
Abstract
This paper aims to meet clear business demand for lighter operational jigs and tools by reducing the overall weight of the concentric collet drilling templates using alternative lightweight materials and topology optimization techniques. The template structure was optimized by numerical modelling to reduce the mass and maintain relative strength. A cycle test that simulates the actual working conditions of the templates was conducted to understand the deformation and wearing during and after their usage. The simulation results indicate the challenges between reducing the mass and maintaining the stiffness of the drilling template. The hole size in each alternative aluminum template increased after 10,000 testing cycles; For harder materials like Al7075, the hardness of the borehole increased due to its high strength, to resist extending force from the collet. Whereas, for the materials with lower hardness like Al5083, the borehole hardness reduced after the cycle tests due to its low strength. The borehole surface roughness in the template increased due to wear caused by the horizontal pressure and vertical contact with the collet, which would severely increase the friction and reduce the lifetime of the template.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
A jig is a type of tool used to control the location and/or motion of another tool. It is a work-holding device that holds, supports, and locates the workpiece and guides the cutting tool for a specific operation [1]. The primary purpose of a jig is to provide repeatability, accuracy, and interchangeability in the manufacturing of products [2]. Drilling jigs such as those used in creating holes in aerospace structures provide methods for correctly locating the workpiece with respect to the cutting tool [3]. Compared to conventional hand methods drill jigs help in drilling, reaming, and tapping holes at a higher speed with great accuracy [4]. Millions of holes are drilled (single or multi-stage operations) into aircraft structures and the positioning of the drill is provided by drilling templates. These templates, manufactured mainly from wrought 7075 Aluminum machined plates, have proven effective over time. However, there is also a lack of knowledge regarding how long a drill jig lasts and its accuracy over its operational lifetime which is important information. As demand from the aerospace industry for high-performance tooling is increasing, the use of lightweight tooling that would result in a reduction of the handling time, number of operators, and lower risk of injuries potentially provides a good market opportunity to introduce new materials/manufacturing technologies into the tool making process and market.
The structural optimization of drilling jigs was investigated mainly via modelling simulations or Computer-Aided Design (CAD) due to the low cost and high speed of such methods [5,6,7]. There is also research interest in optimizing the material used for manufacturing jigs. Jigs and fixtures are typically made of hardened materials to avoid frequent damage and to resist wear, including soft-cast steel, cast iron, die steel, steel, high speed steel, nickel-chrome steel, bronze, plastic material etc. [8,9,10].
The objective of this paper is to demonstrate how to reduce the overall weight of the concentric collet drilling templates by using alternative lightweight materials and topology optimization techniques. Two aspects were considered, including optimizing the structure of the templates by reducing their volume and applying lighter materials. Numerical modelling was used to optimize the template structure for reducing the mass and maintaining relative strength. Cycle tests simulating actual practice were carried out on the alternative templates to understand their deformation and wear behavior during and after usage.
2 Modelling and Experimentation
2.1 Modelling

Modelling of the templates (a) and alternative Aluminum templates (b).
To achieve a better understanding of the response of the hole dimension change on the existing drilling templates against various loading conditions, Finite Element Analysis (FEA) modelling was carried out for simulation. Al7075 was used as the raw material for the modelling. The template dimension was 363 mm × 180 mm × 20 mm. The collet hole was 34.93 mm, and the mass is 3.35 kg. 1500 N radial load was applied on each hole and the mass reduction was 30% off, 40% off, and 50% off, respectively. Boundary conditions stipulating that all the legs were fixed were also applied to the modelling as shown in Fig. 1(a).
2.2 Template Design and Materials
It was considered more beneficial to replace high-cost Aluminum 7075 with a cheaper and easier to machine Aluminum material. Therefore, the templates of 5 different Aluminum materials in the tests were shown in Fig. 1(b), including Al7075 (the current material of used templates), Al7021, Al6082, Al5083, Unidal Al. Two adjacent holes on each template were measured as candidates for the tests as shown in Table 1. All hole diameters were under H8 tolerance (0–0.039 mm), which is technically required. The thickness of all templates was 20 mm.
2.3 The Machine Design, Cycle Tests, and Measurements

