatings.
Collagen is a fibrous, stromal protein extracted from connective tissue, tendons, skin, bones and vascular system, which are waste products of meat processing. Collagen is made from three parallel alpha-chains, which combine to make a triple-stranded superhelical structure. The amino acid sequence of collagen is dominated by a repeating trio of Gly-X-Y residues (where X and Y are often proline and hydroxyproline, respectively) (Haug et al. 2004). Gelatin is formed when collagen is exposed to a mild heat treatment under acidic or alkaline conditions (Badii and Howell 2006). In this process, collagen is partially denatured, but upon cooling, partially reforms the triple helix structure, though unstructured domains also exist. The resulting protein material is referred to as gelatin. Gelatin contains a large amount of proline, hydroxyproline, lysine, and hydroxylysine, which can react in an aldol-condensation reaction to form intra- and intermolecular cross-links among the protein chains.
Gelatin is used in the food industry to thicken and texturize foods, because of its good gelling properties. It also has excellent foaming properties that translate to it being a good edible film former. Gelatin has been used as a coating by the food and pharmaceutical industry for years. Recently, marine gelatins have attracted increased interest due to the perceived risk and stigma associated with bovine spongiform encephalopathy (BSE), which is a potential risk associated with gelatin obtained from cows. Fish gelatin is also getting more attention as the fish industry tries to find new outlets for their skin and bone by-products. In Alaska alone, over one million pounds of by-product are generated annually (Avena-Bustillos et al. 2006). Fish gelatin from those species that live in cold water environments has amino acid compositions that differ from those of mammalian gelatin. Cold water fish gelatins contain a lower percentage of proline and hydroxyproline; consequently, fish gelatins have a lower melting and gelation temperature (Balian and Bowes 1977).
Myosin and actin make up the major fractions of myofibrillar proteins. Like collagen and gelatin, the secondary structure of myofibrillar proteins possesses the alpha-helix as the dominant secondary structure. The proteins are soluble in salt solutions. There is interest in using myofibrillar proteins for edible films and coatings, because of the need to find economic uses for this by-product-stream originating from the Alaskan fish industry.
2.2.1.4 Egg Albumen
Egg albumen is the second major component of liquid egg white, water being the first, and makes up approximately 10% of the total liquid egg white weight. Within egg albumen, there are five main protein fractions: ovalbumin, ovotransferrin, ovomucoid, ovomucin and lysozyme. Differential scanning calorimetry analysis shows three main endotherms that occur during heating of egg white protein that correspond to the denaturation of ovotransferrin, lysozyme, and ovalbumin. Ovalbumin is the predominant egg white protein fraction, comprising nearly 50% of the overall protein content. Ovalbumin is a 44.5 kDa protein that contains free sulfhydryl groups available for cross-linking (Mine 1995). Ovotransferrin is an iron-binding protein with a weight of 77.7 kDa and a pI of ∼6.1. Lysozyme, one of the most studied proteins due to its antimicrobial activity, has been found to be active against gram-negative bacteria.
Egg albumen proteins are thermolabile, and form strong heat-set gels. During heat denaturation, egg white proteins form stable intermolecular beta-sheet structures between ovalbumin, ovotransferrin, and lysozyme. Above 60°C, egg white proteins unfold, exposing their internal sulfhydryl groups that can effect disulfide bond formation, and surface hydrophobicity increases (Mine et al. 1990). Denaturation of egg white proteins can be affected by pH, salt concentration, sucrose, or pre-heat treatment. Over time, as a result of thiol cross-linking, ovalbumin forms s-ovalbumin, which is a more stable form of the protein with a higher denaturation temperature (Ternes 2001).
2.2.1.5 Feather Keratin
Annually, approximately 2.3 billion pounds of feathers are generated as a byproduct-stream of the poultry processing industry. Feather keratin, a fibrous protein, has unique film-forming properties due in part to its disulfide bonds that can be reduced to facilitate intermolecular cross-linking of protein chains. Feather keratin is also semi-crystalline, which adds to its high strength and stiffness (Barone et al. 2005). Chicken feathers are 91% protein, 1% lipid and 8% water (Kock 2006). The most abundant amino acids are cysteine, glycine, proline and serine; there are very few histidine, lysine, or methionine residues (Schmidt 1998).
2.2.2 Plant Proteins
Fruits and vegetables are generally low in protein content, with polysaccharides being the predominant biopolymers obtained from these sources for making edible films and coatings. However, cereal grains, tubers, legumes, and pulses possess higher protein contents than fruits and vegetables. These proteins have been isolated and studied for film formation.
2.2.2.1 Wheat Proteins
Due to the importance of bread products in both food and culture, the breadmaking process has been extensively studied. More specifically, the properties of wheat gluten, which is a major contributor to bread properties, have been investigated in detail. Wheat gluten, which contains a small proportion of charged amino acids (lysine, histidine, arginine) and a high proportion of non-polar amino acids, aggregates easily due to hydrophobic interactions (Haard and Chism 1996). There are four primary wheat protein fractions, classified by their solubility: albumins (water soluble), globulins (soluble in dilute salt solutions), gliadins (soluble in 70–90% ethanol), and glutenin (insoluble under all of the previously mentioned conditions) (Haard and Chism 1996).
Glutenin and gliadin are the major proteins within wheat flour, making up 47% and 34% of the total protein content, respectively (Kinsella 1982). Gliadin is a single chained peptide of approximately 40 kDa, consisting of four distinct fractions: ω5, ω1,2, α/β, γ, with α/β and γ gliadins containing intramolecular disulfide bonds (Kinsella 1982). These play a role in film formation, strength and elasticity. Glutenin is a mixture of proteins and has a molecular weight distribution between 100 and 1,000 kDa, depending on the number of intermolecular disulfide linkages. Some glutenin molecules are branched. The disulfide bonds present in glutenin and gliadin play an important role in determining the strength of the protein matrix. Oxidizing agents, such as potassium bromate, potassium iodate and ascorbic acid, can be added to affect the strength and elasticity of the matrix. Low molecular weight thiol-containing compounds, like glutathione, also can be present in wheat protein. These small thiol compounds react with the disulfide bonds within and between gluten molecules and cleave them, weakening the wheat protein matrix. Oxidizing agents can selectively react with the small thiol groups, making it easier for protein–protein SS/SH exchange to take place and subsequently, increasing the strength and elasticity of gluten (Kinsella 1982).
The gluten protein matrix is also affected by shear, which causes proteins to unfold, hydrogen bonds to weaken, and a general rearrangement of the proteins to form parallel fibers. These changes increase the elasticity and stretchiness of the resulting matrix. During exposure to shear stress, hydrophobic areas are pulled apart and become exposed to water within the dough matrix, leading to a hydrophobic effect and a re-ordering of water molecules. When the stress is removed, the proteins relax, the hydrophobic areas refold, and the water becomes less structured. Gluten, therefore, can be considered both plastic and elastic.
2.2.2.2 Soy Protein
Soy protein is comprised of a mixture of globular proteins. Approximately 90% of soy proteins separate into either a 2S, 7S, 11S or 15S fraction, based on molecular weight and sedimentation coefficient (Cho and Rhee 2004). The two main globular proteins are beta-conglycinin (7S globulin) and glycinin (11S globulin), which make up 37% and 31% of the soy proteins, respectively. Conglycinin (140–170 kDa) consists of various combinations of three subunits, which are heavily glycosylated (Kunte et al. 1997). Glycinin (340–375 kDa) is made of six AB subunits, which are each comprised of an acidic (A) and a basic (B) polypeptide, linked together via disulfide bonds.
