
Abstract
Dyers used skill and logic when they abandoned natural dyes in favor of synthetic dyes. Synthetic dyes were more reliable in strength and shade, did not contain insoluble impurities, or generate spent waste materials that required disposal. They largely avoided the need for mordants, and provided fast bright shades and, for the first time, fast black colors. They could be mixed to allow accurate color matching, and were applied in simpler processes that used far less water and energy. Synthetic dyes have continued to dominate the coloration of textiles while the volume of fiber used each year is now 25 times larger, of which 60 % or more is synthetic. Concern for the environment led to an examination of dyes and dyeing processes: a few synthetic dyes of potential toxicity were earmarked, and have subsequently disappeared from any dyehouse behaving responsibly, and that wishes to do business with major retailers. Recently, ‘sustainability’ and the erroneous assumptions that natural = harmless, and synthetic = toxic has prompted a voluminous research literature that (re)examines natural dyes. The literature ignores the factors that led originally to their abandonment. In addition, natural dyes cannot produce the amount of colorant required to dye the amounts of fiber produced each year. In contrast, synthetic dyes of all classes and the processes used to apply them become ever more efficient and clean, and offer safe and cost-effective coloration for the world’s textiles.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
The origins of sustainability are often seen as emerging from the Brundtland Report of 1987 [1]. However, other than in the broadest terms, there is no common definition of what is sustainable, and the regularly updated “Living Planet Report” [2] makes it clear that we currently “spend” around 1.8 times the earth’s capacity each year. What is regarded as “sustainable” on a small scale is unlikely to be effective globally in providing a long-term blueprint for a planet of several billion inhabitants [3]. A case in point is organic cotton, which is widely deemed to be “sustainable.” Organic cotton avoids the use of the large amounts of herbicide, pesticide, and synthetic fertilizers required for growing cotton conventionally. A farmer can grow organic cotton year after year and avoid those chemical inputs. However, organic farming is incapable of meeting the current global demand for some 25 million tons of cotton fiber each year: there is simply not enough natural fertilizer, or land available. Therefore, although the organic cotton farmer is seen as “sustainable,” that sustainability is available only to a small elite.
The wide-ranging considerations of global sustainability are usually distilled into simpler environmental, ethical, and economic aspects (“planet, people, profit”). Even then, most attention is paid to the environmental part of this trio, and within that narrower scope, the elimination of chemical compounds perceived, however erroneously, as “toxic” is often taken to represent a significant step towards some ultimate sustainability.
Basic human needs are food, shelter, and clothing. Food is usually consumed quickly, shelter is of limited mobility, but textiles both move (and are in contact with the body) and require flexibility (i.e., comfort) and durability. In human history, the important role of textiles was reflected in their high value, and in that many technological advances were applied first to textiles; most notably, the Industrial Revolution was first about mechanizing textile production.
The textile/apparel supply chain begins with fiber production (the agricultural production of natural fibers, or the chemical processing that leads to manufactured fibers). These are then subjected to spinning, weaving, knitting, preparation, dyeing, printing, and/or finishing, and the finished fabric is then cut and sewn into garments. After distribution and merchandising, these are sold to the consumer who wears, washes, and dries them, and ultimately disposes of the worn garment, typically to a landfill. All these steps have impacts on global sustainability. The production of natural fibers involves agricultural inputs that may have sustainability impacts, and, for example, the arguments about the relative merits of conventional cotton, organic cotton, “better” cotton, and GM cotton could fill a book. Lifecycle analyses can offer useful insights into sustainability, but the complexity of textile production is reflected in the corresponding complexity of the LCA of a single fiber, cotton [4].
Today, the textile supply chain deals with more than 80 million tons of fiber per year. Of this, the majority (80 % or so) consists of polyester and cotton [5]. Although cotton is the most widely used apparel fiber, since about 2000 polyester has been the most widely produced textile fiber, and its dominance is projected to increase in the coming years. Fibers differ in the environmental impact of their use and end-of-life disposal, but within the primary textile industry (turning fibers into finished fabric) the major impact is in the wet processes that center on coloration. Humankind sees and appreciates color, and “color sells.” So it is often true that sustainability and textile production meet in the dyehouse.
2 Textiles, Dyeing, and the First Synthetic Dyes
Textiles have been colored as long as they have been produced. Pigments are of limited use on textile materials, requiring some binder that tends to stiffen the fabric, so colorants (dyes) that will color without compromising the tactile nature of the material have been chosen. Pigments tend to have greater fastness and can satisfactorily be used in most nontextile applications. Dyes and textiles thus have a high degree of mutual inclusivity. Colored (mostly organic) compounds have been retrieved from plants and insects and examined for use in dyeing fiber-based materials. Because these materials have evolved for other reasons, their suitability for textile dyeing varies. The subject of natural dyes and dyeing over the centuries has been widely examined [6, 7]. The best of the natural dyes were recognized centuries ago, and the secrets of obtaining bright fast colors were often jealously guarded. More widely available inferior colorants were used by the less skilled, and the distinction was recognized, for example, in the “grand teint” versus “petit teint” dyers.
The value of good dyes was recognized by their importance in trade: the world was scoured for better products. In Europe: cochineal replaced kermes, indigo replaced woad, and quercitron was a valuable addition to weld. The application of these dyes required great skill on the part of the dyers that used them, and it is notable that almost a century passed between the mechanization of textile production and the early synthetic dyes: in that time, natural dyes were used on an industrial scale, aided by the infant inorganic chemical industry that supplied bleaches, acids, and mordants. It was recognized early in this process that chemistry was a valuable tool in the dyer’s arsenal: on the frontispiece of a 1790 textbook is the lament “Tis a pity so few chemists are dyers, and so few dyers chemists” [8].
It should be recognized, however, that although this was on an industrial scale, the world population in 1800 was around 1 billion people, and that the annual fiber consumption was around 5 lb per person per year; that is, global textile production was about 2.5 million tons, less than 1/30 of what it is today.
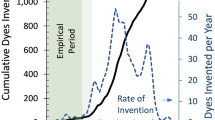
The story of the first synthetic dye is well known [9]. The concept of a new technology (in this case, industrial organic chemistry) being applied first to textiles again rings true. The subsequent explosive growth of the synthetic dye industry is also well known [10], and synthetic dyes had largely replaced natural dyes by the early twentieth century.
3 Why Did Synthetic Dyes Take Over?
Synthetic dyes readily took over from their naturally derived counterparts for a number of reasons; some were recognized immediately, others became obvious later.
3.1 Synthetic Dyes Produced Colors that Natural Dyes Could Not
This is the reason most often quoted. The corollary of this is that any shade that could be obtained with natural dyes could ultimately be achieved with synthetic dyes, but the reverse is not true.
Interestingly, and not usually recognized, is that a fast black is difficult to achieve with natural dyes, particularly on cellulosic fibers: logwood (typically on a chrome mordant) fades, and a “chemical black” (iron and tannic acid) tends to weaken the fiber. Aniline black, and later, sulfur and direct black dyes were readily adopted.
3.2 Synthetic Dyes Were Free of Insoluble Impurities?
As agricultural products, natural dyes were either supplied as the raw material (roots, wood, etc.) or, in the case of indigo, were extracted at the source: either way, it was difficult to create a solution or suspension free of insoluble material. This was a major problem especially noted in printing, where fine engravings in copper rollers would be clogged. Thus even when good natural dyes were available, most notably madder and indigo, dyers (and printers) readily turned to the purer, grit- and wood-free synthetic versions. At the same time, dyers freed themselves of the grinding, rasping, and crushing required to turn raw material into something usable in a dyebath, and no longer needed to dispose of the waste material from which the dye had been extracted.
3.3 Synthetic Dyes Were Consistent in Shade and Strength
Synthetic dyes were consistent in shade and strength, with none of the variation inherent in a product that comes to the dyer as a small percentage of an (easily adulterated) agricultural product. Dyemakers were readily able to standardize their products so that dyers were able to reproduce shades with little need to carry out test dyeings to determine dye strength and shade.
