
Abstract
Biohydrogen is considered a fuel for the future due to its unique attributes in clean energy generation, waste management, and high energy content. Recently, its economic production has gained considerable attention from numerous scientists and industrialists. This chapter addresses microbiological, biochemical, molecular biological, and other perspectives related to biological hydrogen production (BHP). Process parameters such as pH, substrate type, temperature, agitation speed, hydraulic retention time, and hydrogen partial pressure greatly influence the dark fermentation process. Therefore, several optimization approaches, including statistical and artificial intelligence, have been demonstrated. Additionally, different kinetic models associated with substrate degradation, cell mass growth, and product formation in dark fermentation have been discussed in detail. This chapter also discusses different types of reactors and their suitability for biological hydrogen production. The viability of any process relies on its ability to be applied to the industrial level. Therefore, the scale-up of the biohydrogen production process has been exemplified. In summary, this chapter presents a holistic overview of the biohydrogen production process and highlights recent scientific findings and achievements.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
5.1 Introduction
In history, the evolution of lives on the Earth has taken place according to the laws of nature. Nevertheless, most of the subsequent changes have been caused by humans and their activities. The present generation needs to be more vigilant in its behavior for sustaining the world’s future. Among all the major issues, climate change, fossil fuel depletion, pollution, and biodiversity loss are the major challenges in the twenty-first century. All these challenges are interlinked with the rapid increase in the human population. The scenario of energy demand and production plays a vital role in the development and civilization of humankind. Nowadays, most of the energy is derived from fossil-based fuels such as crude oil, petroleum, and natural gas, which are becoming depleted rapidly (Tapia-Venegas et al. 2015). Additionally, fossil fuels, on combustion, are mainly responsible for the excessive emission of greenhouse gases. These gaseous emissions have severely affected the atmosphere and are significantly attributed to the impacts of climate change. According to the report of the Intergovernmental Panel on Climate Change (IPCC 2019), CO2 emission needs to be diminished from its current level by about 45% by the year 2030 to keep global warming to 1.5 °C. Therefore, researchers are focusing on carbon-neutral renewable fuels. Hydrogen, a carbon-free fuel, can be considered a promising energy source mainly due to its high energy density (142 kJ/g) (Zheng et al. 2014), sustainability (Kumar et al. 2017), and nonpolluting nature (Das 2009). Presently, about 95% of the commercially available hydrogen(H2) is produced from conventional technologies using non-renewable resources such as natural gas, coal, heavy oil, and naphtha (Balachandar et al. 2019; Das and Veziroglu 2008). The conventional processes for H2 production are methane-steam reforming, coal gasification, pyrolysis, thermal cracking, and water splitting (Das et al. 2008). These processes are either thermochemical or electrochemical, which are energy-consuming and not environmentally sustainable. In contrast, biological processes of H2 production are mainly performed at ambient conditions; thus, they are less energy-intensive and eco-friendly (Das and Veziroǧlu 2001). Additionally, these processes can utilize waste feedstock for hydrogen production, which facilitates resource recovery from waste materials (Das 2009).
The main goal of the biohydrogen production processes is to make the process commercially feasible. This chapter focuses on the current and future directions of biohydrogen production processes. The chapter also discusses the potential strategies for the enhancement of biohydrogen production.
5.2 Biological Processes and Their Potentiality in Hydrogen Production
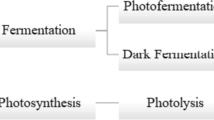
Hydrogen production is essentially sustainable and environment-friendly via biological routes. A diverse range of feedstock such as domestic waste, industrial effluents, agricultural residue, municipal solid waste, and even water can be utilized for hydrogen production. The common biohydrogen production processes are direct biophotolysis, indirect biophotolysis, photo-fermentation, dark fermentation (DF), and microbial electrolysis (Fig. 5.1). The processes can be broadly classified as light-dependent and light-independent. Biophotolysis (direct and indirect) and photo-fermentation are light-dependent, whereas dark fermentation and electro-hydrogenesis do not require a light source. Photolysis is driven by green algae or blue-green algae (cyanobacteria) while photo-fermentation is performed by sulfur and nonsulfur bacteria. Similarly, acidogenic bacteria and exoelectrogenic bacteria play important roles in dark fermentation and microbial electrolysis, respectively.

Classification of biological hydrogen production processes
5.2.1 Direct Biophotolysis
This method adopts the same pathways as used in plants and algal photosynthesis but modifies them to produce hydrogen gas rather than carbon-based biomass. The photosynthesis process takes place using chlorophyll, which has magnesium in its center. The degradation of water molecules to H2 and O2 occurs during photosynthesis in the presence of sunlight (photons). Hydrogen ions are generated by solar photons in the reducing site of photosystem I (PSI) under anaerobic conditions or when excessive energy is captured. It is further transformed into H2 gas in a medium with electrons provided by the reduced enzyme of the algal cell (Fig. 5.2). Simultaneously, molecular oxygen is produced at the oxidizing side of photosystem II (PSII). Overall, the reaction can be illustrated as follows:

Mechanism of direct biophotolysis
The activity of hydrogenase has been found in several green algae such as Chlamydomonas reinhardtii, Scenedesmus obliquus, Chlorella fusca, Platymonas subcordiformis, and Chlorococcum littorale (Das and Veziroglu 2008). In contrast, microalgae such as Chlorella vulgaris and Dunaliella salina do not have Fe-Fe hydrogenase in them (Das and Veziroglu 2008).
Direct photolysis is promising in principle for hydrogen generation. However, the process suffers from several drawbacks. Firstly, the hydrogenase enzyme is highly sensitive to O2 which has a strong inhibition effect on hydrogen production during direct photolysis (Das and Veziroǧlu 2001). Secondly, a lower hydrogen yield is obtained due to light limitations. Nevertheless, the challenges need to be tackled to make the process more feasible.
5.2.2 Indirect Biophotolysis
Indirect photolysis also occurs under sunlight like direct photolysis. In this process, hydrogen production is temporally isolated from O2-evolving photosynthesis by sulfur depletion or repletion. It is a two-stage process. In stage 1, CO2 is fixed by cyanobacteria for carbohydrates’ biosynthesis (Eq. 5.2). This is followed by (in stage 2) the stored carbohydrates that are fermented to produce hydrogen with the help of H2-producing enzymes (Eq. 5.3). In this process, unlike direct photolysis, the presence of nitrogenase enzymes can fix the atmospheric N2 during hydrogen production (Fig. 5.3). It could be possible to separate these two stages by cultivating the microalgae in separate aerobic and anaerobic phases. In this process, hydrogen can be produced by hydrogenase or nitrogenase enzymes. Like hydrogenase, nitrogenase is also inhibited by oxygen evolution.

Mechanism of indirect biophotolysis
This process is mainly driven by a diverse group of cyanobacteria species, which may be either N2 fixing or non-N2 fixing. The N2 fixing cyanobacteria are Calothrix sp., non-marine Anabaena sp., and Oscillatoria sp., whereas the non-N2 fixing cyanobacteria are Gloebacter sp., Synechococcus sp., and marine Anabaena sp. (Das and Veziroglu 2008). Similar to direct photolysis, it has several practical limitations, which challenge the scale-up and commercialization of the process.
5.2.3 Photofermentation
Photofermentation is a series of biochemical reactions in which organic substances like short-chain volatile fatty acids, such as acetic acid, are converted to hydrogen, manifested by a diverse group of photosynthetic bacteria under anaerobic conditions. Numerous strains of photosynthetic bacteria, including green sulfur bacteria, purple sulfur/non-sulfur bacteria, can produce hydrogen through photofermentation (Ding et al. 2016). Nevertheless, researchers mainly focus on purple nonsulfur (PNS) bacteria due to a wide variety of feedstock consumption. PNS bacteria such as Rhodobacter capsulatus, Rhodobacter sphaeroides, Rhodospirillum rubrum, Rhodopseudomonas palustris are responsible for hydrogen generation. Unlike photosynthesis, photosystem I (PSI) is absent in photofermentative PNS bacteria. Therefore, it could not produce oxygen during hydrogen production. Generation of hydrogen in PNS bacteria is mainly mediated by nitrogenase under nitrogen limiting conditions (Eq. 5.4), whereas uptake hydrogenase consumes hydrogen. The photofermentative hydrogen production by nitrogenase could be illustrated in Eq. 5.4 shown below (Fig. 5.4):

Mechanism of photofermentation
The stoichiometric equation for acetic acid as an organic acid can be written as follows:
In this process, a massive amount of ATP (4 mol) is required for 1 mol of hydrogen production. As a result, strict control of the reaction environment is necessary (Koku et al. 2002). Therefore, despite high hydrogen yield, the process has several bottlenecks, such as high energy consumption, low photosynthetic conversion, and low volumetric production rate (Veeravalli et al. 2019).