As with other film-forming proteins, glycinin is known to be a gelling agent, emulsifier and foaming agent (Subirade et al. 1998). Heat and alkaline conditions can denature soy proteins, affecting film formation. Similar to beta-lactoglobulin (whey protein), glycinin (11S protein) forms intermolecular disulfide bonds when denatured, which bonds affect the tensile properties of a formed film. Soy protein association and stability is dependent on the pH and ionic strength (Petruccelli and Anon 1994). Beta-conglycinin is less heat stable than glycinin; the proteins have denaturation temperatures of approximately 70°C and 80°C, respectively (Renkema and Vliet 2002).
2.2.2.3 Corn Zein
Zein protein from corn has some unique characteristics compared to most other agricultural proteins used for edible films and coatings. Zein possesses a high percentages of nonpolar amino acids and low proportions of basic and acidic amino acids. The three primary amino acids in corn zein protein are glutamine (21–26%), leucine (20%) and proline (10%) (Shukla and Cheryan 2001). Consequently, corn zein protein is insoluble in water, a characteristic that affects the barrier properties of its films. The two major fractions of zein are alpha-zein and beta-zein. Alpha-zein is soluble in 95% ethanol, and makes up approximately 80% of the total prolamines present in corn, while beta-zein is soluble in 60% ethanol. A helical secondary structure dominates zein proteins (Shukla and Cheryan 2001). When formed into films, zein is glossy, tough and greaseproof, with a low water vapor permeability compared to most other agriculturally-based protein films. Zein has been commercially used as a coating for medical tablets, and has the potential to be used in biodegradable packaging.
2.3 Solvents
Water and ethanol are the solvents of choice for making edible films and coatings, because they are safe for consumption. However, if the application of the film or coating from an agricultural protein is not intended for a food application, other organic solvents may be used. In a study by Yoshino et al. (2002), zein films were made using either aqueous ethanol or aqueous acetone as the solvent system. When ethanol was used as the solvent, resulting films initially had higher tensile strength as compared to those made with acetone; however, they were also more susceptible to moisture and high humidity environments. As the relative humidity of the storage environment increased from 5 to 90%, the tensile strength of the ethanol-solvent zein films dropped over 75% (from 29 to 7 MPa), while the acetone-solvent zein films lost only 15% of their initial strength (from 25 to 21 MPa). Thus, choice of solvent can affect the properties of a formed film.
2.4 Plasticizers
Plasticizers are small molecular-weight compounds that can be added to an edible film or coating solution to improve the flexibility and mechanical properties of the film matrix. Most protein-based films and coatings are very strong, but very brittle when not plasticized (Gennadios et al. 1994); thus, a plasticizer is necessary to improve the application potential of protein-based films. While plasticizers can improve the flexibility and elongation of protein films, they also affect the permeability of the films and coatings (McHugh and Krochta 1994). As a general rule, the addition of a plasticizer increases the permeability of a film or coating.
There are two types of plasticization: internal and external. Internal plasticizers chemically modify a protein chain through addition of substituent groups attached via covalent bonds. Common chemical derivatization schemes are acetylation, succinylation and Maillard reactions with monosaccharides (Fig. 2.4). Internal plasticizers create steric hindrance between the protein chains, leading to increased free volume and improved flexibility. External plasticizers solvate and lubricate the protein chains, lowering the glass transition temperature of the proteins and also increasing the free volume.


Examples of chemical modification of protein chains
Common plasticizers used in edible films and coatings are typically polyols, including glycerol, propylene glycol, polypropylene glycol, sorbitol and sucrose. Fatty acids have also been used as plasticizers in edible films and coatings, though they are not as common. The most effective plasticizer is, of course, water. The effectiveness of a plasticizer is dependent upon three things: size, shape and compatibility with the protein matrix (Sothornvit and Krochta 2001). The state of the plasticizer under normal storage conditions may also affect its permeability and flexibility. Solid plasticizers may have an “antiplasticizing” effect, and decrease matrix flexibility, while improving permeability (Dangaran and Krochta 2007). In traditional polymer-plasticizer systems, antiplasticization occurs when a plasticized system is harder and less flexible than the pure polymer at a temperature below the glass transition or Tg (Chang et al. 2000; Morara et al. 2002).
Several researchers have conducted studies to evaluate the efficiency of different plasticizers in protein-based films, and have developed empirical models to describe the observed phenomena (Sothornvit and Krochta 2000, 2001; Dangaran and Tomasula 2006). Dangaran and Tomasula (2006) used a modified version of the Gordon–Taylor equation (Fig. 2.5), and applied it to determine the effect of glycerol, propylene glycol, and sorbitol on three types of caseins, each differing in structure and chemical functionality (water solubility). They determined that the effectiveness of a plasticizer was affected by the microstructure and chemical nature of the plasticizer, with glycerol being the most efficient. Sothornvit and Krochta (2001) also found glycerol to be the most efficient plasticizer in a whey protein film matrix. Their empirical model fit the changes in the observed tensile properties and oxygen permeabilities for films with up to 30% plasticizer. They reported an exponential relationship between film properties and plasticizer content. The properties of the protein (crystallinity, hydrophobicity/hydrophilicity) also affect the plasticizer–protein interaction.


Gordon–Taylor equation
2.5 Film and Coating Preparation
There are several ways to form edible films and coatings from agricultural proteins, all of which affect the properties of the final film or coating. Films can be formed via several processes, depending on the starting material. Lipid and wax films can be formed through solidification of the melted material (Fennema and Kester 1991). Biopolymers in solution can form films by changing the conditions of the solution. Applying heat, adding salt or changing the pH may alter conditions in the solution, such that the biopolymers aggregate in a separate film phase. This process is called coacervation (Krochta et al. 1994; Debeaufort et al. 1998).
2.5.1 Solvent Casting
Solvent casting is the preferred method used to form edible protein films for research. Various types of equipment are available for solvent casting of films, from simple casting-plates to more advanced batch and continuous lab coaters (Fig. 2.6a, b). Because it is effective and cost-efficient, the most commonly used method for forming protein film samples for research is by manually spreading dilute film solutions (usually 5–10% solids) of protein and plasticizer into level Petri dishes or plates, and then drying them under ambient conditions or controlled relative humidity. More sophisticated equipment can produce larger protein films by mechanically spreading the solution to a fixed thickness.




(a) Casting plate and casein films. (b) Continuous lab coater and rolls of edible films
Kozempel and Tomasula (2004) developed a continuous process for solvent casting of protein films. This process was demonstrated using casein-based films. Parameters that need to be determined for continuous film production are air temperature, surface properties of the substrate upon which the films are formed, flow rate, and drying time. Films can be dried under ambient conditions, with hot air, infrared energy, or microwave energy. The method of drying can significantly affect the physical properties of the final film, including film morphology, appearance, and barrier and mechanical properties (Perez-Gago and Krochta 2000).