3.4 Single Dyeing Process
For a given class of synthetic dyes, dyes of different colors can be mixed in a single dyeing process to provide specific colors. This is not usually possible with natural dyes, especially when a primary color is only available from one dye with a unique means of application. Thus indigo was the only practicable natural blue dye, but its application from a bath of leuco-indigo was incompatible with the application of other dyes/colors: these were necessarily applied in a separate process.
3.5 Synthetic Dyes are More Water- and Energy-Efficient
As pointed out in Sect. 3.4, compound shades would often need separate processes for each dye. In addition, using a natural fermentation to reduce indigo might take several days [11]. The “classic” Turkey Red process might take 15 or more separate stages, each of which required a separate bath, over a period of weeks. A straightforward madder red requires maceration in “oily liquor containing sheeps dung” which is repeated several times, steeped in galls (containing tannic acid) and then mordanted, and only then dyed [12]. Even a twentieth-century version might need boiling, oil preparing and stoving, repeated, aluming, chalking, dyeing, second oiling, steaming, and finally two clearings, [13] but the result was apparently worthwhile. A more recent source of natural dyeing recipes suggests a three-step mordant-tanning-mordant sequence: but the weight of chemicals used is as great as the weight of fiber being treated [14]. Such profligate uses of water and energy would be regarded today as highly unsustainable, especially when the results (brightness and fastness) are matched in a much more straightforward dyeing with synthetic dyes.
3.6 Synthetic Dyes Avoided the Need for Mordants?
Use of mordants for dyeing cotton with natural dyes is essential. Natural dyes are most easily applied to wool and silk: most natural dyers and researchers suggesting the use of natural dyes use those fibers, and even then, the use of mordants is required to achieve the best levels of light and wash fastness. Such mordants represent an additional application step, and, beyond iron and aluminum, often mean the use of a hazardous heavy metal.
4 Why Do Synthetic Dyes Continue to Dominate?
Over the course of the twentieth century, the predominance of synthetic dyes was cemented as some of their early limitations were overcome, and additional reasons for their success developed.
4.1 Synthetic Dyes Meet All Fastness Requirements
The fastness deficiencies of early synthetic dyes were overcome as new faster dyes were developed: fast colors were obtained from vat and azoic dyes on cotton with few compromises of color choice. Reactive dyes now provide wash-fast colors in a full range of bright shades.
4.2 Synthetic Dyes Have Low Toxicity
“Toxicity” is an easy charge to lay against a compound, and a difficult one to disprove. For synthetic dyes, “toxic” has almost become a fixed epithet. But the evidence for their toxicity is poor. In many published papers that offer natural dyes as an alternative, “toxicity” is offered as a justification, but rarely is any evidence provided. If a reference is given, it is usually to another natural dye study!
In a sentiment that dates to the fourteenth century, it is said that everything is toxic; it is only the dose that varies (or “the dose makes the poison”). Toxicity may be to acute or chronic exposures, and the latter may be the result not of an original compound, but of its breakdown products.
Synthetic dyes have very low acute oral toxicity. Zollinger [15] refers to a study of 4,461 synthetic dyes. Practically no toxicity was found in 75 % with an LD50 of >5 g/kg. Only 1 % had an LD50 of <0.25 g/kg. To put these figures in perspective, the sodium chloride that we sprinkle liberally on our food has an LD50 of 3–4 g/kg, [16] so the majority of synthetic dyes are less toxic than table salt. A further comparison is that alizarin, the dye component of natural madder, has an LD50 of only 0.3 g/kg, [17] almost as toxic as the 1 % of the most acutely toxic synthetic dyes. Very few other natural dyes have been tested. Similar conclusions are drawn by Hunger [18].
Chronic toxicity deriving from long-term exposure shows itself where exposures are highest, and where intermediates (smaller molecules that are more readily absorbed) are handled, that is, in dye manufacture. Exposure in use, in the dyehouse is much lower, and for a dye of good fastness, the exposure to the ultimate user of a colored textile is virtually nil. Early synthetic dye manufacture, in common with many other industrial processes, was ignorant of safety. As the twentieth century progressed, the dangers of the dyemaking processes were recognized, and the hazards of the dyes themselves were reduced by eliminating dyes based on intermediates known to be hazardous, most particularly benzidine and 2-naphthylamine. Other amines of merely possible hazard have since been the subject of elimination, [19] and azo dyes that could possibly degrade into harmful substances now form a part of most of the “restricted substances lists” that are widespread among retailers, apparel producers and their lobbying groups, [20–22] and the specifications for eco-friendliness issued by, for example, Oeko-tex [23]. Other dyes on those lists are those that sensitize. But like the acute toxicity discussed above, the number of dyes affected by such restrictions are a small minority of all the synthetic dyes available.
The recognition that nontoxic and safe synthetic dyes represent an effective way to produce colored textiles is indicated by their inclusion in the Global Organic Textile Standard [24].
The very low toxicity of dyes and dyeing is also revealed in a recent thorough and extensive lifecycle analysis of cotton [4]. The independent study examined the fiber production-to-disposal of woven and knit cotton garments and included measurements of ecotoxicity and human toxicity potentials. The overwhelming majority of toxicity derived from pesticide use in fiber production. Second was the use by the consumer. Virtually no toxicity potential derived from the textile production (including dyeing) steps. This corresponds with early studies of pollution caused by dyeing operations. Such studies looked extensively into the chemicals involved, but any toxicity of effluents was not seen as a result of the presence of dyes [25].
Today, consumer harm from synthetic dyes is practically nonexistent. Meanwhile, the toxicity of natural dyes and the processes used to apply them have gone largely untested.
4.3 Auxiliary Chemicals for Applying Synthetic Dyes Are of Minimal Hazard
Dyes, synthetic and natural, are applied using auxiliary chemicals. Aside from the mordants discussed in Sect. 3.6, a dyer of both natural and synthetic dyes may use salt, leveling agents, pH adjusters, reducing agents, or oxidizing agents. Although large amounts of salt are problematic, processes to minimize its use, or to reuse it are available (see Section Reactive dyes). Leveling agents are typically anionic or nonionic, and of similar composition to domestic detergents. Acids and alkalis are readily neutralized, reducing agents are consumed in the dyeing process, and oxidizing agents are benign. Most dyehouses can, with minimal adjustment, produce an effluent that is treatable in conventional wastewater treatment facilities.
4.4 Synthetic Dyes Are the Only Practical Choice for Synthetic Fibers
The twentieth century saw the development of manufactured fibers. Rayon (and later, lyocell) has similar dyeability to the natural cellulosic fibers, and nylon shares dyeability with wool and silk, however, acetate represented a challenge that natural dyes were unable to meet. And the fiber that is now the most widely used, polyester, is similarly undyeable to any significant extent with natural dyes.
5 Why Don’t We Go Back to Natural Dyes?
A vast number of research papers in the last 10–20 years have examined the use of natural dyes and offered them as a “sustainable” alternative to synthetic dyes. Despite this, the use of natural dyes on a global scale is extremely small, based mostly on dyes and processes known in the nineteenth century, and it is highly doubtful that any recent research has led to practicable dyeing processes.
5.1 Natural Dyes Are Water- and Energy-Inefficient
As Mentioned Above (Sect. 3.5), the Processes Used to Apply Them Tend to be Very Inefficient of Water and Energy Use. Adoption of natural dyes would require greatly increased use of these resources.
5.2 Natural Dyes Are Applicable to a Minority of Fibers
Although they work well on wool and silk, these fibers represent only around 1 % of the fiber in use. Cotton accounts for around 35 % of global textile production, for which natural dyes are more challenging (and less efficient) to apply. Wool (and silk) readily takes up metallic salts as mordants, cotton has no such ability and for dyeing, the usual present-day technique involves a lengthy soaking in tannins (which are taken up, albeit inefficiently, by the fiber), followed by mordanting with a metal salt, and then dyeing. The dyeing thus involves three steps, and many hours if not days [7]. Matthews [13] writing in 1921 says “unlike wool… the general class of mordant dyes has but little application to cotton” [26]. In printing, aluminum acetate can be fixed by ageing, the excess removed by dunging, and the fabric then dyed, once again, a three-step process taking long times [27]. O’Neill in his 1869 dictionary’s lengthy entry on “fibrous materials” likewise indicates the same ready uptake of colors by wool, and the limited uptake by cotton [28].
