
Abstract
“Bionolle” was first commercially manufactured by Showa Highpolymer and is now well known as a pioneer of green plastic materials. Bionolle is an aliphatic polyester and has similar processability as conventional resins like polyethylene. Bionolle is one of the most suitable materials for processing into films, which have been utilized for agricultural purposes, shopping bags, compost bags, and so on. Showa Highpolymer has succeeded in producing a compound of Bionolle and starch that is not only similar to homogeneous Bionolle in its principal properties, but is also an environmentally friendly material. The latest achievements on this issue are reported, along with life cycle analysis (LCA) results.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
According to the definition by Japan BioPlastic Association (JBPA), there are two types of so-called GreenPla. One is biodegradable plastic, which means that the plastic will be completely decomposed into H2O and CO2 by environmental microorganisms and extracellular enzymes. The other type is bio-based plastic. This means that the plastic is made from renewable resources like starch, sugar, cellulose, and so on.
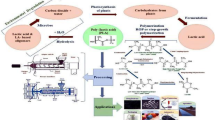
Bionolle is a typical biodegradable plastic. Currently, each raw material is made from petroleum, but we are developing more environmentally friendly green plastics. The first approach is to produce plastics from monomers such as succinic acid by biological methods. The second approach is to make hybrid compounds of Bionolle and natural resources like starch. The typical chain of materials for Bionolle is shown in Fig. 1.

Chain of materials for Bionolle
First, polymerization is carried out from petrochemical materials. When Bionolle is discarded in soil or thrown into compost, it will be decomposed into oligomers by extracellular enzymes from existing microbes and then will be absorbed into cell bodies to be decomposed completely into CO2 and H2O. These will be absorbed by plants as carbon sources.
From this step, two options are possible. One is to manufacture “bio-based” monomers and the other is to use renewable biomass to manufacture compounds that combine natural products with petro-based Bionolle. This review explains both cases.
In both cases, a life cycle chain could be achieved to make our Greenpla products more environmentally friendly.
2 History and Recent Development of Bionolle
In Table 1, the history and recent development of Bionolle are summarized.
Showa Highpolymer Co., Ltd. started research and development of “new biodegradable plastics” in 1989. At that time, a lot of waste plastics, fishing lines, fishing nets etc. were being left in the environment and were becoming a big social problem. So, our R&D was aimed at find a solution to such pollution. We started mass-production of Bionolle, and marketing in 1993. We are undoubtedly one of the pioneers of biodegradable plastics.
“O.K. compost” was acquired in 1998. An independent organization approved the biodegradability and safety of use of Bionolle as compost bags.
The development of bio-based succinic acid production was carried out as the NEDO (New Energy and Industrial Technology Development Organization, an implementing agency of METI in Japan) project from 2004 to 2006, and the possibility of bio-based materials was confirmed.
The hybrid compound of Bionolle and starch was developed by Showa Highpolymer in 2006 and has already been launched in the market.
3 Structures of Bionolle
3.1 Chemical Structure of Bionolle
Bionolle is an aliphatic polyester as shown in Fig. 2. We have two grades for Bionolle: poly(butylene succinate) (PBS) and poly(butylene succinate/adipate) (PBSA), the copolymer of 1,4-butandiol and succinic acid/adipic acid. We call PBS the 1000 series, and PBSA the 3000 series. PBSA with higher adipic acid content is the 5000 series.

Chemical structure of PBS and PBSA
Biodegradability improves with higher content of adipic acid in the copolymer; however, the melting point decreases and the crystallization is worse.
3.2 Molecular Structure of Bionolle
When we look at the molecular structure of our polymer Bionolle, there are also two types as shown in Fig. 3. The first type of structure is linear, and the other is the long chain branching (LCB) type. The LCB type is featured by its higher melt tension and higher crystallization temperature, being designed for better processability. We control LCB structure by means of branching agents. The detailed structures of LCB were elucidated by means of gel permeation chromatography–multi-angle light scattering (GPC-MALLS), as reported by Yoshikawa et al. [1]. Bionolle #1903, which has LCB, was found to contain two LCBs in a single molecule. In other words, #1903 has an H-shaped structure.

Molecular structures of Bionolle
3.3 Molecular Weight Versus Melt Flow Rate for Bionolle
Figure 4 shows the relationship between melt flow rate (MFR) measured at 190°C and 2.16 kg load and the weight average molecular weight (Mw). We have many grades of Bionolle with various flowabilities (MFR ranging from 1 g/10 min to 50 g/10 min) to meet a variety of processing methods. The linear types show a correlation of Mw with MFR as indicated in Fig. 4. The LCB type shows higher Mw than that of the linear type when we compare Bionelles with the same MFR, and this phenomenon is due to the LCB. The grade having MFR = 1, and hence high Mw, shows better processability and mechanical properties for blown film processing. Higher Mw versions will become more crucial in the future to meet the need for high strength.

