
Abstract
Phenolic foams are developing rapidly as a new generation of flame retardant, thermal insulation, and sound insulation materials. To more fully exploit the excellent properties of phenolic foam, the toughness must be improved. This chapter summarizes and analyzes the factors that affect the toughness of phenolic foam and discusses the influence of foam cell structure and cell wall strength on foam toughness. According to the unique cell structure of phenolic foam, the methods of toughening phenolic foam are discussed from three aspects: The cell nucleation and distribution, the process of cell growth, and the foam stabilization. The chapter also classifies the toughening methods of phenolic foam. Finally, the testing and characterization methods of phenolic foam toughness are also introduced.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Phenolic foam is a new generation of flame retardant and thermal insulation materials, with high dimensional stability and low thermal conductivity [1]. British Petrochemical (BP) Company had already started to develop phenolic foam materials in the 1980s under the trade name “Cellobond” [2]. However, traditional phenolic foam materials generally have shortcomings such as high brittleness and easy pulverization, which limit the application of phenolic foams. The density of the rigid group (benzene ring) of phenolic resin to be large, the packing is tight, and the cross-linking density is high resulting in low elongation and high brittleness of the phenolic foam. Therefore, to more fully exploit the desirable properties of phenolic foam, the toughness must be improved.
In materials science, toughness is defined as the ability to resist fracture by absorbing energy, and it is usually expressed as the work done to form a fracture surface per unit area. Enabling a larger number of materials to participate in energy absorption is a basic challenge for toughening rigid polymers. Phenolic foam cannot give satisfactory fracture resistance no matter under standard test conditions or daily application. Over the past few decades, different approaches have been developed by researchers to toughen phenolic foams [3].
The physical performance of polymer foams was determined by their cell density and cell uniformity. The toughness of phenolic foam materials was also mainly determined by the apparent density and cell structure of the foam. The viscosity and viscoelasticity of the foamable matrix, the foaming process, the type and weight fraction of the reinforcing particles all have a certain influence on the cell structure of the final phenolic foam. This chapter summarizes the factors affecting the toughness of phenolic foam, meanwhile classifies and discusses the methods of toughening phenolic foam.
2 Foam Molding
Phenolic foam molding generally needs to go through three stages: cell nucleation, cell growth, and foam stabilization. Each stage has its own control requirements due to the different functions. The ideal cell formation process is shown in Fig. 1. Figure 1a is a polymer-gas saturated solution mixed with resin matrix and foaming agent.

Schematic diagram of the ideal cell formation process
Figure 1b shows the cell nucleation, which is the foaming process. When the resin added with the foaming agent becomes a supersaturated solution of gas due to changes in temperature, pressure, and gas content, the gas can escape from the solution to form original microbubbles and then growth. The cell nucleus refers to the original microbubble, which is the place where gas molecules initially gather in the foamable matrix. The microstructure of the foam affects the toughness of the foam, and one of the key factors affecting the microstructure is cell nucleation [4]. The formation stage of cell nucleus plays a decisive role in the cell density and distribution. The number of cell nucleation determines cell density and can also affect cell diameter. The increase in the number of cell nucleation can lead to a gradual decrease in cell diameter. The cell nucleation rate is closely related to the concentration of foaming gas dissolved in the phenolic resin.
The open and closed cell, cell diameter, cell shape, and distribution of phenolic foam are mainly determined by the cell growth stage, as shown in Fig. 1c. When the external pressure of the foamable matrix decreases, the cells expand and the internal pressure decreases. Due to the effect of inertia, the cell still has a tendency to expand after the internal pressure and the surrounding fluid reach a force balance, and the surrounding fluid is continuously pushed to flow radially outward until the cell reaches the maximum diameter. At this time, the internal pressure is lower than the fluid pressure, causing the surrounding fluid to begin to compress the cell toward the center of the cell. Then the internal pressure gradually increases, the internal pressure is higher than the fluid pressure again and the next expansion–compression vibration cycle begins. This cycle goes back and forth until the energy of the cell vibration system is exhausted and then stops the vibration. Some researchers have studied the cell vibration mechanism in the cell growth stage during the foam molding process. The results show that the vibration field is beneficial to improve the uniformity of cell, and the physical and mechanical properties of the foam. The factors that affect cell vibration and generation are the thermodynamic properties of the gas in the cell, the viscoelasticity of the resin, the gas–liquid interface tension, the external pressure, and initial conditions of the system.
During the curing process of phenolic resin to form foam, the liquid phase viscoelasticity gradually increases until it loses fluidity and cures, which proceeds simultaneously with the polycondensation reaction. The polycondensation reaction causes the molecular chain to grow and gradually become networked, the viscoelasticity of the resin is correspondingly improved, and the foam is stable after the reaction is completed. In the stage of foam stabilization, inhibiting the merging of cells to ensure cell density and preventing excessive loss of gas are two main issues. Only by effectively preventing the escape of gas can the cells be prevented from collapsing, and then a foam material with a better appearance can be obtained. Figure 1d shows the idealized cell structure. The more uniform the cell distribution and diameter, the better properties the phenolic foam gets. During the foam stabilization stage, a reasonable cooling rate also has an important impact on the density and properties of the final product. The faster the cooling rate, the greater the shrinkage rate of the cell wall. The gas in the cell has no time to cool and diffuse to the cell wall, which may cause the cell wall to rupture.
3 Toughness of Phenolic Foam
The toughness of phenolic foam is reflected in two aspects.
One aspect is that when the phenolic foam is under stress, the gas in the cells is compressed to produce gas trapping, and the cells and the resin matrix around the cells are deformed to absorb energy. Compression, rebound, and gas trapping phenomena can consume the energy of impact loads. In addition, the foam can also gradually terminate the impact load with a small negative acceleration, thus showing excellent shock absorption and buffering capacity. The foam has uneven cross-sections under force. This deformation process needs to absorb a lot of deformation work. Therefore, the higher the strength of the cell wall, the lower the possibility of cell rupture, the higher the energy consumed during the rebound process of the cell, and the better the toughness of the foam.