Around 45 % of global fiber use is polyester, for which natural dyes are essentially useless (alizarin and unreduced indigo will produce pale shades on polyester).
5.3 Natural Dyes Have No Aesthetic Advantage
“Natural” materials can usefully replace synthetic ones when there is a performance or aesthetic advantage. Natural food often tastes better. Wooden furniture looks better than plastic. But without a sophisticated chemical analysis, the natural or synthetic source of color on a textile cannot be determined.
5.4 Natural Dyes Cannot Meet Global Colorant Demands
In 1850, before synthetic dyes were introduced, and only natural dyes were used, the annual global textile production was around 3 million tons per year. It is currently more than 25 times greater (around 80 million tons). A hectare of land (2.5 acres) will produce around 8 kg of alizarin per year [29]. It was calculated 25 years ago that to dye the world’s fiber with natural dyes would require around 1/3 the world’s agricultural land [30]. Since then, fiber consumption (and thus dye consumption) has continued to grow, so that figure is likely greater today. It would be even greater if it were required that these dyes be produced organically, without the benefit of synthetic fertilizers. The efficiency of natural dye production might be boosted by genetic modification of plants used to produce them, but that would go against the principles of many of those who promote the use of natural dyes. One indicator of the inability of natural dyes to play a significant role in dyeing today is the fact that synthetic dyes are included in the classification of textile materials under the Global Organic textile standard [24]. A further charge laid against synthetic dyes is that they are “oil-based” and that oil will run out. Currently, 90 % or more of the oil extracted is simply burned as fuel. It will last a long time as a chemical feedstock if less of it is simply burned as a fuel. Coal reserves are even greater, and represent a vast resource of organic chemicals, as the “coal-tar” origins of early synthetic dyes makes clear. Ultimately, of course, sustainable chemistry requires the use of renewable sources. Nature produces 130 billion tons of cellulose each year: only 0.2 % of this is used [31]. Investigations of bio-based chemical feedstocks are already under way, [32, 33] and these will ultimately be the source of the large-scale organic chemicals that the world will need, fibers, plastics, pharmaceuticals, and dyes.
6 Using Synthetic Dyes Sustainably
6.1 Sustainability of Dyeing in General
Because, as pointed out in the introduction, what is regularly regarded as sustainable often is not, there is no clear path to follow to achieve long-term sustainability. I may claim to be taking a step down that path by developing a dyeing process that uses 50 % less water and energy, but if I dye twice as much fabric, the planet is ultimately worse off.
Dyeing is, despite its superficial simplicity, a remarkably complex operation that has to consider the form of the material (fiber yarn, fabric), the machinery available, the fastness required, and so on.
Dyeing involves not only dyes, but also adjunct materials both in the dyebath, and in pre- and posttreatments. Dyeing uses water and energy. It is not easy to balance the relative sustainability contribution of, say, the replacement of a material that has an LD50 of 250 with a less toxic one of 500, and a process that uses 50 % less water, or 50 % less energy. It is safe to say that of all the recent natural dye research aimed at sustainability, few if any of them, approach the subject from a point of view of water or energy use. At the same time, the attention given to environmental issues means that any new development of dyes, auxiliary chemicals, machinery, or process is framed in terms of its sustainability advantages. Separating real advances from those that are less valid is not always easy.
Much of what is regarded as “sustainable” today springs from the broader societal recognition of pollution and the effects of industry on the environment that occurred in the 1970s. In the United States, the Environmental Protection Agency surveyed the textile industry and identified significant sources of pollution [25]. These surveys showed that little of concern involved the toxicity of the dyes being used.
Initial efforts to mitigate the pollution via end-of-pipe treatments were recognized as expensive and inefficient, so focus shifted towards pollution prevention and the modification of processes, and material substitution to meet ever more stringent standards. As mentioned earlier, in the primary textile industry, most of the impact (chemical, water, energy) occurs in the preparation and dyeing steps, and companies were largely able to meet the requirements with the reduce, reuse, recycle approach [34]. Attention included air emissions (not concerned with dyes) and water discharge. In this latter sphere, limits were usually expressed in terms of pH, BOD and COD, TDS, suspended solids, heavy metals, oil and grease, and color. Although attention to environmental issues undoubtedly played a part in reducing global impact, the changes made were usually in response to very local regulations. Broad principles in making dyeing sustainable were widely recognized [35]. Measurements of effluent toxicity (measured, e.g., on daphnia) tended to reveal that salt and metals were the major culprits, and that once again, dyes presented no other problems beyond their being colored.
As attention has shifted from “pollution” to sustainability, the effect of dyeing is often viewed in one of two ways. The easiest to demonstrate is that the product will not harm the user, or harm the environment in use. A primary example is the Oeko-tex 100 scheme that certifies items being sold as environmentally sound based on what is present or might be released from them [36, 37]. Like the GOTS, this recognizes most synthetic dyes as acceptable, but identifies particular dyes as unacceptable based on their ability to break down into harmful compounds, or their sensitizing nature. The good fastness of most synthetic dyes reduces the exposure.
The second measure of sustainability is based on the environmental impact of the production of the item: in this case, the subject is dyeing, and thus involves the impact of dyeing on the environment. That, therefore, is the subject of what follows.
6.2 Synthetic Dyes Overview
The development of synthetic dyes in the later nineteenth century led to their being grouped in classes of similar application procedure. These later became codified in the Colour Index (originally published through three hard-copy print editions, but now hosted onlnine), [38] and were joined by other classes of dye as they were developed. Thus acid dyes were appropriate for use on wool, silk, and (later) nylon. (Chrome) mordant dyes were used on wool. Direct (“substantive”) dyes, sulfur dyes, azoic dyes, and vat dyes were available for dyeing cellulose, joined later by reactive dyes. Acetate required the development of “acetate dyes” and when these were found to be useful on nylon and polyester, were referred to as disperse dyes. Basic dyes, among the earliest of the synthetic dyes, were originally applied to (mordanted) cotton, silk, and wool, but later found wide use in dyeing acrylic fibers.
The remainder of this chapter is devoted to looking at the details of the use of these various classes of synthetic dyes in the light of the context given earlier, that is, that those in use today are safe, and efficiently applied. However, the economic drivers that have forced dyers to examine their operations and adopt the most cost-effective means of getting commercially acceptable results mean that within any given type of dye, or application process, opportunities exist for more efficiency (and thus sustainability). Growing environmental regulations (and the penalties that derive from ignoring them) act as a further spur for greater attention to processes that are inherently more sustainable than those involving natural dyes.
The use of natural dyes, although not contributing in real terms to sustainable objectives, may feed the erroneous beliefs of the ultimate customer who wishes to proclaim a product “green.”
6.3 Dyeing Overview
The general theory and practice of the application of dyes to fibers has been extensively covered in many standard sources [39–41]. These cover the different types of dye available, the various fibers to which they can be applied, and the types of machine used for the application at various stages of fabrication from fiber through to garment. The following discussion largely assumes the reader’s familiarity with this background. The methods used to do this with minimal environmental impact have also been dealt with in prior publications [42].
Preparation of fibers and fabrics before dyeing is an essential part of a successful dyeing: the old saying is, “Well prepared is half dyed,” implying that many of the faults seen in dyed fabrics can be traced back to poor preparation. Because they are agricultural products, the importance of preparation is seen most clearly for cotton and wool and silk. Preparation is equally important before dyeing with natural or with synthetic dyes, so that aspect of textile wet processing is not discussed further.
A dyer should achieve the correct shade and fastness properties on a fabric in a level manner as efficiently and profitably as possible. Each of these can affect the sustainability of the process.
6.3.1 The Right Color
The color that a dyer is trying to use will often be supplied as a standard shade in the form of a colored sample, or a reflectance curve obtained from a spectrophotometer. The electronic communication of color standards and dyed shades has become more common as the textile supply chain has become global.
With synthetic dyes, matching the standard color usually means applying (in a single step) a mixture of three dyes, typically yellow, red, and blue. These will usually be chosen to have similar dyeing behavior and may be supplemented by others to allow particular shades or fastness properties to be achieved, or to reduce metamerism. Of course, cost is an additional factor. In comparison, natural dyes cannot readily meet these broad goals. Especially because indigo is the only practicable blue natural dye, and its application is incompatible with other dyes in the same process, any shade requiring a blue component has to be dyed in two or more stages.