Melt flow rate (MFR) measured at 190°C and 2.16 kg as a function of molecular weight for linear and LCB Bionelles
3.4 Grade Naming of Binolle
Figure 5 explains the designation rule of grade naming for Bionolle. The grade name consists of four digits and additional letters. The first digit corresponds to the chemical structure, whereby 1 represents PBS (1000 series), and 3 and 5 represent PBSA (3000 and 5000 series, respectively). The difference between 3 and 5 is the content of adipic acid; the 5 type contains higher amount of adipic acid in the structure. The second digit corresponds to the molecular structure. Digits 0 and 9 represent linear and LCB types, respectively. The third and forth digits represent the MFR range. For instance, 03 means that the MFR is 4.1–7 g/10 min. The last letter indicates the additive formula or the kind of filler etc.

Designation of grade names for Bionolle
Bionolle has wide variety of chemical structure, molecular structure, molecular weight, and additive packages to meet a variety of applications and processing methods. The molecular design of aliphatic polyesters, made through condensation, can vary widely by selecting a variety of monomers. We have a unique technology for controlling Mw to obtain high Mw grades. Furthermore, we have polymer alloy technology to cover a variety of customer requirements. Bionolle itself could be easily compounded with other well-known biopolymers like PLA, PBTA, and PHA and used to improve their properties. We can control stiffness, biodegradability, elongation ability and so on by changing the blend ratio. Renewable resources like starch could be also used for Bionolle compounds. Showa Denko has recently released new grades in which the starch is compounded with mainly Bionolle and PLA. The brand name of these new grades is “STARCLA.” Based on our polymer alloy technology, we can use more than 60% of plant-derived materials in this compound.
3.5 Bionolle Crystal Structures and Transition Mechanism
It is well known that there are two types of crystal structure in Bionolle (as shown in Fig. 6) [2]. The crystal structures are formed mainly by the major component, PBS. The 1000 series is described here, and the structures of the 3000 and 5000 series are the same. Figure 6a shows the crystal structure observed from the molecular axis; the molecular packing is similar to polyethylene. The alpha form is general and the beta form can be seen under a certain level of stress.

(a) Crystal structures of Bionolle, along the molecular axis. (b) Crystal structures of Bionolle, along the b-axis
Figure 6b shows a side view (observed from the b-axis). The conformations are different from one another. The alpha form consists of G and −G, while the beta form has an all-trans structure. The fiber identity lengths are 10.9 A and 11.9 A for alpha and beta forms, respectively.
Figure 7 shows the relation between crystal structure and mechanical properties of highly crystalline and highly ordered uniaxial oriented fiber specimens [3, 4]. At strain 0–7%, the stress–strain curve is linear and only the alpha form can be observed. At strain 13–18%, the stress–strain curve shows a plateau regime, and both alpha and beta forms can be observed. At strains over 22%, the stress–strain curve increases again, and only the beta form can be observed. This behavior is reproducible under repeated application and removal of stress. Such phenomenon was also reported in poly(butylene terephthalate) (PBT). These characteristics in PBT result in a superior fatigue performance. We can thus also expect good fatigue performance in Bionolle.

Relation between crystal structure and mechanical properties
3.6 Crystallization Temperature
Figure 8 shows some examples of the improvement in processability using polymer alloy technology. Bionolle #3001 is mainly used for compostable bags and is featured by its softness and rapid biodegradability. However, the processability is not so good because of its lower crystallization temperature and slower crystallization speed. To solve these problems, we can generally use nucleating agents. However, no suitable nucleating agent was available for Bionolle. Therefore, we chose polymer alloy technology to overcome those problems. Figure 8 shows the crystallization temperature (T c) of Bionolle measured by differential scanning calorimetry (DSC). The T c of the 3000 series is around 50°C, that of the 1000 series is 80°C, and that of #1903 (LCB type) is 87°C. Note that the introduction of LCB results in a higher T c. The addition of 15 wt% of #1903 into #3000 results in a T c of around 73°C, which is 23°C higher than the original #3000. In other words, the addition of #1903 into #3001 increases T c effectively. In the case of blown film processing, the addition of #1903 also improves the bubble stability. It should be noted that the combination of existing grades of Bionolle allows control of processability, mechanical properties, and biodegradability.

