
Abstract
22MnB5 boron steel is a new material with a high hardness that is classified as Ultra High Strength Steel. The goal of this paper was to characterize tool wear when machining 22MnB5 boron steel with aluminum alloy (AA 6061). Machining tests were performed in wet condition within 200–350 m/min cutting speeds, 0.1 mm/rev feed rate and 0.5 mm depth of cut. The results reveal that 22MnB5 boron steel can machine AA 6061 smoothly with uniform wear was developed at the lower cutting speed of 200 m/min. Maximum tool life of 861 s was recorded for 200 m/min cutting speed whilst minimum tool wear of 255 s was recorded for 350 m/min cutting speed. Wear mechanisms initiated by uniform abrasive wear at the early machining period and formation of built up edge at the end of tool life.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Machining is a process to shear the material into required shape. One of the most widely cutting tool used in machining operation is High Speed Steel (HSS). HSS normally prepared from casting or powder metallurgy processes before grinded into required shape. HSS provided the opportunity to machine medium strength components such as aluminum alloys or plastics with significant hardness and enhanced toughness. HSS commonly used for a variety of machining applications such as milling and turning inserts. Furthermore, HSS is used in a variety of other high-wear applications such as drill bits and power saw blades [1,2,3].
One of the primary issues with making HSS cutting tools is their low hot hardness, which causes complications during machining. Such difficulties invite tremendous wear or edge melting when HSS operated beyond their melting temperature [4]. To address these issues, a new form of steel known as Boron Steel (22MnB5) may be viable alternatives to HSS. 22MnB5 was formed using a hot stamping forming process in which the sheet metal of 22MnB5 being stamped and simultaneously quenched in the die enclosure. Consequently, these steels have achieved high hot hardness and tensile strength, which gives them an advantage when used at aggressive operation such as metal cutting [5, 6].
The proposed research focuses on the investigation of 22MnB5 cutting tool in machining with Al 6061 Aluminium Alloy. The raw material of 22MnB5 obtained from industry, being cut with laser in the form of round shape insert. The machining trials were held at various cutting speeds to evaluate tool life and observe wear formation at different cutting condition. The appropriate use of machining parameters enables 22MnB5 cutting tool to be applied with longest tool life and controlled failure modes.
2 Methodology
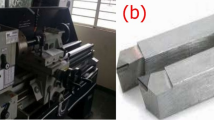
Boron steel raw material derived from one of the industries that employs the Hot Press Forming (HPF) process. This part was cut to fit the desired insert shape of the RNGN 120300 tool insert by using laser cutter (Fig. 1(a)). Machining tests were performed by turning Aluminium Alloy 6061 (Al 6061) with a CNC turning machine (Fig. 1(b)). Table 1 shows the specification of cutting tools and machining parameters employed.

(a) 22MnB5 Boron steel prepared in the form of RNGN 120300 inserts. (b) CNC turning machine used in this study
3 Results and Discussion
Figure 2 depicts the effect of cutting speed on tool life when machining 22MnB5 boron steel with Al 6061 aluminum alloy. Wear development for all cutting speeds presented linear trend, reflected smooth machining process. Maximum tool life recorded for the cutting speed of 200 m/min with 861 s. Machining with highest cutting speed of 350 m/min recorded minimum tool life of 255 s.

Effects cutting speeds on wear development for 22MnB5 cutting tool at the feed rate of 0.1 mm/rev and depth of cut of 0.5 mm
Figure 3 shows the comparison of wear characteristics when machining 22MnB5 boron steel at low (100 m/min) and high (350 m/min) cutting speeds. Machining with low cutting speed demonstrated clean edge of cutting tool with minor abarasive wear formation developed uniformly at the contact region (Fig. 3(a)). Formation of built-up edge significantly appeared when machining with high cutting speed (Fig. 3(b)). This is due to the more rotational contacts at higher cutting speed resulting cutting temperature development which generate thermal softening to workpiece [7]. Built up edge that attached at the nose radius affected the shape, contact area and preventing the tool-edge from directly contacting the workpiece. Consequently, the cutting force and friction will be larger to accumulate higher cutting temperature [8].