5.2.4 Microbial Electrolysis Cell
Microbial electrolysis cell (MEC), a modification microbial fuel cell (MFC), is a bioelectrochemical system that can convert organic matter to molecular hydrogen with the help of exoelectrogenic bacteria by applying an external electric current (Logan and Regan 2006). The system comprises three main parts: anode, cathode, and proton exchange membrane (PEM). PEM permits only protons to flow through it by restricting electrons. In the anode, the organic substance is oxidized and produces electrons and protons by exoelectrogens. Oxidation of organic matter in the anode is not thermodynamically spontaneous (ΔG0 > 0). Therefore, the external voltage supply is recommended to force the reaction. The minimum theoretical voltage of 0.11 V is required to make a spontaneous reaction (Das and Veziroglu 2008). The protons move from anode to cathode through PEM, whereas electrons are transferred through an external circuit (Fig. 5.5). Hydrogen gas is generated through the reduction of hydrogen ions by electrons. The most common exoelectrogens are Shewanella sp., Burkholderia sp., Geobacter sp., Pseudomonas sp., Rhodoferax ferrireducens, Escherichia coli, and Citrobacter sp. (Feng et al. 2014). Carbon paper, carbon cloth, and graphite can be used as an anode, whereas graphite, titanium, and platinum can be employed as a cathode (Kadier et al. 2016; Kundu et al. 2013). The high cost of conventional cathode materials drives the research into biocathode as a substitute (Kundu et al. 2013).

Schematic of the microbial electrolysis cell
The overall reaction can be represented as following Eq. 5.6:
Anode chamber:
Cathode chamber:
Overall,
Although this process is suitable for wastewater treatment along with bioenergy generation, it suffers from several drawbacks, such as scale-up problems, low hydrogen production rate, high cost of the membrane, and external energy source.
5.2.5 Dark Fermentation
Dark fermentation is an anaerobic conversion of organic substances, mainly carbohydrates, to H2 gas exhibited by various acidogenic bacteria (Das et al. 2008). Under anaerobic condition, microorganism generates energy for cells in the form of ATP by blocking the Tricarboxylic Acid (TCA) cycle. Consequently, the produced extra electron is used for the production of metabolic end products such as volatile fatty acids and ethanol. The process has several advantages over other biohydrogen production processes due to its high production rate and yield (Table 5.1). Additionally, it has no light limitations like photolysis and photofermentation, as dark fermentation is a light-independent process.
Two distinct biochemical pathways can accomplish the generation of molecular hydrogen with the help of specific enzymes. The first one is the decomposition of formate by pyruvate formate- lyase (PFL) present in facultative anaerobes, whereas the second one is re-oxidation of reduced ferredoxin (Fdred) by hydrogenase present in obligate anaerobes (Fig. 5.6). Initially, glucose is converted to pyruvate through the Embden-Meyerhof pathway. In facultative anaerobes, the pyruvate is oxidized to formate and acetyl-CoA by the activity of pyruvate formate lyase (PFL) as shown in Eq. 5.9.

Biochemical pathway of dark fermentation
Formate is further cleaved to hydrogen and carbon dioxide by formate hydrogenlyase (FHL) (Eq. 5.10).
The second type of biochemical reaction is observed in obligate anaerobes, where pyruvate is converted to acetyl-CoA by pyruvate-ferredoxin oxidoreductase (PFOR). Ferredoxin (Fd) is reduced during the oxidation of pyruvate to acetyl-CoA. When the organic acid is accumulated, reduced Fd (Fdred) is oxidized by Fe-Fe hydrogenase and subsequently, molecular hydrogen is formed (Fig. 5.6) (Das and Veziroglu 2008). The overall reaction can be represented as follows:
The stoichiometry of the process shows that 4 mols of hydrogen are generated from 1 mol of glucose when pyruvate is oxidized to acetate as the only metabolic product, whereas it produces 2 mol of hydrogen when pyruvate is converted to butyrate (Eqs. 5.13 and 5.14). A few microorganisms follow mixed acid pathways. Hydrogen yield depends on the acetate-to-butyrate ratio. Nevertheless, if the end metabolites are ethanol, lactic acid, and propionic acid, no hydrogen formation occurs.
5.2.5.1 Microbiology of Dark Fermentation
A diverse group of anaerobic bacteria can produce hydrogen via dark fermentation. These microorganisms adapt heterotrophic growth on organic substances and generate energy in the form of ATP through partial oxidation of organic substances using electron acceptors and electron donors instead of oxygen. The microorganism involved in dark fermentation can be broadly categorized based on temperature dependency and their sensitivity to oxygen. Based on the oxygen tolerance, dark fermentative bacteria are obligate and facultative anaerobes. The obligate anaerobes require a strict anaerobic condition (oxygen concentration 0.02–0.04% (0.24–0.48 mM)). On the other hand, facultative anaerobes can sustain both aerobic and anaerobic conditions. Moreover, hydrogen-producing bacteria can be further categorized, based on temperature requirement, as mesophiles and thermophiles. Mesophiles require an ambient environment for growth and hydrogen production. In contrast, thermophiles adapt to high temperatures (>45 °C) for their growth. Naturally, a mixed microbial community serves a beneficial role in the generation of hydrogen from various complex wastes (Mishra et al. 2015). The selection of microorganisms depends on the substrate used.
5.2.5.1.1 Facultative Anaerobic bacteria
In an aerobic environment, facultative anaerobes can generate energy in the form of ATP in aerobic respiration, while in anaerobic conditions, ATP is produced by these anaerobes through anaerobic fermentation. The most common facultative anaerobes are Enterobacter sp. that can produce hydrogen under an anaerobic environment. The species could possess either formate hydrogen lyase (FHL) or Fe-Fe hydrogenase, which is mainly accountable for a high rate of H2 formation. The most commonly used bacteria are Enterobacter cloacae IIT-BT 08 and Enterobacter aerogenes E.82005 (Kumar and Das 2000; Tanisho et al. 1987). Usually, facultative microorganisms are preferred primarily because of their ease of control and sustainability in the lower partial pressure of hydrogen (Nakashimada et al. 2002).
5.2.5.1.2 Obligate Anaerobic bacteria
Recently, obligate anaerobes have gained considerable attention from researchers because they can consume a variety of carbohydrates, including waste materials. Furthermore, they can also produce a high rate of H2 in comparison to facultative bacteria. The most commonly used obligate anaerobe is Clostridium sp. H2 production usually takes place in the exponential growth phase of the microorganism. In the starvation phase, the metabolic pathway could alter from acidogenesis to solventogenesis (Han and Shin 2004). Clostridium paraputrificum, C. tyrobutyricum, C. thermocellum, C. thermolacticum, C. acetobutylicum, and C. saccharoperbutylacetonicum are promising examples of obligate anaerobic bacteria, which can form spores under harsh conditions. A diverse group of Clostridium species can generate H2 in the range of 1.46–2.8 mol mol−1 glucose (Lin et al. 2007; Oh et al. 2009). Some of the obligate anaerobes are thermophiles, which are mainly available in the hot areas around the Earth, such as thermal baths and deep-sea vents. The composition of the growth medium for thermophile bacteria depends on the source of the bacteria isolated. Anaerobes isolated from the hot-springs area need high sulfur concentration, whereas anaerobes collected from deep-sea vents require high sodium chloride concentration in the medium (Schröder et al. 1994; Van Niel et al. 2002). Reducing agents such as L-cysteine hydrochloride could be added to remove trace amounts of O2 from the hydrogen-producing medium (Singh et al. 2019; Roy et al. 2014). Hydrogen production using thermophiles is much more thermodynamically favorable than using mesophiles (Roy et al. 2014). Some typical examples of the thermophiles genus are Thermoanaerobacter, Caldicellulosiuptor, Thermoanaerobacterium, and Thermotoga (Roy et al. 2014; Slobodkin et al. 1999; Van Ooteghem et al. 2002).