Crystallization temperatures (T c) of various grades of Bionolle
3.7 Processability and Physical/Mechanical Properties
We believe that the features of Bionolle are good processability, physical and mechanical properties, and biodegradability. Furthermore, we can control them by monomer selection, polymer alloy technology, and formulation technology of fillers and additives.
For example, the selection of molecular structure, such as long chain branching and molecular weight, can result in the improvement of processability. Combination of several grades can be effective at controlling mechanical properties and biodegradability as well as processability. In addition, optimization of the additive formula can control the mechanical properties and processability. Recently, we succeeded in processing thin films using our compounding technology. The thickness of normal mulching film in Japan is about 20 μm, and that of shopping bags is more. We have processed 10 μm thickness film for agricultural use. This film has enough strengthen to be used as a mulching film, and practical testing is currently ongoing in some test farms.
The promising market segments of Bionolle in the future are compostable bags and agricultural mulching film applications, where better processability (equivalent to conventional resin) and further cost reduction are required.
4 Biodegradation
Figure 9 explains the mechanism of so-called biodegradation. Firstly, decomposition occurs on the surface of Bionolle, and oligomers are generated by the action of extracellular enzymes, which are thought to be lipases and/or PHB depolymerases. Then, those oligomers are taken into microbes as carbon sources and are metabolized completely to generate water and carbon dioxide. Thus, full decomposition is carried out. In our early study, this degradation was shown to be carried out in various natural environments, which are generally aerobic. The microbes are quite general and ubiquitous including Gram-positive bacteria, Gram-negative bacteria, molds, and actinomyceses [5].

Mechanism of biodegradation
Figure 10 shows the biodegradation of Bionolle according to the standard test ISO 14855. All grades of Bionolle satisfy the criteria of biodegradation.

Biodegradation curves for Bionolle (ISO 14855)
Biodegradability is affected by crystallinity as well as chemical structure. Figure 11 shows an example of biodegradability depending on crystallinity of PBS. Crystallinity was controlled by annealing temperature and time for hot-pressed sample sheets. Measurements of crystallinity were performed by means of solid state NMR [6, 7].

Biodegradability depending on crystallinity
Under anaerobic conditions, Bionolle only shows very slow degradation. Therefore, it is not suitable to use this type of biodegradable resin to generate methane and/or hydrogen under anaerobic conditions.
5 Environmental Safety
5.1 Environmental Safety of Decomposed Intermediates from Bionolle
It is very important to see how decomposed products affect the atmosphere when Bionolle is used in the environment. First, we tried to determine the decomposition products in the soil. After degradation of Bionolle in the soil, an extracted fraction was analyzed. But, we could not detect any organic fragments from the soil extract. It seemed that all low molecular weight fragments were absorbed into the soil and could not be easily extracted.
Next, we tried model degradation by using esterase from microbes. As shown in Fig. 12, the major products under this condition were butylmonosuccinate and butyldisuccinate. This shows that the degradation in early stage is carried out by extracellular enzymes like esterase.

Molecular weight distribution of decomposition products of Bionolle
Then, we compared biodegradability and residual degradation products using the OECD301C method. As shown in Fig. 13, residual degradation products almost disappeared when biodegradation reached around 80%. This means that Bionolle is not only converted to CO2 by degradation but also took in cell bodies as carbon sources.

Biodegradation and residual fragments
The question then is what kinds of influence on the environment are anticipated by such degradation?
5.2 Influence on Crops
It is easily anticipated that degradation products will be absorbed by plants and animals in the environment as well as by microbes. Plant growth tests were conducted by the Japan Fertilizer and Feed Inspection Association, assuming that Bionolle is decomposed at the farm. Brassica campestris var. peruviridis was used as an object. Powder Bionolle was mixed with soil, and then the seeds were sown on the soil when Bionelle biodegradation reached 30%. We did not see any differences in the shoot, growth, and numbers and weights of leaves as compared with the control. Furthermore, we have already found that LD50 ≧ 2,000 mg/kg for oral acute toxicity in rat. We conclude that Bionelle has little influence on plants and animals in the environment.
5.3 Residues of Bionolle and Their Influence on the Soil Environment
Agricultural mulching film is one of the typical applications for biodegradable plastics. Currently, Bionolle mulching film is commonly used in Japan, and is an important market for us. However, some farmers are anxious about the effects of repeated use of biodegradable plastic on the farm. We, as a manufacturer of Bionolle, need to accumulate knowledge on such usage in the farm.
We investigated this issue utilizing the method for chemical fertilizer analysis. In this method, Bionolle is supposed to be used once every year. The residual amount of Bionolle after single usage is expressed as a and the residual percentage after one year is expressed as r. Then, the residual amount of Bionolle after using n times, R(n), is expressed by the equation below:
Bionolle is thought to decompose 50% after 1.5 months, so r will be 0.004. When n approaches infinity, then R(n) is approximated as a. This means that repeated use of Bionolle will never result in accumulation of resin in the soil environment.
We also looked at the effect of Bionelle on the population of microbes in the soil. We time-dependently monitored the population of microbes in soil in which Bionolle was decomposed. Glucose medium and Bionolle medium were used to chase populations of both of glucose-assimilating microbes and Bionolle-assimilating microbes. Populations of both types of microbes constantly increase while Bionolle is used in the soil. However, Bionolle-assimilating microbes decreased dramatically soon after stopping the use of Bionelle in the soil. This clearly shows that the soil environment becomes acclimatized to decompose Bionolle (Fig. 14).