Matching color with synthetic dyes (supplied as well-standardized materials) can be automated in instrumental match prediction, which generates recipes rapidly, minimizes metamerism, and (in a well-controlled dyehouse) can provide high percentages of right first-time dyeing, and even allow for blind dyeing, in which the right shade is assured. Getting the right color in the shortest possible time minimizes energy use, and is a significant contributor to sustainability [43–45]. These systems require that dyes be calibrated ahead of time at known depths of shade, and thus instrumental match prediction is ill-suited for natural dyes. Their inherent variation of strength and shade precludes worthwhile calibration.
The recipe for a dyeing also includes the additives (electrolyte, pH adjustments, leveling agents), the time and temperature profile, and the liquor ratio. These in turn may depend on the details of the machinery in which the dyeing is to take place. The well-known “fishbone” diagram [46] of the variables that can contribute to shade variation demonstrates all that dyers must control: with the variations inherent in natural dyes, and the separate need to control a mordanting step, it is clear that accurate shade control with natural dyes is not easy. With synthetic dyes, dyers can examine a shade at the end of a dyeing process, make an add, and run the process for a while longer to correct the shade. This is not easy to do with natural dyes. Few if any studies have been done on accurate shade matching with natural dyes.
The accurate control of color with synthetic dyes has allowed for highly reproducible dyeings that match the standard closely. That closeness is measured objectively with spectrophotometers and good modern color difference equations such as CMC(l:c) can make pass–fail decisions better than a human observer, and allow for very close control of color. In turn, this leads to efficiencies in the downstream cut-and-sew processes: large lots of fabric can be cut and sewn together, without having sleeves and bodies being noticeably different. Garments from multiple components can be accurately matched and sewn together. All the garments on a rack can be the same color. Natural dyeing processes are difficult to control to the accuracy of color required to do this. One is faced either with the need to make repeated adjustments to a given dyeing (increasing energy and use of machine, and risking damage to the textile) to make it right, or accept that colors from such dyes will vary a great deal more than with synthetic dyes. This may be acceptable for a small “craft” segment of the apparel market, however, it will not provide the well-matched clothes that customers require. Thus the use of natural dyes means that we give that up and accept that garments on a rack, or sleeves and bodies, do not match.
6.3.2 Level Dyeing
A dyeing in which dye is distributed evenly throughout the substrate is referred to as level. Ideally, each fiber should be fully and evenly penetrated, but in practice fibers in the middle of a yarn are often dyed lighter than those on the outside, and there may be pale areas where yarns within a fabric cross each other. These micro-unlevelnesses are generally acceptable, but on a larger scale, any streaks, spots, crease-marks, as well as more gradual and subtle variations from side-to-side, side-to-middle, back-to-front, or end-to-end of a fabric are unacceptable. Dyers of synthetic dyes have many tools that allow them to generate level dyeings. In continuous dyeing, levelness may be achieved from level initial padding of dye (few natural dyes are applicable continuously), or an even initial “strike” in batch (exhaust) dyeing. Conditions (temperature rise, pH, auxiliaries) can be adjusted in batch dyeing to achieve levelness.
Application of synthetic dyes in a one-step process minimizes the risk of unlevelness. Natural dyes tend to suffer more from this fault. An uneven mordanting step will produce an unlevel dyeing, which only becomes apparent when dyeing is carried out, and will be hard to correct. Getting shades from two dyes in two separate processes also increases the risk of unlevelness. The application of indigo is inherently unlevel, and virtue is made of this in the stone-washing processes for denim that rely on abrasion to reveal the undyed white interiors of indigo-dyed warp yarns. Unlevelness may render a material unsaleable, or require reworking which once again consumes additional energy, water and chemicals.
6.3.3 Fastness
A dye that resists removal, or destruction is said to be fast. A colored textile might encounter challenges in both textile processing subsequent to dyeing, or (most likely) in ultimate use. Those challenges might be replicated or approximated in standard laboratory tests that predict their effects. Such tests are developed and maintained by AATCC and ISO among others [47].
Dye selection is the main factor in achieving a fast dyeing. The vast number of synthetic dyes includes many of excellent fastness, and on any given substrate satisfactory fastness is obtainable. The restricted choice of natural dyes limits the fastness that can be achieved. The need for mordants makes processing more complex and less efficient in terms of water and energy use, but mordant–dye complexes often have good fastness, and so within the limited shade range inherent with natural dyes, good fastness may be obtained. A good fast black, however, is difficult with natural dyes, which explains the readiness with which dyers and printers adopted aniline black when it was first developed in the 1860s.
Fastness also depends on the removal of unfixed dye at the end of the dyeing process. This might be accomplished with a simple rinse, or a more severe washing process. Again, natural dyes are less efficient, and after the application of a madder shade on cotton, a boiling with soap was (and is) still required to remove the stain of unmordanted dye, especially in printed fabrics where white areas must be free of such stain.
6.3.4 Efficiency and Sustainability
As should be apparent from the above, synthetic dyes are applied in highly efficient processes. Success requires achieving the correct shade, applied in a level manner, with the appropriate fastness. This must be done while making best use of chemicals, water, energy, labor, and machinery; only then can a dyer make a profit. The processes for the application of synthetic dyes are typically one step, with no need for prior mordanting. Natural dyes often require mordanting, and may even then require more than one dyeing step to achieve the required shade. They thus require considerably more water and energy to apply them, making them less sustainable. The customers for natural dyed products must also “make do” with the limited range of shades, lack of fastness in some colors, and limited reproducibility of colors.
6.4 Specific Dyeing Processes
The next section covers textile fibers and the advances made in the sustainable dyeing of them. As pointed out, the first iterations of these dyes and the processes used to apply them were inherently more sustainable than the natural dyes they replaced.
6.4.1 Dyeing Cellulose
Cotton is by far the most widely used cellulosic fiber, but for dyeing operations, most of what applies to cotton applies to other natural (linen, hemp, ramie, etc.) and regenerated cellulose fibers such as viscose rayon, high wet modulus rayon (modal, polynosic), and lyocell fibers.
Cellulose is a hydrophilic fiber, and requires hydrophilic dyes. Hydrophilic dyes, if they remain as such, will retain an affinity for any aqueous environment, particularly that found in laundering. Cellulose fibers are typically robust and can withstand aggressive laundering conditions. The history of dyeing cotton has thus been a search for good fastness to wet conditions. A few natural dyes could achieve this: reaction with a mordant might generate a dye–mordant complex of low solubility (and thus higher fastness). Thus Turkey Red dyeings of madder on an aluminum mordant would have good wet fastness. Cochineal, despite its ability to produce bright shades, cannot do so: the carboxylic acid in the structure of carminic acid renders its mordant complexes too soluble, and it cannot withstand the rigors of laundering. For red colors, madder is usual on cotton, and rarely applied to wool (the brown impurities dye the fiber and dull the shades), whereas the reverse is true for cochineal: [48]. Matthews indicates, “cochineal has no application on cotton” [49].
Indigo (or the chemically identical woad) achieves its wet fastness via a reversible solubilization sequence. The initially insoluble colorant is made soluble by reduction. Originally a (slow, smelly) fermentation would do this. Later, as the inorganic chemical industry developed, lime/ferrous sulfate (“copperas”), orpiment (arsenic sulfide) and zinc/bisulfite systems were used to reduce indigo. Ultimately hydrosulfite became most widely adopted; today, electrochemical methods, or thiourea dioxide are also available, the former requiring much reduced chemical inputs. The indigo may be “natural”; it is a matter of debate how natural are the chemical reducing agents used to dye it, versus a fermentation-based reduction. After dyeing, the dye is oxidized by air to its original insoluble form. The insolubility provides good wet fastness.