5.2.5.1.3 Mixed Culture
Recently, the application of mixed consortium and co-culture has gained considerable attention for hydrogen production from complex substrates, such as industrial effluent, domestic waste, and agricultural residue (Mishra et al. 2015, 2017; Singh et al. 2013). Mixed consortia consist of a variety of bacteria that secrete various types of hydrolytic enzymes. Mixed consortia can therefore efficiently use various complex substrates present in wastewater (Mishra et al. 2015). Furthermore, dark fermentative hydrogen can be generated in a non-sterile and less regulated condition using mixed consortia, which could facilitate the scale and commercialization (Tomczak et al. 2018). Hydrogen-producing mixed inoculum can be isolated from anaerobic digester of various organic materials, such as cow dung, sewage sludge, industrial effluent (Mishra et al. 2015; Kumari and Das 2017; Tang et al. 2008). Apart from the H2 producing bacteria, some H2 consuming bacteria, such as homoacetogen and methanogen, are also present in the culture. Therefore, an effective pretreatment is required to inhibit the H2 consuming bacterial activity, as well as enrich anaerobic spore-forming bacteria. Usually, pretreatment methods include heat (O-Thong et al. 2009), acid and base stock and base shock (O-Thong et al. 2009; Yang and Wang 2018), and electric field (Jeong et al. 2013). However, heat shock microbial culture has the best performance in a higher yield of H2 production. Therefore, this technique is mostly used for the treatment of mixed cultures (Kumari and Das 2017). Moreover, heat shock treatment is simple and effective. It requires around 100 °C for 10–120 min in order to suppress nonspore-forming bacteria (Kumari and Das 2017; Barros and Silva 2012).
5.3 Theoretical Considerations
5.3.1 Kinetic Analysis
The Monod growth model can explain the relationship between limiting-substrate concentration and specific growth of microorganism rate according to Eq. 5.15:
where μ is the specific growth rate (h−1), μmax is the maximum specific growth rate (h−1), KS is half-velocity constant (g VSS L−1), S is the concentration of limiting substrate for cell growth (g COD L−1).
The Monod model can be linearized in the form of a Lineweaver-Burk plot (Eq. 5.16) to evaluate kinetic constants.
The Logistic model can be employed to evaluate the microbial growth kinetics (Eq. 5.17) (Gilbert et al. 2011).
where kc represents the specific growth rate (h−1), X is biomass concentration (g L−1), and Xmax indicates the maximum biomass concentration (g L−1).
By integrating Eq. 5.17 and simplifying, biomass concentration can be expressed as shown in Eq. 5.18 given below.
where X0 represents the initial cell mass concentration (g VSS L−1).
Substrate consumption can be analyzed by first-order reaction kinetics using Eq. 19 (Najafpour et al. 2004).
where S represents the concentration of substrate used (g L−1) and k is rate constant (h−1).
Further, substrate utilization for biomass formation and cell maintenance is determined by Pirt model as shown in Eq. 5.20 (Pirt 1965).
where YX/S and YX/S(g) represent the apparent growth yield (g g−1) and true growth yield (g g−1), respectively. μ and m indicate specific growth rate (h−1) and maintenance coefficient (g g−1 h−1), respectively.
H2 production kinetics is analyzed by the modified Gompertz equation (Eq. 5.21) (Jia et al. 2014).
where H represents the cumulative H2 production (mL L−1) at any time t (h); P and Rm indicate the H2 production potential (mL L−1) and the maximum H2 production rate (mL L−1 h−1), respectively; λ represents the lag time (h) for H2 production.
Furthermore, the Luedeking Piret model can be used to determine the relationship between cell mass formation and H2 production (Eq. 5.22) (Luedeking and Piret 2000).
where (1/X)(dP/dt) (g H2 g−1 h−1) and (1/X)(dX/dt) (h−1) are specific product and biomass formation rate, respectively; α (g g−1 H2) and β (h−1) are growth and nongrowth associated coefficients, respectively.
The kinetic parameters of the aforementioned kinetic models can be determined by linear and nonlinear regression.
5.3.2 Material and Energy Analysis
For the assessment of the functionality and viability of any emerging technology, a techno-economic evaluation is required. It can be carried out by several means, such as material and energy analysis.
Material analysis is a crucial aspect of tracking different materials during the fermentation, considering all input, output, and accumulated materials involved in the process. Material analysis of any process provides a general idea about substrate utilization and product formation potential. The mechanism of hydrogen production can be confirmed by material analysis. In dark fermentation, for instance, the ratio of accumulated acetate and butyrate in the fermentation broth can reveal the dominant biochemical pathway during the fermentation. For pure substrate, having a known molecular formula, elemental balance is performed. On the other hand, total chemical oxygen demand (COD) is considered for the complex substrate, such as organic waste or agricultural residue. In the case of COD balance, the amount of all individual products accumulated need to be expressed in terms of COD. For example, the conversion factor for hydrogen is 8 g COD g−1 H2.
Energy analysis can be conducted based on gaseous energy recovery. Furthermore, the gaseous energy recovery can be calculated in terms of substrate added or the total energy required for the process (Eqs. 5.23 and 5.24).
Kumari and Das (2015) calculated the theoretical maximum energy recovery from dark fermentation as 34.1%.
5.4 Effect of Physicochemical Parameters on Dark Fermentative Hydrogen Production
The performance of dark fermentation depends on different physicochemical parameters, such as pH, temperature, medium composition, partial pressure of hydrogen, soluble metabolic products, and hydraulic retention time (HRT).
5.4.1 pH
The pH of the hydrogen-producing medium is one of the dominant factors influencing the functionality of the hydrogenase regulating the metabolic pathway of dark fermentation. All enzymes have their optimal range of pH, in which the activity of the enzyme is its maximum. If acid accumulation increases in the fermentation broth, it results in a decreased pH. Consequently, the metabolic pathway of hydrogen production shifts towards solventogenesis. Khanal et al. (2004) reported that the shifting of the metabolic pathway occurs below 4.5 pH (Khanal et al. 2004). Similarly, several studies have stated that the optimum pH for hydrogen production varies near 6 (Cao and Zhao 2009; Van Ginkel et al. 2001).
5.4.2 Temperature
An environmental condition such as temperature dramatically influences dark fermentative hydrogen production because the growth of microorganisms is affected by temperature. According to temperature tolerance, hydrogen-producing bacteria may be mesophiles (25–45 °C) or thermophiles (>45 °C). In general, most of the studies (nearly 73%) have been conducted using mesophiles (Li and Fang 2007). Previous studies have revealed that temperature has a significant influence on microbial-specific growth rate and substrate utilization rate during dark fermentation. However, deactivation of the hydrogen-producing enzyme is started above the optimum temperature. Activation and deactivation energy of hydrogenase can be determined using the Arrhenius equation (Singh et al. 2019). For instance, Singh et al. (2019) evaluated the activation energy for mesophilic bacteria as 58.8 kJ mol−1. This study also showed that the deactivation of hydrogen-producing bacteria started above the threshold temperature of 37 °C. On the other hand, Lee et al. (2006) observed that dark fermentative hydrogen production was most efficient at 40 °C. Therefore, the optimization of process temperature is critical for enhanced hydrogen production.
5.4.3 Medium Composition
Hydrogen-producing medium mainly comprises C-source, N-source, minerals, and vitamins. Each element has its role in fermentation. C-source, the sole element in the medium, is required for cell mass growth, product formation, and energy generation in terms of ATP. N-source is essential for protein synthesis and hence growth, whereas minerals and vitamins act as co-factors in the metabolic pathways. Furthermore, the carbon-to-nitrogen (C/N) ratio performs a vital part in the synthesis of H2 (Kumari and Das 2017). Therefore, an appropriate combination of C- and N-sources is required for hydrogen production. Similarly, a suitable concentration of trace metals such as Fe, Ca, Na, Cu, Ni, Mg, K, and vitamins in a hydrogen-producing medium stimulates the generation of molecular hydrogen (Sekoai and Daramola 2018; Lin and Lay 2005).
5.4.4 Feedstock
Several studies have considered simple carbohydrates such as xylose, fructose, glucose, sucrose, and arabinose because of their ease of utilization by microorganisms (Pan et al. 2008; Abreu et al. 2012; Jayasinghearachchi et al. 2012). These pure substrates however lead to high process costs. In contrast, organic waste has significant COD, which is detrimental to the ecosystem. This could be considered as a promising feedstock for dilution factor (DF) (Mishra et al. 2015). The use of waste for the production of hydrogen, therefore, has double benefit of bioremediation and energy generation. Earlier, various organic wastes such as distillery effluent (Balachandar et al. 2019), rice winery wastewater (Yu et al. 2002), household wastewater (Van Ginkel et al. 2005), food waste (Elbeshbishy et al. 2011), and paper mill wastewater (Lin et al. 2006) were used as the sole substrate for the generation of H2. Nevertheless, these feedstocks may not comprise the nutrients required for the growth of the microorganisms. Therefore, several studies have been conducted on co-substrates such as agricultural residue, water hyacinth (Mishra et al. 2017; Varanasi et al. 2018) for H2 production processes. The selection of the co-substrate is primarily based on the suitable C/N ratio. Mishra et al. (2017) investigated the application of de-oiled cake, as a supplement, for dark fermentative H2 production and observed the maximum results of 3.38 L H2 L−1 using groundnut de-oiled cake (GDOC) as a supplement with distillery effluent (Mishra et al. 2017).
