
Abstract
This paper aims to conduct a comparative analysis between commercially available virgin and recycled ABS filaments of parts printed by Fused Filament Fabrication (FFF) technology as well as to provide information on the differences in performance of both materials for 3D printing. Material characterization methods (FTIR, TGA, DSC and DMA), FFF for the manufacture of specimens and mechanical tensile and impact tests were used to determine the characteristics of each printed material. The study showed small differences in composition and mechanical behavior between the two materials. The main finding was that Virgin ABS had higher impact resistance. In addition, the recycled material behaved more unstable during the 3D printing process. The results showed some differences between the two materials, virgin ABS proved to be much more resistant to impact. In addition, recycled ABS displayed a little more sensitive behavior to temperature and humidity when compared to virgin ABS.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- 3D printing
- Additive manufacturing
- Fused Filament Fabrication
- Acrylonitrile butadiene styrene
- Recycled material
1 Introduction
Fused Filament Fabrication (FFF), also known as Fused Deposition Modelling (FDM), is the most widely used process among the manufacturing technologies available in 3D printing, according to Gomes-Gras et al. (2018). This technology allows for fast, small-scale, low-cost production of customized products without the need for machining or tooling (Berman 2012). Industry, educational institutions, and ordinary users have an increasing interest in 3D printing (Soares et al. 2018). The economic and environmental issues of this sector must be considered, as this technology is promoting a change in energy and material consumption, causing an unpredictable impact on society (Griffiths et al. 2016). Due to an improvement in additive manufacturing, technologies, and production speeds, it seems that the amount of 3D printed polymers will continue to increase (Lanzotti et al. 2019).
The orientation, direction and scanning style of the printing process can influence the mechanical properties of the manufactured part, and for this reason the characterization of the materials used contributes to the understanding of some limitations (Goh et al. 2017). There is little published data on the mechanical properties of parts manufactured by 3D printing from recycled filament (Anderson 2017). According to Balart et al. (2005), in order to enable the reuse of a recycled material it is extremely important to maintain an adequate stability between its properties and processability. Despite this, there is no need for the properties of the recycled material to be identical to those of the virgin material.
According to Anderson (2017), the parts produced from recycled PLA (Polylactic Acid) filament displayed a good performance, which encourages conducting new tests with other polymers, such as ABS (Acrylonitrile Butadiene Styrene). Currently, there are several filament options for 3D printing and an increasing demand for products made from recycled raw materials (Dul et al. 2016).
3D printing contributes to sustainable manufacturing through the possibility of using recycled materials and reducing waste, energy demand and carbon emissions (Nadagouda et al. 2020). In the present experimental study, ABS was used in this process, since it is one of the most common materials used in 3D printing. Thus, the objective of the present study was to conduct a comparative analysis between national commercial filaments of virgin and recycled ABS of 3D printing parts using FFF technology to determine their performance and to establish possible differences between them.
2 Experimental Study
The materials tested were two ABS filaments produced in Brazil by different manufacturers: the virgin ABS from Filamentos 3D Brasil (F3DB) and the recycled ABS from PrintGreen 3D. A black colored 1.75 mm 3D printing filament was selected for standardization purposes. According to their respective manufacturers, virgin ABS is generated from a resin that has a high fluidity index, while recycled ABS is created from automotive electronic casings. The comparative analysis between the filaments consisted of two phases: characterization of materials and mechanical tests, in which different techniques were used (see Fig. 1).

Diagram of the methodological procedures.
Particulate Matter (PM) emission profiles are significantly impacted by print filament type, brand and color over time. During 3D printing, the filament brand can be responsible for relevant differences in the PM emission profiles. These differences occur because the type and loading of components within these filaments vary for different brands (Khaki et al. 2021).
2.1 Material Characterization
For a more comprehensive evaluation of the properties of the selected materials, both filaments were submitted to three techniques: Fourier transform infrared spectroscopy (FTIR); Thermogravimetric analysis (TGA); Differential scanning calorimetry (DSC).
The FTIR technique promotes the vibration of chemical bonds established between atoms due to energy absorption through the emission of infrared radiation in a sample. The evaluation of absorption spectra allows the characterization of the chemical composition of complex samples (Rubio et al. 2016). The equipment operated in this test was a PerkinElmer Spectrum 100 with resolution of 4 cm–1, in which the surfaces of three samples of each material were analyzed by performing 16 scans per sample.
