
Abstract
The conventional cutting fluids have a significant share in the total production cost. It also causes environmental hazards and health damages if not managed properly. Minimization or elimination by some other by some efficient means is of current research focus. Through the experiments, this research work demonstrates the effectiveness and performance of solid lubricant-assisted minimum quantity lubrication in turning. Micron-sized calcium fluoride as solid lubricant is mixed with SAE 40 to prepare lubricant mixture. The output responses are analyzed by varying concentration of the solid lubricant in SAE 40 oil and the flow rate of the mixture. The output responses are measured in form of surface quality, chip-tool interface temperature, and tool flank wear. The comparative study of experimental results with dry, wet cooling, MQL, and MQSL has shown some motivating trends. Process performance is improved with the application of solid lubricant-assisted machining in form of the reduction in surface roughness, tool wear, and chip-tool interface temperature. From the results, the use of CaF2 as a solid lubricant with MQL can be considered as an environment-friendly and cost-effective alternative for lubrication. The results can be used for metal cutting industries, opening the possibilities of developing sustainable manufacturing practices.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction and Literature Review
Machining is considered as the most versatile manufacturing process able to produce precise shape, size, and surface quality of work part. The relative motion between cutting tool and workpiece causes plastic deformation of material leading to the generation of heat during machining. Machining of ferrous materials results in faster tool wear due to higher machining temperature and also causes tool failure and poor surface integrity [1]. The blunt tool also results in excessive power consumption while machining. Hence, it is essential to reduce the heat generated in machining to improve surface finish and longer tool life. Conventional cutting fluid has been applied to machining area to reduce the friction coefficient between tool-work contact and therefore minimizing the heat generated.
These conventional metal cutting fluids mostly have a negative environmental effects, and they cannot be considered for sustainable manufacturing. Besides the environmental risks, due to its poor waste disposal, they cause severe health hazard even within the factory [2]. Looking at the breakdown of total production cost, the cost of cutting fluids takes a larger part in the same. And hence, the use of these cutting fluid cannot be justified on an economic point of machining [3]. The review of literature has provided an insight into the emerging and effective practices for the development of clean and green production. So that the machining can be cost-effective and environment-friendly [4].
In recent times, researchers have been working on minimum quantity lubrication and use of solid lubricants in machining as an alternative to cutting fluids. The minimum quantity lubrication takes a very small quantity of lubricant oil converted in form of aerosols with the use of compressed and applied to the machining area with a small opening nozzle [5]. While machining with higher cutting speeds and feed rate, friction model is developed and MQL is used as lubrication strategy. It is concluded that MQL is an effective option as compared to wet cooling [6].
A new lubrication approach, in form of combined cooling method by pre-cooling the work part by application of MQL is proposed. The result demonstrated the improvement in process performance proving it to be a cost-effective alternative in machining [7]. The lowest value of surface roughness is reported while machining with different ranges of the depth of cut in turning. The reduction of cutting forces is also reported with the use of MQL as compared to dry and wet machining [8]. In another work, improved machining performance is reported with the application of MQL in form of reduction of chip-tool interface temperature and cutting forces [9].
Researchers have proposed and applied solid lubricant in machining as an approach of lubrication. Graphite, calcium fluoride (CaF2), molybdenum disulfide (MoS2), and boric acid (H3BO3) can be used as solid lubricants. Solid lubricants can be applied in powder form or by mixing it with cutting fluid [10]. Graphite and MoS2 are applied in machining, and its effect on surface finish and cutting forces was analyzed. The results of solid lubricant-assisted lubricants were compared with flood cooling strategy. Results revealed the effectiveness of MoS2-assisted machining due to its better adhesion tendency as compared graphite [11]. Researchers have been working in the direction of the application of solid lubricants in various machining process leading to a clean and sustainable machining approach [12, 13].
From the current state of research, it can be summarized that there is a need to focus efforts in the area of application of solid lubricants in machining. The concept of solid lubricant mixed with MQL can increase process performance and a reduction in overall machining cost. The work is done either by using the solid lubricant in powder form or by using MQL with cutting fluid. Also, the previous study focused to analyze the effects of solid lubricants without considering any parameter’s effects related to lubrication environment. Few studies are available to assess the effects of various concentrations of solid lubricants and lubricant flow rate in MQSL. Hence, the present work experimentally investigates the performance of MQSL by varying concentration of solid lubricant and the flow rate of lubricant in turning process at selected machining parameters.