5.4.5 Hydrogen Partial Pressure
The H2 partial pressure in the fermenter is a crucial parameter that influences the rate of hydrogen production because the metabolic pathway is highly influenced by the hydrogen partial pressure. Accumulation of H2 gas in the headspace of the reactor can increase partial pressure. According to Le Chatelier’s principle, the generation of hydrogen will be suppressed at the high partial pressure of hydrogen, and consequently, the metabolic pathway will be shifted toward alcohol production (Das 2017). Continuous removal of hydrogen could reduce the partial pressure, resulting in negating inhibition effect. Mandal et al. (2006) examined the effect of partial pressure on dark fermentation by developing a vacuum system inside the bioreactor. Their study revealed that the maximum rate of hydrogen production can be obtained at 380 mmHg pressure. On the other hand, some researchers reported that nitrogen sparging during fermentation could be an effective approach to negate the effect of hydrogen accumulation (Mizuno et al. 2000; Tanisho et al. 1998). However, the main bottleneck of sparging nitrogen is the dilution of hydrogen gas, resulting in high separation costs.
5.4.6 Soluble Metabolic Products
In dark fermentation, soluble end-metabolites, produced along with hydrogen, greatly influence hydrogen production. The major metabolic products are volatile fatty acids such as acetic acid, butyric acid, propionic acid, etc., and ethanol. Toward the starvation phase, the ionic strength of fermentation broth escalates attributed to the accumulation of the metabolites, resulting in cellular lysis. Due to cell disruption, high maintenance energy is required to restore its physiological balance. Lee et al. (2002) evaluated the inhibition effect of the end-metabolites on dark fermentative hydrogen production by externally adding acetic acid, butyric acid, propionic acid, and ethanol to the medium (Lee et al. n.d.). The study concluded that the addition of these volatile fatty acids and alcohol has an adverse effect on H2 generation.
5.4.7 Hydraulic Retention Time (HRT)
During the continuous operation of the hydrogen-producing reactor, HRT is a crucial factor influencing the rate of hydrogen production. Mathematically, it is inversely proportional to dilution rate and hence the specific growth rate of microorganisms. The physical significance of HRT is that it is the measure of substrate residence time in the reactor. Several studies have shown that lowing HRT could increase the rate of hydrogen production (Tomczak et al. 2018; Zhang et al. 2006; Baima Ferreira Freitas et al. 2020). Additionally, the strategy of lowing HRT could separate the slow-growing methanogens from hydrogen-producing bacteria in the mixed consortium. Nevertheless, hydrogen production could be ceased below optimum HRT because of cell mass washout.
5.4.8 Agitation Speed
Agitation speed plays a vital role in any fermentation process. Agitation in suspended culture provides adequate mixing, heat, and mass transfer. Furthermore, the agitation could reduce the partial pressure of hydrogen by removing it from the liquid phase. Agitation is one of the most crucial design parameters that influences the scaling-up of the process. An optimum agitation speed ensures a homogeneous suspension of nutrients in the medium. At lower agitation speed, microorganisms may settle down, resulting in reduced hydrogen production. However, higher agitation, above the optimum point, can cause cell damage due to unreasonable shear stress. Ghosh et al. (2018) observed the highest hydrogen production of 3.42 L L−1 at the agitation speed of 200 rpm. Recently, Mahata et al. (2020) found the agitation speed of 180 rpm to be optimum for dark fermentative hydrogen production.
5.4.9 Inoculum Age and Size
Apart from the source of inoculum, pre-culture age and size have a significant effect on dark fermentation (Pandey et al. 2019). Inoculum age is the time required to grow the culture before its use for hydrogen production. An optimum inoculum age indicates the most active phase of the microorganism. Likewise, hydrogen production also depends on inoculum size. Hydrogen production could be increased by increasing inoculum size. Above the optimal point, however, more carbon is devoted to cell mass growth gather than to product formation. Kotay and Das (2007) investigated the effect of inoculum age and size and identified the optimum inoculum age and size at 14 h and 10% v/v, respectively. Nevertheless, the study also revealed that these parameters have less impact on dark fermentative hydrogen production than other parameters.
5.5 Optimization of the Process Parameters for the Dark Fermentation
Over the last few decades, several studies have been conducted to improve dark fermentative hydrogen production using various optimization strategies. In order to maximize H2 yield or production rate, several parameters such as pH, temperature, substrate concentration, C/N ratio, HRT, and hydrogen partial pressure have been considered as independent variables. The optimization, based on the experimental design, can be broadly classified into two categories: “one-variable-at-a-time” (single parameter optimization) and “multi-variable-at-a-time” approach (multi-parameter optimization). Additionally, there are several experimental designs such as Plackett–Burman and Taguchi orthogonal design, which are employed to select the most influential parameters.
Single parameter optimization, a traditional optimization approach, involves the variation of a single process parameter at a time while maintaining the other parameters constant. This is a widely used method because of its simplicity in design. However, interactive effects among the selected independent variables cannot be elucidated clearly and would be imprecise for optimal points (Jo et al. 2008; Karthic et al. 2013). Additionally, this classical method requires enormous experimental trials, resulting in a long time for optimization.
Design of experiments (DOE) for multiparameter optimization can be performed by several fractional designs such as central composite designs (CCD) and Box-Behnken designs (BBD). These designs can simultaneously handle a maximum of up to ten factors. The experimental data are further analyzed by response surface methodology (RSM) to obtain the optimum points of process parameters and the cumulative effect of their mutual interaction. RSM is a set of statistical and mathematical approaches that examine the relationship between many independent variables and assesses the optimum experimental condition. The RSM develops an empirical model in the form of a second-order polynomial equation (Eq. 5.25) to explain the behavior of responses with independent variables.
where Y represents the response modeled by RSM, n is the number of the independent variables, C0 is the constant, Ci is the coefficient for linear relation, Cii is the coefficient for quadratic relation, Cij is the coefficient of interactive part, and X is the uncoded level of the input variable.
The significance of each term in the equation is estimated using analysis of variance (ANOVA). Several studies have successfully employed the RSM technique for the improvement of hydrogen production (Guo et al. 2009; Vi et al. 2017; Xing et al. 2011). Nevertheless, one major drawback of RSM is its inability to model highly non-linear responses accurately (Nath and Das 2011). As biological processes such as dark fermentation are extremely non-linear, RSM, sometimes, may fail to model the system because of its restriction in a second-order polynomial.
Recently, artificial intelligence (AI)-based optimization techniques have been studied to overcome the limitation of statistical techniques. AI-based optimization has several advantages over RSM: (1) AI does not require any prior knowledge about the system, and (2) it has universal approximation capability, whereas RSM is restricted in a quadratic function. Many studies reported that AI is far more suitable for response optimization than statistical approaches (Karthic et al. 2013; Ardabili et al. 2018). Fundamentally, it provides two tools: (1) modeling tool which establishes the relationship among the process variables and provides adequate objective functions, (2) optimization tools that search for an optimal solution using the objective function. Artificial neural networks (ANN) and support vector machines (SVM) are the most popular modeling approaches available in AI. Previously, several studies have employed the ANN model in dark fermentation (Nath and Das 2011; Ardabili et al. 2018; Nasr et al. 2013; Sewsynker and Gueguim Kana 2016). More recently, Mahata et al. (2020) revealed the suitability of the SVM model in dark fermentative hydrogen production. The study suggested that the SVM model could possess better prediction accuracy than by ANN and RSM. Once the model with desire accuracy is developed, it is further used as an objective function in optimization tools to obtain the optimal point. Several optimization tools such as genetic algorithm (GA), particle swarm optimization (PSO), artificial ant colony (AAC), and simulated annealing (SA) in AI can be applied. Many researchers have coupled the ANN with GA for the maximization of hydrogen production (Nath and Das 2011; Wang and Wan 2009a, b). Recently, PSO has been employed in dark fermentation (Mahata et al. 2020). The study revealed that PSO could exhibit the optimal solution faster as compared to GA. However, AAC and SA have not been explored yet for H2 production.