Numbers of microbes in the soil
5.4 Environmental Safety of Bionolle
In this chapter, we have described the influence of Bionolle and its degradation products on the environment. Binolle is proven to be fully decomposed to CO2, water, and biomass by microbes in the environment. The decomposed products do not have any unfavorable influence on the environment.
6 Bio-based Succinic Acid
The manufacturing path of major monomers, succinic acid and 1,4-butanediol is shown in Fig. 15. Both monomers are manufactured from petroleum at the moment. There are several paths for the production of 1,4-butanediol.

Two different manufacturing process for succinic acid
Succinic acid is commonly produced in microbes because it exists as a part of the TCA cycle, one of the ordinary metabolic pathways for production of energy. Several groups in the world are developing this production system to produce cheaper succinic acid from renewable resources like starch, glucose, cellulose and so on. If succinic acid could be produced from cheap carbon sources and the price were competitive with the petroleum-base product, many C4 chemicals could be expected as derivatives. 1,4-Butanediol is the typical one, which has a huge market.
There are several companies and groups that are developing bio-based succinic acid production for commercial use. The Showa group possesses a unique technology for purification of succinic acid from fermentation broth. This is the fractional crystallization method starting from sodium succinate. The yield by this method is around 70%, but we can recycle the residual solution so that we can minimize the loss of the product. We also compared the cost-effectiveness of this method with the bipolar electrodialysis method. The cost of our purification process seemed to be about half (our internal data).
The Showa group has already tested bio-based succinic acid, which was purified by our pilot facility, in the polymerization for Bionolle #3001. In many cases, bio-based succinic acid contains some impurities that inhibit polymerization, and cause dark coloring after polymerization. Our product did not cause such problems and turned out to have good purity and specifications as a monomer. Furthermore, we compared film processability and the physical properties of resins from both bio-based and petro-based Bionolle. The specifications and the conditions of a film fabrication machine are shown in Table 2. Figure 16 shows the processing. As for the processability, it was good enough in comparison with the petro-based Bionolle. Table 3 shows the comparison of physical properties of both films. There is no significant difference between the two films. Therefore, we could confirm the high quality of bio-based succinic acid to be used as a monomer for Bionolle.

Blown film processing of Bionolle
7 Starch–Bionolle Compounds
When we think of more environmentally friendly materials, the compound of starch and Bionolle is thought to be promising. But, on the other hand, the physical properties tend to become worse after compounding. We had to overcome these contradictions to commercialize our starch compound.
After a long development time, we started manufacture of the compound by carrying out a mull extrusion. The conditions for mull extrusion are especially important to produce good quality compound. The film processing is only possible when the selection of extrusion conditions is appropriate. The properties of the manufactured film are also affected by these conditions. The conditions of blown film processing for this starch compound are shown in Table 4.
7.1 Agricultural Mulching Film
Figure 17 is a photo showing setting the starch compound mulching film at our pilot farm. Mechanical strengthen of the film was good enough in comparison with the conventional mulching film, and there was no trouble in using the ordinary setting machine. The physical properties of both starch compound film and normal Bionolle film are shown in Table 5. The tear resistance for the machine direction is remarkably low for intact Bionolle film, which is the only defect for this resin. On the other hand, this defect is dramatically improved for the starch compound film. As a result, physical properties of this film are sufficient for use as mulching film.