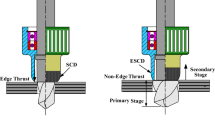
Cycle test hardware and mechanism, (a) automatic hole expansion testing rig with actuator and guide rail, (b) the schematic.
To simulate the actual working conditions of drilling holes guided by the drilling jigs, cycle tests were conducted on the templates. In the tests, The Advanced Drilling Unit (ADU) will move down and insert into the hole of the drilling jig, then the collet will expand to be fixed by the hole for the following drilling. After a period of extension (5 s in this test), the collet closed and the ADU then moved back to the original position. A test rig was developed to control the movement and operation of the ADU simultaneously and fully automatically, as presented in Fig. 2 (a). An actuator, which controls the movement of the ADU in the z-direction, was connected to the ADU. Two relays were added to the system, allowing the extension and retraction of the actuator to be controlled. A solenoid was used to switch on/off the expansion of the ADU, which was activated by air pressure of 5 bar. An Aluminum frame was built to house all the controlling components and two guide rails were installed to stabilize the movement of the ADU. By adjusting the cycle frequency and ADU dwelling time, this automatic hole expansion testing rig is capable of repeating thousands of testing cycles within hours. The cycle test schematic is shown in Fig. 2 (b).

Measurement devices, (a) CMM, (b) the hardness tester, and (c) the bore micrometer for intermittent measurement.
During the testing process, the ADU was controlled with a frequency of 5s open and 5s closed. Between each cycle, the ADU would lift from the hole and go down into the hole again to simulate the drilling cycles. According to measurement, the collet diameter is approximately 34.93 mm when being closed and approximately 35.27 mm when extending. For tests on a template, 10,000 cycles were repeated on each tested hole. Intermittent measurements were completed at 1000, 3000, and 6000 cycles to analyze the transformation during cycle tests. Figure 3 shows the device used to measure hardness and the size of the holes before and after the cycle tests to understand the impacts of these tests on the templates.
3 Results and Discussion
3.1 Numerical Modelling
Topology optimization was conducted to reduce the weight of the concentric templates. Two topology strategies were considered as shown in Fig. 4. In Fig. 4. (1), if no preserved regions were selected, the optimization will take materials from any area in the template, which would cause some difficulty in maintaining an adequate shaper for the optimized template. By contrast, from Fig. 4(b), some regions were preserved, and the topology optimization model removed materials from critical regions such as the base supports, which would be selected in the simulation.

Topology strategy on the templates by FEM modelling, (a) no preserved regions, and (b) preserved regions.
The mass reduction was from 30% to 50%. Several topology optimized models were developed as shown in Fig. 5. Some examples of Al7075 were given below, showing the topology optimization process undertaken to maximize the stiffness/weight ratio with different weight reduction rates for template CAD models.

Topology optimized template of Al7075 with (a) 0%, (b) 30%, (c) 40% and (d) 50% weight reduction.
Based on the simulation results shown in Table 2, it can be concluded that with the reduction of mass percentage, the maximum displacement would increase. In addition, the optimized design will differ when applying different additional loading and boundary conditions, which depends on the specific requirement of each template during the manufacturing or handling process.
It can also be noted from the modelling results that, even after applying additional loading conditions, the maximum displacement is still quite low (less than 1 µm) compared with the hole dimensions (the diameter is 34.93 mm), indicating that the template would maintain the dimensions of the jig holes even after getting 50% mass reduction, since the deformation is still within the elastic deformation range.
3.2 Cycle Test Results of Alternative Aluminum Templates