TGA is a thermal analysis technique that measures the amount and rate of change in the weight of a material as a function of temperature or time in a controlled atmosphere, and displays the process of material degradation (Divyathej et al. 2016). This analysis of the materials was performed using a TGA-Q50/TA device. The ABS filaments samples, weighing approximately 10 mg, were analyzed at a heating rate of 10 ℃/min in a nitrogen atmosphere in the temperature range of 23–600 ℃.
The DSC technique is used to measure the energy difference between a sample and a reference material as a function of a heating or cooling program under a controlled atmosphere (Denari and Cavalheiro 2012). In this study, the tests were performed using a NETZSCH DSC 404 F1 Pegasus® device (platinum crucible). At approximately 10 mg, the samples were heated once in the temperature range of 25 to 600 ℃, with a heating rate of 10 ℃/min in a nitrogen atmosphere.
2.2 Mechanical Tests
The mechanical tests were initiated with the 3D printing process for the production of specimens with virgin and recycled ABS filaments. Next, the specimens were used for the tensile and impact tests.
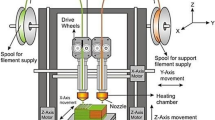
Fused Filament Fabrication - FFF.
According to Kim et al. (2018), the design capability for part quality depends on the settings used for printing, such as layer thickness, fill pattern, print speed, among others. Therefore, the print definitions used in this study were: 50% infill (the maximum value allowed by the equipment); 0.1 mm layer height; 0.4 mm wall thickness (4 layers); XY building orientation at 45°; and no support material. All specimens were printed using a Cliever CL1 3D printer, with a 0.3 mm diameter nozzle. Table 1 shows the printing parameters considered suitable for the filaments, in order to obtain parts with good quality.
Tensile Test.
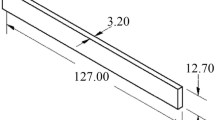
According to Dizon et al. (2018), the tensile test allows the measurement of the material mechanical strength and the variation of this deformation due to the applied tension. In the present study, five samples of each material were tested. The equipment used was a Shimadzu universal testing machine, with a 5 kN maximum capacity and 5 mm/min speed.
Studies have shown results that included the final resistance, deformation and modulus of elasticity of the printed parts and described the interference of the printing parameters in their mechanical properties. Thus, the specimens were manufactured by means of 3D printing, following the ASTM D638-2A type IV standards.
IZOD Impact Test.
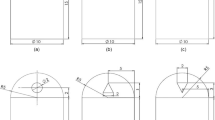
The IZOD impact test determines the impact resistance of materials when submitted to a sudden force, determining the impact energy or energy absorbed before fracturing (Divyathej et al. 2016). Five samples of each material were tested using an Instron, CEAST 9050, 5.5 J pendulum-type hammer. Similar to the tensile test, the specimens were also manufactured by the FFF printing method, but followed the ASTM D256 standard instead.
A tensile concentrator, represented by a notch located in the middle of the specimens, with angle and indentation specified by the testing standard, was observed during 3D printing. According to Roberson et al. (2015), the differences between printed and carved notches on ready-made parts are not significant, suggesting that a printed notch is also appropriate for samples used in the impact test.
3 Results and Discussions
3.1 Fourier-Transform Infrared Spectroscopy
The resulting graphs showed a similarity in the main structural composition between virgin and recycled ABS (Fig. 2). These values were mainly due to the presence of three groups that characterize the material: the alkyl group made from a simple bond between carbon and hydrogen (C-H) at the peaks 3000–2800 cm−1; the nitrile group made from a triple bond between carbon and nitrogen (C≡N) at 2237 cm−1; and the presence of an aromatic compound at 1495 cm−1 peak. Such information (Table 2) was obtained in the FTIR software and libraries and compared to that of Li et al. (2017).