2.5.2 Extrusion of Edible Films
An alternative to solvent casting is extrusion, which uses elevated temperature and shear to soften and melt the polymer, thus allowing a cohesive film matrix to form. Extrusion of proteins into films has certain advantages over solvent casting. Comparatively, extrusion is faster and requires less energy, due to the fact that more concentrated film solutions can be fed into the extruder. For solvent casting, evaporating ethanol or especially water, is both energy intensive and time consuming, adding to the production costs of edible films. The use of extrusion reduces time and energy inputs to bring the cost of biopolymer film formation into a competitive range with synthetic film production.
Results from recent studies (Hernandez et al. 2005, 2006) investigated the processing parameters to extrude transparent, flexible whey protein sheets using a twin-screw extruder. Feed composition, temperature and screw speed were varied. These extruder dimensions and operating conditions allowed for sufficient heat-denaturing and cross-linking of the whey protein to produce sheets that had improved tensile properties, as compared to solvent-cast heat-denatured whey protein films (Hernandez 2007).
Extrusion can be applied to other protein materials as well. In a study by Zhang et al. (2001), sheets were extruded from soy protein, and the effects of plasticizer type, plasticizer amount, and cross-linking agent were measured. The tensile strength and elastic modulus of soy protein sheets were comparable to LDPE, depending on the processing agents (plasticizer, cross-linker) used. Gluten-based films have also been extruded. In a study by Hochstetter et al. (2006), extruded sheets of wheat gluten and glycerol were successfully made. They determined that under the shear and temperature conditions used to make the films, there was an orientation of the protein film matrix. Films tested either parallel or perpendicular to the direction of extruder flow, gave different tensile properties. Films cut in the cross direction of the extruder flow were stronger (25 MPa tensile strength) with shorter elongation (120%), compared to those tested in the direction of the machine flow (17 MPa and 170% for tensile strength and elongation, respectively). However, films were brown in color due to Maillard reactions that occurred during high temperature extrusion (130°C). In a study by Obuz et al. (2001), wheat gluten was extruded with varying proportions of LDPE or metallocene-catalyzed ethylene-butene copolymer (MCEBC). In tests containing up to 25% of the wheat gluten biopolymer, the tensile properties of films were similar to the pure synthetic materials. However, if higher amounts of the biopolymer were incorporated, there was a significant detrimental effect on both elongation and tensile strength. Given the processing advantages of extrusion for producing stand-alone films, more research on extrusion of protein films is warranted.
2.5.3 Spinning
Wet-spinning is a processing technique most commonly used by the textile industry to form fibers (Rampon et al. 1999). During fiber formation, a solution of polymer is passed through a pin hold spinneret under pressure. Frinnault et al. (1997) modified the spinning process to form films from casein, replacing the spinneret with a plate die to form flat films. Protein solutions were extruded into a coagulating bath, and then collected onto a roller. The modified wet-spinning process has also been used to make films from soy protein. Rampon et al. (1999) hypothesized that soy protein chains could be oriented similar to textile fibers using the spinning method. They further theorized that an increased orientation of protein chains within the edible film might facilitate an increase in the elongation values of the films. Though they were successful in forming films, no increase in the orientation of the protein chains was observed. As the modified film formation process used a pressure lower than that commonly used textile processing, the authors suggested that shear could possibly play a role in orientation.
2.5.4 Edible Coating Formation
Edible coatings are formed using the same processes and according to the same mechanisms associated with solvent casting of films. A dilute protein solution is applied to the surface of the food product, and the coating forms upon evaporation of solvent. Typical methods for forming a coating include panning, fluidized-bed processing, spray-coating, and dipping.
Panning is a method used by both pharmaceutical and confectionery industries, and entails putting the product to be coated into a large, rotating bowl, referred to as the pan (Minifie 1989). The coating solution is ladled or sprayed into the rotating pan, and the product is tumbled within the pan to evenly distribute the coating solution over the surface of the food or pharmaceutical material. Forced air, either ambient or of elevated temperature, is used to dry the coating. In a study by Lee et al. (2002a,b),whey protein coatings were applied to chocolate candies to provide a clear, glossy finish to a confectionery product. Edible shellac is currently used to finish chocolates and other candies, such as jelly beans, with a gloss surface. However, shellac is an ethanol-based coating that emits volatile compounds into the air. Whey protein coatings plasticized with sucrose were found to be highly glossy (Dangaran and Krochta 2003), and were preferred to shellac-coated chocolate products in a consumer study (Lee et al. 2002a–c).
Fluidized-bed coating, a method used commonly by the pharmaceutical industry to coat tablets, has been studied for formation of whey protein edible coatings to protect nuts and peanuts. Lin and Krochta (2006) found that alternating the spraying of coating solutions with periods of drying allowed for the gradual formation of the coating. The action of the fluidized-bed during drying of the coating appeared to reduce the formation of clusters of coated product, a problem commonly encountered with formation of coatings via panning.
Spray-coating is used to apply a uniform coating over a food surface, and is a potentially a more controllable method of coating application than pan- or fluidized-bed-coating. However, spray-coating requires that the bottom surface of the product be coated in a separate operation after application of the initial coating and drying. In this scenario, the product must then be turned to expose the bottom for subsequent coating application. Spray-coating is preferred for items possessing a large surface area.
Dipping, the other possible method of forming edible coatings on the surfaces of food, is best-suited for irregularly-shaped food objects. Final formed coatings may be less uniform than coatings applied by other methods, and multiple dipping (with draining and drying steps between dipping operations) may be necessary to ensure full coverage (Krochta et al. 1994).
2.6 Effects of Processing on Properties of Protein-Based Films and Coatings
While there are several methods for forming protein-based films and coatings, solvent casting still predominates. Most of the literature reports have investigated the properties of solvent-casted films. The main properties of interest for films and coatings are tensile properties (tensile strength, elongation at break and elastic modulus), gas permeability, water vapor permeability and appearance. All of these properties can be affected by the extrinsic conditions used to process and produce the films.
2.6.1 Drying Conditions
The effect of drying conditions (e.g., temperature, relative humidity, type of energy source, etc.) on the properties of protein-based films have been investigated for whey protein and casein as well as other protein sources. In all reported studies investigating the films made from either of the dairy proteins, drying effects on film properties were minor, but still measurable. Kozempel et al. (2003) investigated the effects of air temperature, air flow, relative humidity, and initial total solids content on the drying rate and tensile properties of calcium caseinate films. Using convection drying, they found that an air temperature of 34°C and a low relative humidity drastically reduced the period of constant drying from approximately 1,300 to 400 min compared to ambient air temperature, flow and high relative humidity. Also, increasing the initial total solids of solutions from 6 to 15% dropped the constant drying period from 1,300 to 300 min. While drying time was significantly reduced, differences in film tensile properties were not observed. However, tensile strength and elastic modulus did trend upward as the initial total solids were increased. Alcantara et al. (1998) reported similar results for whey protein films dried under different conditions; tensile strength and elastic modulus were marginally increased by an elevated drying air temperature. In a study by Kaya and Kaya (2000), the effect of microwave energy drying was investigated in relation to the properties of whey protein films. They observed no statistically significant increase in film water vapor permeability or tensile properties, compared to films dried under ambient conditions. However, film gloss was significantly increased as a result of microwave drying, and drying time was shortened to 5 min.