Another aspect is that the existence of cells can blunt the stress concentration at the crack tip, induce secondary cracks, and change the direction and path of crack extension. Macroscopically, it is manifested as an increase in crack extension resistance. As shown in Fig. 2, when the foam is under stress, there are three transformations in which the crack encounters the cell during the extension process: The main crack directly penetrates the cell and continues to extend forward, the secondary crack changes its original expansion direction and continues to extend forward, and the tertiary cracks turn into tiny cracks and do not continue to extend forward. Therefore, the rapid extension of cracks can consume more energy during the process of cell rupture. The better the toughness of the foam, the greater the crack extension resistance in the tough state, and the crack can be stopped after a certain distance of crack extension.

Schematic diagram of crack extension
The cell geometry mainly depends on the process conditions in the cell growth stage. The faster the cell expands or the greater the shrinkage of the material, the greater the possibility of an open-cell structure. If there is external stress (tensile or shear) during the expansion of the cell, the cell may extend in the direction of the external force and obtain an anisotropic structure. To improve the toughness of phenolic foam, it is necessary to make the foam cell distribution and cell diameter as uniform as possible, so that the foam is evenly stressed. At the same time, in order to improve the deformation capability of the cells, it is also necessary to enhance the strength of the cell walls and the viscoelasticity of the resin matrix.
After the traditional phenolic foam material fractures, the crack source generated on the cross-section is relatively flat, and the crack spreads radially from the fracture source area to the surrounding, and the radiation is basically straight. It shows that the crack does not produce high elastic deformation during the extension process. When the foam is impacted, there is almost no resistance to the crack tip, which mainly reflects the characteristics of brittle fracture. Thus, in order to toughen the phenolic foam, it is necessary to increase the crack extension resistance of the foam material under stress. The phenolic foam can also be toughened by rapidly changing the crack extension direction to consume more stress load energy.
4 Cell Nucleus and Phenolic Foam Toughness
Phenolic foam generally chooses the physical foaming method. The foaming agent (inert gas or low boiling point liquid) and the phenolic resin matrix are directly mixed, and a large number of uniform and dense cell nucleus can be formed by dissolving and compressing the gas in polymer or by decomposition of the foaming agent. Then the cell nucleus expands into a phenolic foam with foam structure requirements. The cell nucleation stage is the main factor affecting the density and distribution of phenolic foam cells. Classical nucleation theory believes that there are three modes of cell nucleation: homogeneous nucleation, heterogeneous nucleation, and mixed mode. The formation of the cell nucleus is carried out in a metastable state. Homogeneous nucleation involves the nucleation of cells in the continuous phase (the gas or solvent dispersed phase) of the polymer matrix. Heterogeneous nucleation involves the nucleation of cells at the interface of two phases.
The cell structure of phenolic foam is shown in Fig. 3. The cell struts and walls determine the mechanical strength of the foam. Generally, microporous cell foam has higher strength than macroporous cell foam, because microporous cell foam has more struts and walls, which can beat more load, especially when the cell shape is uniform [5]. During the foaming process of phenolic foam, the resin with foaming gas moves along the molding wall, and the phenolic foam exhibits an anisotropic structure. The free energy required for heterogeneous nucleation is much lower than homogeneous nucleation, adding an appropriate amount of nucleating agent to the resin matrix can greatly promote the generation of cell nucleus.

Phenolic foam cell structure
When the system contains insoluble solid particles, cell nucleation will preferentially occur on the surface of these particles. Therefore, when using particles to reinforce phenolic foam, it is very important to determine the optimal foaming point to obtain excellent tough foams. Compared with pure phenolic foam, particle-reinforced phenolic foam has a completely round cell structure, smaller cell size and higher cell density [6]. The density and porosity of the particle-reinforced phenolic foams were lower than those of the pure phenolic foam due to the high cell density. The nucleating agent has an important influence on the cell density, size, and distribution of phenolic foam. Therefore, many researchers have chosen to toughen phenolic foam by adding nucleating agents in the preparation process.
4.1 Nucleating Agent
The common nucleating agents for toughening phenolic foam include hollow glass microspheres and nanoparticles.
The phenolic foam added with hollow glass microspheres is also called composite foam, and its cell formation method is different from traditional foaming. Hollow glass microspheres with a diameter of 20–250 μm and a wall thickness of 2 to 3 μm are added to a foamable phenolic resin matrix containing a curing agent, mixed uniformly, and pressurized and heated to cure into a phenolic foam. The addition of hollow glass microspheres can form voids in the resin matrix, similar to the micropores of traditional foam materials. The cell nuclei are hollow microspheres instead of gas, and then the resin matrix is foamed to obtain a combined foam, which is a filled-in composite. When there is an external force, the rigid hollow glass microspheres do not show elastic deformation but can change the crack direction. The main crack branches so that the cell structure will not develop into destructive cracks. Note that the amount of hollow glass beads added should not be too large. When the added amount exceeds the critical value of 67% (volume), the fluidity of the resin becomes poor, and cavitation is likely to occur between the hollow balls, which affects the cell structure.
Nanoparticle toughened phenolic foam is mainly achieved by affecting the two processes of cell nucleation and cell growth. The blending of nanoparticles and phenolic resin matrix expands the range of foaming temperature, which reduces the difficulty of processing to a certain extent. The reason is that a new interface is created after blending, and the nucleation energy barrier at the new interface is low, which is conducive to cell nucleation and can promote the formation of microporous structure. In addition to providing a large number of interfaces in the system, nanoparticles also have a certain barrier effect on gas, which can effectively prevent gas from escaping. In this way, the cell growth process is affected, and a phenolic foam with high cell density and small cell diameter is prepared.
