
Abstract
Electro-hydrostatic actuator (EHA) is a widely used power by wire integrated actuation in aircraft. The cylinder block/valve plate interface is the most critical friction pair of EHA piston pump, which significantly influences the overall performance and service life of EHA. Wide range of speed and pressure condition demanding in real flight causes great challenge to the bearing capacity of the cylinder block/valve plate interface. It is necessary to study the oil film stiffness in this friction pair. This paper presents a new effective test method for the oil film stiffness of the cylinder block/valve plate interface in EHA piston pump. A flow field model is established to describe the pressure distribution, and an oil film stiffness test bench is built. Based on the simulation result, the oil film stiffness test is carried out, and the best oil film support stiffness under different working conditions is obtained.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
With the increasing demands of aircraft for safety, comfort and environmental protection, the energy system of the aircraft has gradually changed from the traditional hydraulic system to the hybrid system of electric and hydraulic, where the secondary energy of the aircraft is transmitted and distributed through electric wire, which is known as the way of power-by-wire (PBW) [1,2,3]. As a well-developed PBW actuator, the electro-hydraulic actuator (EHA) has the advantages of high integration and low maintenance cost, in contrast with the traditional hydraulic servo actuator (HSA) [4]. The piston pump is the core power unit of EHA, and the most critical friction pair of it is the cylinder block/valve plate interface, which significantly influences the overall performance and service life of EHA [5, 6].
In a real flight mission, the EHA piston pump is required to work on a wide range of speed and pressure condition which causes great challenge to the bearing capacity of the cylinder block/valve plate interface [7]. The main part to undertake the external load is its oil film, and the stiffness of the oil film is the most direct parameter to describe its bearing capacity [8]. Thus, it is necessary to measure the support stiffness in various working conditions, so as to improve the bearing capacity of the pump and further guide the top-down design of the cylinder block/valve plate interface.
This paper presents a new and effect test method for the oil film stiffness of the cylinder block/valve plate interface in EHA piston pump. The paper first establishes the oil film theory of the cylinder block/valve plate interface. Then, simulate the flow field of the interface, which obtains the pressure distribution and bearing capacity of the oil film. Finally, a test bench is built, and based on the simulation result, the oil film stiffness test is carried out. Under different working conditions, the best oil film support stiffness is obtained.
2 Oil Film Theory Establishment
2.1 Lubrication Characteristics
(1) Oil Flow State
Due to the small oil film gap of the cylinder block/valve plate interface, the radial differential pressure flow speed is relatively small, and the Reynolds number of the oil under the hydrostatic support state is far less than the critical Reynolds number. When the cylinder speed is high, the oil forms a high-speed shear flow with the rotation of the cylinder, and the Reynolds number may be greater than the critical Reynolds number, making the oil exceed the range of laminar flow, which lead to the need of calculating the Reynolds number of circumferential flow at the maximum speed. The equivalent hydraulic diameter of circumferential flow and the Reynolds number of oil is shown in Eqs. 1 and 2.
where \(\rho \) is the density of oil; \(\mu \) is the dynamic viscosity of oil without considering temperature change; \(\nu \) is axial velocity of oil.
Calculate the Reynolds number under extreme working conditions. Minimum dynamic viscosity of No. 10 lubricating oil when the temperature changes from 20 \(^\circ \)C to 120 \(^\circ \)C is 0.0087 Pa\(\cdot \)s. Considering the thickness of oil film is 15 \(\upmu \)m. The circumferential velocity of the oil is equal to the equivalent linear velocity of the cylinder block. According to the extreme working conditions, the cylinder speed is 16000 r/min and the outer edge radius is 46 mm. Calculating the maximum circumferential velocity of the oil is 11 m/s. Under this extreme condition, the Reynolds number is 1080, which is less than the critical Reynolds number 2000, so the oil flow state can be considered as laminar flow.
(2) Oil film pressure control equation
The bearing capacity of the cylinder block/valve plate interface mainly depends on the oil film pressure, which is directly related to the oil film pressure distribution. Due to the continuity of the oil, the oil film will extend to the oil distribution window and the piston cavity of the cylinder block. In order to simplify the shape of the oil film, it is only regarded as the regular geometry between the end face of the cylinder block and the valve plate.
Under steady-state conditions, oil film squeeze effect can be ignored. Based on the ideal assumptions above, the transient expression of isothermal Reynolds equation of oil film flow field can be established, which is expressed in Eq. 3 with cylindrical coordinates.
where \(\rho \) is the density of oil; \(\mu \) is the dynamic viscosity of oil without considering temperature change; h is the thickness of the oil film; p is the pressure distribution of the oil film; \(\omega \) is the angular velocity of cylinder.
2.2 Oil Film Stiffness
At the balance position, the cylinder block/valve plate interface of the piston pump is affected by the external load. When the external load changes, the thickness of the oil film will change, which causes the change of the force on the oil film.
To calculate the stiffness of the oil film, the external force on the oil film needs to be solved first, which lead to acquire the pressure distribution of the oil film. By definition, the stiffness of the oil film is the ratio of its bearing capacity to relative displacement of thickness. The external force on the oil film and the stiffness of the oil film is shown in Eqs. 4 and 5.
where \({F_{film}}\) is the external force on the oil film; \({p\left( {x,y} \right) }\) is the pressure distribution of the oil film; \({k_{film}}\) is the stiffness of the oil film; h is the thickness of the oil film.
Thus, in order to acquire the stiffness of the oil film, the thickness of the oil film and are needed the external pressure distribution, which are discussed in Sects. 2.3 and 2.4 separately.
2.3 Oil Film Thickness and Leakage
According to the mathematical theory that three non collinear points determine a plane, three non collinear points on the distribution end face of the cylinder block can determine the thickness distribution of oil film. However, in actual measurement, multiple sensors need to be arranged in the cylinder block/valve plate interface to collect the distance from the cylinder surface to the plate interface. Because the clearance is extremely narrow, it is very difficult to install sensors. Meanwhile, the installation of multiple sensors will affect the flow field of the oil film, resulting in a large difference in the working state compared to real conditions. Thus, other effective and convenient means are needed to measure the oil film thickness.
The leakage of the cylinder block/valve plate interface is mainly caused by its working pressure difference. The EHA piston pump studied works mostly at low-speed and high-pressure condition. Due to the large pressing force brought by the high-pressure chamber, the cylinder block overturns. Therefore, it is more accurate to consider the oil film as wedge shape when calculating the leakage. The section diagram and specific parameters of wedge-shaped oil film are shown in Fig. 1.