2.6.2 Cross-Linking
2.6.2.1 Heat Denaturation
Solvent-cast protein films, for which the solvent is water, are typically formed at room temperature and stabilized through electrostatic interactions, hydrogen bonding, and van der Waals forces among the protein chains. The protein film network may be improved through heat-denaturation, which improves the tensile and barrier properties of solvent casted films by induction of cross-linking between the protein chains. Disulfide bond formation, which occurs with heat-denaturation in protein-based films, is often used to modify film properties (Perez-Gago et al. 1999). Heat-denaturation, and the subsequent polymerization of protein chains, has been studied for two proteins commonly used to make edible films: whey protein and soy protein.
For whey protein, temperature increases exposure of a free thiol group, CYS121 of beta-lactoglobulin, due to alpha-helix shifts. Polymerization occurs through intermolecular disulfide bond exchange, provided that the temperature is held at > 60–65°C (Galani and Apenten 1999). However, polymerization is not the only chemical reaction involved in whey protein film network formation. Noncovalent aggregation also occurs through new hydrophobic, ionic and van der Waals interactions that occur between newly-exposed groups of the heat-denatured whey proteins. These interactions increase as pH is decreased toward the whey protein isoelectric point (Kinsella 1984; Kinsella and Whitehead 1989).
For soy protein films, thermal treatment is also important for the formation of a film matrix. As reported by Renkema and Vliet (2002), soy proteins (with the exception of beta-conglycinin) and purified glycinin participate in heat-induced gel formation, which aggregation is facilitated through formation of disulfide bonds to provide matrix cohesion. In a study by Okamoto (1978), films made from 11S soy protein were stronger than those made from the 7S fraction because of the intermolecular disulfide bonds formed between 11S protein chains.
2.6.2.2 Irradiation
There are other methods for inducing cross-linking of protein chains besides heat denaturation. Irradiation has been successfully used to cross-link casein proteins, as well as soy proteins (Lacroix et al. 2002). Water forms hydroxyl radicals when exposed to gamma-irradiation. Aromatic amino acids, such as phenylalanine and tyrosine, are more likely to react with the hydroxyl radicals than aliphatic amino acids (Sabato et al. 2001). A mechanism hypothesized to explain the radical polymerization process involves the formation of bi-tyrosine linkages between protein chains (Brault et al. 1997). When exposed to 32 kGy of energy, soy protein and soy protein-whey protein blends form stronger films than their non-treated counterparts. Brault et al. (1997) did find that caseinate films cross-linked through irradiation became very brittle and required a plasticizer to improve their properties.
2.6.2.3 Enzymatic and Chemical Cross-linking
Cross-linking of proteins has been induced by both chemical and enzymatic means. Formaldehyde, glutaraldehyde, and lactic acid have been used to cross-link whey proteins through lysine residues (Fig. 2.7). However, the cross-linked products are no longer edible, due to the toxicity of the cross-linking agents (Galietta et al. 1998). More recently, genipin, a small molecule with no cytotoxicity issues, has been investigated as a protein cross-linking agent. In a study by Bigi et al. (2002), gelatin films were cross-linked using genipin. Film elongation decreased drastically and stiffness increased as a result of genipin cross-linking. For 0%, 1%, and 2% genipin addition levels, elongation was 211%, 16% and 13%, respectively, while elastic modulus values were 1 MPa, 5.6 MPa and 6.8 MPa, respectively. Also, genipin cross-linked films did not swell as much as untreated films when exposed to aqueous solutions.


Chemical agents for protein chain cross-linking
Transglutaminase is a food grade enzyme that uses the acyl-transferase mechanism to link the gamma-carboxyamide (acyl donor) of a glutamine residue to the gamma-amine (acyl acceptor) of lysine residues along protein chains (Mahmoud and Savello 1992). This enzyme is known to improve elasticity in foods. Originally, transglutaminase was extracted from Guinea pig liver, making it expensive and cost-prohibitive for large-scale production (Zhu et al. 1995). Transglutaminase is now posible to be obtained at a lower cost from microbial sources (Chambi and Grosso 2006), and has been used in both homogenous protein systems and mixtures of proteins to affect tensile and permeability properties. Whey protein, casein, soy, egg albumin and wheat gluten have all been investigated for treatment with this enzyme. The molecular weight of alpha-lactalbumin, beta-lactoglobulin and alpha-lactalbumin/beta-lactoglobulin mixtures was shown to increase after transglutaminase treatment, indicative of cross-linking. Moreover, transglutaminase-treated proteins were also more heat stable relative to untreated ones (Truong et al. 2004). The cross-linked protein networks were less soluble, which may improve the water vapor permeability properties of films formed from the cross-linked proteins. Egg white proteins were effectively cross-linked using transglutaminase (Lim et al. 1998), as marked by an increase in protein molecular weight determined by SDS-PAGE. Cross-linking was enhanced as the incubation temperature increased, as more of the proteins were unfolded, exposing more amino acids to the transglutaminase enzyme. Elongation of the transglutaminase-treated egg white films was 50–100%, depending on the glycerol content. Tensile strength reached a maximum of nearly 10 MPa, depending also on the plasticizer content and relative humidity conditions.
Blends of proteins treated with transglutaminase have also been investigated. Chambi and Grosso (2006) made mixtures of gelatin and casein in an attempt to leverage the functionality of both proteins to create an improved film system. According to Howell (1995), three main phenomena can happen when proteins are blended (1) synergistic interaction, (2) precipitation, and (3) phase separation. When treated with transglutaminase, gelatin and casein, in a 1:3 ratio by mass, they had a synergistic effect on film elongation. Elongation increased to nearly 55% in the enzyme-treated mixture, compared to 14–17% elongation for pure individual casein and gelatin enzyme-treated film systems.
Cross-linking can improve elongation in that the protein chains of the film matrix are associated through covalent bonds instead of relatively weaker van der Waals interactions (Chambi and Grosso 2006). In a study by Yildirim and Hettiarachchy (1998), whey protein and the 11S fraction of soy protein were cross-linked using transglutaminase and formed into a film. The untreated protein in the control films had a water-solubility ranging between 325%, depending on pH. After treatment with transglutaminase, solubility dropped to 0.5–6% under the same experimental conditions. Lower water solubility was expected to lead to lower water vapor permeability; however, WVP actually increased for transglutaminase films. The authors did not investigate changes to surface hydrophobicity or microstructure for a possible explanation for the increased diffusion of moisture through the treated-films. Nevertheless, a positive effect was observed in tensile strength values of the transglutaminase films. The treated films were over two times stronger than control films which had an average value of 6.26 MPa. The tensile strength of transglutaminase-treated films (made from 50:50 mixture of 11S and whey protein) increased to 17.86 MPa.