Carrying out an examination at a farm
7.2 Compostable Bags
Figure 18 shows compost bags made of the conventional Bionolle, which are already in the market, and the trial samples of compost bags made of starch compound. The big difference in manufacture of these bags to processing of mulching film is the requirement for heat sealing. The heat seal strength is the major issue of the starch compound for practical uses. The relationship of the heat-sealing strength to heat-sealing temperature is shown in Fig. 19. Generally speaking, 1.0 kg/15 mm width is considered to be the threshold for using the bags practically. So, the performance of Bionolle #5151 is strong enough for this purpose. However, the performance of the starch compound is around the threshold, so some improvements are required.

Compost bags

Change in the heat-sealing strength with heat-sealing temperature
8 Life Cycle Analysis
Evaluation of life cycle analysis (LCA) is thought to be important to confirm whether a process is really environmentally friendly or not. When the carbon source of some products comes from renewable resources, it is called “carbon neutral” and it is often thought that this means that a product is good for environment. But, as shown in Fig. 20, a lot of CO2 must be generated in every process and we have to accumulate all of that generated CO2 to evaluate the efficiency of the production process.Footnote 1

LCA evaluation
8.1 Objective Products
We evaluated the LCAs of Bionolle and starch compound in comparison with conventional resins like low-density polyethylene (LDPE) and polystyrene, because Bionolle for film application is expected to be an alternative for LDPE, and Bionolle for foaming is expected to be an alternative for polystyrene.
8.2 Functional Unit
We evaluated resin pellets used to form each product in this study. We focused on pellets alone since the process of forming products from pellets, including agricultural mulching films and seedling cultivation pots, compost bags, packaging materials, sandbags, and foamed plastic blocks for shock absorbers, are more or less identical. This time, evaluation was conducted for petro-based Bionolle pellets (1 kg) and starch–Bionolle compound pellets (1 kg). Both types of pellets have virtually the same function at the same quantities and both pellet types are used only once without recycling.
8.3 System Boundaries
8.3.1 System Boundaries
We examined all processes (from raw material extraction, production, and shipping) for succinic acid, 1,4-butanediol, and starch purchased as intermediate materials and examined Bionolle production plant, product distribution, and disposal after use for each of the two Bionolle types used in this study: naphtha-derived neat Bionolle and starch–Bionolle compound. For disposal after use, only carbon emissions from Bionolle after biodegradation were taken into account. Disposal treatment was disregarded because the materials can be placed in landfills without treatment. Carbon from starch was disregarded, since we ignore CO2 emission derived from biomass in this study. Figure 21 shows life cycle flow of Bionolle.