5.6 Effect of Bioreactor Configurations on the Biohydrogen Production
Several experiments on hydrogen production have been conducted in batch, semi-continuous, and continuous modes of operations. Preliminary studies such as characterization of inoculum and optimization of culture conditions are usually conducted with the batch reactor. However, its performance is inefficient because of a lower rate of hydrogen production. On the contrary, continuous operation shows higher H2 production in comparison with batch mode. Additionally, the continuous operation could hold a particular phase of the microorganism for an infinite period. On the other hand, the semi-continuous operation is employed when the substrate inhibition effect is observed. The most commonly used reactor configuration for hydrogen production is a continuous stirred tank reactor (CSTR). Apart from CSTR, other reactor configurations such as packed bed reactor (PBR), fluidized bed reactor (FBR), anaerobic sequencing batch reactor (ASBR), and up-flow anaerobic sludge blanket (UASB) reactor are employed for hydrogen production. Several studies have mentioned that higher H2 yield could be obtained using these reactors attributed to higher physical retention of hydrogen-producing bacteria.
5.6.1 Continuous Stirred Tank Reactor (CSTR)
CSTR is widely used because of its simple design, mixing efficiency, and ease of operation. Under constant mixing hydrodynamics, an appropriate substrate-microbes contact can be achieved inside the reactor. Nonetheless, cell mass washout could be observed at short HRTs, resulting in a stoppage of hydrogen production. In general, the concentration of biomass in CSTR varies in the range of 1–4 g VSS L−1 (Show et al. 2010). On the other hand, the use of granular sludge as an inoculum could increase the biomass retention capability (Show et al. 2007). Previous studies reported that CSTR using granular sludge could be operated up to the lowest HRT of 0.5 h without failure (Show et al. 2007; Zhang et al. 2007). Another way of improving cell mass retention is the employment of a settling tank in the effluent and followed by, recycling the settled biomass by passing through an activation chamber (Khanal et al. 2006).
5.6.2 Packed Bed Reactor (PBR)
PBR could retain a high concentration of biomass inside the reactor; hence, it is one of the possible solutions to the problem associated with CSTR. The reactor is supported by packing materials within the reactor, which plays a pivotal role in cell mass retention and hydrogen production. However, the hydrodynamics of mixing is less turbulent, resulting in a higher pH gradient along the reactor length and higher hydrogen gas holdup. Consequently, the H2 production rate and substrate conversion efficiency decrease. On the other hand, recirculation of liquid effluent can be recommended to maintain higher hydrogen production and substrate conversion (Tomczak et al. 2018). Kumar and Das (2001) investigated packed bed reactors with various geometric configurations such as tubular, tapered, and rhomboid. The study revealed that the rhomboid with convergent-divergent shape had superior performance in hydrogen production (1.60 L L−1 h−1) as compared to tubular (1.40 L L−1 h−1) and tapered (1.46 L L−1 h−1) reactor. This result could be due to the better mixing phenomenon owing to lower gas-holdup and higher substrate-microbes contact. Additionally, the study also showed that coconut coir, as a supporting material, could exhibit better hydrogen production than other lignocellulosic carrier materials.
5.6.3 Fluidized Bed Reactor (FBR)
FBR, a three-phase system, is the combination of CSTR and PBR, which provides excellent mixing characteristics. Previously, this reactor configuration has been extensively employed in biological wastewater treatment due to its potentiality in high organic loading rate. In FBR, microorganisms are immobilized on the solid supports to form a granular or biofilm. Lin et al. (2009) highlighted that attached sewage sludge in FBR could efficiently produce hydrogen at the HRT of 2–6 h with the maximum H2 yield of 4.26 mol H2 mol−1 sucrose. Zhang et al. (2007) achieved the maximum H2 production rate of 2.36 L H2 L−1 h−1 at 1 h HRT using biofilm culture propagated on activated carbon in FBR. However, the main drawback of this system is the high energy demand required to maintain its fluidization.
5.6.4 Anaerobic Sequencing Batch Reactor (ASBR)
This system has a unique feature to retain high cell mass by segregating the operation into four cyclic stages, such as feed, reaction, settling, and decant. Previously, the reactor was used for wastewater treatment. Recently, it has gained significant attention for biohydrogen production along with waste treatment (Vijaya Bhaskar et al. 2008; Maaroff et al. 2019). In order to sustain the reactor performance, pH plays the most important role in the system (Kim et al. 2010). Chen et al. (2009) achieved the highest H2 yield of 1.86 mol H2 mol−1 sucrose at the operational condition of 4 h cyclic time, 16 HRT, and pH 4.9.
5.6.5 Up-Flow Anaerobic Sludge Blanket (UASB) Reactor
The up-flow anaerobic sludge blanket (UASB) reactor is an extensively and widely used economically viable technology developed by Gatze Lettinga for wastewater treatment due to its high conversion efficiency and supreme operational stability. Over the last five decades, the UASB process has been successfully employed for the anaerobic treatment of different types of wastewater and simultaneous methane production by promoting the development of granular sludge with an excellent settling ability (Parawira et al. 2006; Bourque et al. 2008). In recent years, it has been demonstrated that the UASB system is also a promising module for H2 production (Sivagurunathan et al. 2016; Jung et al. 2010). Successful and efficient operation of UASB reactor depends on the formation of high-strength granular sludge. Extra-cellular polymeric substance (EPS) secreted by bacteria acts as a bio-glue, which could facilitate microbial aggregation, resulting in sludge bed development (Jung et al. 2011). EPS in the sludge mainly comprises carbohydrates and protein; it plays a crucial role in the immobilization of hydrogen-producing bacteria and stability for the long-term operation of the UASB reactor (Lu et al. 2015). Recently, researchers have suggested that the UASB reactor could be promising for a high rate of hydrogen production even at low HRT without manual immobilization (Lu et al. 2015; Chang and Lin 2004; Mahmod et al. 2019). More recently, Sivagurunathan et al. (2016) observed the maximum H2 production rate of 56.8 L H2 L−1 day−1 from galactose in the UASB reactor at 2 h HRT (Sivagurunathan et al. 2016). However, the major bottleneck of the UASB reactor is the long start-up period for microbial granulation (Liu et al. 2012b). To overcome this drawback, some studies recommended the addition of microbial carriers such as activated carbon, carbon nanotubes, and filter sponge in the blanket zone to fasten the film formation (Liu et al. 2012b; Lee et al. 2004).
5.7 Scaling up of the Biohydrogen Production Processes
Dark fermentative H2 production from organic waste has tremendous potential to replace conventional energy sources in the future. Presently, this process is not technologically viable on a large scale. Therefore, there is an enormous scope to study the scale-up of bioreactors for dark fermentation using cheap feedstock such as organic waste and residue. The purpose of scaling up is to acquire a condition similar to that of a smaller reactor. During the scale-up of dark fermentation, there are several approaches such as geometric similarity, constant power number, constant agitation speed, and constant mixing time to magnify the reactor volume. To date, Vatsala et al. (2008) reported the performance of the largest reactor (100 m3) for H2 production from distillery effluent using co-cultures of Citrobacter freundii 01, Rhodopseudomonas palustris P2, and Enterobacter aerogenes E10 (Vatsala et al. 2008). The researchers estimated the rate of hydrogen production as 0.53 kg H2 h−1. Recently, researchers at the Indian Institute of Technology, Kharagpur explored the feasibility of a 10 m3 bioreactor for H2 production via dark fermentative from cane molasses and groundnut de-oiled cake as a co-substrate using Enterobacter cloacae IIT-BT 08 (Balachandar et al. 2019). The pilot-scale study reported the maximum hydrogen production of 76.2 m3 with the COD conversion efficiency of 37.9%. Furthermore, several studies have attempted to scale up this process as listed in Table 5.2. However, detailed “techno-economic analysis (TEA) and life cycle assessment (LCA)” are still needed to be explored.
5.8 Major Challenges and Perspectives in Biohydrogen Production
There are numerous studies in the literature for the enhancement of H2 production, including the genetic modification of hydrogen-producing microorganisms, development of bioreactors, and selection of feedstock and process modification. However, the process is not commercially viable on a large scale due to some technological challenges. Major challenges in the improvement of biohydrogen production can be summarized as follows (Das et al. 2008):
-
There is a lack of knowledge on industrially applicable robust microorganisms that could be engineered to produce more than 4 mols hydrogen from 1 mol glucose.