Schematic diagram of wedge oil film flow leakage
Because of the cylinder overturn angle \(\gamma \), the oil film becomes wedge shape. The wedge-shaped oil film is divided into two volumes, including the upper wedge-shaped oil film part \(V_{1}\) and the lower parallel oil film part \(V_{2}\). The sum of the two parts is the total leakage. The leakage flow of the lower parallel oil film and the upper wedge-shaped are shown in Eqs. 6 and 7.
where \(dA = rd\theta dz\), k is the tangent value of oil film overturn angle.
According to the leakage flow formula above, the leakage is directly proportional to the third power of the oil film thickness. With the increase of the oil thickness, the leakage gradually increases. Therefore, measuring the leakage by means of test can be used to calculate the dynamic change of oil film thickness.
2.4 Flow Field Modeling
In order to obtain the bearing capacity of the oil film, it is necessary to study the oil film pressure distribution under different working conditions. Based on the CFD module in COMSOL, the flow field domain of the cylinder block/valve plate is modeled. The minimum grid size of oil film part is 4 \(\upmu \)m. The minimum grid size of the port window and the piston cavity of the cylinder is 0.4 mm. The module and mesh are shown in Fig. 2.

Flow field module and mech
EHA piston pump mostly works at low speed, and medium or low pressure, and it needs short-term high-speed and high-pressure capacity to respond to the emergency action of the flight control surfaces. Thus, the operating conditions for simulation are set in Table 1.
Through COMSOL fluid simulation, the pressure distribution nephogram of each working condition can be obtained, which is shown in Fig. 3. Integrating the pressure nephogram can get the bearing capacity of the oil film.

Pressure distribution of different conditions

Structure of the test apparatus
3 Description of the Test Bench
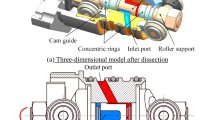
The main difference between this designed test bench and the traditional friction test platform is that it can simulate plunger hydraulic pressure. The test bench mainly consists of active loading cylinder, upper and lower cavity shell, integrated cylinder shaft, valve plate and cylinder, which is shown in Fig. 4.
The function of active loading cylinder is to simulate the pressing force of plunger. The main oil circuits are opened on the loading piston to provide high-pressure oil to the loading port, by which can apply pressing force directly to the interface of cylinder block and valve plate. The loading piston is also provided with a high and a low pressure chamber, which are directly connected to the two waist grooves of the valve plate to simulate the unbalanced separation force brought by the two chamber. The last oil port is the leakage port, which leads out the leakage oil in the shell. The leakage flow of the cylinder block/valve plate interface can be measured by the flowmeter.
The testing device is processed and manufactured according to the size of the cylinder block/valve plate interface in EHA piston pump. The valve plate is fastened to the bottom of the loading piston through screws, and the cylinder is connected to the top of the integrated cylinder shaft. Through the servo motor, the integrated cylinder shaft is driven to rotate and form a friction surface, which simulates the work of the cylinder block/valve plate interface in real pump.
The test bench is built, as shown in Fig. 5. The loading piston is opened with four through holes leading to the surface of the valve plate. In order to simplify the structure of the pump, the test bench cancels the plunger and processes several blind holes on the integrated cylinder shaft to simulate the vibration and cavitation caused by the invalid working volume of the plunger.