2 Experimental Details
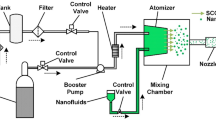
The turning experiments were carried out on HMT made lathe machine under dry, wet, MQL, and MQSL environments. The fabricated minimum quantity lubrication system is mounted on lathe machine as shown in Fig. 18.1, containing main parts as lubricant reservoir, spray nozzles, air pressure controls, and controlling knobs. The main parts of the system are connected by pipes, cables, and required controls and fittings. The compressed air is supplied from the air compressor at required air pressure. The solid lubricant flow is controlled by governing the flow of compressed air. The lubricant mixture leaves nozzle with high pressure in form of aerosol and diverted to machining area. The workpieces in form of round bar with dimensions Ø50 × 200 mm were used for turning operations.

Setup of MQSL mounted on lathe machine
Many researchers had worked to find the proper weight ratio of solid lubricant in heterogeneous mixture for the better surface finish and less temperature generation. Vamsi Krishna and Rao [14] used 5, 10, 15, 20, 30, and 40% solid lubricant by weight with SAE 40 oil for testing cutting fluids lubricating and cooling properties. Hence for experiments, 10 and 20% of solid lubricant is mixed with SAE 40 oil and the same is compared with that of dry, wet, and MQL machining. The experiments are performed to study the effect of different solid lubricant concentrations and different flow rates of lubricant on surface roughness, chip-tool interface temperature, and flank wear. The details of experimentation are shown in Table 18.1. The optimized value of process parameters is obtained by grey relational analysis for the minimum quantity solid lubrication environment and same has been used for experiments.
The turning operation as a part of experiments was carried out by using coated carbide insert of TN4000 grade. The insert with multi-layer coating of CVD—TiN-TiCN-Al2O3 and with higher cobalt content has good toughness which permits heavy depths of cut and interrupted cuts. The insert designation as per ISO code is CNMG1204085 TN4000. The inserts were rigidly mounted on a tool holder with PCLNR2020K12 I 7D designation, as per ISO Code of Widex make.
2.1 Measurements
Mitutoyo made surface roughness tester is used to measure value of surface roughness after machining. Surface roughness is measured at three different locations and at two different lengths of workpiece, and average value is considered for comparison of results. New cutting tool insert is used for each machining conditions. Measurement of flank wear is carried out using portable microscope equipped with image analysis software. The chip-tool interface temperature is measured by the tool-work thermocouple arrangement developed and mounted on the machine. The calibration of tool-work thermocouple was done by the means of furnace at known temperature. Continuous chip obtained by the machining of workpiece material and tungsten carbide rod is used to form the hot junction. Hot junction of thermocouple was inserted in a metal plate with K type calibrated thermocouple. Metal plate attached with K type thermocouple and hot junction of tool-work thermocouple was kept in a furnace, temperature reading was obtained by K type thermocouple corresponding to emf generated by tool-work thermocouple. For each value of emf, average value of temperature was taken and given an input to the GraphPad software for obtaining the thermoelectric relationship.
3 Results and Discussion
3.1 Flank Wear Analysis
While machining, tool wear is unavoidable due to direct rubbing action between tool and workpiece surface. From the comparison results shown in Fig. 18.2, with the concept of MQSL, tool life is improved as compared to dry and MQL environments. Figure 18.2 shows the maximum flank wear of tool against cutting time for various cutting conditions. The rapid increase of flank wear is observed in dry cutting immediately after 4 min of machining indicating the entry of tool into high wear rate zone. For wet cooling, MQL, and MQSL conditions, the high wear rate zone started approximately after 12 min of machining. From the comparison, it is clear that wet cooling and MQSL with 10% concentration of CaF2 has increased tool life by lowering flank wear. The results are in agreement with the fact that in MQL and MQSL, the heat transfer takes place mainly by evaporation making it more efficient than convective heat transfer as in flood machining [14].

Comparison of flank wear in various machining environments
Similar trend of results in form of longer tool life and improvement of surface finish is reported with the use of MQL and solid lubricants [15]. The longer tool life with the use of the solid lubricant with 10% concentration is due to its ability to retain in interface area and creating a thin lubricating film. While 20% of concentration has reduced, tool life due to reduction in thermal conductivity of lubricant mixture resulted in higher temperatures leading to larger flank wear. For selected tool life as measured as 0.35 mm of flank wear, effective tool life achieved in dry machining is 9 min, whereas for other cutting conditions it is reported more than 16 min. Figure 18.3 shows the comparison of images of tool insert captured after dry, wet, MQL, and MQSL machining environment. Nose wear is also observed in all inserts.