Nanoparticles used to toughen phenolic foam are generally inorganic particles, such as nano-CaCO3, nano-SiO2, and nano-montmorillonite (nano-MMT), and also include multi-walled carbon nanotubes and graphene oxide, which are currently hot researched. These several common nanoadditives can affect the cell structure of phenolic foam materials, and the smaller the size, the better the formation of excellent cell structure. However, this also brings about the problem of nanoparticle dispersion, and uneven dispersion has a negative impact on the cell structure. Seung et al. found that the nanoparticles that have a high aspect ratio easily form entangled networks of bundles or ropes due to strong van der Waals interactions [7]. These networks can cause the higher viscosity of the resin and a poor dispersion state of the particles. In the foaming process, extremely high viscosity and poor dispersion of the particles lead to a high foam density and poor mechanical properties of the foam. Therefore, the focus of research involves solving the problem of dispersion of nanoparticles in the resin matrix. The higher the uniformity of the resin matrix network, the better the bending performance of the composite material. The addition of nanoparticles can enhance the thickness of the cell wall from the morphology, so the foam strength and toughness are improved. In addition to the above-mentioned common nanoparticles, Liu J et al. chose to grind red mud into fine particles to toughen phenolic foam, and the impact strength of modified foam increased by 82.3% [8].
4.2 Nucleation Density
The number and density of cell nucleation should be controlled within a reasonable range. When the amount of cells in the foam increases, the proportion of cells per unit volume increases, and the actual effective bearing area of the material against external loads after foaming will gradually decrease. The load that phenolic foam can bear is closely related to the effective bearing area of the foam. When the contribution of the cells to the strength of the foam can compensate for the strength loss caused by the reduction of the effective bearing area, the toughness of the phenolic foam material will be improved. When the cells cannot compensate for this part of the loss, the toughness of the phenolic foam material will decrease. Some researchers believe that fiber-toughened phenolic foam is achieved through the bridging effect of fibers [9]. The addition of fiber can increase the effective bearing surface area of the foam and help to toughen the phenolic foam [10].
Chopped glass fiber is an inorganic material and is easy to mix with phenolic resin evenly. The glass fiber treated with coupling agent is blended with phenolic resin and then foamed to prepare phenolic foam. The researchers tested and discussed the toughness of phenolic foam materials under different fiber reinforcement effects and found that as the content of chopped glass fiber increases, the bulk density increases and the brittleness decreases of the phenolic foam. The toughness of the chopped glass fiber toughened phenolic foam prepared by J. Zhou et al. increased by 48.1%, and the toughness of the phenolic foam modified by glass fiber and nucleating agent was increased by 85.2% [11]. Note that as the amount of chopped glass fiber increases, the viscosity of the blend increases, and the foaming process is difficult to control, so the amount of chopped glass fiber is generally controlled below 10%.
In order to save costs and prepare environmentally friendly materials, some researchers have begun to use natural fibers to toughen phenolic foam. Natural fiber toughened phenolic foam has low health hazard during processing, but polar fiber usually has poor compatibility with non-polar polymer matrix. In the process of preparing foam, natural fibers are usually modified to improve the fiber's water resistance and interface compatibility with polymers. For example, alkaline solution can change the chemical composition of the fiber and make the surface of the fiber rough, thereby improving the interface adhesion between the fiber and the resin. Natural fibers that are commonly used include wood fiber and acetylated fiber. The cells of natural fiber toughened phenolic foam are uniform and dense, and the toughness can be increased by at least 30% [12, 13].
There is a velocity gradient inside the foamable matrix in the shear flow field, which leads to the molecular orientation of the polymer. This orientation changes the distribution of voids in the foamable matrix, which in turn affects the cell nucleation process. Some researchers have found that the foamable matrix can form a large number of uniformly distributed nucleation points through the effect of the shear flow field on the molecular orientation. The greater the degree of polymer orientation, the higher the cell density. If the blowing agent is dispersed into the resin simply by high-speed stirring, the dispersion system is extremely unstable and easily damaged. Surfactants can reduce the interfacial tension and make the dispersion system thermodynamically stable. The surfactant acts as an emulsifier or foam stabilizer in it. Therefore, some researchers choose to toughen phenolic foam by adding different types of surfactants. In addition, as the number of cells increases, the number of macroporous cells increases, which increases the probability of cell merging and collapse. After the cell structure is destroyed, the phenolic foam is prone to stress concentration, causing the foam's toughness to decrease with the increase of the cell number. Therefore, the cell number and diameter of the foam should be maintained within a reasonable range when toughening the phenolic foam.
5 Cell Wall and Phenolic Foam Toughness
Phenolic foam is a porous plastic product with a phenolic resin matrix and a large number of cells inside. Since foam is composed of a large number of cells filled with gas, according to the cell structure, it can be divided into open-cell and closed-cell. When the gas diffuses and gathers near the cell nucleus, the cell gradually expands and becomes larger. When the cells grow to a certain extent, the ligament structure between the cells and the thickness of the cell wall mainly depend on the cell density.
There are two types of defects in the cell wall of phenolic foam with low closed-cell ratio. One is the pinhole-like opening as shown in Fig. 4a, which is caused by the rapid volatilization of the water droplets attached to the wall of the cell due to the heat released during the foaming process. The other is the crack-like opening as shown in Fig. 4b, which is due to the low strength of the cell wall during the foaming process, which cannot withstand the wall stretching caused by the increase in gas pressure in the cell. As shown in Fig. 4c, the foam with high closed-cell ratio has a complete cell structure with no pinholes, cracks, or only a few cracks on the cell wall.