Bionolle life cycle flow. Top: conventional Bionolle. Bottom: starch–Bionolle compound
8.3.2 Omitted Processes
Transportation processes upstream of succinic acid and 1,4-butanediol are disregarded, except for sea transport of crude oil. Treatment of wastewater generated in the plant and preparation of catalysts used in production are deemed negligible factors and omitted from this evaluation. Based on data provided from the plant of Showa Denko, auxiliary materials used in production other than succinic acid and 1,4-butanediol account for a mere 0.2% of raw materials by total weight. They are omitted from this evaluation. Additionally, we do not evaluate film processing in this study, since the process is nearly identical for all products.
8.4 Data Classification (Calculated Environmental Load)
Since synthetic resins are generally formed from crude oil, consumption of fossil fuels and the accompanying contribution to global warming represent the most crucial issues. Global warming has become a crucial international environmental issue, and the Kyoto Protocol, which went into effect in February 2005, set reduction targets for greenhouse gas emission for Japan as a nation (6% reduction in emission on average for 2008–2012 from a 1990 baseline). In this study, we investigate global warming and examine CO2 emission, which contributes most to global warming as an environmental load factor.
8.5 Specific Unit Values Used
CO2 emission can be classified as originating from fossil fuel combustion, chemical reactions, or mining of natural gas and crude oil. We refer to basic data from LCA software JEMAI LCA Ver. 1.1.6 [8] in this study. Gaps are remedied by preparing data on fossil fuel consumption and electric power consumption for each process, based on the literature and other sources. Values for CO2 emission upstream of basic data on the software JEMAI LCA Ver. 1.1.6 are used as is. On the other hand, for processes for which process-specific calculations are carried out, we adopt specific unit emission for CO2 accompanying fossil fuel consumption (fossil fuel production and fossil fuel combustion) and electric power consumption (production of fuel for power generation and power generation) from the JEMAI LCA Ver. 1.1.6 data. For a CO2 emission factor of electric power generated at petrochemical plants, we adopt data from the literature [9].
8.6 Life Cycle Inventory Analysis
8.6.1 Bionolle Based on Naphtha-Derived Succinic Acid
8.6.1.1 Succinic Acid Production
For succinic acid production, we estimate the energy consumption of the production process; amounts of raw materials such as naphtha, heavy oil and water; and amounts of hydrogen and oxygen required in the intermediate processes, based on number of sources [8, 10, 11]. For production of the raw materials naphtha and heavy oil, and for hydrogen and oxygen required, we adopt data from JEMAI LCA Ver. 1.1.6 [8]. For water used in the process, we adopt the data on clean water supply from the literature [12].
8.6.1.2 1,4-Butanediol Production
For the 1,4-butanediol production process, we estimate energy consumption during production, amounts of raw materials, naphtha and heavy oil, hydrogen, and oxygen in the same manner as for succinic acid, referring to the literature [10]. For production of raw materials, naphtha and heavy oil, and production of hydrogen and oxygen required, we use data from JEMAI LCA Ver. 1.1.6 [8].
8.6.1.3 Transportation of Raw Materials for Bionolle
Succinic acid and 1,4-butanediol are transported to Tatsuno Factory of Showa Denko from domestic production plants. In this study, we derive various scenarios based on actual transportation conditions, including distance, route, means of transport, and loading ratios. Fuel consumption and CO2 emission for transportation are estimated based on these scenarios. We use data from JEMAI LCA Ver. 1.1.6 [8] for inventory data per unit amount of transport during transportation.
8.6.1.4 Bionolle Production
For production of Bionolle from succinic acid and 1,4-butanediol, the yield of Bionolle and the amounts of succinic acid and 1,4-butanediol used are calculated based on actual performance data of the plant of Showa Denko where Bionolle is actually produced. Consumption of steam, heavy oil, and electric power in the plant are also calculated based on the actual performance data.
8.6.1.5 Bionolle Distribution
Although we considered omitting the Bionolle distribution process itself, since there is no difference between the products at this stage, we assume transportation over a distance of 100 km by 10 ton trucks at 100% loading ratios to verify the effects of this stage on the total life cycle. Data from JEMAI LCA Ver. 1.1.6 [8] is used as data per unit amount of transport during transportation.
8.6.1.6 Bionolle Utilization
For Bionolle utilization, we set the discharge of environmental load to 0, since this process does not involve consumption of energy, water, or other materials.
8.6.1.7 Bionolle Disposal
Since Bionolle is biodegradable, it should spontaneously decompose and revert to soil when left in soil. Given these characteristics, we assume complete biodegradation in soil rather than recovery and disposal.
Emission of carbon contained in Bionolle drawn from fossil resources must be accounted for as CO2. However, there has been no study mentioning the ratio of carbon components discharged into the open air after biodegradation in soil. Instead, it is assumed that the entire component will be emitted into the open air as CO2.
8.6.2 Starch–Bionolle Compound
Starch–Bionolle compound is produced by kneading Bionolle as shown in Sect. 8.6.1 with certain amounts of starch and a plasticizer. All the production processes, except for the production processes for starch and plasticizer newly added as raw materials and those for starch and plasticizer for kneading neat Bionolle, are the same as in Sect. 8.6.1. Product distributions are also the same as in Sect. 8.6.1, since weight and distribution conditions are identical. However, CO2 emission to be accounted for in the disposal process is different from that in Sect. 8.6.1, since raw materials include biomass, i.e., starch. Transportation processes of starch and plasticizer to the Tatsuno Factory are also different. The data for newly added processes and for processes different from those in Sect. 8.6.1 are shown below.
8.6.2.1 Starch Production
For starch production, we refer to published inventory data [13] prepared based on 1995 Input–Output Tables. The economic value of starch is based on 1995 Input–Output Tables [14].
8.6.2.2 Plasticizer (Glycerin) Production
For plasticizer production, we refer to publicized inventory data [13] prepared based on 1995 Input–Output Tables. Economic value of plasticizer is based on 1995 Input–Output Tables [14].
8.6.2.3 Transportation of Raw Materials for the Starch–Bionolle Compound
Transportation of succinic acid and 1,4-butanediol and other various raw materials is the same as for Bionolle. Starch and plasticizer are transported to Showa Denko Tatsuno Factory from domestic and overseas production plants. We derive various scenarios from actual transport information in this study, including distance, route, means of transport, and loading ratios. Fuel consumption and CO2 emission related to transportation are estimated based on these scenarios. As starch is assumed to be produced in the USA, we account for both sea transportation from the USA to Japan and land transportation from domestic ports to the Tatsuno Factory in this study. For inventory data per unit amount of transport during transportation, we refer to data from JEMAI LCA Ver. 1.1.6 [8] for land transportation and data from the literature [15] for sea transportation; in particular, data from the literature [16] is also referred to for sea transportation distances.
8.6.2.4 Starch Kneading
For starch–Bionolle compound production process, we obtain data of product yield and mixing ratios of Bionolle, starch, plasticizer, and water from actual site data provided by Showa Denko. Data of electric power consumption for kneading process are taken from actual site data from Showa Denko.
8.6.2.5 Bionolle Disposal
The amount of CO2 derived from petroleum is estimated from the rate of CO2 emission from Bionolle by multiplying with the content ratio of Bionolle in the product. CO2 generated by starch is omitted from CO2 emission on complete degradation in soil, since these emissions are biomass-generated.
8.7 Results of Life Cycle Inventory Analyses
Figure 22 shows the results of life cycle CO2 emission analyses of Bionolle and starch–Bionolle compound. For starch–Bionolle compound, the life cycle CO2 emission is around 30% less than for Bionolle, i.e., around 20% less for production alone.