Schematic diagram of the test bench
The unloading relief valve provides the pressure of the high-pressure chamber for the system, and provides the pressing force of the loading cylinder through the pressure reducing valve of the same branch. The hydraulic system of the test bench can provide a maximum pressure of 35 MPa and a flow rate of 22 L/min. The driving unit is a motor with a maximum speed of 18000 rpm and a power of 7.5 kW, and the mechanical interface is a membrane coupling connected with the torque sensor. The test device can set the system pressure, and through the signal generator can actively adjust the system pressing force by controlling the pressure of the proportional reducing valve. The pressing force is displayed by the pressure sensor and the frequency digital display meter.
Based on the simulation of oil film pressure distribution in Sect. 2.4, the bearing capacity of oil film under different working conditions is obtained. Through the method in Sect. 2.3 the thickness of oil film can be calculated by leakage on the test bench. Thus, the oil film stiffness can be carried out on the test bench.
4 Results
Three conditions are given in Table 2, ranging from low speed and low pressure to high speed and high pressure, in order to study the oil film stiffness of the cylinder block/valve plate interface of EHA piston pump.
Under the designed system pressure and speed, change the hydraulic pressing force of the loading piston, and use the measured dynamic leakage flow to calculate the oil film thickness, by which can obtain the relationship curve of the oil film thickness with the hydraulic pressing force under different working conditions. The curves are shown in the Fig. 6.
The reciprocal slope of the curve is the change rate of oil film bearing capacity and its relative displacement, which is the definition of oil film stiffness. With the increase of piston load force, the oil film stiffness first increases and then decreases slowly. There are extreme stiffness values under different working conditions, that is, the best oil film support stiffness, which is marked as the optimum region in Fig. 6.
The experimental results show that under any working condition, the optimal support stiffness only exists in a certain range. When the system pressure is different, the optimum region of stiffness is also different. When above or below this range, the bearing capacity of the oil film decreases relatively.

Oil film thickness and pressing force curve
5 Conclusion
This paper studies the experimental system for the oil film stiffness of the cylinder block/valve plate interface in EHA piston pump. By analyzing the flow state of the oil film, deduced the pressure control equation. Based on the equation, the oil film flow field is simulated, which obtain the pressure distribution and bearing capacity of the oil film. A test bench is designed and built, and the oil film stiffness test is carried out based on the test platform. Combined with the oil film support force obtained by simulation, the optimal stiffness range of oil film under different pressures is obtained, which provides a new and effective test method for the oil film stiffness of the cylinder block/valve plate interface in EHA piston pump.
References
Wang, Y., Shen, T., Tan, C., Fu, J., Guo, S.: Research status, critical technologies, and development trends of hydraulic pressure pulsation attenuator. Chin. J. Mech. Eng. 34(1), 1–17 (2021). https://doi.org/10.1186/s10033-021-00532-z
Maré, J.C., Fu, J.: Review on signal-by-wire and power-by-wire actuation for more electric aircraft. Chin. J. Aeronaut. 30(3), 857–870 (2017). https://doi.org/10.1016/j.cja.2017.03.013
Alle, N., Hiremath, S.S., Makaram, S., Subramaniam, K., Talukdar, A.: Review on electro hydrostatic actuator for flight control. Int. J. Fluid Power 17(2), 125–145 (2016). https://doi.org/10.1080/14399776.2016.1169743
Maré, J.C.: Aerospace Actuators 2: Signal-by-Wire and Power-by-Wire. Wiley, New York (2017)
Chao, Q., Zhang, J., Xu, B., Huang, H., Pan, M.: A review of high-speed electro-hydrostatic actuator pumps in aerospace applications: challenges and solutions. J. Mech. Des. 141(5), 050801-1-13 (2019). https://doi.org/10.1115/1.4041582
Guo, S., Chen, J., Lu, Y., Wang, Y., Dong, H.: Hydraulic piston pump in civil aircraft: current status, future directions and critical technologies. Chin. J. Aeronaut. 33(1), 16–30 (2020). https://doi.org/10.1016/j.cja.2019.01.013
Shi, C., Wang, S., Wang, X., Wang, J., Tomovic, M.: Dynamic lubrication model for slipper/swashplate of high-speed electro-hydrostatic actuator pump. In: 2017 12th IEEE Conference on Industrial Electronics and Applications (ICIEA), pp. 642–647. IEEE (2017). https://doi.org/10.1109/ICIEA.2017.8282921
Bergada, J.M., Davies, D.L., Kumar, S., Watton, J.: The effect of oil pressure and temperature on barrel film thickness and barrel dynamics of an axial piston pump. Meccanica 47(3), 639–654 (2012). https://doi.org/10.1007/s11012-011-9472-7
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Li, Y., Fu, J., Zhao, J., Fu, Y. (2022). Research on the Experimental System for Testing Oil Film Stiffness of the Cylinder Block/Valve Plate Interface of EHA Piston Pump. In: Jia, Y., Zhang, W., Fu, Y., Zhao, S. (eds) Proceedings of 2022 Chinese Intelligent Systems Conference. CISC 2022. Lecture Notes in Electrical Engineering, vol 951. Springer, Singapore. https://doi.org/10.1007/978-981-19-6226-4_19
Download citation
DOI: https://doi.org/10.1007/978-981-19-6226-4_19
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-6225-7
Online ISBN: 978-981-19-6226-4
eBook Packages: Computer ScienceComputer Science (R0)