Different phenolic foam cell wall structures: a pinhole-like opening, b crack-like opening, c closed-cell
The higher the closed-cell ratio of phenolic foam, the more cells that can be used to bear the load, and the better the foam toughness. The cell wall and the strut of the closed-cell phenolic foam can bear the load together, and the rupture of the cell wall will not cause damage to the strut between cells. Therefore, the load that the closed-cell phenolic foam can bear is higher than that of the open-cell phenolic foam under the same conditions. The rupture of the cell wall of the open-cell foam will accelerate the destruction of the strut between cells. In order to prevent the rupture of the cell, it is necessary to limit the process of cell growth. Otherwise, the foam will become unstable, which may cause the cell wall to crack and the cell density to decrease sharply. Increasing the closed-cell ratio of the foam can start from two aspects: improving the expansion resistance of the foamable matrix and controlling the expansion speed of cell (which needs to match the time required for the stress relaxation of the cell wall).
5.1 Expansion Resistance of Foamable Matrix
Increasing the expansion resistance of the foamable matrix is to increase the strength and elasticity of the cell walls so that the cells are not easy to break during the growth stage. The expansion resistance of cell comes from the viscoelastic effect and surface tension of the phenolic resin matrix. Higher viscoelasticity and surface tension will over-resist the expansion of the cell, and too low will cause the gas to break through the cell wall and even cause the cell to collapse. When the cell grows, the surface area of the cell increases and the cell wall becomes thinner, and the foam becomes unstable. There are three methods to stabilize the foam:
-
1.
Using a surfactant to reduce the surface tension of the resin matrix so that cells can grow uniformly, while reducing gas diffusion to stabilize the foam;
-
2.
Controlling the viscosity and water content of the phenolic resin matrix to prevent further thinning of the cell wall to stabilize the foam; and
-
3.
Improving the original rigid structure of the phenolic resin matrix, such as introducing flexible chains or elastomers into the resin matrix to increase the elastic load that the cell wall can bear during the expansion process.
5.1.1 Surfactant
The phenolic resin is mixed with the foaming agent and the curing agent under high-speed stirring, undergoes condensation reaction and then cured to obtain phenolic foam. The large amount of reaction heat released by the resin during the reaction vaporizes the foaming agent droplets, and the foaming matrix rapidly increases in volume while thickening. The foam in this state is unstable, and the cells may continue to expand or merge, collapse or burst. When the surfactant is added to the matrix, there is a balance between surface molecules, dissolved molecules, and molecules in the resin [14]. Surfactant molecular film obstructs and slows down fluid flow, thereby stabilizing the foam.
Denslow K R et al. studied the effect of the type and amount of surfactant on the properties of phenolic foam [15]. Experimental results show that surfactants can significantly reduce the surface tension of the phenolic resin matrix and can effectively control the foaming speed stability. The prepared phenolic foam has uniform cell diameter and distribution, which makes the foam stable.
Due to the poor compatibility between the components of the foamable matrix, the emulsifying performance of surfactants should be considered. The better the emulsification performance, the more uniform the mixing of the components, which is conducive to the formation of a uniform and microporous cell structure. It can speed up the reaction process and shorten the curing time. In addition, the surfactant must remain stable in the face of the strong acidity of the curing agent. Although there are many types of surfactants that can be used in phenolic foam, non-ionic surfactants are the best. Surfactants that are commonly used include fatty alcohol polyoxyethylene, polyoxypropylene ethers, alkylphenol polyoxyethylene ethers, and block copolymers of polysiloxane, polyoxyethylene, and polyoxypropylene. These surfactants not only have good foam stability but also have a strong emulsification.
5.1.2 Viscosity
The viscosity of phenolic resin is one of the most important performance indicators, the level of viscosity affects foaming conditions and foam properties. The high viscosity of the phenolic resin matrix will cause difficulties in uniform mixing of components, poor fluidity, and difficulty in filling the mold. Too high viscosity may also cause a lower initial speed of cell expansion and a smaller cell diameter. The low viscosity of the phenolic resin matrix may make it difficult for the resin to cure and foam at the same time, the blowing agent is easy to escape and macroporous cells appear, which is not conducive to the formation of a uniform and microporous cell structure. Therefore, the rheological properties of phenolic resin are a key factor affecting the nucleation and growth of cells, and it is an important basis for specifying foam molding processes and formulations. The main influencing factor in the late stage of cell growth is the diffusion rate, at which time the effect of the resin matrix viscosity is weakened. Material cooling or curing and cross-linking can help to increase the viscosity of the resin. The higher the degree of cross-linking, the higher the viscosity of the resin.
During the foaming and curing process, the cells may rupture due to the evaporation of water, and higher water content can increase the open-cell rate. Although lower water content can increase the viscosity of the resin and improve the cell structure; however, it may cause difficulty in the foaming process. And even if the water content is low, the open-cell structure may still appear when the temperature of the foam is too high due to the exotherm of the reaction. At high temperatures, the remaining water will generate a lot of steam. The cell ruptures when the total vapor pressure of water and blowing agent exceeds the cracking strength of the cell wall. In traditional foam preparation, the presence of water in the resin matrix acts as a heat sink to prevent the release of high heat. Rickle G K et al. studied the effect of water content on the closed-cell ratio and thermal conductivity of phenolic foam [16]. The research results show that when the water content is less than 7%, the phenolic foam has a higher closed-cell ratio, moderate apparent density, high compressive strength, and low thermal conductivity.