-
Feedstock sterilization involved in the biohydrogen production process is an energy-consuming step. Therefore, an abundance study is required using non-sterile feedstock.
-
The process efficiency and the hydrogen yield depend on the sensitivity of hydrogenase to H2 and O2 partial pressure.
-
Usually, a major portion of the substrate is devoted to soluble metabolites production rather than hydrogen. To overcome this, research should focus on the metabolic engineering of the biochemical pathway.
-
There is no significant literature on the economic understanding of the integrated H2 generation system, such as dark fermentation-photo fermentation and dark fermentation-MEC (microbial electrolysis cells).
-
Various engineering issues such as novel bioreactor for long-term hydrogen production, scale-up for commercial application, separation of CO2, process optimization, need to be addressed.
In the future, hydrogen can be utilized in the internal combustion engine and fuel cell in the automobile sectors. Biohydrogen has a great potential to replace conventional energy sources such as fossil fuels. Nevertheless, its production process must overcome the aforementioned limitations in order to compete with conventional energy sources in the fuel market. Future biohydrogen production technology should also consider social acceptance, economic feasibility, and government policy. At the same time, the government should also provide research subsidies on this technology.
5.9 Biohythane Process
As per the stoichiometry of dark fermentation, a maximum of 34.1% of energy as hydrogen can be recovered from the substrate used (Kumari and Das 2015). Hence, the process efficiency of hydrogen production is significantly low. Several volatile fatty acids remain in the fermentation broth after the biohydrogen fermentation process which is a good feedstock for the biomethanation process. Biohydrogen production followed by biomethanation process is known as “Biohythane process”. So, this process can increase the overall energy recovery to a great extent. After hydrogen, methane has the second highest energy content (55 kJ g−1). Hythane is a mixture of hydrogen (5–30%) and methane (80–95%). Hythane® is a trademark first introduced by Hydrogen Component Inc. (HCI) (Bolzonella et al. 2018). Production of hythane through biological route is comprehensively called “Biohythane” (Liu et al. 2013). Biohythane has several advantages over methane as a fuel for IC (Internal combustion) engines such as higher combustion rate, improved lean flammability, and enhanced fuel flaming speed. Nowadays, this two-stage biohythane process is being widely accepted energy-producing process because of its viability on a commercial scale.
5.10 Conclusion
Biohydrogen can be considered as a promising alternative energy, which can offer clean and sustainable fuel currency. Among all the biological processes, dark fermentation has gained considerable attention from researchers. Numerous studies have been conducted to improve hydrogen production, considering process optimization, inoculum development, reactor design, substrate selection. Still, however, the process suffers from several technological limitations due to its lower hydrogen yield. To overcome this, researchers should focus on the genetic and metabolic engineering of the microbial strain. In addition, an integrated system, such as DF-photofermentation, simultaneous dark fermentation (DF) and MEC (DF-MEC), and “Biohythane”, is recommended for achieving enhanced energy recovery. Besides, it is also essential to scale-up the study, including appropriate techno-economic and life cycle analysis, to access its potentiality in commercial hydrogen production.
References
Abreu AA, Karakashev D, Angelidaki I, Sousa DZ, Alves M (2012) Biohydrogen production from arabinose and glucose using extreme thermophilic anaerobic mixed cultures. Biotechnol Biofuels 5:6. https://doi.org/10.1186/1754-6834-5-6
Ardabili SF, Najafi B, Shamshirband S, Bidgoli M, Chand R, Kwok-Wing Chau D et al (2018) Engineering applications of computational fluid mechanics computational intelligence approach for modeling hydrogen production: a review computational intelligence approach for modeling hydrogen production: a review. Eng Appl Comput Fluid Mech 12:438–458. https://doi.org/10.1080/19942060.2018.1452296
Baima Ferreira Freitas I, Aparecida de Menezes C, Luiz Silva E (2020) An alternative for value aggregation to the sugarcane chain: biohydrogen and volatile fatty acids production from sugarcane molasses in mesophilic expanded granular sludge bed reactors. Fuel 260:116419. https://doi.org/10.1016/j.fuel.2019.116419
Balachandar G, Varanasi JL, Singh V, Singh H, Das D (2019) Biological hydrogen production via dark fermentation: a holistic approach from lab-scale to pilot-scale. Int J Hydrog Energy 45:5202–5215. https://doi.org/10.1016/j.ijhydene.2019.09.006
Ban S, Lin W, Luo J (2019) Ca 2+ enhances algal photolysis hydrogen production by improving the direct and indirect pathways. Int J Hydrog Energy 44:1466–1473. https://doi.org/10.1016/j.ijhydene.2018.11.075
Barros AR, Silva EL (2012) Hydrogen and ethanol production in anaerobic fluidized bed reactors: performance evaluation for three support materials under different operating conditions. Biochem Eng J 61:59–65. https://doi.org/10.1016/J.BEJ.2011.12.002
Basak N, Das D (2009) Photofermentative hydrogen production using purple non-sulfur bacteria Rhodobacter sphaeroides O.U.001 in an annular photobioreactor: a case study. Biomass Bioenergy 33:911–919. https://doi.org/10.1016/j.biombioe.2009.02.007
Bolzonella D, Battista F, Cavinato C, Gottardo M, Micolucci F, Lyberatos G et al (2018) Recent developments in biohythane production from household food wastes: a review. Bioresour Technol 257:311–319. https://doi.org/10.1016/j.biortech.2018.02.092
Boran E, Özgür E, Van Der Burg J, Yücel M, Gündüz U, Eroglu I (2010) Biological hydrogen production by Rhodobacter capsulatus in solar tubular photo bioreactor. J Clean Prod 18:S29–S35. https://doi.org/10.1016/j.jclepro.2010.03.018
Bourque JS, Guiot SR, Tartakovsky B (2008) Methane production in an UASB reactor operated under periodic mesophilic-thermophilic conditions. Biotechnol Bioeng 100:1115–1121. https://doi.org/10.1002/bit.21850
Cao X, Zhao Y (2009) The influence of sodium on biohydrogen production from food waste by anaerobic fermentation. J Mater Cycles Waste Manag 11:244–250. https://doi.org/10.1007/s10163-009-0237-5
Cavinato C, Giuliano A, Bolzonella D, Pavan P, Cecchi F (2012) Bio-hythane production from food waste by dark fermentation coupled with anaerobic digestion process: a long-term pilot scale experience. Int J Hydrog Energy 37:11549–11555. https://doi.org/10.1016/j.ijhydene.2012.03.065
Chae KJ, Choi MJ, Lee J, Ajayi FF, Kim IS (2008) Biohydrogen production via biocatalyzed electrolysis in acetate-fed bioelectrochemical cells and microbial community analysis. Int J Hydrog Energy 33:5184–5192. https://doi.org/10.1016/j.ijhydene.2008.05.013
Chang F-Y, Lin C-Y (2004) Biohydrogen production using an up-flow anaerobic sludge blanket reactor. Int J Hydrog Energy 29:33–39. https://doi.org/10.1016/S0360-3199(03)00082-X
Chen CY, Lee CM, Chang JS (2006) Feasibility study on bioreactor strategies for enhanced photohydrogen production from Rhodopseudomonas palustris WP3-5 using optical-fiber-assisted illumination systems. Int J Hydrog Energy 31:2345–2355. https://doi.org/10.1016/j.ijhydene.2006.03.007