2.6.3 Ionic Strength
The properties of the protein-based films can be affected by the solubility of the protein in a given solvent system. For example, increasing the water solubility of a protein can improve the appearance and increase the elongation of protein films. Similarly, the moisture barrier properties of a film can be improved by decreasing the solubility of the protein in water. Changing the ionic strength of the solution from which a film is cast represents one of the many ways to affect the solubility of the final film product. In a study by Qi et al. (2006), the solubility of various caseins was analyzed as a function of salt (NaCl) concentration. CO2-precipitated casein (CO2CN) and calcium caseinate were both studied (Tomasula et al. 1995). The results showed that the solubility of CO2CN increased significantly as a function of salt concentration; however, the solubility of calcium caseinate remained essentially unchanged. Based on transmission electron microscope (TEM) investigations, CO2CN protein aggregates were observed to disintegrate and became much smaller and of uniform size at elevated salt conditions, suggesting that electrostatic interactions among caseins brought about by pressurized CO2 processing might be a dominating force in the formation of these aggregates.
2.6.4 Particle Size
Changes in particle size in relation to either the protein matrix or additives to the film system can affect the properties of the film. Non-soluble particles embedded within a film matrix can affect the permeability of gas through a film. Permeability is affected by the solubility of the diffusing compound in the film and by the diffusion coefficient (Rogers 1985). Changing the path of travel for a molecule of gas diffusing through the film can change the rate of diffusion. Thus, in a film matrix, insoluble particles create a hindrance to diffusing molecules migrating through the film. For a given mass of an insoluble additive, such as fat, a more tortuous diffusion path can be created by making the particles smaller, thereby lengthening the migration time and improving the barrier properties of the film (Pérez-Gago and Krochta 2001).
In a study by Dangaran et al. (2006), the tensile and water vapor properties of casein-based films were affected by decreasing the particle size of insoluble CO2CN particles. Films made from CO2CN, which are only partially soluble in water, are opaque and hazy. Dangaran et al. (2006) found that the use of high shear could reduce the particle size of the insoluble portion of CO2CN. The effect of protein particle size reduction on tensile properties, water vapor permeability, and gloss was studied using the ASTM methodology. As the particle size of the CO2CN was reduced from 126 to 111 μm, the tensile strength and elastic modulus of the films increased, while water vapor permeability decreased. Comparing films made from proteins of the same particle size reduction, gloss increased, on an average, from 55.3 to 73.0 gloss units, but all films were still hazy. With a particle size less than 86 μm, CO2CN films were glossy and transparent; however, tensile strength decreased and WVP increased.
2.7 Analytical Tools for Determining Protein Structure
Changes in protein structure, due to processing conditions, can be measured and characterized with appropriate instrumentation. Understanding the fundamental changes in the molecular structures of the proteins can be advantageous to improving the functional properties of the protein-based films for various applications. Modern chromatographic, spectroscopic, and microscopic techniques can be used for analyzing the protein film-making process, from the solutions (often concentrated) used to make the films to the actual films themselves. Some commonly used spectroscopic techniques, such as circular dichroism (CD) and Fourier Transform Infrared (FTIR) spectroscopy (Curley et al. 1998; Farrell et al. 2002), used to study changes at the secondary structure level, can also be applied to study protein conformational changes within films. However, one technical requirement of CD is that the film samples must be transparent. After processing treatments, it is possible for protein films to darken in color, due to Maillard browning, or to become hazy, making CD analysis problematic. FTIR, on the other hand, is highly versatile and can be used for samples of various states, including solutions, powders and films. Changes in the hydrophobicity of protein films can be investigated using fluorescence spectroscopy and water-solubility analysis. The Bradford Protein Assay is a commonly-used specrophotometric method that quantitatively determines the concentration of protein in a solution. Tryptophan residues in protein molecules are frequently used as indicators of their environment (polar or non-polar) by yielding characteristic fluorescence spectra. By following changes in their fluorescence behavior, changes in the local environment of these tryptophan residues can be determined (Liu et al. 2005). Changes in complex protein–protein interactions, which may be attributed to denaturation and aggregation, can be studied using high-resolution microscopic imaging techniques, including atomic force microscopy (AFM), scanning electron microscopy (SEM), TEM, and confocal laser scanning microscopy. These changes will presumably cause differences in the observed film properties.
2.8 Function and Applications of Protein-Based Films
Based on the required tensile, barrier and appearance characteristics and properties, protein-based edible films for specific applications can be designed. Table 2.2 provides an extensive list of various protein-based films, including gas barrier, water vapor barrier and tensile properties, as well as potential applications. At the current state of edible film technology, the best application potential lies in protective coatings for foods. When applied to the surfaces of foods as a coating, protein-based edible films can protect food from chemical or microbial damage, thus lengthening product shelf life and maintaining high product quality.
As evident in Table 2.1, most protein-based films provide excellent barriers to oxygen. This characteristic has been utilized to effectively protect high-fat foods, which are known to form rancid off-flavors, due to oxidation. In two studies, performed on peanuts (Lee and Krochta 2002; Lee et al. 2002a–c), the shelf life of peanuts could be extended to 273 days by coating them with whey protein, compared to only 136 days for uncoated samples. The development of hexanal, an indicator of lipid oxidation, was prolonged for 330 days when the peanuts were coated with a whey protein film that contained vitamin E, an antioxidant.
As barriers to mass transfer of carbon dioxide, protein-based coatings have been found to increase the shelf life of eggs and fresh-cut fruits. Egg quality drops over time as carbon dioxide migrates out of the shell, causing changes to the internal pH. These pH changes can deleteriously affect color and yolk quality. A study by Caner (2005) showed that the shelf life of whey protein-coated Grade A eggs could be extended one week longer than uncoated eggs, when stored under ambient laboratory conditions. In the case of fresh-cut produce, browning and ripening times are major factors determining product shelf life. Protein-based edible coatings that have moderate oxygen, carbon dioxide and water vapor permeability can be applied to the surfaces of fresh-cut produce to extend product shelf life by delaying ripening, inhibiting enzymatic browning, reducing water loss, and minimizing aroma loss (Olivas and Barbosa-Canovas 2005). In a study by Le Tien et al. (2001), whey protein coatings significantly delayed browning in fresh-cut Macintosh apples and Russet potatoes.
Edible films used to protect fresh-cut produce have advantages over modified atmosphere packaging or treating the cut surfaces with ascorbic acid (which inhibits browning). Modified atmosphere packaging can slow oxidation; but if oxygen levels are reduced to a very low level, anaerobic conditions could be created, creating the risk of anaerobic bacterial growth. Effective levels of ascorbic acid may be so high that flavor is negatively affected (Perez-Gago et al. 2003).
While edible coatings that hinder mass transfer of oxygen, carbon dioxide, water vapor, or aroma compounds represent the majority of applications investigated for protein-based edible coatings, they also have the potential to improve appearance by adding gloss (Lee et al. 2002a–c) or by protecting food from microbial spoilage if the film contains an active antimicrobial. Such applications have been investigated for protecting meat products, as well as fruits (Vachon et al. 2003; Cagri et al. 2004; Min et al. 2006a, b).
2.9 Future Trends
Much progress has been accomplished in the research and development of edible films and coatings based on agricultural proteins. Table 2.3 provides a brief list of suppliers of agricultural proteins for edible films research, as well as equipment sources. Based on what is currently known about their properties, protein-based films and coatings are on the brink of broad application in both the food and non-food sectors. Concerning commercialization, the best potential for success is for food coatings that protect against chemical and biological damage, thus lengthening product shelf life. Protein-based solutions intended for film-making can also be used in commercial equipment used for coating. Protein-based coatings are good gas barriers (especially to oxygen) and can act as vehicles for active compounds like antimicrobials or nutrients. Moreover, they could be combined with thermal or non-thermal processing to further increase product shelf life. These concepts have been successfully proven in the laboratory setting (Ouattara et al. 2002).
