
Abstract
Manufacturing new products with waste material has exposed a tremendous contribute to sustainable waste management globally. Recently, natural fibres have gained attention among researchers, engineers and scientists as an alternative reinforcement for synthetic fibre-reinforced polymer composites due to low cost, fairly good mechanical properties, high specific strength, bio-degradability and eco-friendly characteristics. This project was carried out to investigate the tensile properties of waste based Natural Fibre Composite (NFCs) with the use of Rice Husk (RH) as the reinforcement material and the low-density polythene (LDPE) as the matrix. five types of waste based NFCs were developed by varying the weight fraction of fibre to LDPE weight, and weight fractions considered in this study are 10, 20, 30, 40 and 50%. Simple techniques were used to manufacture NFCs, such as shredder machine and hot press machine which do not need high expertise. Uniaxial tensile test was carried out according to the ASTM D3039, using universal tensile testing machine with displacement control loading method. Load, displacement and time histories were obtained and further analyses were undertaken by obtaining Young’s modulus, yield stress, yield strain, ultimate tensile stress, failure strain, resilience modulus and toughness modulus for each variation. All types of NFCs with varying RH content show behaviour of materials having typical nonlinear elastic–plastic region. Research findings indicated that addition of 20–40% RH content provide better overall performance under universal tensile behaviour, by mainly considering the behaviour under elastic region and ultimate tensile strength.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Natural fibre composites
- Rise husk
- Low-density polythene
- Tensile characteristics
- Sustainability
- Waste management
1 Introduction
In last few decades, composite materials, especially those reinforced with different synthetic and natural fibre have been used as materials to accomplish the required demands for several application in many fields including civil and mechanical engineering [3]. Generally during the manufacturing process of synthetic fibres and their composites, huge amount of toxic gas mainly CO2 is released to the environment, which cause global warming [6]. Therefore, tremendous attention was paid to seek alternatives for these synthetic fibres and, particularly replace these synthetic fibres with natural fibres. Vast varieties of natural fibres have been explored to use as reinforcement in composites. The production of natural fibres has been progressively increasing, since, they are easy to handle and present numerous benefits in terms of eco-friendliness [3].
Disposal of plastic waste in to the environment is considered to be a severe problem due to its non-biodegradability and presence in large quantities. Hence, finding alternative ways of disposing plastic waste by reusing in eco-friendly means are becoming a major research area in the present as well. In order to that reuse plastic as a binder for Natural Fibre Composites (NFCs) is a sustainable engineering approach to reduce the impact on the environment [4]. Polymeric materials are widely used as a matrices for NFCs as they are light weight and can be processed at low temperature. Both thermoplastic and thermoset polymers have been used for matrices with natural fibres. Most of natural fibres are thermally unstable above 200 °C, and hence proper thermal control is essential during the manufacturing [7]. Because of this restriction, only thermoplastics that soften below this temperature such as Polypropylene, Polyethylene, Polyvinyl Chloride, Polyolefin, Polystyrene and thermosets (which can be cured below this temperature) are useable as a matrix [7].
Advantages of NFCs are low processing cost, low density, high modulus, corrosion resistance, high creep resistance, high toughness and higher strength to weight ratio, as well as contain renewable and enhanced biodegradable properties [1, 2, 5]. However, compared to synthetic fibre composites, NFCs show some adverse characteristics such as low durability, high moisture absorption, low strength, greater variability of properties etc. [3]. Sri Lanka is an agricultural based country where high quantity of agricultural waste is produced annually, and not been used effectively which are dumped or burned. Compared to the natural fibre waste at different industries, Rice Husk (RH) is one of the agro-industrial waste product which is most accumulated in Sri Lanka and most of Asian countries. About 700 million tonnes of rice produced annually and the RH contain 20% of total paddy weight [1]. Mostly RH waste ends up in landfill or burnt without any uses in the south Asian region [1].
The purpose of this research is to investigate feasibility of NFCs which are manufactured using RH and thermoplastic waste through simple techniques. Therefore comprehensive understanding on the NFCs is essential in terms of their physical, mechanical, durable and chemical characteristics in detail. This paper discusses the findings of the universal tensile test which was carried out with different NFCs with varying RH content.
2 Materials and Methods
2.1 Materials
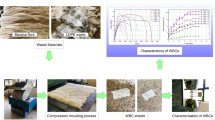
The materials used in the study are RH and Low Density Poly Ethylene (LDPE). RH was obtained from Iranamadu, Kilinochchi which was nearly 2 months old from the harvesting (Fig. 1a). LDPE was obtained from MAS kreeda, Vaanavil, which was used for packing purposes (Fig. 1b).