Chen WH, Sung S, Chen SY (2009) Biological hydrogen production in an anaerobic sequencing batch reactor: pH and cyclic duration effects. Int J Hydrog Energy 34:227–234. https://doi.org/10.1016/j.ijhydene.2008.09.061
Das D (2009) Advances in biohydrogen production processes: an approach towards commercialization. Int J Hydrog Energy 34:7349–7357. https://doi.org/10.1016/J.IJHYDENE.2008.12.013
Das D (2017) A road map on biohydrogen production from organic wastes. INAE Letters 2:153–160. https://doi.org/10.1007/s41403-017-0031-y
Das D, Veziroǧlu TN (2001) Hydrogen production by biological processes: a survey of the literature. Int J Hydrog Energy 26:13–28. https://doi.org/10.1016/S0360-3199(00)00058-6
Das D, Veziroglu TN (2008) Advances in biological hydrogen production processes. Int J Hydrog Energy 33:6046–6057. https://doi.org/10.1016/j.ijhydene.2008.07.098
Das D, Khanna N, Nejat Veziroǧlu T (2008) Recent developments in biological hydrogen production processes. Chem Ind Chem Eng Q 14:57–67. https://doi.org/10.2298/CICEQ0802057D
Ding C, Yang KL, He J (2016) Biological and fermentative production of hydrogen. In: Handbook of biofuels production: processes and technologies, 2nd edn. Elsevier Inc., pp 303–333. https://doi.org/10.1016/B978-0-08-100455-5.00011-4
Elbeshbishy E, Hafez H, Dhar BR, Nakhla G (2011) Single and combined effect of various pretreatment methods for biohydrogen production from food waste. Int J Hydrog Energy 36:11379–11387. https://doi.org/10.1016/J.IJHYDENE.2011.02.067
Fabiano B, Perego P (2002) Thermodynamic study and optimization of hydrogen production by Enterobacter aerogenes. Int J Hydrog Energy 27:149–156. https://doi.org/10.1016/S0360-3199(01)00102-1
Feng C, Li J, Qin D, Chen L, Zhao F, Chen S et al (2014) Characterization of exoelectrogenic bacteria enterobacter strains isolated from a microbial fuel cell exposed to copper shock load. PLoS One 9:e113379. https://doi.org/10.1371/journal.pone.0113379
Ghosh S, Dutta B, Banerjee A, Roy S (2018) Bio-H2 production using de-oiled cake as cheap nitrogen source and subsequent electricity generation by a hybrid system. Bioresour Technol Rep 4:1–8. https://doi.org/10.1016/J.BITEB.2018.09.005
Gilbert JJ, Ray S, Das D (2011) Hydrogen production using Rhodobacter sphaeroides (O.U. 001) in a flat panel rocking photobioreactor. Int J Hydrog Energy 36:3434–3441. https://doi.org/10.1016/j.ijhydene.2010.12.012
Guo W-Q, Ren N-Q, Wang X-J, Xiang W-S, Ding J, You Y et al (2009) Optimization of culture conditions for hydrogen production by Ethanoligenens harbinense B49 using response surface methodology. Bioresour Technol 100:1192–1196. https://doi.org/10.1016/J.BIORTECH.2008.07.070
Han SK, Shin HS (2004) Biohydrogen production by anaerobic fermentation of food waste. Int J Hydrog Energy 29:569–577. https://doi.org/10.1016/j.ijhydene.2003.09.001
Hu H, Fan Y, Liu H (2008) Hydrogen production using single-chamber membrane-free microbial electrolysis cells. Water Res 42:4172–4178. https://doi.org/10.1016/j.watres.2008.06.015
Jayasinghearachchi HS, Sarma PM, Lal B (2012) Biological hydrogen production by extremely thermophilic novel bacterium Thermoanaerobacter mathranii A3N isolated from an oil-producing well. Int J Hydrog Energy 37:5569–5578. https://doi.org/10.1016/J.IJHYDENE.2011.12.145
Jeong D-Y, Cho S-K, Shin H-S, Jung K-W (2013) Application of an electric field for pretreatment of a seeding source for dark fermentative hydrogen production. Bioresour Technol 139:393–396. https://doi.org/10.1016/J.BIORTECH.2013.04.039
Jia X, Li M, Xi B, Zhu C, Yang Y, Xia T et al (2014) Integration of fermentative biohydrogen with methanogenesis from fruit-vegetable waste using different pre-treatments. Energy Convers Manag 88:1219–1227. https://doi.org/10.1016/j.enconman.2014.02.015
Jo JH, Lee DS, Park D, Choe W-S, Park JM (2008) Optimization of key process variables for enhanced hydrogen production by Enterobacter aerogenes using statistical methods. Bioresour Technol 99:2061–2066. https://doi.org/10.1016/J.BIORTECH.2007.04.027
Jung KW, Kim DH, Shin HS (2010) Continuous fermentative hydrogen production from coffee drink manufacturing wastewater by applying UASB reactor. Int J Hydrog Energy 35:13370–13378. https://doi.org/10.1016/j.ijhydene.2009.11.120
Jung KW, Kim DH, Shin HS (2011) A simple method to reduce the start-up period in a H2-producing UASB reactor. Int J Hydrog Energy 36:1466–1473. https://doi.org/10.1016/j.ijhydene.2010.09.095
Kadier A, Simayi Y, Abdeshahian P, Azman NF, Chandrasekhar K, Kalil MS (2016) A comprehensive review of microbial electrolysis cells (MEC) reactor designs and configurations for sustainable hydrogen gas production. Alex Eng J 55:427–443. https://doi.org/10.1016/j.aej.2015.10.008
Karthic P, Joseph S, Arun N, Kumaravel S (2013) Optimization of biohydrogen production by Enterobacter species using artificial neural network and response surface methodology. J Renew Sustain Energy 5:033104. https://doi.org/10.1063/1.4803746
Khanal SK, Chen WH, Li L, Sung S (2004) Biological hydrogen production: effects of pH and intermediate products. Int J Hydrog Energy 29:1123–1131. https://doi.org/10.1016/j.ijhydene.2003.11.002
Khanal SK, Chen W-H, Li L, Sung S (2006) Biohydrogen production in continuous-flow reactor using mixed microbial culture. Water Environ Res 78:110–117. https://doi.org/10.2175/106143005x89562
Kim DH, Kim SH, Kim KY, Shin HS (2010) Experience of a pilot-scale hydrogen-producing anaerobic sequencing batch reactor (ASBR) treating food waste. Int J Hydrog Energy 35:1590–1594. https://doi.org/10.1016/j.ijhydene.2009.12.041
Koku H, Erolu I, Gündüz U, Yücel M, Türker L (2002) Aspects of the metabolism of hydrogen production by Rhodobacter sphaeroides. Int J Hydrog Energy 27:1315–1329. https://doi.org/10.1016/S0360-3199(02)00127-1
Kotay SM, Das D (2007) Microbial hydrogen production with Bacillus coagulans IIT-BT S1 isolated from anaerobic sewage sludge. Bioresour Technol 98:1183–1190. https://doi.org/10.1016/J.BIORTECH.2006.05.009
Krupp M, Widmann R (2009) Biohydrogen production by dark fermentation: experiences of continuous operation in large lab scale. Int J Hydrog Energy 34:4509–4516. https://doi.org/10.1016/j.ijhydene.2008.10.043
Kumar N, Das D (2000) Enhancement of hydrogen production by Enterobacter cloacae IIT-BT 08. Process Biochem 35:589–593. https://doi.org/10.1016/S0032-9592(99)00109-0
Kumar N, Das D (2001) Continuous hydrogen production by immobilized Enterobacter cloacae IIT-BT 08 using lignocellulosic materials as solid matrices. Enzym Microb Technol 29:280–287. https://doi.org/10.1016/S0141-0229(01)00394-5
Kumar G, Sivagurunathan P, Pugazhendhi A, Thi NBD, Zhen G, Chandrasekhar K et al (2017) A comprehensive overview on light-independent fermentative hydrogen production from wastewater feedstock and possible integrative options. Energy Convers Manag 141:390–402. https://doi.org/10.1016/j.enconman.2016.09.087
Kumari S, Das D (2015) Improvement of gaseous energy recovery from sugarcane bagasse by dark fermentation followed by biomethanation process. Bioresour Technol 194:354–363. https://doi.org/10.1016/J.BIORTECH.2015.07.038
Kumari S, Das D (2017) Improvement of biohydrogen production using acidogenic culture. Int J Hydrog Energy 42:4083–4094. https://doi.org/10.1016/J.IJHYDENE.2016.09.021
Kundu A, Sahu JN, Redzwan G, Hashim MA (2013) An overview of cathode material and catalysts suitable for generating hydrogen in microbial electrolysis cell. Int J Hydrog Energy 38:1745–1757. https://doi.org/10.1016/j.ijhydene.2012.11.031
Lee KS, Wu JF, Lo YS, Lo YC, Lin PJ, Chang JS (2004) Anaerobic hydrogen production with an efficient carrier-induced granular sludge bed bioreactor. Biotechnol Bioeng 87:648–657. https://doi.org/10.1002/bit.20174