5.1.3 Toughened Resin Matrix
The physical interaction force between the macromolecular chains in the polymer comes from van der Waals force (also known as “intermolecular force”) and hydrogen bonds. The magnitude of the force is related to the molecular structure of the polymer. This force imparts a certain strength to the polymer and also affects its processing properties. The foamable phenolic resin structure contains a large number of benzene rings connected only by methylene groups, and the resin forms a uniform and relatively stable three-dimensional network structure as shown in Fig. 5.5. This structure causes the density of the rigid group (benzene ring) to be large. The packing is tight and the degree of freedom of link rotation is small, resulting in high brittleness of the traditional phenolic foam. The cross-linking reaction of linear or branched polymer molecules into network structure or physical configuration can change the physical and mechanical properties of the polymer and the rheological properties of the polymer. The toughened resin matrix can bear more elastic load when the cells are expanded, and a phenolic foam with high closed-cell ratio, cell diameter and uniform distribution can be prepared.

Schematic diagram of phenolic resin cross-linked structure
When preparing phenolic resins, the common toughening method involves replacing phenol with alkylphenols with flexible chain, and reacting with formaldehyde to prepare phenolic resin. The most common alkylphenols are nonylphenol, pentadecylphenol (cardanol), tert-butylphenol, and bisphenol A. Alkylphenols that can completely replace phenol include nonylphenol and tert-butylphenol. Cardanol is widely used to replace phenol and react with formaldehyde to prepare resin with an excellent toughness due to its renewable and biodegradable properties [17]. They play the role of phenol in the synthesis process, and the resin can be prepared directly by basic synthesis process of phenolic resin. When alkylphenols replace phenol, it is necessary to avoid agglomeration of the resin during the preparation process.
Etherified-phenolic resin is a modified resin prepared by the etherification reaction between the modifier and the phenolic hydroxyl group. In addition to directly replacing phenol, some researchers choose to modify phenol first. They introduce flexible long chain on the phenol ring and the modified phenol reacted with formaldehyde to prepare flexible phenolic resin. The flexible alkyl chain links the brittle phenolic molecular chains, which effectively improves the brittleness of the phenolic foam. The most representative modifier is vegetable oil, as shown in Fig. 6 [18]. The conjugated bond of the long carbon chain undergoes a cationic alkylation reaction with phenol under acid catalysis, and the probability of the residual double bond participating in the reaction due to steric hindrance is small. The reaction product further reacts with formaldehyde under alkali catalysis to prepare resoles phenolic resin. According to this method of introducing long carbon chains into the resin structure, researchers have also introduced long chains of unsaturated fatty acids [19] and long chains of polyether [20] into the resin structure. The electrophilic substitution reaction is used to prepare flexible phenol, which is then polycondensed with formaldehyde to synthesize modified phenolic resin. The cell structure of the modified phenolic foam is obviously more uniform and dense than the traditional phenolic foam, and the foam has better toughness.

Reaction process of tung oil-modified phenol
As a flexible group, ether bonds are often introduced into the molecular structure of phenolic resins to toughen phenolic foam. Polyurethane formed by polymerization of isocyanate compounds and polyether polyols contains very reactive—NCO groups. Some researchers introduced this group into the molecular structure of phenolic resin to improve the toughness of phenolic foam [21]. No matter what method is used to prepare polyurethane-modified phenolic foam, the reaction mechanism is the same. There are two main reactions: The hydroxyl group in the phenolic resin structure and the isocyanate group undergo a cross-linking or chain extension reaction, and the methylol group in the resole resin and the isocyanate group undergo a cross-linking reaction [22]. The introduction of flexible segments into the molecular structure of phenolic resin fundamentally changes the rigid structure of phenolic resin, thereby improving the toughness of foam products. At the same time, the characteristics of polyurethane are introduced into phenolic foam, such as high closed-cell ratio and low water absorption, which also speeds up the curing reaction and improves the strength of the product.
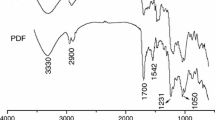
Some researchers choose small molecule ethylene glycol to toughen phenolic foam. According to the difference of infrared spectra of unmodified phenolic foam and ethylene glycol-modified phenolic foam (ethylene glycol content is 15% phenol), it is speculated that ethylene glycol may partially or completely generate glycerol derivatives under acid catalysis and participate in the main reaction to toughen phenolic foam. Lignin, urea, dicyandiamide, and tannin are also gradually introduced into the molecular structure of phenolic resin to toughen phenolic foam [23].
In addition to directly modifying the molecular structure of the phenolic resin to toughen the foamable matrix, adding a toughening agent or elastomer to the resin matrix to enhance the elasticity of the cell wall is also an effective method to toughen the phenolic foam. As a typical toughening material, elastomer can significantly improve the toughness of phenolic foam. The elastic body can deform when subjected to stress and absorb a large amount of load energy.
Elastomer toughened phenolic resin involves a blending process of toughened polymer and phenolic resin. In order to ensure the compatibility and uniformity of the mixture, the phenolic resin needs to be fully mechanically blended with the toughened polymer at a certain temperature to generate thermal and mechanochemical reaction [24]. Therefore, the phenolic resin is required to have no or little curing and cross-linking reaction during the blending process. The resin and toughening system must have a certain degree of miscibility in order to improve toughness and compressive properties. The miscibility between organic compounds can be predicted based on solubility parameters. Generally speaking, when the solubility parameters of two polymers differ by 0.5, they will not be miscible in any ratio. However, when preparing polymer blends with excellent properties, it is not desirable to have complete miscibility between the polymers but a certain degree of miscibility. In many cases, thermodynamic miscibility is the main driving force for uniform mixing between polymers. With the better miscibility of the two polymers, they are more likely diffuse each other to achieve a uniform mixing. The wider the transition zone, the more blurred the phase interface, the smaller the phase domain, and the greater the binding force between the two phases.