However, significant differences were found between the two materials as shown in the following bands of the spectrum of recycled ABS: 1772.12 cm−1, 1224.40 cm−1, and 1162.44 cm−1 (Fig. 2). According to Li et al. (2017), the bands investigated confirmed the presence of the carbonyl group around 1772 cm−1 and a C-O bond stretching vibration of approximately 1200 cm−1 can be observed, which characterizes a carbonate bond present in the PC (polycarbonate) molecule (Table 3). These aforementioned authors reported that the peaks at 2237 cm−1, 1772 cm−1, 965 cm−1, and 910 cm−1 represent a mixture composed of ABS and PC polymer.

FTIR spectrum of virgin ABS and recycled ABS filaments.
Other authors have also attributed such FTIR spectra to ABS and PC blends from the automotive sector (Balart et al. 2005; Ferreira et al. 2018), which confirms the specifications provided by the manufacturer of the recycled filament. It can be concluded that, despite the presence of PC in the recycled material, both commercial filaments were mostly composed of acrylonitrile butadiene styrene.
3.2 Thermogravimetric Analysis
The comparative analyses of the materials showed a quite similar behavior pattern between them. ABS degrades in two stages: Stage 1 with temperatures ranging from 180 to 480 ℃, and Stage 2, from 480 ℃ to 620 ℃ (Yang et al. 2004). In both samples, the TGA curve (Fig. 3) exhibits a mass loss, confirming the required pattern of the material. However, a difference of 12.31 ℃ in the degradation temperature of the recycled ABS sample was identified, suggesting the presence of fillers and additives.

Comparative TGA curve of virgin and recycled ABS samples.
Table 4 shows the thermal decomposition stages of the tested material. When compared to the virgin ABS sample, the recycled material showed a higher decomposition onset temperature, whereas the temperature range to decompose was lower. In other words, the degradation of recycled materials takes longer to start, however it occurs more rapidly. Therefore, it should be observed that this difference exists mainly because virgin ABS has an intrinsically more stable chemical composition, since it is a first cycle material.
3.3 Differential Scanning Calorimetry
The DSC results showed an endothermic peak only for the virgin ABS samples, and an exothermic peak followed by an endothermic peak for the recycled ABS sample (Fig. 4). The endothermic peaks represent the movement of molecules at the time of material decomposition. The exothermic peak present in recycled ABS can be attributed to the presence of PC and additives during the recycling process.
Based on the data from all characterization tests, it can be said that recycled ABS begins its degradation at slightly higher temperatures, but in a shorter interval. In processing terms, this may indicate a higher sensitivity to 3D printing temperature. Thus, the data obtained justifies the selected printing temperatures of 205 ℃ for virgin material and 215 ℃ for recycled material.

Comparative DSC curve of virgin and recycled ABS.
3.4 Tensile Test
During the mechanical tensile tests, the results extracted were: tensile stress, displacement, elongation and elastic modulus (Table 5). Figure 5 shows the samples after tensile test. It is worth mentioning that all the specimens broke, except in the fourth test for recycled ABS, which was caused by a detachment of the outer walls. This event can be observed on a smaller scale during other tests and reveals a possible adhesion problem between layers.
This data usually vary a lot between the specimens. In the virgin ABS specimens the results range were: 41,54–43,85 N/mm2 for tensile stress; 1,82–1,74 mm for displacement; 2,85–2,99% for elongation; 1572,36 to 2484,74 N/mm2 for elastic modulus. In the recycled ABS specimens, the results range were: 46,23–48,98 N/mm2 for tensile stress; 1,72–2,00 mm for displacement; 2,82–3,28% for elongation; 1458,84–2592,23 N/mm2 for elastic modulus. That is, the recycled ABS showed a greater variation between values from specimens tested compared to virgin ABS.

Broken specimens after tensile testing: (a) virgin ABS and (b) recycled ABS.

Material stress–strain curves.
Quantitatively, the results were homogeneous. The samples showed quite similar mechanical properties, however, recycled ABS exhibited slightly higher tensile strength compared to virgin ABS. Figure 6 graphically represents the stress–strain curves of the average of all five samples of both materials.
3.5 Impact Test
In the impact test, the samples did not break completely in the first collision, when hanging only by one of the outer walls. This occurred as a result of the detachment of the contour layers, which allowed the outer wall to bend to the passage of the pendulum hammer and be ruptured upon return. However, when the surfaces were analyzed, the specimens presented a fracture without visible plastic deformations (Fig. 7).