Material used for manufacturing of NFCs a RH; b LDPE
2.2 Preparation of NFC Sheets
The NFC sheets were manufactured by compression moulding. The hot press machine and cold press machine were used to prepare the NFC sheets. RH and LDPE serve as the reinforcement and matrix respectively, and additional adhesive was not used. The fibre or reinforcement content is the main factor that decides the mechanical properties of any fibre composites [7]. Five types of waste based NFCs were developed by varying the weight fraction of fibre to LDPE weight, and weight fractions considered in this study are 10, 20, 30, 40 and 50%. Simple techniques were used to manufacture NFCs. Initially, a layer of LDPE was laid and then RH was hand laid in a random fashion which forms another layer on top of LDPE layer. This layering process was repeated several times depending on the fraction of reinforcement required for different reinforcement weight fractions considered. Then the layers were pressed using hot press and the sheets were shredded in to small pieces. Subsequently shredded particles put in to a mould and pressed again using hot press machine under 135 °C, 100 psi (689 kPa) temperature and pressure respectively, and 2 mm thick NFC sheets were produced. Subsequently, the mould was kept 5 min in the hot press moulding machine. Then, the mould was removed from the hot press moulding machine and it was put in to the cold press machine for another 10 min. The mould was removed after 10 min and the NFC sheets were cut and separated from the mould (Fig. 2).

Machine used for manufacturing a hot press machine; b cool press machine, c 2 mm thick NFCs specimen
2.3 Universal Tensile Test
According to ASTM D3039, rectangular shaped specimens were used which cut from the pre-cast NFC sheets. The width for a random-discontinuous composite was 25 mm and the overall length was 150 mm according to ASTM D3039. Twenty (20) specimens were cut in the same direction from each reinforcement weight fraction provided. Universal tensile testing machine was used with displacement control method, and the standard head displacement rate of 2 mm/min was used. Strain gauges were used to obtain the displacement which avoid the inaccuracy due to the slipping of specimens through grips. All the test specimens were tested at ambient condition. Load vs displacement histories were obtained and the average of three measurements were used for each dimension of the test specimens for further analysis.
3 Results and Discussion
The load versus displacement histories were converted in to stress vs strain (engineering) curves and the average stress vs strain relationships for RH content are displayed in Fig. 3, which were obtained by considering all test specimens for each type. All types of NFCs with varying RH content show behaviour of materials having typical nonlinear elastic–plastic region. Young’s Modulus, Yield stress, Yield strain, Resilience Modulus and Toughness modulus were obtained using the individual stress vs strain graph which were plotted for each specimen. Young’s modulus, yield stress and yield strain was obtained from the strain offset method with 0.005 strain offset. The variation Young’s module of the NFCs with the increasing content of RH is shown in Fig. 4. Results shows that Young’s module was increased with the RH content, where the highest was obtained with 50% of RH content. Addition of RH acts as a reinforcement material which results stiffness to the NFCs. The variation of yield strength with varying RH content is displayed in Fig. 5. Nearly gradual increment of the yield strength was exhibited up to 40% of RH content showing maximum at 40%, and sudden reduction of the yield strength was shown from 40 to 50% content of RH. Even though the addition of RH as fibre increases the initial stiffness, LDPE content is insufficient as the matrix to bond RH fibre effectively when RH content is 50%, which reduces the yield strength. The addition of 40% of RH as the reinforcement material enhances the yield stress by 33% compared to the fully LDPE specimen.

Average stress versus strain histories for varying RH content

Variation of Young’s modules with RH content

Variation of yield strength with RH content
Figure 6 displays the variation of yield strain with RH content, and it shows highest yield strain at 30% of RH content. Yield strain depends on the initial stiffness and elongation capability. Addition of RH fibre increases the initial stiffness while reducing elongation capability, where the highest was observed at 30%.