Changing hole diameters (mm) from 0 to 10,000 test cycles for a range of Al alloys.
The final diameters after cycle testing were measured by both bore micrometer and CMM machine. Cycle tests were done on one hole of Al7075 (B1), Al7072 (B2), Al5083 (B4), and Unidal Al (B5); on both holes of Al6082 (B3) (for comparison of insertion/extraction cycles and non-insertion cycles). The hole adjacent to the Unidal Al hole that was tested was also measured to gain an understanding of how the non-cycled hole was impacted.
Figure 6 shows the results for all diameters after cycle tests as measured by the micrometer. The diameter increased gradually during cycle tests due to both horizontal extending force and vertical friction. From Table 3, the deformation rate of each hole was calculated, which gives an insight into the relationship between deformation and hardness. The hole diameter increased after cycle tests and the rate of increase was much higher if the hardness of the material is low. For harder materials, for example, Al7075, the rate of increase was low. Al6082 and Al5083 have relatively low hardness and their rate of increase is relatively high. The shrinkage rate of the non-tested hole (Unidal Al - 2) is much higher than the rate of increase of the tested hole (Unidal Al - 1) even though there is a 5mm-thick wall between the two holes.
Hardness tests were conducted on the edge and the wall of each tested hole respectively (shown in Fig. 7), to understand how the material was hardened by the cycle tests. Results were shown below in Fig. 8. The indentation loading was 5 kg using a Vickers indenter. The distance between the central point of the indentation and the edge is about 0.2 mm.

Hardness tests on the edge and the wall of the hole.
For hardness tests on the edge, as the indentation was close to the edge, some materials were pushed down due to the plastic deformation, therefore, the size of the indentation would be larger than normal, which led to lower results than normal. Therefore, the tested results shown in the table and figure can only be used for information, rather than accurate results.

Vickers hardness results.
For the hardness of the sidewall, it can be seen from the figure above that, for the materials with relatively higher hardness, for example, Al 7075 and Unidal Al, the hardness results of the sidewall were higher than the raw materials. For the materials of medium hardness like Al 7021 and Al 6082, the hardness of the sidewall did not exhibit major differences compared to the raw materials. For the relatively softer material, Al 5083, the result was even lower than for the raw material.

The schematic of forces from the collet extending to different materials, (a) for hard materials and (b) for soft materials.
For the harder materials, for example, Al7075, when the extending force worked at the sidewall, the solid material would resist the force and the sidewall was compressed due to its relatively high strength, as shown in Fig. 9(a). The material of the sidewall was hardened by the pressure, resulting in increased density and hardness.
Compared with the hard materials, when the extending force acted on the sidewall of Al5083, the material is not able to resist the force due to its lower strength, as shown in Fig. 9(b), which became the tensile force to the sidewall. Due to the tensile stress, the density of the sidewall would reduce, and the hardness goes down as well. In this case, the deformation is still in the elastic range, which can also be proven by the simulation results of low-strength materials/structures in Sect. 3.1.
For medium hardness materials, the sidewall is both compressed and stretched from the extending force of the collet. Therefore, the hardness of the sidewall did not experience a big change after the cycle tests.
3.3 Damage Due to Friction and Wearing
During cycle tests, it was found that inserting and extracting the collet will increase wearing between the hole wall and the collet. Specifically, when the collet opens, it has both vertical displacement and horizontal extension. The vertical displacement will lead to friction, which can be increased by horizontal extension as shown in Fig. 10(a). This friction will severely damage the wall quality and impact the circularity as shown in Fig. 10.(b). This effect has more influence on the hole size than the extending transformation by horizontal extending force. Therefore, wearing tests to understand the tribological properties of the material are worth considering, which is significant for optimizing the cycle test parameter and choosing the appropriate material for the practical drilling tasks.