Images of cutting tool insert in various machining environments, a dry, b wet, c MQL, d MQSL
3.2 Analysis of Chip-Tool Interface Temperature
The heat generated during machining is the result of plastic deformation due to rubbing action of the tool with respect to the workpiece surface. It is very important in machining to control the amount of heat generated as it really affects the rate of tool wear and surface integrity of workpiece [16]. From the comparative analysis of results shown in Fig. 18.4, it is clear that the highest chip-tool temperature is observed in case dry machining followed by MQL, wet cooling, and MQSL environments. The cooling action of MQSL is almost same as that of wet cooling which shows excellent lubricating capabilities of solid lubricants. Another reason is the application of compressed air supplied in MQSL creating an excellent cooling effect by taking heat away from the machining area. Reduction in temperature leads toward the reduction in flank wear and surface roughness (Fig. 18.2 and 18.5).

Variations of chip-tool interface temperature in various machining environments
3.3 Analysis of Surface Roughness
Figure 18.5 shows the comparison of average surface roughness values for selected cutting conditions. It is as expected that due to rapid tool wear observed immediately after 4 min of machining, highest value of surface roughness is reported in dry machining. While for other cutting environments, no major change in values of surface roughness is observed. The results of surface roughness in case of MQSL approaches indicate the effectiveness of solid lubricants as compared to wet cooling. However, 10% concentration of solid lubricant has lowered the Ra value as compared to that of 20% concentration. The same can be linked with flank wear comparison in terms of lower flank wear with 10% concentration retaining longer tool life that 20% concentration of CaF2. The better lubricating action of solid lubricant reduces the frictional forces resulting in reduction in temperature and tool wear and leading to improved surface finish [17]. Work is reported with the application of MoS2 and graphite with oil at concentration (20% wt) in machining of Ti-6Al-4V alloy. Reduced values reported of cutting forces and resulted in improved surface finish with solid lubricants as compared to dry and wet cooling. Molybdenum disulfide (MoS2) has improved machining performance in form of lower tool wear and surface roughness as compared to graphite [18].

Variations of surface roughness in various machining environments
3.4 Effects of Different Lubricant Flow Rates on Surface Roughness
From the experimental results compared with different concentrations of solid lubricant, it is concluded that 10% of CaF2 has improved machining performance by lowering tool flank wear and surface roughness. Further, it is decided to compare the effects of various flow rates of lubricant in MQL and MQSL environments by keeping 10% concentration of solid lubricant fir MQSL. The flow rate in MQL and MQSL approach is controlled by flow regulating knob of MQL system.
Figure 18.6 compares the effect of different flow rates by which lubricant mixture supplied in MQL and MQSL. It can be seen that lower flow rates in case of MQL and MQSL have lowered the value of surface roughness than that of wet cooling wherein the flow rate is few liters per hour of machining. Hence, it is clear that if the lubricant can be supplied in optimize and effective way, it can improve the machining performance. MQSL lubrication with 500 ml/h has proven to be better due to the lubrication properties of solid lubricant added in mixture than MQL without solid lubricant.

Variations of surface roughness with various flow rates of lubricants
4 Conclusion
Minimum quantity lubrication added with solid lubricant is applied in turning operation and compared with the results available from dry, wet and MQL machining environments. Due to inherent lubricating properties of solid lubricant, it has improved surface finish as compared to other cutting conditions. Tool life is improved while application of MQSL approach, as solid lubricant can penetrate effectively between tool-work interfaces resulting in better lubrication and cooling action performed by compressed air. From the selected combinations, MQSL with 10% concentration of CaF2 has improved process performance. It can be also concluded from the comparison of different flow rates of lubricant that instead of applying large quantities of cutting fluids, an optimum flow rate of the same can improve the process performance. Hence, the use of solid lubricant coupled with the concept of minimum quantity lubrication can be a feasible alternative leading toward sustainable manufacturing practices. Analysis and measurement of thermo-physical properties of lubricant mixture are not considered in the present study. Advanced CFD modeling techniques can be employed to model mist-based cooling techniques to predict the temperature distributions on the cutting tool under different lubricating conditions. In future, different combinations of solid lubricant particle size and air pressures should be examined for higher cutting speeds and feed rates. The similar study can also be conducted for different types of coolants, and their respective convective heat transfer coefficients can be analyzed in form of its effect on output responses.