The commonly used toughening elastomer is rubber, which has good compatibility with phenolic resin. Mix the phenolic resin with an appropriate amount of liquid rubber to make the rubber phase uniformly dispersed in the phenolic resin by tiny particles. There are chemical bonds between the plastic phase and the rubber phase in the “sea-island” structure formed by the curing of rubber and resin. Rubber toughened phenolic foam is a physical blending modification, but the elastomer usually has active end groups (such as carboxyl, hydroxyl) and double bonds, they can undergo different degrees of grafting or block copolymerization with the methylol groups in the resole resin. Therefore, the toughening effect of rubber-toughened phenolic foam is better, and the heat resistance is also improved. Rubbers used to toughen phenolic foam, which commonly include nitrile rubber, styrene-butadiene rubber, natural rubber, and other rubbers containing reactive groups. The toughening effect is also related to the blending ratio. Too low rubber content cannot achieve the toughening effect, and high rubber content can affect the compatibility between the resin and the rubber. The amount of rubber added should generally be controlled between 5 and 20% [25].
Thermoplastic resins can also act as elastomers to toughen phenolic foams, such as epoxy resins and polyethylene glycols.
Polyethylene glycol (polyoxyethylene ether) main chain contains a large number of flexible ether bonds, and the chain ends are hydroxyl groups. The hydroxyl group of polyethylene glycol has affinity with the methylol group in the phenolic resin structure, which is beneficial to the compatibility of the two. Ge D et al. used polyethylene glycols of different molecular weights to toughen foams and found that polyethylene glycol-modified foams with molecular weights of 1000 and 800 have the best toughness [26]. When the molecular weight is 1000, the polyether flexible chain introduced into the foamable matrix is longer, which is beneficial to increase the tensile strength and elongation at break of cell walls. Since the added polyethylene glycol is quantitative, when the molecular weight is greater than 1000, the proportion of the hydroxyl groups at both ends of the molecular chain decreases and the probability of the hydroxyl group reacting with the methylol group of the phenolic resin structure is reduced. The introduction of polyethylene glycol can also be used to replicate the heat dissipation characteristics of water and reduce pinholes in the cell walls caused by water evaporation. When polyethylene glycol reacts with the terminal hydroxyl groups of a diisocyanate compound (such as toluene diisocyanate), the polyethylene glycol is changed to isocyanate-terminated polyoxyethylene ether. The terminal-NCO of its structure can react with the methylol of the molecular structure of the phenolic resin to chemically combine polyethylene glycol into the network structure of the phenolic resin, and the toughening effect will be better.
Usually, bisphenol-A epoxy resin is used to toughen phenolic foam, and the toughened foam also has excellent heat resistance. When epoxy resins are blended with phenolic resins, a ring cleavage etherification reaction between the epoxy groups and the phenolic hydroxyl groups or methylol groups in the molecular structure of the phenolic resins to form a highly cross-linked foamable matrix. The greater the cross-linking density, the higher the strength of the foamable matrix, the higher the load that the cell wall can bear, and the less possibility to break. Therefore, the toughness and strength of phenolic foam increase. In order to ensure that the epoxy group can react completely, it must be fully contacted with the phenolic resin matrix and mixed as evenly as possible.
5.2 Control the Rate of Cell Growth
In addition to the above methods of toughening phenolic foam, it is also necessary to control the expansion speed of cell and match the time required for the stress relaxation of the cell wall to obtain a phenolic foam with a higher closed-cell ratio. In order to stabilize the foam structure that has reached the expansion multiple, the appropriate curing timing and higher curing speed are also very important.
Shutovt FA found that phenolic foam usually has a bimodal cell structure [27, 28]. Observation of the foam material by scanning electron microscope shows that these foams contain macroporous cells with a cell diameter of 100–1000 μm and a wide distribution, as well as a large number of small cells with a cell diameter of less than 1 μm and a very narrow distribution. There are two peaks on the cell diameter distribution curve. The research results show that the strength of the bimodal cell structure foam can reach twice that of the unimodal cell structure foam of the same type and density. However, in the process of cell growth, the greater the difference in diameter between adjacent cells, the higher the possibility of cell merger. The expansion degree of the merged cells is likely to exceed the load-bearing capacity of the cell walls, causing the cells to rupture and collapse. The greater the difference in cell size, the greater the internal pressure difference of the cells, and the more unstable the cells. Reducing the surface tension of the cells can reduce the internal pressure difference, thereby slowing down the merging speed between the large and small cells. Attention should also be paid to the heating and cooling rate in the process of curing the phenolic foam. Fast heating and cooling rates may cause the cells to rupture due to the pressure difference between the inside and outside.
The rate of cell expansion is also related to the temperature during foaming. During the foaming process, a slower heating rate may cause the cell walls to gradually become thinner with the increase in the amount of pyrolysis gas generated. When the viscoelasticity of the cell wall matrix is not sufficient to suppress the expansion of the cells, the cells rupture to form a crack-like open-cell structure. Too fast a heating rate leads to rapid accumulation of pyrolysis gas, which may directly cause the foam to have an open-cell structure. Singh D et al. explored the synthesis process of phenolic resin and found that the control of the foaming temperature helped to form a uniform and microporous foam with excellent strength [29].
Some researchers have found that the cell structure of phenolic foam prepared by the microwave foaming method is more uniform [30]. Since the phenolic resin is a polar molecule, microwaves are applicable for its heating. The electromagnetic microwaves can increase the temperature of the resin uniformly and quickly, making it possible for a uniform foam structure to be obtained. The preparation process is shown in Fig. 7. Put the resin matrix mixed with the blowing agent and curing agent into the microwave device, and phenolic foam can be obtained after about 3–20 s. During the curing process, the escape of gas through the cell walls reduces the amount of gas that makes the cells grow. Therefore, if the cells do not solidify in time, the cells may tend to collapse or a large number of shrink, which may result in the prepared foam with macroporous cell structure instead of microporouscell structure. The microwave foaming process can cure the foam in time and reduce the appearance of macroporous cells.