Variation of yield strain with RH content

Variation of ultimate tensile strength with RH content
Yield point is a salient point in the stress–strain response of materials, since it replicate the reversible capability of the material when unloading. Therefore special attention is essential to be paid until the yield point. The ultimate tensile strength variation of the NFCs with the increasing content of fibre is shown in Fig. 7. Results shows that ultimate tensile strength was slightly fluctuating with the fibre content up to 40%, and sudden reduction was observed at 50%, which is same as the response in yield stress.
Cumulative strain energy was calculated by integrating the area under the stress versus strain curve and resilience and toughness modules were obtained. Resilience modules and toughness modules represent the cumulative strain energy up to elastic limit, and fracture point respectively. The variation of resilience modulus along with the increasing content of RH is plotted in Fig. 8. It shows that resilience modulus was increased with the fibre content up to 30%. Because combine effects of enhancement of the yield strength and reduction of the yield strain with the increasing content of RH has resulted its maximum at 30%. This highlights the capability of energy absorption capacity during the elastic deformation which is optimum at 30% of RH content.

Variation of resilience modules with RH content
The variation of the Toughness modulus of the NFCs with the varying content of RH is shown in Fig. 9, which shows that toughness modulus was reduced when the RH content is increased. Reduction of the toughness modules was caused by the reduction of the strain capacity due to the addition of RH. This signify the total strain energy that can be absorbed up to its ultimate failure.

Variation of toughness modules with RH content
4 Conclusion
Evidence of the present study demonstrates the feasibility of manufacturing NFCs with RH and LDPE waste. Findings show that RH can be used as a reinforcing material and the varying content (weight fraction) of RH influence the tensile properties of developed NFCs. The stress–strain relationship shows that all types follow the typical behaviour of an elastic–plastic material. Enhancement in Young's modulus, yield strength, and ultimate tensile strength are noted up to 40%, which show gradual reduction in the Yield strain, and toughness modules. Resilience modules was optimum at 30% of RH content which implies the highest energy absorption capacity under elastic behaviour. This behaviour was mainly due to increment in interfacial bond and adhesion between matrix and reinforcement phases. By considering the overall findings, it can be concluded that the 20–40% RH content provide better overall performance under universal tensile behaviour.
References
António J, Tadeu A, Marques B, Almeida JAS, Pinto V (2018) Application of rice husk in the development of new composite boards. Constr Build Mater 176:432–439. https://doi.org/10.1016/j.conbuildmat.2018.05.028
Dan-Mallam Y, Hong TW, Abdul Majid MS (2015) Mechanical characterization and water absorption behaviour of interwoven kenaf/PET fibre reinforced epoxy hybrid composite. Int J Polym Sci 2015. https://doi.org/10.1155/2015/371958
Dittenber DB, Gangarao HVS (2012) Critical review of recent publications on use of natural composites in infrastructure. Compos Part A Appl Sci Manuf 43:1419–1429. https://doi.org/10.1016/j.compositesa.2011.11.019
Jayaraman K, Bhattacharyya D (2004) Mechanical performance of woodfibre-waste plastic composite materials. Resour Conserv Recycl 41:307–319. https://doi.org/10.1016/j.resconrec.2003.12.001
Kumar PSS, Allamraju KV (2019) A review of natural fiber composites [Jute, Sisal, Kenaf]. Mater Today Proc 18:2556–2562. https://doi.org/10.1016/j.matpr.2019.07.113
Maciel NDOR, Ferreira JB, Vieira JDS, Ribeiro CGD, Lopes FPD, Margem FM, Monteiro SN, Vieira CMF, Silva LCD (2018) Comparative tensile strength analysis between epoxy composites reinforced with curaua fiber and glass fiber. J Mater Res Technol 7:561–565. https://doi.org/10.1016/j.jmrt.2018.03.009
Pickering KL, Efendy MGA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Compos Part A Appl Sci Manuf 83:98–112. https://doi.org/10.1016/j.compositesa.2015.08.038
Acknowledgements
The authors would like to extend their gratitude to University of Jaffna for providing the necessary funding for this research through URG/2018/SEIT/09, and to the Department of Civil Engineering for the generous supply of materials and laboratory facilities.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Abesinghe, P.M.I.B., Narayana, S.N.B.M.W.Y.S., Somarathna, H.M.C.C. (2022). Tensile Characteristics of Waste Based Natural Fibre Composites from Rice Husk and Low Density Polythene Waste. In: Dissanayake, R., Mendis, P., Weerasekera, K., De Silva, S., Fernando, S. (eds) ICSBE 2020. Lecture Notes in Civil Engineering, vol 174. Springer, Singapore. https://doi.org/10.1007/978-981-16-4412-2_30
Download citation
DOI: https://doi.org/10.1007/978-981-16-4412-2_30
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-4411-5
Online ISBN: 978-981-16-4412-2
eBook Packages: EngineeringEngineering (R0)