Dye exhaustion is generally lower on cellulose fibers than on other fiber types, and thus waste streams are more highly colored. The greater exhaustion of dye on protein fibers was noted centuries ago, and in the nineteenth century, processes for “animalizing” cotton were researched, resulting in the application of protein materials such as albumin, lactarine, and the like to the fiber [50]. These efforts have continued in various forms in the years since, and the most recent incarnation has been the development of “cationic cotton” within which are positively charged groups to which anionic dyes are attracted with high exhaustion and minimal use of electrolyte [51–54]. These are produced commercially, and the use of this fiber with natural dyes is currently being researched [55].
Synthetic dye development for cellulosic fibers, although producing simpler processes and a broader range of colors than can natural dyes, has done so while meeting many of the requirements for good wet fastness.
6.4.1.1 Direct Dyes
Direct dyes were originally known as “substantive” dyes, reflecting their ability to dye cotton without the need for a mordant. Substantivity for cotton is rare in natural dyes (annatto and turmeric are exceptions, although they have other major limitations that preclude any wide use) and the ability to produce dyeings in a straightforward operation made direct dyes immediately popular following the introduction of the first one (Congo Red) in 1884. Salt (sodium chloride or sodium sulfate) is used to promote exhaustion by neutralizing the positive charge on the cotton surface that would otherwise repel the anionic dyes. The simplicity of operations, involving no chemical change in the process, has the downside of a limited fastness to wet treatments. Later developments sought to answer the deficiencies of fastness with postmordanting with copper salts, treatment with formaldehyde, and (most successfully) a diazotization and development sequence applied to the dyed fabric that resulted in excellent wet fastness properties at the expense of the additional step.
In terms of sustainability, these dyes epitomize the kinds of change that have taken place in synthetic dyes generally. Early ones were readily adopted, albeit with fastness limitations. These were answered initially with posttreatments that are environmentally questionable or make the operation less efficient. Ultimately, better dyes were developed to re-establish the simplicity and achieve fastness at the same time. Meanwhile, the chemistry of many of the early direct dyes was based on compounds (most specifically benzidine) later recognized as carcinogenic. Continued research has provided dyes that still meet the requirements, but with chemistry that avoids those earlier dangers [19, 56]. With no chemical change in the process, the baths used for dyeing direct dyes can be recycled [57, 58]. For dark colors, especially blacks, a standing bath can minimize the amount of wasted dye. Their use has declined with the development of reactive dyes.
6.4.1.2 Sulfur Dyes
Sulfur dyes have their origins in “Cachou de Laval” a brown dye derived from sawdust in 1874, but which only became popular after the introduction of sulfur black T in 1896. The principle of a well-defined organic starting material being treated with sulfur and/or sulfides to produce colored dyes has led to a wide range of commercial products characterized by good fastness (considerably better than that of direct dyes), and low price. The dyeing process is similar to that for vat dyes, with dye being applied in a reduced form, and later oxidized to an insoluble (and thus fast) colorant on the fiber. A contrast is that sulfur dyes are usually supplied in prereduced form: the leuco compounds are more stable than the vat dye leuco compounds. The shades they produce are typically dull, and a common use for sulfur-dyed material would be work wear. Once again, the early dyes represented an advance of simplicity and color range over natural dyes, and as time has passed, developments have refined both the dyes and their application to better meet the demands of sustainability. Sulfides are used in their production (and thus present in the dye as sold), are polluting, and dyemakers have minimized the free sulfide present in the dye. Alternative reducing agents for use in the dyebath, such as glucose, have minimized the sulfide present in effluent [59, 60]. As with vat dyes, the use of electrochemical reduction has been explored [61]. Oxidation of sulfur dyes was formerly sometimes carried out with polluting dichromate, but when air (or the oxygen contained in rinsewater) is insufficient, benign alternatives are now available [62].
6.4.1.3 Vat Dyes
Indigo was the prototype vat dye, and all dyes of this class follow the indigo model of reduction to a soluble leuco compound by “vatting” with a reducing agent, application to the fiber, and subsequent reoxidation to the original insoluble form: the lack of solubility and the formation of molecular aggregates (essentially pigment particles) gives these dyes superlative fastness. The ubiquity of indigo led to the extensive research into its manufacture synthetically, and commercial synthetic indigo was on the market by 1892. The broader class of vat dyes has its origins in subsequent research into analogues of indigo that provided (somewhat fortuitously) the dye “Indanthrene” in 1905. Since then, many more such vat dyes have been introduced, most of which have much better dyeing properties than indigo in that the exhaustion is much greater and dark shades can be dyed directly without the need (as in indigo) to perform multiple dip/reoxidize sequences. Indigo today is thus an outlier, and it might be argued that if indigo did not exist, and it was to be invented today, that its properties would be regarded as highly unsatisfactory!
In sustainability terms, vat dyes exhaust well and thus lead to minimal dye discharged into the environment. The reaction products of the reducing agent used in their application, most commonly sodium dithionite (hydrosulfite), may be eliminated by the use of alternative reducing agents [63]: most recently electrochemical reduction has been explored and offered on a commercial scale [64, 65]. Chemical oxidizing agents to bring the dye to its final oxidized form can be replaced by exposure to air. The ability to provide such excellent fastness contributes to the longevity of items in use, and delays the need for replacement and the environmental impact of producing it. The manufacture of vat dyes requires a multiple-step process, and was among the less efficient and more polluting ones. Once more, subsequent research has eliminated dyes shown to be harmful, and has provided cleaner processes for making others.
6.4.1.4 Azoic Dyes
Azoic dyes are created on the fiber itself. In effect, the dyer is the dyemaker. A coupling component (a “naphthol”) is applied first, and the fabric then treated with a diazonium salt produced by diazotizing a “fast base”: the diazotization reaction is carried out at cool temperatures, and these dyes are thus referred to occasionally as “ice colors”. The first azoic dye was Vacanceine Red introduced in 1880. Fabric padded with 2-naphthol was passed into a bath of diazotized 2-naphthylamine, and an insoluble red azo dye was created in situ. Once again, insolubility means good wet fastness, and later developments, particularly para red was a ready rival for Turkey Red, offering comparable fastness and brightness in a much simpler process.
The applicability of azoic dyes was improved in 1912 with the introduction of the first naphthol (Naphthol AS) with substantivity for cellulose fibers, allowing for exhaust application. Different naphthols and different fast bases provided many combinations but azoic dyes are strongest in the red and burgundy shades, with navy and black also being useful. They formed a useful complement to the vat dyes, with comparable fastness, and providing colors that were more difficult to obtain with vat colors. As the twentieth century progressed, research led to pre-diazotized fast bases (sold as “fast salts”) and stable premixed combinations of naphthol and fast salt that could be applied in printing with the reaction occurring on subsequent steaming with acetic acid present. Of all the dye classes for cellulose, azoic dyes are the least widely used today, having been superseded by the reactive dyes to an even greater extent than the direct dyes.
6.4.1.5 Reactive Dyes
Reactive dyes are the most recent new class of dye, introduced originally in 1956 They are applied to the fiber much as is a direct dye (in batch dyeing, exhaustion is promoted by the addition of electrolyte) but the dye contains a functional group (or groups) and in the later stages of the dyeing the addition of alkali causes a reaction to take place between dye and fiber. The resulting covalent bond produces good fastness to wet treatments, and the simplicity of the dye structure allows for a full gamut of bright shades to be produced. A combination of simple application, straightforward chemistry (most are based on azo), bright shades, and good fastness has meant that these dyes have become the default choice for dyeing cellulose. The broad shade range and good wet fastness of reactive dyes means that direct dyes are used far less often than before. Bright red reactive dyes have rendered azoic dyes almost obsolete, and black reactive dyes challenge the former widespread use of sulfur dyes for that color. Except for end uses that require high fastness to light, where vat dyes still enjoy an advantage, reactive dyes are ubiquitous.
In the 60 or so years since their introduction, they have been subject to extensive research and development. Earlier work by companies other than the originators was aimed at getting to market and not infringing patents, and so a large number of different reactive functional groups were explored. As patents expired, the market largely defaulted to halogeno-triazine and vinyl sulfone reactive groups.