Life cycle CO2 emission for 1 kg of each product
For both Bionolle and starch–Bionolle compound, the largest amount of CO2 is emitted from disposal, i.e., around 60% of total amount for Bionolle and around 50% of total amount for starch–Bionolle compound.
During production, Bionolle production from succinic acid and 1,4-butanediol account for 30% (around two-thirds, disregarding disposal) of the total Bionolle life cycle. Overall production of succinic acid and 1,4-butanediol, which involve exothermal reactions, account for about 10% (about 25%, excluding disposal) of the total life cycle.
For starch–Bionolle compound, Bionolle production from succinic acid and 1,4-butanediol corresponded to approximately one-quarter (one-half excluding disposal) of the total life cycle. Production of succinic acid and 1,4-butanediol account for about 10% (around 20%, excluding disposal) of the total life cycle. In addition, the starch kneading process accounts for about 5% of the total life cycle. Sea transport for starch account for around 3% of the total life cycle.
8.8 Interpretation
8.8.1 Comparison of Performance to Other Products
We compare data on Bionolle, and conventional resins (LDPE and polystyrene). Bionolle is regarded as a potential substitute for LDPE in film processing and other molded products and as a substitute for polystyrene in foaming. We compare 1 kg of each resin.
8.8.2 Comparative Evaluation of LCA Results
Figure 23 shows the result of comparisons of life cycle CO2 emission of Bionolle, starch–Bionolle compound, LDPE, and polystyrene. Data for producing LDPE and polystyrene are taken from a report of the Plastic Waste Management Institute [17]. The disposal method assumed is incineration. CO2 emissions from both Bionolle and starch–Bionolle compound are lower than those of LDPE or polystyrene.