Microwave foaming process
6 Testing and Characterization of Phenolic Foam Toughness
Brittle fracture is the fracture that occurs before yielding, and ductile fracture is the fracture that occurs after yielding. The elongation at brittle fracture is very low, while the elongation at ductile fracture is higher. Both brittle and ductile failure can be distinguished from the two aspects of failure energy and failure surface. Brittle fracture has lower failure energy, smoother fracture surface, and no plastic deformation. The ductile fracture has higher damage energy, rougher fracture surface, and plastic deformation of the material below the surface. The toughening of phenolic foam is to change the fracture mode of the foam from brittle fracture to ductile fracture, so that the foam has a higher elongation at break when it is stretched or impacted. The toughened foam is not easy to break when it is impacted, and it can also absorb more fracture energy once it is broken.
Therefore, mechanical performance testing (especially impact strength and bending strength) can be used as a measure of the toughness of phenolic foam. The higher the strength of the foam, the better the toughness, and vice versa. Through the mechanical performance test, the stress–strain curve of the material under various load conditions can be obtained. Compared with the strength data, the stress–strain curve can more accurately reflect the characteristics of the mechanical behavior of phenolic foam, and it is an important method to research the toughness of phenolic foam.
As shown in Fig. 8, the slope of the linear portion of the curve is Young's modulus, which corresponds to the elastic bending of the cell strut. When the stress exceeds the critical stress value of the material, the defect rapidly expands with long and branched cracks, and then obvious brittle fracture causes the stress to drop rapidly. The breaking point corresponds to the strain and strength of the stress fracture, respectively. When the foam has one or two brittle fractures, a large number of cracks appear, which makes the foam enter the plastic yield platform. The platform area corresponds to the yield of the cell strut or the bending of the cell wall, and the stress of the platform area is also called elastic collapse stress. The foam is quite brittle in the mechanical performance test, and macroscopic yielding rarely occurs before fracture.

Stress–strain curve of phenolic foam
In the bending strength test of phenolic foam, bending deflection (bending displacement) can also be used as a measure of foam toughness [31]. Bending deflection refers to the distance of the specimen that deviates from the original position of the top or bottom surface of the span center during the bending test. As shown in Fig. 9, the displacement in the normal plane of the axis at the stress point on the foam axis is used to measure the bending deflection of the foam toughness. The greater the bending deflection, the greater the deformation that the foam bears, which means that it can bear higher strength, the better the toughness of the foam, and vice versa.

Schematic diagram of bending deflection

Schematic diagram of phenolic foam fracture toughness testing
The fracture toughness of the foam can be measured at room temperature based on the ASTM (American Society of Testing Materials) standards [32]. The shape of the test sample is shown in Fig. 10. The tensile load was eccentrically applied to the single-edge-notch (SEN) sample. The length of the pre-crack a was 12 mm, which was generated by the tapping method using a razor blade [33]. The critical stress intensity factor (KIC) was calculated as follows:
where PQ is the critical fracture load, a is the length of the pre-crack, B is the thickness, W is the width of the sample, and f(a/W) is the geometric factor. The resulting fracture toughness (KIC) unit is Kpa·m1/2. The higher the KIC value, the better the toughness of the foam. This test result can be compared and analyzed with the tensile strength test result, and the conclusions obtained are more convincing.
The toughness of phenolic foam has a great relationship with the cell structure. The more uniform the cell distribution, the smaller the cell diameter, and the higher the closed-cell ratio, the better the foam's toughness [34]. Therefore, observing the microstructure of phenolic foam is also one of the effective methods to characterize foam toughness. The scanning electron microscope (SEM) objective lens magnification can be 10 times more than 300,000 times, which can be used to observe very small cell structures, such as structural defects that damage the sample foam, compare the cell microstructure of the toughened phenolic foam with that of the untoughened phenolic foam, and use the image analysis software to calculate the cell distribution and cell diameter range. The smaller and more uniform the cell diameter, the higher the stress load that the phenolic foam can bear. In addition, the cell walls and struts of the closed-cell phenolic foam can bear the load together to improve foam toughness.
The failure surface of the foam after the impact strength test can also be a lateral characterization of foam toughness. The cracks of the cell wall on the failure surface of the foam reflect whether the cell wall can quickly change the direction of crack extension to consume more load energy when the foam is impacted. If there are a large number of cracks and changes in the extension path, as well as the deformation of the cells and surrounding matrix resin, it may be that the foam consumes a lot of energy when subjected to impact, so the toughness of the foam is improved.
7 Conclusion
This chapter summarizes and analyzes the factors that affect the toughness of phenolic foam and discusses the influence of foam cell structure and cell wall strength on foam toughness. The energy consumed during the rebound process of the cell and the resistance of crack extension are the two main factors affecting the toughness of the phenolic foam. The toughness of phenolic foam can be increased by improving the uniformity of cell distribution and cell diameter and enhancing the deformation capability of the cells (which is the strength of the cell walls and the viscoelasticity of the resin matrix). Adding a nucleating agent during the foaming process, increasing the effective bearing area of the foam and controlling the shear rate help to improve the uniformity of cell distribution and cell diameter. Adding a nucleating agent during the foaming process, increasing the effective bearing area of the foam and controlling the shear flow field help to improve the uniformity of cell distribution and cell diameter. Improving the deformation ability of the foam cells can start from two aspects: improving the expansion resistance of the foamable matrix and controlling the expansion speed of cell (which needs to match the time required for the stress relaxation of the cell wall). As new techniques and methods emerge for toughening phenolic foams, we anticipate that researchers will develop phenolic foams with excellent toughness to be applied in a wider range of new fields.