The early reactive dyes exhausted poorly, required a lot of salt in their application, and the inefficiency of the reaction with cotton left a large amount of unfixed, hydrolyzed dye to be removed by extensive rinsing after dyeing. Dyemakers have worked hard to overcome these limitations to make reactive dyes highly sustainable. High fixation efficiencies can be achieved via the use of two or more reactive groups of the same (homo-) or different (heterobifunctional) types. Molecules with higher substantivity have better exhaustion with lower amounts of salt: so-called “low salt” dyes are among the most efficient [66, 67]. These dyes are also highly suited to application by continuous and especially semicontinuous (pad-batch) processes, where salt can be omitted completely, and reaction efficiencies are high, resulting in a far less intensive rinsing step [68]. Efficient rinsing processes have been studied [69] and enzymatic processes for decolorizing the rinsewater have been developed [70]. The salt from decolored dyebaths can be reused [71].
6.4.2 Dyeing Wool and Silk
Wool and silk are the two other major fibers for which it is possible to look back at natural dye applications and compare the sustainability of those processes with those for the application of synthetic dyes, both when synthetic dyes were first introduced, and more recently as synthetic dye developments have answered lingering questions of sustainability.
Dye application (whether natural or synthetic) on protein fibers is generally more straightforward than on cellulose fibers: the fibers are replete with functional groups capable of binding with dyes, and almost any colored substance will at least stain them. It is for this reason that the vast majority of natural dye application, be it by craft dyers, small-scale commercial dyers, or by researchers examining potential new sources of natural dye, is on wool and silk, despite the limited commercial significance of wool (around 1 % of the world’s fiber each year) and even less of silk (around 0.1 % or less). The comments below concentrate on wool, but apply equally to silk.
Dyers recognized very early on that even though many natural dyes would exhaust well, the fastness, particularly to light, was poor, and could be improved by mordanting the wool prior to dyeing. Aluminum, tin, and iron were commonly used, supplemented with chrome when that became available in the early nineteenth century. The color gamut of a limited number of satisfactory natural dyes could thus be extended by use of different mordants.
Synthetic dyes similarly found ready application on this very receptive fiber. Simple anionic dyes were applied with the assistance of acid (and thus became known as “acid dyes”) and the better fastness of mordant-assisted dyeing was reflected in a growing number of synthetic dyes with groups capable of chelating with metal, thus mimicking the natural mordant dyes. The range of shades was extended with new dyes, rather than with using different mordants, and very soon chrome became the mordant of choice. Mordant dyeing of wool with synthetic dyes in the early twentieth century was thus of similar sustainability to natural mordant dyeing, and when premordanting was superseded by afterchroming, became a more efficient process, and allowed the economical production of fast dark colors on wool. Challenges of environmental sustainability more recently led to extensive research into minimizing the amount of chrome wasted, or the form in which chrome is discharged [72–74].
Meanwhile, acid dyes were under continuous development, and dyes of better fastness (so-called milling and supermilling dyes) were able to provide bright colors and fastness for most end uses with no need for metal mordants. The exhaustion of dyes on wool is high, and what auxiliaries are used to promote levelness are present at low concentrations. Minimal rinsing after dyeing is required. Synthetic acid dyes thus represent a highly sustainable dyeing system for wool. In the mid twentieth century 1:1 and later 2:1 metal complex dyes were developed and may be seen as the start of a movement away from chrome mordant dyes. These dyes provided high fastness, and because the metal atom is chelated within the dye molecule, the very small amounts of dye left in the exhausted bath contain metal with little or no bioavailability. The use of the environmentally benign iron as an alternative to chrome in metal complex dyes has been examined [75, 76].
Reactive dyes for wool were originally explored as a way to get good fastness and bright shades on shrinkproof (machine washable) wool. These also offer a metal-free way of getting the best fastness in dark colors [77].
6.4.3 Dyeing Nylon
Like wool, nylon is most often dyed with acid dyes, and the issues surrounding its dyeing are largely the same as those described above for the dyeing of wool. The exception is chrome mordant dyes, which have rarely been used on nylon. Routinely 2:1 metal complex dyes are used for dark colors, and the issues involving the metal content of premetallized dyes are the same. Nylon is a more robust fiber that wool, and has greater fastness challenges, so fastness is of concern and postdyeing treatments to improve fastness are common. Backtanning processes (involving antimony salts) were used, but have largely been replaced by the more environmentally acceptable “syntans.” Modified aftertreatments, and nonantimony tanning systems have been examined [78, 79]. The use of alternatives to acid dyes, such as sulfur dyes, vat dyes, and reactive dyes have been suggested as ways to improve fastness [80, 81].
6.4.4 Dyeing with Disperse Dyes: Polyester and Acetate
The sustainability issues here cannot be compared to those involving natural dyes inasmuch as the fibers were developed when natural dyes had already become an historical curiosity. The ability of natural dyes to color these fibers is limited, and does not offer a practical solution to their routine coloration. Polyester is now the most widely used fiber in the world, so its sustainable coloration is important.
Disperse dyes were developed first for use on acetate that was introduced as a new fiber in the 1920s. When polyester was introduced in 1950 the same dyes were found to be useful, albeit with some limitations in application and fastness. The diffusion of disperse dyes into polyester at boiling temperatures is slow, and the limited number of dyes that would diffuse quickly enough had poor fastness to heat treatments: they would sublime. Until this time there had been no need for dyeing machines to be pressurized to achieve temperatures above 100 °C, and these were unavailable when polyester was introduced. Successful dyeing thus required the use of chemicals that would penetrate the fiber and lower its glass transition temperature: these became known as carriers. They were mostly aromatic hydrocarbons, phenols, or chlorinated aromatics, were used at quite high concentrations and ended up as pollutants in the wastestream or volatilized into the air. Pressurized dyeing machines allow ready diffusion of dye into polyester without such carriers, and as the production of polyester has grown, such machines have become the norm. They additionally offer faster dyeing cycles. At the same time, newer disperse dyes specifically for polyester were eventually developed. For fabrics (polyester–wool blends, most notably) more benign migration assistants allow for dyeing to take place at lower temperatures and have replaced many of the questionable chemicals used as carriers.
When dyeing polyester in dark shades, the low aqueous solubility of disperse dyes may lead to the presence of surface dye and cause poor rubbing fastness. This is traditionally removed in a “reduction clearing” process with dithionite and alkali, with the same environmental question marks as apply to their use in the application of vat dyes. Dyes clearable with an alkali treatment have been developed [82]. In most polyester dyeing processes, a pH of 5–6 is maintained with acetic acid for dye stability. Recent interest has focused on the selection and use of dyes stable in alkaline baths which reduces the need for reduction clearing [83–85].
The application of dyes from nonaqueous solvents was studied in the 1970s but resulted in few commercial applications and the most common solvent suggested cannot be considered sustainable. More recently, however, dye application from supercritical CO2 has been investigated. This is suitable only for nonpolar dyes such as disperse dyes and this has now become commercial practice on a large scale [86].
The dyeing of polyester is probably the most sustainable coloration process of all. Very few auxiliaries are required, the exhaustion is high, so the spent dyebath contains only the dispersing agents that are used in dye manufacture (and these are often derived from the lignin waste from paper making) and so is readily dischargeable (or better, recycled). The fastness of the resulting dyeing is, with appropriate dye choice, excellent. The dyes do not contain metals.
6.4.5 Dyeing Acrylic Fibers
Like polyester, the dyeing of acrylic fibers has no natural dyeing process with which to compare its sustainability. Early acrylic fibers were difficult to dye, or dyeable with acid dyes. More successful acrylic fibers were developed, dyeable with basic dyes, many of them the same classic dyes developed in the early days of synthetic colorants (Malchite Green, Methylene Blue, and so on). These were later supplemented and ultimately replaced with “modified basic dyes” synthesized specifically for use on acrylic fibers: many of them were simple modifications of disperse dyes for polyester. The dyeing of acrylic fibers presents few specific environmental challenges beyond those discussed previously. Dyes exhaust well. Levelness can be challenging, which tends to increase the use of leveling agents. Both factors would make dyebath reuse an attractive proposition.
6.4.6 Dyeing Blends
When natural dyes were still in common use, the only blends of differently dyeable fibers were those based on cotton and wool. A fabric of cotton warps and wool wefts (a “mouselline delaine” or more simply a “delaine”) would be dyed or printed using methods appropriate for wool [48]: as discussed above; this was the more readily dyeable of the two, and wool might suffer from the more robust conditions that cotton treatments require.