Both edible and non-edible protein-based films have the potential to function in “green” packaging applications. The oxygen permeability (OP) properties of casein films are superior to those of LDPE. Tests in our laboratory have demonstrated that coating an LDPE with a casein film reduces its oxygen permeability from 1,560 to 86 cc μm/m2 d kPa. With the growing trend for increased convenience and individualized portion size, packaging per unit has also increased (Marsh and Bugusu 2007). As companies like Wal-Mart and McDonald’s begin to seek biobased materials to fulfill their packaging needs, more biobased products with the functionality of petroleum-based packaging are likely to be produced.
Protein-based films can be replacements for synthetic gas barriers, but their mechanical properties still need improvement. Nanotechnology is a viable route to improve both tensile and barrier properties. Nanoparticles and variations at the nanometer scale affect electronic and atomic interactions without changing the chemistry (Lagaron et al. 2005). The water vapor permeability (WVP) of wheat gluten films was improved by including montmorillonite clay nanoparticles, while tensile strength and elastic modulus were also increased (Olabarrieta et al. 2006).
Edible films and coatings from proteins (as well as other biobased materials) fit well into the Environmental Protection Agency’s (EPA) suggested plan for improved municipal waste management and reduction. As stated in its summary on municipal solid waste in the US (2006), recycling has increased from 10% in 1980 to 32% in 2005. For further and continued improvements of U.S. waste management practices, the EPA suggests reducing the initial amount of packaging, and promotes composting. For reduction, the EPA suggests designing packaging systems that reduce the amount of environmentally toxic materials used in packaging to make it easier to reuse or compost them. They also suggest packaging that reduces the amount of damage or spoilage to food products. Protein-based edible films and coatings fit both criteria. They can reduce the complexity of packaging systems, making them either easier to recycle or compostable. Edible coatings can also protect food from chemical or biological damage, thereby lengthening product shelf life.
References
Aimutis WR (2004) Bioactive properties of milk proteins with particular focus on anticariogenesis. J Nutr 134: 989S–995S
Alcantara CR, Rumsey TR, Krochta JM (1998) Drying rate effect on the properties of whey protein films. J Food Proc Eng 21: 387–405
Anonymous (2006) Bioplastics demand experiencing boom in Europe. Food Navigator.com
Audic JL, Chaufer B, Daufin G (2003) Non-food applications of milk components and dairy co-products: A review. Lair 83: 417–438
Avena-Bustillos RJ, Olsen CW, Olson DA, Chiou B, Yee E, Bechtel PJ, McHugh TH (2006) Water vapor permeability of mammalian and fish gelatin films. J Food Sci 71(4): E202–E207
Badii F, Howell NK (2006) Fish gelatin: structure, gelling properties and interaction with egg albumen proteins. Food Hydrocolloids 20: 630–640
Balian G, Bowes J (1977) The structure and properties of collagen. In: Ward AG, Courts A (eds) The Science and Technology of Gelatin, London, Academic Press, pp 1–31
Barone JR, Schmidt WF (2006) Nonfood applications of proteinaceous renewable materials. J Chem Education 83(7): 1003–1009
Barone JR, Schmidt WF, Liebner CFE (2005) Thermally process keratin films. J Applied Polymer Sci 97: 1644–1651.
Bigi A, Cojazzi G, Panzavolta S, Roveri N, Rubini K (2002) Stabilization of gelatin films by crosslinking with genipin. Biomaterials 23: 4827–4832
Brault D, D’’Aprano G, Lacroix M (1997) Formation of free-standing sterilized edible films from irradiated caseinates. J Agric Food Chem 45: 2964–2969
Brooks M (2006) Forgotten fibres: issues in the collecting and conservation of regenerated protein fibres. In: Rogerson C, Garside P (eds) The Future of the Twentieth Century: Collecting, Interpreting and Conserving Modern Materials, London, Archetype, pp 33–40
Brother GH (1940) Casein plastics. Ind Eng Chem January 32(1): 31–34
Cagri A, Ustunol Z, Ryser ET (2004) Antimicrobial edible films and coatings. J Food Protection 67(4): 833–848
Caner C (2005) Whey protein isolate coating and concentration effects on egg shelf life. J Sci Food and Agric 85: 2143–2148
Chambi H, Grosso C (2006) Edible films produced with gelatin and casein cross-linked with transglutaminase. Food Research International 39: 458–466
Chang YP, Cheah PB, Seow CC (2000) Plasticizing-antiplasticizing effects of water on physical properties of tapioca starch films in the glassy state. J Food Sci 65(3): 445–451
Cho SY, Rhee C (2004) Mechanical properties and water vapor permeability of edible films made from fractionated soy proteins with ultrafiltration. Lebenem Wiss u Technol 37: 833–839
Comstock KD, Farrell D, Godwin C, Xi Y (2004) From hydrocarbons to carbohydrates: Food packaging for the future. Journal name volume pages ?Retrieved on January 30, 2006, from the University of Washington Environmental Management Certificate Program website: http://depts.washington.edu/poeweb/gradprograms/envmgt/index.html
Curley DM, Unruh JJ, Farrell HM (1998) Changes in secondary structure of bovine casein by FTIR spectroscopy. J Dairy Sci 81: 3154–3162
Damodaran S (1996) Amino acids, peptides and proteins. In: Fennema O (ed) Food Chemistry. New York, NY, Marcel Dekker, pp 321–430
Dangaran KL, Krochta JM (2003) Aqueous whey protein coatings for panned products. Manufacturing Confectioner 83(1): 61–65
Dangaran KL, Krochta JM (2007) Preventing the loss of tensile, barrier and appearance properties caused by plasticizer crystallization in whey protein films. Internation J Food Sci Technol 42(9): 1094–1100
Dangaran KL , Tomasula PM (2006) Empirical modeling (in preparation)
Dangaran KL, Cooke P, Tomasula PM (2006) The effect of protein particle size reduction on the physical properties of CO2-precipitated casein films. J Food Sci 71(4): E196–E201
Debeaufort F, Quezada-Gallo JA, Voilley A (1998) Edible films and coatings: Tomorrow’s packagings: A review. Crit Reviews Food Sci and Nutr 38(4): 299–313
deWit JN, Klarenbeek G (1983) Effects of various heat treatments on structure and solubility of whey proteins. Journal of Dairy Science 67: 2701–2710
EPA (2006) Municipal Solid Waste in the United States: 2005 Facts and Figures (Executive Summary)
Etzel MR (2004) Manufacture and use of dairy protein fractions. J Nutrition 134: 996S–1002S
Farrell HM, Qi PX, Wickham ED, Unruh JJ (2002) Secondary structural studies of bovine caseins: structure and temperature dependence of beta-casein phosophopeptide (1-25). J Protein Chem 21: 307–321
Fennema O, Kester JJ (1991) Resistance of lipid films to transmission of water vapor and oxygen. In: Levine H, Slade L (eds) Water Relationships in Food., New York, NY, Springer, pp 703–719
Finlay MR (2004) Old efforts at news uses: a brief history of the chemurgy movement and the American search for biobased materials. J Industrial Ecol.ogy 7: 33–46
FitzGerald RJ, Murray BA, Walsh DJ (2004). Hypotensive peptides from milk proteins. The Journal of Nutrition 134: 980S–988S
Frinnault A, Gallant DJ, Bouchet B, Dumont JP (1997) Preparation of casein films by a modified wet spinning process. J Food Sci 62(4): 744–747
Galani D, Apenten RKO (1999) Heat-induced denaturation and aggregation of beta-lactoglobulin: kinetics of formation of hydrophobic and disulphide-linked aggregates. International J Food Sci Technol 34: 467–476.