Broken specimens after impact testing: (a) virgin ABS and (b) recycled ABS.
Regarding the results, it can be concluded that the recycled ABS samples absorbed less energy compared to the others, which reveals lower impact strength of this material, as demonstrated in Table 6.
4 Conclusions
This study contributed to the characterization of commercially available virgin and recycled ABS filaments to provide with useful additional information on the mechanical properties of 3D printed specimens. Contrary to most research on recycled filaments, which comes from artisanal recycling processes, the commercial filaments analyzed in this study were serially manufactured. That is to say, raw materials go through more controlled processes to reduce performance variability.
The results showed some differences between the two materials, both in characterization and mechanical performance tests. The most significant difference was that virgin ABS proved to be much more resistant to impact. This became evident when it absorbed more than twice energy as it did before rupture. Comparatively, the impact strength of recycled ABS was only 42% of that of virgin ABS. The elastic modulus was 11% lower. In addition, after the preparation of the specimens through 3D printing, it is plausible to say that recycled ABS displayed a little more sensitive behavior to temperature and humidity when compared to virgin ABS. It should be pointed out that this behavior was also observed in experiments with filaments of other recycled materials, as in the case of PLA studied by Anderson (2017).
Loss of mechanical properties can be managed in prototyping, which does not prevent the use of recycled ABS in most cases. Further, the use of recycled filaments can help reduce the environmental impact caused by 3D printed parts and supports sustainable manufacturing. It is concluded, therefore, that filaments produced for FFF 3D printing using commercial recycled ABS can be used by so-called domestic equipment, or even, with due precautions, held to a professional standard.
References
Anderson, I.: Mechanical properties of specimens 3D printed with virgin and recycled polylactic acid. 3D Print. Addit. Manuf. 4(2), 110–115 (2017)
Arivazhagan, A., Masood, S. H.: Dynamic mechanical properties of ABS material processed by fused deposition modelling. Int. J. Eng. Res. Appl. (IJERA) 2(3), 2009–2014 (2012)
Balart, R., Lopez, J., García, D., Salvador, D.: Recycling of ABS and PC from electrical and electronic waste. Effect of miscibility and previous degradation on final performance of industrial blends. Eur. Polym. J. 41, 2150–2160 (2005)
Berman, B.: 3 - D printing: the new industrial revolution. Bus. Horiz. 55(2), 155–162 (2012)
Denari, G.B., Cavalheiro, E.T.G.: Princípios e aplicações de análise térmica, Instituto de Química de São Carlos, Universidade de São Paulo. São Carlos, available at: http://www.teses.usp.br/teses/disponiveis/75/75135/tde-04042013151955/publico/GabrielaBuenoDenari_Revisado_Anexo.pdf (accessed june 2019) (2012)
Divyathej, M.V., Varun, M., Rajeev, P.: Analysis of mechanical behavior of 3D printed ABS parts by experiments. Int. J. Sci. Eng. Res. 7(3), 116–124 (2016)
Dizon, J.R.C., Espera, A.H., Jr., Chen, Q., Advincula, R.C.: Mechanical characterization of 3D-printed polymers. Addit. Manuf. 20, 44–67 (2018)
Dul, S., Fambri, L., Pegoretti, A.: Fused deposition modelling with ABS–graphene nanocomposites. Compos. A Appl. Sci. Manuf. 85, 181–191 (2016)
Fayazbakhsh, K., Movahedi, M., Kalman, J.: The impact of defects on tensile properties of 3D printed parts manufactured by fused filament fabrication. Mater. Today Commun. 18, 140–148 (2019)
Ferreira, A.C., Diniz, M.F., Mattos, E.D.C.: FT-IR methodology (transmission and UATR) to quantify automotive systems, Polímeros (AHEAD), 0–0 (2018)