References
Bruni, C., Gabrielli, F.F., Simoncini, M.: Effect of the lubrication-cooling technique, insert technology and machine bed material on the workpart surface finish and tool wear in finish turning of AISI 420B. Int. J. Mach. Tools Manuf. 46(12–13), 1547–1554 (2006)
Howes, T.D., Toenshoff, H.K., Heur, W.: Environmental aspects of grinding fluids. Ann. CIRP 40(2), 623–630 (1991)
Brinksmeier, E., Walter, A., Janssen, R., Diersen, P.: Aspects of cooling lubrication reduction in machining advanced materials. Proc. Inst. Mech. Eng. 213(8), 769–778 (1999)
Ghosh, S., Rao, P.V.: Application of sustainable techniques in metal cutting for enhanced machinability: a review. J. Clean. Prod. 100, 17–34 (2015)
Varadharajan, A.S., Philip, P.K., Ramamoorthy, B.: Investigations on hard turning with minimal pulsed jet of cutting fluid. In: Proceedings of the International Seminar on Manufacturing Technology beyond 2000, Bangalore, India, November 17–19, pp. 173–179 (1999)
Banerjee, N., Sharma, A.: Identification of a friction model for minimum quantity lubrication machining. J. Clean. Prod. 83, 437–443 (2014)
Shokoohi, Y., Khosrojerdi, E., Shiadhi, B.H.R.: Machining and ecological effects of a new developed cutting fluid in combination with different cooling techniques on turning operation. J. Clean. Prod. 94, 330–339 (2015)
Hadad, M., Sadeghi, B.: Minimum quantity lubrication-MQL turning of AISI4140 steel alloy. J. Clean. Prod. 54, 332–343 (2013)
Saini, A., Dhiman, S., Sharma, R., Setia, S.: Experimental estimation and optimization of process parameters under minimum quantity lubrication and dry turning of AISI-4340 with different carbide inserts. J. Mech. Sci. Technol. 28(6), 2307–2318 (2014)
Reddy, N.S.K., Rao, P.V.: Experimental investigation to study the effect of solid lubricants on cutting forces and surface quality in end milling. Int. J. Mach. Tools Manuf. 46(2), 189–198 (2006)
Singh, D., Rao, P.V.: Performance improvement of hard turning with solid lubricants. Int. J. Adv. Manuf. Technol. 38(5–6), 529–535 (2008)
Reddy, N.S.K., Rao, P.V.: Performance improvement of end milling using graphite as a solid lubricant. Mater. Manuf. Processes 20(4), 673–686 (2005)
Mukhopadhyay, D., Banerjee, S., Reddy, N.S.K.: Investigation to study the applicability of solid lubricant in turning AISI 1040 steel. Trans. ASME J. Manuf. Sci. Eng. 129(3), 520–526 (2006)
Rao, D.N., Vamsi Krishna, P.: The influence of solid lubricant particle size on machining parameters in turning. Int. J. Mach. Tools Manuf. 48(1), 107–111 (2008)
Philip, P.K., Varadharajan, A.S., Ramamoorthy, B.: Influences of cutting fluid composition and delivery variables on performance in hard turning using minimal fluid in pulsed jet form. J. Inst. Eng. India 82(1), 68–72 (2001)
Du, G.C., Chen, Y., Wei, Z.Z.: Effects of solid lubricants on hard turning. In: Proceedings of the 2nd International Conference on Electronic and Mechanical Engineering and Information Technology, pp. 1147–1149 (2012)
Lawal, S.A., Choudhury, I.A., Nukman, Y.: A critical assessment of lubrication techniques in machining processes: a case for minimum quantity lubrication using vegetable oil-based lubricant. J. Clean. Prod. 41, 210–221 (2013)
Moura, R.R., Da Silva, M.B., Machado, A.R., Sales, W.F.: The effect of application of cutting fluid with solid lubricant in suspension during cutting of Ti-6Al-4V alloy. Wear 332–333, 762–771 (2015)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Makhesana, M.A., Patel, K.M., Patel, A.S. (2019). Applicability of CaF2 Solid Lubricant-Assisted Minimum Quantity Lubrication in Turning for Sustainable Manufacturing. In: Shunmugam, M.S., Kanthababu, M. (eds) Advances in Forming, Machining and Automation. AIMTDR 2018. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-32-9417-2_18
Download citation
DOI: https://doi.org/10.1007/978-981-32-9417-2_18
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9416-5
Online ISBN: 978-981-32-9417-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)