Life cycle CO2 exhaust
8.9 Conclusion
In addition to high biodegradability, Bionolle is verified by this study to offer CO2 emission characteristics superior to conventional resins, despite the fact that raw materials (succinic acid and 1,4-butanediol) are derived from naphtha. Given the prospects for producing succinic acid and 1,4-butanediol from biomass and waste paper, Bionolle may eventually offer even greater environmental benefits when it no longer involves use of oil resources. Future quantitative evaluations of these aspects are needed.
Bionolle was shown to be environmentally superior to conventional resins. However, in addition to Bionolle, various biodegradable resins such as polylactic acid are known to have different resin characteristics. Objective evaluations of such biodegradable resins will become increasingly important in comparing environmental loads imposed by various life cycles, although issues other than LCA results may ultimately play roles in selection of resin. We anticipate a growing demand for studies comparing biodegradable resins and resins derived from biomass resources in regard to applications or economic efficiency under identical conditions.
9 Summary
9.1 Bio-based Succinic Acid
Polymerization of Bionolle #3001 (polybutylene succinate/adipate) using bio-based and petro-based succinic acid was examined. As for polymerization conditions and processability, there was no significant difference between these two types of resin. Mechanical properties of blown films processed from both resins were almost the same. The quality of bio-based succinic acid turned out to be good enough as a polymer grade.
9.2 Starch–Bionolle Compound
Agricultural mulching film of starch–Bionolle compound has been tested at a pilot farm. Film processability and mechanical properties are relatively good and tear resistance, which is the typical defect of Bionolle, has been especially improved. Compost bags of starch–Bionolle compound have two problems. One is water resistance and the other is heat seal strength. We are developing a new starch–Bionolle compound grade for compost bags to improve these problems.
9.3 Life Cycle Analysis
LCA is an important process for evaluating the effects that a product has on the environment over the entire period of its life. We evaluated LCA by comparing total CO2 (life cycle CO2) exhaust from production of Bionolle and of conventional resins like LDPE. From this analysis, Bionolle has turned out to be more a environmentally friendly resin than LDPE. The effectiveness of the starch–Bionolle compound has also been confirmed.
Notes
- 1.
This LCA was carried out under the guidance of Mizuho Information & Research Institute, Inc.
Abbreviations
- DSC:
-
Differential scanning calorimetry
- LCA:
-
Life cycle analysis
- LCB:
-
Long chain branching
- LDPE:
-
Low density polyethylene
- MFR:
-
Melt flow rate
- Mw:
-
Weight average molecular weight
- PBS:
-
Poly(butylene succinate)
- PBSA:
-
Poly(butylene succinate/adipate)
- PBT:
-
Poly(butylene terephthalate)
- T c :
-
Crystallization temperature
References
Yoshikawa Y, Ofuji N, Imaizumi M, Moteki Y, Fujimaki T (1996) Molecular weight distribution and branched structure of biodegradable aliphatic polyesters determined by s.e.c-MALLS. Polymer 37:1281
Ichikawa Y, Kondo H, Igarashi Y, Noguchi K, Okuyama K, Washiyama J (2000) Crystal structures of a and b forms of poly(tetramethylene succinate). Polymer 41:4719–4727
Ichikawa Y, Suzuki J, Washiyama J, Moteki Y, Noguchi K, Okuyama K (1994) Strain-induced crystal modification in poly(tetramethylene succinate). Polymer 35:3338
Ichikawa Y, Washiyama J, Moteki Y, Noguchi K, Okuyama K (1995) Crystal transition mechanisums in poly(tetramethylene succinate). Polym J 27:1230
Nishioka M, Tsuzuki T, Wanajo Y, Horiuchi T (1994) Biodegradation of BIONOLLE. In: Doi Y, Fukuda K (eds) Biodegradable plastics and polymers. Elsevier, pp 584–590
Kitakuni E, Yoshikawa K, Nakano K, Sasuga J, Nobiki M, Naoi H, Yokota Y, Ishioka R, Yakabe Y (2000) The biodegradation of poly(tetramethylene succinate-co-tetramethylene adipate) and poly(tetramethylene succinate) throuth water-soluble products. Environ Toxicol Chem 20:941–946
Kitsukawa M, Yoshikawa K, Nishioka M, Moteki Y, Ichikawa Y (1995) In: Proceedings of the Society of Solid-State NMR for Materials, no. 18
Japan Environmental Management Association for Industry (2000) JEMAI-LCA ver 1.1.6 (LCA Software). JEMAI, Tokyo
Japan PVC Environmental Affairs Council (1999) Study report on LCI data for processed products made from polyvinyl chloride resin. JPEC, Tokyo
Nexant Inc. (2000) Nexant ChemSystems Document. Nexant, White Plains
(1997) In: Kirk-Othmer (ed) Kirk-Othmer encyclopedia of chemical technology, 4th edn. Wiley, Hoboken, p 22
Plastic Waste Management Institute (1993) Study report on energy analysis of basic materials (only in Japanese)
National Institute for Environmental Studies (2002) Embodied energy and emission intensity data for Japan using input-output tables (3EID). National Institute for Environmental Studies, Japan
Management and Coordination Agency (1999) 1995 input-output tables. MCA, Government of Japan, Tokyo
New Energy and Industrial Technology Development Organization (NEDO) (1996) Study of analytical evaluation method for comprehensive fossil fuel cycle from a global environmental perspective (III). NEDO, Kawasaki
The Japan Shipping Exchange (1983) Distance tables for world shipping. JSE, Tokyo
Plastic Waste Management Institute (1999) Study report on LCI data for petrochemical products (only in Japanese)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2011 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Ichikawa, Y., Mizukoshi, T. (2011). Bionolle (Polybutylenesuccinate). In: Rieger, B., Künkel, A., Coates, G., Reichardt, R., Dinjus, E., Zevaco, T. (eds) Synthetic Biodegradable Polymers. Advances in Polymer Science, vol 245. Springer, Berlin, Heidelberg. https://doi.org/10.1007/12_2011_145
Download citation
DOI: https://doi.org/10.1007/12_2011_145
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-27153-3
Online ISBN: 978-3-642-27154-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)