Galietta G, Gioia LD, Guilbert S, BCuq B (1998) Mechanical and thermomechanical properties of films based on whey proteins as affected by plasticizer and crosslinking agents. J Dairy Sci 81: 3123–3130
Gennadios A, McHugh TH, Weller CL, Krochta JM (1994) Edible coatings and films based on proteins. In: Krochta JM, Baldwin EA, Nisperos-Carriedo MO (eds) Edible Coatings and Films to Improve Food Quality., Lancaster, PA, Technomic, pp 201–278
Gettens RJ, Stout GL (1984) Painting Materials: A Short Encyclopedia. Courier Dover Publications, New York, NY
Haard NF, Chism GW (1996) Characteristics of edible plant tissue. In: Fennema O (ed) Food Chemistry. Marcel Dekker, New York, NY, p 1067
Haug IJ, Draget KI, Smidsrod O (2004) Physical and rheological properties of fish gelatin compared to mamalian gelatin. Food Hydrocolloids 18: 203–213
Hernandez VM (2007) Thermal properties, extrusion and heat-sealing of whey protein edible films. Ph.D. thesisUniversity of California, Davis
Hernandez VM, Reid DS, McHugh TH, Berrios J, Olson D, Krochta JM (2005) Thermal transitions and extrusion of glycerol-plasticized whey protein mixtures. IFT Annual Meeting and Food Expo, New Orleans, LA
Hernandez VM, McHugh TH, Berrios J, Olson D, Pan J, Krochta JM (2006) Glycerol content effect on the tensile properties of whey protein sheets formed by twin-screw extrusion. IFT Annual Meeting and Food Expo, Orlando, FL
Hochstetter A, Talja RA, Helen HJ, Hyvonen L, Jouppila K (2006) Properties of gluten-based sheet produced by twin-screw extruder. Lebenam Wiss u Technol 39: 893–901
Howell NK (1995) Synergism and interactions in mixed protein systems. In: Harding E, Hill SE, Mitchell JR (eds) Biopolymer Mixtures. Nottingham University Press, Nottingham pp 329–347
Kaya S, Kaya A (2000) Microwave drying effects on properties of whey protein isolate edible films. J Food Eng 43: 91–96
Kelley HW (1993) Always something new. USDA Miscellaneous Publication Number 1507
Kinsella JE (1982) Relationships between structure and functional properties of food proteins. In: Fon and Codon ed. Food Proteins, Springer 51–104
Kinsella JE (1984) Milk proteins: Physicochemical and functional properties. Crit Reviews Food Sci and Nutr 21(3): 197–262
Kinsella JE, Whitehead DM (1989) Proteins in whey: chemical, physical, and functional properties. Advances in Food and Nutrition Research 33: 343–427
Kinsella JE, Whitehead DM, Brady J, Bringe NA (1989) Milk Proteins: Possible relationships of structure and funtion. In PF Fon ed. Developments in Dairy Chemistry, New York, Elsevier 55–96.
Kiplinger J (2003) Meet the Azlons from A to Z: Regenerated & rejuvenated. Fabrics.net January/February
Kock J (2006) Physical and Mechanical Properties of Chicken Feather Materials. M.S. thesis, Georgia Tech p 114
Kozempel M, Tomasula PM (2004) Development of a continuous process to make casein films. J Agric Food Chem 52(5): 1190–1195
Kozempel M, McAloon AJ, Tomasula PM (2003) Drying kinetics of calcium caseinate. Journal of Agricultural and Food Chemistry 51(3): 773–776
Krochta JM, Baldwin EA, Nisperos-Carriedo MO (1994) Edible Coatings and Films to Improve Food Quality. CRC Press LLC, Boca Raton, FL
Kunte LA, Gennadios A, Cuppett SL, Hanna MA, Weller CL (1997) Cast films from soy protein isolates and fractions. Cereal Chem 74(2): 115–118
Lacroix M, Le TC, Ouattara B, Yu H, Letendre M, Sabato SF, Mateescu MA, Patterson G (2002) Use of gamma-irradiation to produce films from whey, casein, and soya proteins: structure and functionals characteristics. Radiation Physics and Chemistry 63: 827–832
Lagaron JM, Cabedo L, Cava D, Feijoo JL, Gavara R, and Gimenez E (2005) Improving packaged food quality and safety Part 2: Nanocomposites. Food Additives and Contaminants 22(10): 994–998.
Larkins BA, Lending CR, Wallace JC (1993) Modification of maize-seed-protein quality. American Journal of Clinical Nutrition. 58: 264S–269S.
Le Tien C, Vachon C, Mateescu MA, Lacroix M (2001) Milk protein coatings prevent oxidative browning of apples and potatoes. J Food Sci 66(4): 512–516.
Lee SY, Dangaran KL, Krochta JM (2002a) Gloss stability of whey-protein/plasticizer coating formulations on chocolate surface. J Food Sci 67(3): 1121–1125
Lee SY, Dangaran KL, Guinard JX, Krochta JM (2002b) Consumer acceptance of whey-protein-coated as compared with shellac-coated chocolate. J Food Sci 67(7): 2764–2769
Lee SY, Krochta JM (2002) Accelerated shelf-life testing of whey-protein-coated peanuts analyzed by static headspace gas chromatography. J Agric Food Chem 50(7): 2022–2028
Lee SY, Trezza TA, Guinard JX, Krochta JM (2002c) Whey-protein-coated peanuts assessed by sensory evaluation and static headspace gas chromatography. J Food Sci 67(3): 1212
Lin SY, Krochta JM (2006) Whey protein coating efficiency on mechanically roughened hydrophobic peanut surfaces. J Food Science 71(6): E270–E275
Lim LT, Mine Y, Tung MA (1998) Transglutaminase cross-linked egg white protein films: tensile properties and oxygen permeability. J Agric Food Chem 46: 4022–4029.