References
Tondi G, Zhao W, Pizzi A et al (2009) Tannin-based rigid foams: A survey of chemical and physical properties. Bioresour Technol 100:5162–5169
IB, (1983) British firm develops phenolic foam process. Chem Eng News 61:10
Hu X, Cheng W, Wang DM (2014) Properties and applications of novel composite foam for blocking air leakage in coal mine. Russ J Appl Chem 87:1099–1108
Jin F, Zhao M, Park M et al (2019) Recent trends of foaming in polymer processing: A review. Polymers 11:953
Zhang Y, Wang Q, Li R et al (2020) A novel phenolic foam-derived magnetic carbon foam treated as adsorbent for rhodamine B: characterization and adsorption kinetics. Curr Comput-Aided Drug Des 10:159
Kuncir EJ, Wirta RW, Golbranson FL (1990) Load-bearing characteristics of polyethylene foam: an examination of structural and compression properties. J Rehabil Res Dev 27:229
Song SA, Chung YS, Kim SS (2014) The mechanical and thermal characteristics of phenolic foams reinforced with carbon nanoparticles. Compos Sci Technol 103:85–93
Liu J, Li X, Zhou C (2018) Mechanical and thermal properties of modified red mud-reinforced phenolic foams. Polym Int 67:528–534
Cheng H, Hong C, Zhang X et al (2016) Super flame-retardant lightweight rime-like carbon-phenolic nanofoam. Sci Rep 6:33480
Desai A, Nutt SR, Alonso MV (2008) Modeling of fiber-reinforced phenolic foam. J Cell Plast 44:391–413
Zhou J, Yao Z, Chen Y et al (2013) Thermomechanical analyses of phenolic foam reinforced with glass fiber mat. Mater Des 51:131–135
Ma Y, Wang C, Chu F (2017) Effects of fiber surface treatments on the properties of wood fiber–phenolic foam composites. BioResources 12:4722–4736
Liu J, Wang L, Zhang W et al (2019) Phenolic resin foam composites reinforced by acetylated poplar fiber with high mechanical properties, low pulverization ratio, and good thermal insulation and flame retardant performance. Materials 13:148
Ziarati HB, Fasihi M, Omranpour H (2020) The effect of resin formulation on the cellular morphology and mechanical properties of phenolic foams. J Appl Polym Sci 137:48331
Denslow KR, Rickle GK (1989) Surfactant effects in phenolic foam resins. J Cell Plast 25:31–42
Rickle GK, Denslow KR (1988) The effect of water on phenolic foam cell structure. J Cell Plast 24:70–78
Bo C, Yang X, Hu L et al (2019) Enhancement of flame-retardant and mechanical performance of phenolic foam with the incorporation of cardanol-based siloxane. Polym Compos 40:2539–2547
Chen M, Yuan X, Wang J et al (2008) Experimentation on linseed oil modified phenolic resin as friction material. Chin J MechEng 44:190–194
Strocchi A, Lercker G (1979) Cardanol in germ and seed oils extracted from cashew nuts obtained by the oltremare process. J Am Oil Chem Soc 56:616–619
Ge T, Tang K, Tang X (2019) Preparation and properties of acetoacetic ester-terminated polyether pre-synthesis modified phenolic foam. Materials 12:334
Yang H, Wang X, Yu B et al (2013) A novel polyurethane prepolymer as toughening agent: Preparation, characterization, and its influence on mechanical and flame retardant properties of phenolic foam. J Appl Polym Sci 128:2720–2728
Xu W, Chen R, Xu J et al (2019) Preparation and mechanism of polyurethane prepolymer and boric acid co‐modified phenolic foam composite: Mechanical properties, thermal stability, and flame retardant properties. Polym Adv Technol 30:1738–1750
Londoño ZC, Du J, Chang H et al (2018) Lignin Modifications and perspectives towards applications of phenolic foams: A Review. Bioresources 13:9158–9179
Xu P, Yu Y, Chang M et al (2019) Preparation and characterization of bio-oil phenolic foam reinforced with montmorillonite. Polymers 11:1471
Megiatto JD, Ramires EC, Frollini E (2010) Phenolic matrices and sisal fibers modified with hydroxy terminated polybutadiene rubber: Impact strength, water absorption, and morphological aspects of thermosets and composites. Ind Crops Prod 31:178–184
Ge D, Wang S, Hu F (2003) Study of phenolic resin and foam modified by PEG and active polyethers. Fiber ReinfPlast/Compos 6:22–27
Fyodor FA (1986) Morphology of integral (structural) polymer foams. MakromolekulareChemie. MacromolSymp 2:113–123
Shutov FA (1983) Foamed polymers cellular structure and properties. Industrial Developments. Springer, Berlin, pp 155–218
Singh D, Ohri S (2010) Effect of reactant ratio and temperature on the characteristics of phenol-formaldehyde foams. J Appl Polym Sci 27:1191–1196
Kim BG, Lee DG (2008) Development of microwave foaming method for phenolic insulation foams. J Mater Process Technol 201:716–719
Kumar SA, Ahmed KS (2014) Flexural behavior of stiffened syntactic foam core sandwich composites. J Sandw Struct Mater 16:195–209
ASTM (2015) Standard test method for translaminar fracture toughness of laminated and pultruded polymer matrix composite materials. ASTM Int E1922–04
Choe J, Kim M, Kim J et al (2016) A microwave foaming method for fabricating glass fiber reinforced phenolic foam. Compos Struct 152:239–246
Dang A, Zhao Z, Tang C et al (2019) Effect of phenolic resin on micropores development in carbon foam with high performance. Materials 12:1213
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Ge, T., Tang, K., Zhang, A. (2022). Toughened Phenolic Foams. In: P.K, S., M.S., S., Thomas, S. (eds) Phenolic Based Foams. Gels Horizons: From Science to Smart Materials. Springer, Singapore. https://doi.org/10.1007/978-981-16-5237-0_5
Download citation
DOI: https://doi.org/10.1007/978-981-16-5237-0_5
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-5236-3
Online ISBN: 978-981-16-5237-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)