With the wide range of regenerated and synthetic fibers now complementing the natural fibers, designers can produce many different blends for both technical and economic reasons, and many different blends are encountered. When these are dyed, the dyer may need to dye them both the same color, keep one of them white, or dye them two different colors. The subject has been extensively covered [87].
The same principles of sustainability as for single-fiber fabrics apply, and synthetic dyes can accomplish what is required in an efficient manner. An elegant example would be the dyeing of a wool–cotton blend with a reactive dye, where the hydrolyzed reactive dye exhausts onto wool as an acid dye [88].
Where one of the fibers is a synthetic, the ability of natural dyes is severely limited. Cotton and polyester together make up around 80 % of all fiber consumption, therefore a blend of the two is probably the most common. Such a blend can readily be dyed in a two-bath two-step process (somewhat akin to the processes used to apply natural dyes to a single fiber!), but research efforts have developed more efficient one-bath, two-stage, or even a one-bath one-stage process, with concomitant savings in water and energy, and improved sustainability [89–92]. In continuous dyeing similar research has been published [93].
7 Conclusions
A dyer wishing to produce colored fabrics sustainably can do so best by the use of safe and efficient synthetic dyes. Such dyes (and the processes used to apply them) resulted in much lower environmental impacts than those using natural dyes. The dyes are safe, mordants are not required, and the processes use far less water and energy than natural dye application. The dyes also meet the global organic textile standards. They achieve faster shades in a wider range of colors than natural dyes.
The application of natural dyes, when they were all that was available, represented a triumph of ingenuity and chemical skill to produce useful dyeings from materials not designed for the purpose. One can look back and appreciate that skill, and perhaps keep it alive in the same way that other ancient skills are. But as a practical and clean way to provide the immense volume of colored textiles that the more than 7 billion people on the planet require, they have no real use.
As environmental impacts and sustainability have come to the fore, synthetic dyes and the processes and machines used to apply them have continued to evolve. Reduced water and energy consumption bring economic as well as environmental benefits. The few chemicals used (salt, leveling agents, etc.) are benign and are mostly used at low levels. More advanced methods for reducing the environmental burden of dyeing such as dyebath reuse, or dyeing from supercritical CO2, have been tested on a commercial scale.
References
United Nations World Commission on Environment and Development (1987) Our common future. Oxford University Press, Oxford
Anonymous (2010) Living planet report. World Wild Life Fund Global. http://wwf.panda.org/about_our_earth/all_publications/living_planet_report/from. Accessed 28 Feb 2014
Bide M (2013) Sustainability, a big picture. AATCC Rev 13(4):41–46
Anon (2011) The lifecycle inventory and lifecycle assessment of cotton fiber & fabric. http://cottontoday.cottoninc.com/Life-Cycle-Assessment/. Accessed 28 Feb 2014
Simpson P (2012) Global trends in fiber prices, production and consumption. Text Outlook Int 159:45–70
Brunello F (1973) The art of dyeing in the history of mankind. Neri Pozza, Venice
Cardon D (2007) Natural dyes: sources traditions and science. Archetype, London
Penington J (1790) Chemical and economical essays. Joseph James, Philadelphia
Garfield S (2002) Mauve: how one man invented a color that changed the world. Norton, London
Travis A (1993) The rainbow makers: the origins of the synthetic dyestuffs industry in western Europe. Lehigh University Press, Pennsylvania
Dunster S (1845-8) Unpublished original printer’s receipt book. R I Hist Soc 6:36–65
An experienced dyer (1846) A practical treatise on dyeing and calico printing. Harper, New York, p 304–305
Matthews JM (1921) The application of dyestuffs. Wiley, New York, pp 366–372
Cardon D (2007) Natural dyes: sources traditions and science. Archetype Publications, London, p 14
Zollinger H (2003) Color chemistry: synthesis, properties, and applications of organic dyes and pigments, analysis, ecology, and toxicology of colorants. Wiley, New York, pp 576–592
Anon (2014) MSDS for sodium chloride. http://www.sigmaaldrich.com/catalog/product/sial/s9888?lang=en®ion=US. Accessed 28 Feb 2014
Anon (2014) MSDS for alizarin. http://www.sigmaaldrich.com/catalog/product/sial/122777?lang=en®ion=US. Accessed 28 Feb 2014
Hunger K (2003) Industrial dyes: chemistry, properties, applications, Chapter 8, Health and safety aspects. Wiley-VCH, Weinheim, p 625–641
Anonymous (1996) German ban of use of certain azo compounds in some consumer goods. ETAD information notice no. 6. Text Chem Colorist 28(4):11–13
Nike Considered Chemistry Team (2011) Nike restricted substances list and sustainability guidance. Nike, Inc. http://www.nikeresponsibility.com/report/uploads/files/NIKE_INC_Restricted_Substances_Guidance_Aug_2011.pdf. Accessed 28 Feb 2014
Anonymous (2013) Restricted Substances Lists. American Apparel & Footwear Association. https://www.wewear.org/industry-resources/restricted-substances-list/. Accessed 28 Feb 2014
Anonymous (2013) ECP module 1: restricted substance. Marks & Spencer. list. http://corporate.marksandspencer.com/documents/how_we_do_business/restrictedsubstancelist_may_2013.pdf. Accessed 28 Feb 2014
International Association for Research and Testing in the Field of Textile Ecology (OEKO-TEX (2014) limit values and fastness. https://www.oeko-tex.com/en/manufacturers/test_criteria/test_criteria.html. Accessed 28 Feb 2014
Anonymous (2011) Global organic textile standard. International Working Group. http://www.global-standard.org/images/stories/gots-version3_01march2011.pdf. Accessed 28 Feb 2014
United States Environmental Protection Agency (1979) Development document for effluent limitation guidelines and standards for the textile mills point source category. EPA440/1-79/022b US Government Printing Office, Washington
Matthews JM (1921) The application of dyestuffs. Wiley, New York, p 365
Knecht E, Fothergill JB (1952) The principles and practice of textile printing, 4th edn. Griffin, London, pp 208–265 and 447–489
O’Neill C (1869) A dictionary of dyeing and calico printing. Baird, Philadelphia, pp 213–226
Cardon D (2007) Natural dyes: sources traditions and science. Archetype Publications, London, p 109
Glover B (1995) Are natural colorants good for your health? Are synthetic ones better? Tex Chem Col 27(4):17
Anonymous (2013) Plastic made from straw and nut shells. NEC Corporation http://www.nec.com/global/environment/featured/bioplastics2/contents2.html. Accessed 28 Feb 2014
Schmidt S, Padukone N (1997) Production of lactic acid from wastepaper as a cellulosic feedstock. J Ind Microbiol Biotechnol 18:10–14
Bomgardner M (2012) A summer of start ups for biobased chemicals. Chem Eng News 90(38):10–15
Anonymous (1996) Best management practices for pollution prevention in the textile industry. In: Publication EPA/625/R-96/004, United States Environmental Protection Agency, Washington
Schlaeppi F (1998) Optimizing textile wet processes to reduce environmental impact. Text Chem Colorist 30(4):19–26
Garvin A (2005) Confidence in textiles: Oeko-Tex standard 100. Ind Fabr Prod Rev 90(11):8
Kwong A (2005) An overview of eco-labeling. AATCC Rev 5(3):29–31
The Colour Index International, Society of Dyers and Colourists and American Association of Textile Chemists and Colorists. http://www.colour-index.com/. Accessed 28 Feb 2014