(a) Analysis of the friction between the collet and the hole, (b) demonstration of wearing of the jig.
4 Conclusions
In this paper, the structures of the templates were optimized by numerical modelling to reduce the mass. The simulation results highlight the challenges between reducing the mass and increasing the strength of the templates. The alternative lightweight materials and topology optimization techniques can effectively reduce the overall weight of the templates, while maintaining performance. Five alternative Aluminum materials were tested. The diameter of the hole increased after cycle tests; however, all increased diameters were under H8 tolerance after 10,000 test cycles. For those materials with higher hardness like Al 7075, the hardness of the sidewall of the hole increased due to its high strength to resist the extending force from the collet. Whereas, for lower hardness materials like Al5083, the hardness of the wall reduced after the cycle tests due to its low strength. Wearing from the horizontal pressure and vertical friction between the collet and the hole damaged the surface of the hole, resulting in a rough surface, which would severely increase friction and reduce the lifetime of the templates. The modelling and experiments in this paper confirm that the mass of the jigs can be significantly reduced, as well as the cost of the associated materials as the currently used Al7075 can be replaced by softer, cheaper Al5083 while still maintaining performance during the tests. The cycle test that simulates the actual working conditions of drilling jigs can also be applied to similar tooling to identify any potential performance improvements and cost reductions. Nevertheless, the cycle test did not include unexpected knocks and wearing that would occur by manual operations during practice, which would cause more damage to the templates.
References
Hoffman, E.: Jig and Fixture Design. Cengage Learning, Boston (2012)
Pandit, G.P., Shinde, R.V., Patil, S.B., Amale, S.B.: Modelling and analysis of drilling jig for mounting casing of electric motor. International Journal of Innovative Technologies 3(10), 1838–1844 (2015)
Radhwan, H., Effendi, M.S.M., Rosli, M.F., Shayfull, Z., Nadia, K.N.: Design and analysis of jigs and fixtures for manufacturing process. IOP Conf. Ser. Mater. Sci. Eng. 551, 012028 (2019)
Vathare, S., Gombi, S.L., Katgeri, D.M.,: Design and analysis of drill jig for head and cover part of the actuator. Int. J. Eng. Res. Technol. 3 (2014)
Mohammed, A.J., Tariq, M.: Design and Analysis of Drill Jig for a Shaft Using ANSYS. Internations Journal of Scientific Engineering and Technology Research 2(18), 2059–2066 (2013)
Kumar, A.S., Fuh, J.Y.H., Know, T.S.: An automated design and assembly of interference-free modular fixture setup. Comput. Aided Des. 32(10), 583–596 (2000)
Cho, C.S., Choi, E.H., Choe, J.R., Lim, O.K.: Topology and parameter optimization of a foaming jig reinforcement structure by the response surface method. Comput. Aided Des. 43(12), 1707–1716 (2011)
Reddy, K.R., Babu, S.R., Babu, A.V.: Design and analysis of drill jig at variable materials. International Research Journal of Engineering and Technology 3(06), 2022–2029 (2016)
Kumari, N.B.V.L., Kumar, G.P.: Design and analysis of indexing type of drill jig. Journal of Mechanical and Civil Engineering 12(2), 46–51 (2015)
Korsakov, V.: Fundamentals of Fixture Design. MIR Publication, Moscow (1989)
Acknowledgement
This research was conducted within the framework of a collaborative project between Airbus, Cardiff University and Swansea University as part of the ASTUTE 2020+ Operations, which support manufacturing companies across Wales and which are part-funded by the European Regional Development Fund through the Welsh Government and the participating Higher Education Institutions. The authors wish to recognize the invaluable input of Mr. Malcolm Cook, Airbus Process Technology Leader (APTL), who gave technical support and guidance during the research.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Zhang, X. et al. (2023). Lightweight Tooling for Concentric Collet Drilling Templates. In: Scholz, S.G., Howlett, R.J., Setchi, R. (eds) Sustainable Design and Manufacturing. SDM 2022. Smart Innovation, Systems and Technologies, vol 338. Springer, Singapore. https://doi.org/10.1007/978-981-19-9205-6_8
Download citation
DOI: https://doi.org/10.1007/978-981-19-9205-6_8
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-9204-9
Online ISBN: 978-981-19-9205-6
eBook Packages: EngineeringEngineering (R0)