Goh, G.D., Agarwala, S., Goh, G.L., Dikshit, V., Sing, S.L., Yeong, W.Y.: Additive manufacturing in unmanned aerial vehicles (UAVs): challenges and potential. Aerosp. Sci. Technol. 63, 140–151 (2017)
Gomez-Gras, G., Jerez-Mesa, R., Travieso-Rodriguez, J.A., Lluma-Fuentes, J.: Fatigue performance of fused filament fabrication PLA specimens. Mater. Des. 140, 278–285 (2018)
Griffiths, A., Howarth, J., De Almeida-Rowbotham, G., Rees, A., Kerton, R.: A design of experiments approach for the optimisation of energy and waste during the production of parts manufactured by 3D printing. J. Clean. Prod. 139, 74–85 (2016)
Jerez-Mesa, R., Travieso-Rodriguez, J.A., Corbella, X., Busqué, R., Gomez-Gras, G.: Finite element analysis of the thermal behavior of a RepRap 3D printer liquefier. Mechatronics 36, 119–126 (2016)
Khaki, S., Duffy, E., Smeaton, A.F., Morrin, A.: Monitoring of particulate matter emissions from 3D printing activity in the home setting. Sensors 21(9) (2021)
Kim, H., Lin, Y., Tseng, T.L.B.: A review on quality control in additive manufacturing. Rapid Prototyp. J. 24(3), 645–669 (2018)
Lanzotti, A., Martorelli, M., Maietta, S., Gerbino, S., Penta, F., Gloria, A.: A comparison between mechanical properties of specimens 3D printed with virgin and recycled PLA. Procedia CIRP 79, 143–146 (2019)
Li, J., Chen, F., Yang, L., Jiang, L., Dan, Y.: FTIR analysis on aging characteristics of ABS/PC blend under UV-irradiation in air. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 184, 361–367 (2017)
Nadagouda, M., Ginn, M., Rastogi, V.: A review of 3D printing techniques for environmental applications. Curr. Opin. Chem. Eng. 28, 173–178 (2020)
Perez, A.R.T., Roberson, D.A., Wicker, R.B.: Fracture surface analysis of 3D-printed tensile specimens of novel ABS-based materials. J. Fail. Anal. Prev. 14(3), 343–353 (2014)
Rayna, T., Striukova, L.: From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technol. Forecast. Soc. Chang. 102, 214–224 (2016)
Roberson, D.A., Perez, A.R.T., Shemelya, C.M., Rivera, A., MacDonald, E., Wicker, R.B.: Comparison of stress concentrator fabrication for 3D printed polymeric izod impact test specimens. Addit. Manuf. 7, 1–11 (2015)
Rubio, F.V., Silva, J.P., Kaufmann, K.C., Ferreira, M.M., Gonçalves, O.H.: Caracterização de Materiais Poliméricos através da Técnica de FTIR na Região do Infravermelho Médio. In: VII Congresso Científico da Região Centro-Ocidental do Paraná (CONCCEPAR), Centro Universitário Integrado de Campo Mourão, Paraná, available at: https://conccepar.grupointegrado.br/resumo/caracterizacao-de-materiais-polimericos-atrave-da-tecnica-de-ftir-na-regiao-do-infravermelho-medio/480/759 (accessed January 2020) (2016)
Soares, J.B., Finamor, J., Silva, F.P., Roldo, L., Cândido, L.H.: Analysis of the influence of polylactic acid (PLA) colour on FDM 3D printing temperature and part finishing. Rapid Prototyp. J. 24(8), 1305–1316 (2018)
Zander, N.E., Gillan, M., Burckhard, Z., Gardea, F.: Recycled polypropylene blends as novel 3D printing materials. Addit. Manuf. 25, 122–130 (2019)
Yang, S., Castilleja, J.R., Barrera, E.V., Lozano, K.: Thermal analysis of an acrylonitrile–butadiene–styrene/SWNT composite. Polym. Degrad. Stab. 83(3), 383–388 (2004)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sudbrack, R., Cerveira, G., Caldovino, G., Cândido, L.H., Silva, F.P. (2023). Comparative Analysis of Virgin and Recycled ABS Filaments. In: Scholz, S.G., Howlett, R.J., Setchi, R. (eds) Sustainable Design and Manufacturing. SDM 2022. Smart Innovation, Systems and Technologies, vol 338. Springer, Singapore. https://doi.org/10.1007/978-981-19-9205-6_19
Download citation
DOI: https://doi.org/10.1007/978-981-19-9205-6_19
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-9204-9
Online ISBN: 978-981-19-9205-6
eBook Packages: EngineeringEngineering (R0)