Liu X, Powers JR, Swanson BG, Hill H, Clark S (2005) Modification of whey protein concentration hydrophobicity by high hydrostatic pressure. Innovative Food Science and Emerging Technology 6: 310–317
Mahmoud R, Savello P (1992) Mechanical properties of and water vapor transferability through whey protein films. J Dairy Science 75: 942–946
Marsh K, Bugusu B (2007) Food packaging – roles, materials, and environmental issues. J Food Science 72(3): R39–R55
McHugh TH, Krochta JM (1994) Plasticized whey protein edible films: water vapor permeability properties. J Agric Food Chem 59(2): 416–419
Min S, Harris LJ, Krochta JM (2006a) Inhibition of Salmonella enterica and Escherichia coli O157:H7 on roasted turkey by edible whey protein coatings incorporating lactoperoxidase system. J of Food Protection 69(4): 784–793
Min S, Rumsey TR, Krochta JM (2006b) Lysozyme diffusion in smoked salmon coated with whey protein films incorporating lysozyme. IFT Annual Meeting and Food Expo, Orlando, FL
Mine Y (1995) Recent advances in the understanding of egg white protein functionality. Trends in Food Sci Technol 6: 225–232
Mine Y, Noutomi T, Haga N (1990) Thermal induced changes in egg white proteins. J Agric Food Chem 38: 2122–2125
Minifie B (1989) Chocolate, Cocoa and Confectionery: Science and Technology. Springer Publishing, New York, NY
Morara CI, Lee TC, Karwe MV, Kokini JL (2002) Plasticizing and antiplasticizing effects of water and polyols on a meat-starch extruded matrix. J Food Science 67(9): 3396–3401
Morr CV, Ha EYW (1993) Whey protein concentrates and isolates: processing and functional properties. Crit Reviews Food Sci and Nutr 33(6): 431–476
Obuz E, Herald TJ, Rausch K (2001) Characterization of extruded plant protein and petroleum-based packaging sheets. Cereal Chemistry 78(1): 97–100
Okamoto S (1978) Factors affecting protein film formation. Cereal Foods World 23: 256–262
Olabarrieta I, Gallstedt M, Ispizua I, Sarasua JR, Hedenqvist MS (2006) Properties of aged montmorrillonite-wheat gluten composite films. J Agric Food Chem 54: 1283–1288
Olivas GI, Barbosa-Canovas GV (2005) Edible coatings for fresh-cut fruits. Crit Reviews Food Sci and Nutr 45: 657–670
Ouattara BS, Sabato SF, Lacroix M (2002) Use of gamma-irradiation technology in combination with edible coating to produce shelf-stable foods. Radiation Physics and Chemistry 63: 305–310
Panyam D, Kilara A (1996) Enhancing the functionality of food proteins by enzymatic modification. Trends in Food Sci Tech 7: 120–125
Perez-Gago MB, Krochta JM (2000) Drying temperature effect on water vapor permeability and mechanical properties of whey protein–lipid emulsion films. J Agric Food Chem 48(7): 2687–2692
Perez-Gago MB, Krochta JM (2001) Lipid particle size effect on water vapor permeability and mechanical properties of whey protein/beeswax emulsion films. J of Agric Food Chem 49(2): 996
Perez-Gago MB, Nadaud P, Krochta JM (1999) Water vapor permeability, solubility, and tensile properties of heat-denatured versus native whey protein films. J Food Sci 64(6): 1034–1037
Perez-Gago MB, Serra M, Alonso M, Mateos M, Del Rio MA (2003) Effect of solid content and lipid content of whey protein isolate-beeswax edible coatings on color change of fresh-cup apples. J Food Sci 68(7): 2186–2191
Petruccelli S, Anon MC (1994) Relationship between the method of obtention and the structural and functional properties of soy protein isolates 1. Structural and hydration properties J Agric Food Chem 42: 2161–2169
Qi PX, Cooke P, Dangaran KL, Tomasula PM (2006) Characterization of casein films made by pressurized carbon dioxide: salt effect on water solubility. 97th AOCS Ann Meeting & Expo
Rampon V, Robert P, Nicolas N, Dufour E (1999) Protein structure and network orientation in edible films prepared by spinning process. J Food Sci 64(2): 313–316
Renkema JM, Vliet TV (2002) Heat-induced gel formation of soy proteins at neutral pH. J Agric Food Chem 50: 1569–1573
Rogers CE (1985) Permeation of gases and vapours in polymers. In: Comyn J (ed) Polymer Permeability. J. Comyn. Kluwer Academic Publishers, London, 11–74
Sabato SF, Ouattara FB, Yu H, D’’Aprano G, Le Tien C, Manteescu MA, Lacroix M (2001) Mechanical and barrier properties of cross-linked soy and whey protein based films. J Agric Food Chem 49: 1397–1403
Sawyer L, Kontopidis G, Wu SY (1999) Beta-lactoglobulin – a three-dimensional perspective. Internation J Food Sci Tech 34: 409–418
Schmidt WF (1998) Innovative feather utilization strategies. 1998 National Poultry Waster Management Symposium, Springdale, AR
Shukla R, CHheryan M (2001) Zein: the industrial protein from corn. Industrial Crops and Products 13: 171–192
Sonneveld K (2000) What drives (food) packaging innovation. Packaging Technol Sci 13: 29–35
Sothornvit R, Krochta JM (2000) Plasticizer effect on oxygen permeability of beta-lactoglobulin films. J Agric Food Chem 48: 6298–6302
Sothornvit R, Krochta JM (2001) Plasticizer effect on mechanical properties of beta-lactoglobulin films. J Food Eng 50(3): 149–155
Subirade M, Kelly I, Gueguen J, Pezolet M (1998) Molecular basis of film formation from a soybean protein: Comparison between the conformation of glycinin in aqueous solution and in films. International J Biol Macro 23: 241–249
Swaisgood HE (1993) Review and update of casein chemistry. J Dairy Sci 76: 3054–3061
Swaisgood HE (1996) Characteristics of milk. In: Fennema O (ed) Food chemistry. Marcel Dekker, New York, NY, p 1067
Ternes W (2001) Egg proteins. In: Sikorski Z (ed) Chemical and functional properties of food proteins. CRC Press, Boca Raton, FL, CRC Press, p 415
Tomasula PM, Craig JC, Boswell RT, Cook RD, Kurantz MJ, Maxwell M (1995) Preparation of casein using carbon dioxide. J Dairy Sci 78: 506–514
Truong VD, Clare DA, Catignani GL, Swaisgood HE (2004) Cross-linking and rheological changes of whey proteins treated with microbial transglutaminase. J Agric Food Chem 52: 1170–1176
Vachon C, D’’Aprano G, Lacroix M, Letendre M (2003) Effect of edible coating process and irradiation treatment of strawberry fragaria spp. on storage-keeping quality. J Food Sci 68(2): 608–611
Yildirim M, Hettiarachchy NS (1998) Properties of films produced by cross-linking whey proteins and 11S globulin using transglutaminase. J Food Sci 63(2): 248–252
Yoshino T, Isobe S, Maekawa T (2002) Influence of preparation conditions on the physical properties of zein films. J Am Oil Chem Soc 79(4): 345–349
Zhang J, Mugara P, Jane J (2001) Mechanical and thermal properties of extruded soy protein sheets. Polymer 42: 2569–2578
Zhu Y, Rinzema A, Tramper J, Bol J (1995) Microbial transglutaminase–a review of its production and application in food processing. Applied Micro Biotech 44: 277—282
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2009 Springer Science+Business Media, LLC
About this chapter
Cite this chapter
Dangaran, K., Tomasula, P.M., Qi, P. (2009). Structure and Function of Protein-Based Edible Films and Coatings. In: Huber, K., Embuscado, M. (eds) Edible Films and Coatings for Food Applications. Springer, New York, NY. https://doi.org/10.1007/978-0-387-92824-1_2
Download citation
DOI: https://doi.org/10.1007/978-0-387-92824-1_2
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-0-387-92823-4
Online ISBN: 978-0-387-92824-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)