Comparison of wear characteristics between (a) low cutting speed (200 m/min) and (b) high cutting speed (350 m/min)
4 Conclussion
This paper investigates the wear performance of 22MnB5 boron steel when machining Al 6061 aluminum alloy. Based on the experimental results, several conclusions can be drawn as follow:
-
1.
Machining at low cutting speed of 200 m/min demonstrated maximum tool life of 861 s with clean edge surface.
-
2.
Machining at highest cutting speed of 350 m/min recorded lowest tool life of 255 s with wear mechanism dominated by built up edge formation.
-
3.
Overall, cutting tool made from 22MnB5 Boron Steel capable to machine al 6061 with acceptable tool life and controlled failure modes.
References
Hadzley, A.B., Norfauzi, T., Umar, A.A., Afuza, A.A., Faiz, M.M., Naim, M.F.: Effect of sintering temperature on density, hardness and tool wear for alumina-zirconia cutting tool. J. Mech. Eng. Sci. 13(1), 4648–4660 (2019)
Karina, G., Arne, R., Florian, F., Werner, T.: Microstructure, mechanical, and tribological properties of M3:2 high-speed steel processed by selective laser melting, hot-isostatic pressing, and casting. Addit. Manuf. 28, 585–599 (2019)
Khana, S.A., Shamaila, S., Anwar, S., Hussain, A., Ahmad, S., Saleh, M.: Wear performance of surface treated drills in high speed drilling of AISI 304 stainless steel. J. Manuf. Process. 58, 223–235 (2020)
Chaus, A.S., Sahul, M., Moravčík, R., Sobota, R.: Role of microstructural factor in wear resistance and cutting performance of high-speed steel end mills. Wear 474–475, 203865 (2021)
Onur, Ç., Oktay, Ç., Ahmet, G.Y., Ugur, Ü., Hakan, A., Ahmet, G.: Microstructural features and mechanical properties of 22MnB5 hot stamping steel in different heat treatment conditions. J. Market. Res. 9(5), 10901–10908 (2020)
Tang, B., et al.: Numerical modeling of ductile fracture of hot stamped 22MnB5 boron steel parts in three-point bending. Int. J. Mech. Sci. 188, 105951 (2020)
Osman, M., et al.: Effect of cutting parameters on surface roughness in dry drilling of AISI D2 tool steel by using taguchi method. J. Adv. Manuf. Technol. 12(1–2), 535–546 (2018)
Ahmed, Y.S., Paiva, J.M., Bose, B., Veldhuis, S.C.: New observations on built-up edge structures for improving machining performance during the cutting of superduplex stainless steel. Tribol. Int. 137, 212–227 (2019)
Acknowledgement
The authors would like to thank Faculty of Mechanical and Manufacturing Engineering Technology (FTKMP) and Universiti Teknikal Malaysia Melaka (UTeM) for their support that enabled this work to be carried out through the grant of FRGS/1/2020/FTKMP-CARE/F00438.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Bakar, H.A., Rashid, M.F., Salleh, M.S., Hafizh, H., Ali, M.B., Herawan, S.G. (2022). Effect of Cutting Speeds on Wear Performance of 22MnB5 Boron Steel When Machining with Al 6061 Aluminum Alloy. In: Samion, S., Abu Bakar, M.A., Kamis, S.L., Sulaiman, M.H., Mohd Zulkifli, N.W. (eds) Proceedings of the 3rd Malaysian International Tribology Conference. MITC 2020. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-9949-8_18
Download citation
DOI: https://doi.org/10.1007/978-981-16-9949-8_18
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9948-1
Online ISBN: 978-981-16-9949-8
eBook Packages: EngineeringEngineering (R0)