Bide M et al (2004) Dye application and analysis. Kirk-Othmer Encyclopedia of Chemical Technology, 6th on-line edition. http://www3.interscience.wiley.com/cgi-bin/mrwhome/104554789/HOME. Accessed 30 Nov 2013
Aspland JR (1997) Textile dyeing and coloration. AATCC, North Carolina
Broadbent A (2001) Basic principles of textile coloration. Society of Dyers and Colourists, Bradford
Bide M (2007) Environmentally responsible application of textile dyes. In: Christie RM (ed) Environmental aspects of textile dyeing. Woodhead, Cambridge, p 74–92
Finnie G (1991) Blind dyeing—theory in practice. J Soc Dyers Colour 107(5/6):197
Holme I (1993) Blind dyeing—the way ahead. Wool Rec 152(3582):43
Anonymous (2004) Right first time technologies. Int Dyer 189(8):25–26
Koksal G, Smith W, Smith CB (1992) System analysis of textile operations—a modern approach for meeting customer requirements. Text Chem Colorist 24(10):30
Anonymous (2013) AATCC Technical Manual, AATCC, Research Triangle Park, NC
Welters L, Bide M (1995) AATCC’s little black book: printing delaines in the 1850s. Text Chem Colorist 27(6):17–23
Matthews JM (1921) The application of dyestuffs. Wiley, New York, p 507
O’Neill C (1869) A dictionary of dyeing and calico printing. Baird, Philadelphia, p 65–66
Kamel MM, Youssef BM, Shokry GM (1999) Dyeing of cationized cotton—part 2: direct dyes. Am Dyestuff Rep 88(6):28–32
Draper SL, Beck KR, Smith CB, Hauser PJ (2002) Characterization of the dyeing behavior of cationic cotton with acid dyes. Proceedings, AATCC international conference & exhibition, Charlotte, NC, 1–4 October 2002, pp 245–254
Hauser PJ, Tabbe AH (2002) Dyeing cationic cotton with fiber reactive dyes: effect of reactive chemistries. AATCC Rev 2(5):36–39
Lewis DM, Lei XP (1991) New methods for improving the dyeability of cellulose fibers with reactive dyes. J Soc Dyers Colour 107(3):102
Bide M, Callaghan C (in preparation) The dyeing of cationized cotton with indigo
Freeman HS (2004) Color yes, toxicity no: systematic approaches to meeting this challenge. Proceedings, AATCC annual international conference & exhibition, Greenville, SC, 23–27 September 2004, pp 174–183
Bide MJ, Wang X (1995) Levelness in reused direct dyebaths. Am Dyestuff Rep 84(11):13
Long L (1993) The reuse of dyebaths for direct dyes on cotton. Book of Papers, AATCC International Conference & Exhibition, Montreal 3-6 October 1993, p 61
Taraporewala KS, Ramakrishnan R (2001) Ecofriendly alternatives to reducing agents used for sulphur dyeing on cellulose and polyester/cellulose blends—part 2. Man-Made Text India 44(11):428–436
Annen O (1998) Ecological dyeing with sulphur dyes. Melliand Textilberichte Int Text Rep 79(10):752–755
Bechtold T, Burtscher E, Turcanu A (1998) Continuous sulfur dyeing without reducing agents: fully reduced sulfur black 1 by cathodic reduction. Text Chem Colorist 30(8):72–77
Aspland JR (1997) Textile dyeing and coloration. AATCC, North Carolina, p 87
Chakraborty JN, Chavan RB (2005) Continuous vat dyeing of cotton at room temperature using iron(II)salt complexes. Melliand Int 11(1):46–49
Roessler A, Jin X (2003) State of the art technologies and new electrochemical methods for the reduction of vat dyes. Dyes Pigm 59(3):223–235
Bechtold T, Burtscher E, Turcanu A, Berktold F (2000) Electrochemistry in the dyeing of vat and sulphur dyes. Melliand Textilberichte Int Text Rep 81(3):195–198
Girod K, Galafassi P (2004) The genuine low salt reactive days. Colourage 51(7):100–104
Kitamura S, Washimi T, Yamamoto K (1998) Low salt dyeing using fiber reactive dyes on cotton. Book of papers, AATCC international conference & exhibition, Philadelphia, 22–25 September, pp 406–413
Anonymous (1992) Open width pad-batch dyeing of cotton fabrics. Cotton Incorporated Technical Bulletin Issue TS 306-R
Bradbury MJ, Collishaw PS, Moorhouse S (2001) Smart rinsing: a step change in reactive dye application technology. AATCC Rev 1(11):45–49
Haas J, Koenemund B, Vogt U (2000) New and better way to wash-off reactive dyestuffs. Melliand Textilberichte Int Text Rep 81(10):847–848
Perkins W, Walsh WK, Reed IE, Namboodri CG (1996) A demonstration of reuse of spent dyebath water following color removal with ozone. Text Chem Colorist 28(1):31–37
Welham AC (1986) Advances in the afterchrome dyeing of wool. J Soc Dyers Colour 102(4):126–131
Thomas H, Kaufmann R et al (1992) Chromium in the effluent, analytical determination, and characterization of influencing factors. In: After chrome dyeing of wool, part 1. J Soc Dyers Colour 108(4):17
Lewis DM, Yan G (1995) Chrome dyeing using anionic trivalent chromium complexes as mordants. J Soc Dyers Colour 111(10):316–323
Sokolowska-Gajda J, Freeman HS, Reife A et al (1994) Iron complexes for protein and polyamide fibers—part 1: iron complexes for protein and polyamide fibers. Text Res J 64(7):388
Bardole HA, Freeman HS, Reife A et al (1998) Iron salts in the post-metallization of mordant dyes. Text Res J 68(2):141–149
Hannemann K, Flensberg H (1997) Reactive Dyes for wool—an alternative to after chrome dyes. Melliand Int 1:32–34
Burkinshaw SM, Bahojb-Allafan B (2003) The development of a metal-free, tannic acid-based after treatment for nylon 6,6 dyed with acid dyes, part 1: initial studies’. Dyes Pigm 58(3):205–218
Blackburn RS, Burkinshaw SM (2000) After treatment of acid dyes on conventional nylon 6,6 with a commercial syntan/cation system—part 3: improvements to the Fixogene AC system. J Soc Dyers Colour 116(1):3–9
Burkinshaw SM, Lagonika K, Marfell DJ (2003) Sulphur dyes on nylon 6,6—part 1: the effects of temperature and pH on dyeing. Dyes Pigm 56(3):251–259
Burkinshaw SM, Son YA, Bide MJ (2001) The application of heterobifunctional reactive dyes to nylon 6,6: process modifications to achieve high efficiencies. Dyes Pigm 48(3):245–251
Leaver AT, Glover B, Leadbetter PW (1992) Recent advances in disperse dye development and applications. Text Chem Colorist 24(1):18
Chambers V (2004) A soft alkaline dyeing process. AATCC Rev 4(7):14–16
Eren HA, Anis P (2005) Alkaline polyester dyeing and reductive clearing: effectiveness and environmental impact. AATCC Rev 5(2):21–25
Walles F (2002) Akali dyeing process for polyester fibers’. Int Text Bull 48(4):69–74
Anonymous (2014) Nike opens waterless dyeing facility. Int Dyer 1:4
Shore J (1998) Blends dyeing. Society of Dyers and Colourists, Bradford
Gatewood B, Lattie R, Lewis A, Robinson A, Sarmadi M (1995) Evaluation of after treatments for reusing reactive dyes. Book of papers, National technical conference of AATCC, Atlanta, 8–11 October 1995, p 9–16
Latham FR (1992) Dyeing cotton and polyester/cotton blends with reactive and disperse dyes in short-liquor jets. J Soc Dyers Colour 108(3):121
Yang Y, Li S (2000) One-step dyeing of polyester/cotton with disperse/reactive dyes’. Text Chem Colorist Am Dyestuff Rep 32(3):38–45
Bone J (2001) Saving time in exhaust dyeing of polyester/cotton. AATCC Rev 1(5):19–21
Moorhouse HD (1996) Continuous dyeing of polyester-cellulosic blends: development and methods. RevProg Color 26:20–28
Pashley J (1993) Dyeing and finishing polyester/cotton—the commercial approach. J Soc Dyers Colour 109(12):379
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Bide, M. (2014). Sustainable Dyeing with Synthetic Dyes. In: Muthu, S. (eds) Roadmap to Sustainable Textiles and Clothing. Textile Science and Clothing Technology. Springer, Singapore. https://doi.org/10.1007/978-981-287-065-0_3
Download citation
DOI: https://doi.org/10.1007/978-981-287-065-0_3
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-287-064-3
Online ISBN: 978-981-287-065-0
eBook Packages: EngineeringEngineering (R0)