
Abstract
Copper can be joint by various fusion welding process such as ultrasonic welding, cold pressure welding, braze welding, arc welding, electron beam welding, etc. Unfortunately, welding of copper by fusion welding process is difficult due to high thermal conductivity and high expansion coefficient of copper. Friction stir welding (FSW), a solid state welding techniques seen to be a realistic alternative which can overcome these shortcomings. In this work, the effect of rotational speed in weldability of frictional welded copper C10200 using conventional milling machine is investigated. The results show that the weldability of copper is improved as the rotational speed increases. On the other hand, the surface roughness on the welded zone is decreased as the rotational speed increases. The optimized welding strength and surface roughness was obtained at the rotational speed of 1790 rpm. The studied shows promising results in welded copper C10200 with high welding strength and smooth surface finish by FSW process using conventional milling machine.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Copper is one of the valuable metals in engineering application. In copper processing, copper can be joint by various fusion welding process such as ultrasonic welding, cold pressure welding, braze welding, arc welding, electron beam welding, etc. Unfortunately, welding of copper by fusion welding process is very difficult because copper has high thermal conductivity and high expansion coefficient [1]. Besides, copper generates the oxide at its melting temperature. Friction stir welding (FSW), a solid state welding techniques seen to be a possible alternative which can overcome these shortcomings. FSW is a solid stated joining process that provides many beneficial outputs as compared to conventional fusion welding [2]. The fact of no joint melting occurrence in FSW lead to eliminate those defects caused by melting during the fusion welding such as grain boundary crack and porosities. FSW strongly reduces the presence of distortions and residual stress because of its lower welding temperature [3].
FSW involves the penetration of rotating tool and prolonged by a pin into a metal plate. The process is followed by advancing speed to weld the metal plate. The friction between tool shoulder and metal plates will generate heat and soften the metal plate under the melting point of the metal [4]. The combination of welding tool rotation and translation leads to the movement of soft material from the front of the tool pin to the back of the tool pin. As the result, a joint is produced in a solid state [5]. This phenomenon is similar to the principle of milling process. Thus, a conventional milling machine with appropriate jig and fixture, could become an alternative machinery to FSW. This invention of milling machine mimic FSW process and will give many advantages to industry. The cost of equipment and manufacturing will be reduced and lead to cheaper product prices. This work aims to study the effect of rotational speed in weldability of copper C10200 using conventional milling machine. The weldability is measured in term of welding strength and surface roughness.
2 Methodology
Copper alloy with a grade of C10200 is used as a welding sample with the dimension of 150 mm (L) X 50 mm (W) and 4 mm (T). The composition and the mechanical properties of the sample are summarized in Table 1.
The welding tool is design and fabricated using H13 steel. The shoulder diameter of the tool is 20 mm having 8° concave and pin was tapered with 15° from 4.55 mm diameter on the base. The length of the pin from the shoulder is 2.7 mm with 0.3 mm clearance.
FSW is conducted using a conventional Turret Milling Machine (CY-GH260). Single pass welding butt joint procedure is used to weld the copper sample. The rotational speed is set at five different speeds which are 1000 rpm, 1270 rpm, 1630 rpm, 1790 rpm and 2540 rpm. The welding speed is kept constant at 218 mm/min.
The welding strength and surface roughness of the welded surface were investigated. Welding strength test was measured using a Universal Testing Machine whereas the roughness of the welding zoom was measured using a Mitutoyo surface roughness tester.
3 Results and Discussion
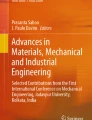
Figure 1(a) shows the welding strength of the FSW joining at various rotational speed. It is clearly seen that the welding strength is increased when the rotational speed increases. The highest welding strength is observed at the rotational speed of 1790 rpm, which is approximately 201 MPa. However, the welding strength decreases to 159 MPa as the rotational speed increases to 2540 rpm. Although the optimized tensile strength value is slightly lower than the tensile strength of the base copper material, it is still considered a strong weld since the weld didn’t penetrate through the thickness [1]. At low rotational speed, low heat is generated which cause insufficient softening of the work material. Consequently, inefficient consolidation and inadequate mixing occurred and resulted lower strength values. As the rotational speed increases, more frictional heat is generated and consolidated to appropriate welding. In contrast, at very high rotational speed, excessive frictional heat generated which exposes the sample to overheating which increases grain growth. Thus, reduces the welding strength [5].
The effect of rotational speed on surface roughness is illustrated in Fig. 1(b). The results indicated that the surface roughness is decreased as the rotational speed increases. The optimum surface roughness is observed on at the rotational speed of 1790 rpm. Similarly, the surface roughness is decreased when the rotational speed increases to 2540 rpm. The increasing of rotational speed will generate more friction heat and improve the weldability, thus improving the surface roughness. In contrast, at excessive rotational speed, massive heat and high tool pin stirring have caused the extreme plastic deformation on the work material, which resulted in irregular and rough welding surface [6].

The effect of rotational speed (a) Welding strength and (b) Surface roughness
4 Conclusions
Friction stir welding was conducted on copper C10200 and the effect of different rotation speed was evaluated. Based on the findings, the optimum welding strength and surface roughness was obtained at rotational speed of 1790 rpm. The outcomes from this work shows promising results in welded defect-free, good strength and smooth surface finish copper C10200 by FSW process using conventional milling machine.
References
Agapiou, J.S., Carlson, B.E.: Friction stir welding for assembly of copper squirrel cage rotors for electric motors. Procedia Manuf. 48, 1143–1154 (2020)
Shankar, S., Chattopadhyaya, S.: Friction stir welding of commercially pure copper and 1050 aluminum alloys. Mater. Today: Proc. 25, 664–667 (2020)
Nagamalleswara Roa, A., Srinivas Naik, L., Srinivas, C.: Evaluation and impacts of tool profile and rotational speed on mechanical properties of friction stir welded copper 2200 alloy. Mater. Today: Proc. 4, 1125–1229 (2017)
Budin, S., Maideen, N.C., Koay, M.Y., Sahudin, S.: Design and development of manufacturing facilities for friction stir welding process using conventional milling machine. IOP Conf. Series: Materials Science and Engineering. 505, 012006 (2019)
Singh, K., Singh, G., Singh, H.: Review on friction stir welding of magnesium alloys. J. Magnes. Alloys 6, 399–416 (2018)
Mohapatra, S., Sarangi, H.: Experimental investigation of tool probe shape and rotational speed on weld quality of friction stir welding of aluminium alloy. Mater. Today: Proc. 41, 422–425 (2021)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Budin, S., Hyie, K.M., Maideen, N.C. (2022). The Effect of Rotational Speed in Weldability of Friction Stir Welded Copper C10200 Using Conventional Milling Machine. In: Samion, S., Abu Bakar, M.A., Kamis, S.L., Sulaiman, M.H., Mohd Zulkifli, N.W. (eds) Proceedings of the 3rd Malaysian International Tribology Conference. MITC 2020. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-9949-8_13
Download citation
DOI: https://doi.org/10.1007/978-981-16-9949-8_13
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-9948-1
Online ISBN: 978-981-16-9949-8
eBook Packages: EngineeringEngineering (R0)