Lee KS, Lin PJ, Chang JS (2006) Temperature effects on biohydrogen production in a granular sludge bed induced by activated carbon carriers. Int J Hydrog Energy 31:465–472. https://doi.org/10.1016/j.ijhydene.2005.04.024
Lee YJ, Miyahara T, Noike T (n.d.) Effect of pH on microbial hydrogen fermentation. https://doi.org/10.1002/jctb.623
Li C, Fang HHP (2007) Fermentative hydrogen production from wastewater and solid wastes by mixed cultures. Crit Rev Environ Sci Technol 37:1–39. https://doi.org/10.1080/10643380600729071
Lin CY, Lay CH (2005) A nutrient formulation for fermentative hydrogen production using anaerobic sewage sludge microflora. Int J Hydrog Energy 30:285–292. https://doi.org/10.1016/j.ijhydene.2004.03.002
Lin CY, Hung CH, Chen CH, Chung WT, Cheng LH (2006) Effects of initial cultivation pH on fermentative hydrogen production from xylose using natural mixed cultures. Process Biochem 41:1383–1390. https://doi.org/10.1016/j.procbio.2006.01.021
Lin PY, Whang LM, Wu YR, Ren WJ, Hsiao CJ, Li SL et al (2007) Biological hydrogen production of the genus Clostridium: metabolic study and mathematical model simulation. Int J Hydrog Energy 32:1728–1735. https://doi.org/10.1016/j.ijhydene.2006.12.009
Lin CY, Chang CC, Hung CH (2008) Fermentative hydrogen production from starch using natural mixed cultures. Int J Hydrog Energy 33:2445–2453. https://doi.org/10.1016/j.ijhydene.2008.02.069
Lin CN, Wu SY, Chang JS, Chang JS (2009) Biohydrogen production in a three-phase fluidized bed bioreactor using sewage sludge immobilized by ethylene-vinyl acetate copolymer. Bioresour Technol 100:3298–3301. https://doi.org/10.1016/j.biortech.2009.02.027
Lin CY, Wu SY, Lin PJ, Chang JS, Hung CH, Lee KS et al (2011) A pilot-scale high-rate biohydrogen production system with mixed microflora. Int J Hydrog Energy 36:8758–8764. https://doi.org/10.1016/j.ijhydene.2010.07.115
Liu J, Bukatin VE, Tsygankov AA (2006) Light energy conversion into H2 by Anabaena variabilis mutant PK84 dense cultures exposed to nitrogen limitations. Int J Hydrog Energy 31:1591–1596. https://doi.org/10.1016/j.ijhydene.2006.06.025
Liu W, Huang S, Zhou A, Zhou G, Ren N, Wang A et al (2012a) Hydrogen generation in microbial electrolysis cell feeding with fermentation liquid of waste activated sludge. Int J Hydrog Energy 37:13859–13864. https://doi.org/10.1016/j.ijhydene.2012.04.090
Liu Z, Lv F, Zheng H, Zhang C, Wei F, Xing XH (2012b) Enhanced hydrogen production in a UASB reactor by retaining microbial consortium onto carbon nanotubes (CNTs). Int J Hydrog Energy 37:10619–10626. https://doi.org/10.1016/j.ijhydene.2012.04.057
Liu Z, Zhang C, Lu Y, Wu X, Wang L, Wang L et al (2013) States and challenges for high-value biohythane production from waste biomass by dark fermentation technology. Bioresour Technol 135:292–303. https://doi.org/10.1016/j.biortech.2012.10.027
Logan BE, Regan JM (2006) Electricity-producing bacterial communities in microbial fuel cells. Trends Microbiol 14:512–518. https://doi.org/10.1016/j.tim.2006.10.003
Lu L, Ren N, Xing D, Logan BE (2009) Hydrogen production with effluent from an ethanol-H2-coproducing fermentation reactor using a single-chamber microbial electrolysis cell. Biosens Bioelectron 24:3055–3060. https://doi.org/10.1016/j.bios.2009.03.024
Lu X, Zhen G, Estrada AL, Chen M, Ni J, Hojo T et al (2015) Operation performance and granule characterization of upflow anaerobic sludge blanket (UASB) reactor treating wastewater with starch as the sole carbon source. Bioresour Technol 180:264–273. https://doi.org/10.1016/j.biortech.2015.01.010
Luedeking R, Piret EL (2000) Kinetic study of the lactic acid fermentation. Batch process at controlled pH. Biotechnol Bioeng 67:636–644. https://doi.org/10.1002/(SICI)1097-0290(20000320)67:6<636::AID-BIT3>3.0.CO;2-U
Maaroff RM, Md Jahim J, Azahar AM, Abdul PM, Masdar MS, Nordin D et al (2019) Biohydrogen production from palm oil mill effluent (POME) by two stage anaerobic sequencing batch reactor (ASBR) system for better utilization of carbon sources in POME. Int J Hydrog Energy 44:3395–3406. https://doi.org/10.1016/j.ijhydene.2018.06.013
Mahata C, Ray S, Das D (2020) Optimization of dark fermentative hydrogen production from organic wastes using acidogenic mixed consortia. Energy Convers Manag 219:113047. https://doi.org/10.1016/j.enconman.2020.113047
Mahmod SS, Azahar AM, Tan JP, Jahim JM, Abdul PM, Mastar MS et al (2019) Operation performance of up-flow anaerobic sludge blanket (UASB) bioreactor for biohydrogen production by self-granulated sludge using pre-treated palm oil mill effluent (POME) as carbon source. Renew Energy 134:1262–1272. https://doi.org/10.1016/j.renene.2018.09.062
Mandal B, Nath K, Das D (2006) Improvement of biohydrogen production under decreased partial pressure of H2 by Enterobacter cloacae. Biotechnol Lett 28:831–835. https://doi.org/10.1007/s10529-006-9008-8
Mishra P, Roy S, Das D (2015) Comparative evaluation of the hydrogen production by mixed consortium, synthetic co-culture and pure culture using distillery effluent. Bioresour Technol 198:593–602. https://doi.org/10.1016/j.biortech.2015.09.074
Mishra P, Balachandar G, Das D (2017) Improvement in biohythane production using organic solid waste and distillery effluent. Waste Manag 66:70–78. https://doi.org/10.1016/J.WASMAN.2017.04.040
Mizuno O, Dinsdale R, Hawkes FR, Hawkes DL, Noike T (2000) Enhancement of hydrogen production from glucose by nitrogen gas sparging. Bioresour Technol 73:59–65. https://doi.org/10.1016/S0960-8524(99)00130-3
Morra S, Arizzi M, Allegra P, La Licata B, Sagnelli F, Zitella P et al (2014) Expression of different types of [FeFe]-hydrogenase genes in bacteria isolated from a population of a bio-hydrogen pilot-scale plant. Int J Hydrog Energy 39:9018–9027. https://doi.org/10.1016/j.ijhydene.2014.04.009
Najafpour G, Younesi H, Mohamed AR (2004) Effect of organic substrate on hydrogen production from synthesis gas using Rhodospirillum rubrum, in batch culture. Biochem Eng J 21:123–130. https://doi.org/10.1016/j.bej.2004.06.001
Nakashimada Y, Rachman MA, Kakizono T, Nishio N (2002) Hydrogen production of Enterobacter aerogenes altered by extracellular and intracellular redox states. Int J Hydrog Energy 27:1399–1405. https://doi.org/10.1016/S0360-3199(02)00128-3
Nasr N, Hafez H, El Naggar MH, Nakhla G (2013) Application of artificial neural networks for modeling of biohydrogen production. Int J Hydrog Energy 38:3189–3195. https://doi.org/10.1016/J.IJHYDENE.2012.12.109
Nath K, Das D (2011) Modeling and optimization of fermentative hydrogen production. Bioresour Technol 102:8569–8581. https://doi.org/10.1016/J.BIORTECH.2011.03.108
Neil G, Nicholas DJD, O’Bockris JM, McCann JF (1976) The photosynthetic production of hydrogen. Int J Hydrog Energy 1:45–48. https://doi.org/10.1016/0360-3199(76)90008-2
Oh SE, Zuo Y, Zhang H, Guiltinan MJ, Logan BE, Regan JM (2009) Hydrogen production by Clostridium acetobutylicum ATCC 824 and megaplasmid-deficient mutant M5 evaluated using a large headspace volume technique. Int J Hydrog Energy 34:9347–9353. https://doi.org/10.1016/j.ijhydene.2009.09.084
O-Thong S, Prasertsan P, Intrasungkha N, Dhamwichukorn S, Birkeland NK (2007) Improvement of biohydrogen production and treatment efficiency on palm oil mill effluent with nutrient supplementation at thermophilic condition using an anaerobic sequencing batch reactor. Enzym Microb Technol 41:583–590. https://doi.org/10.1016/j.enzmictec.2007.05.002
O-Thong S, Prasertsan P, Birkeland N-K (2009) Evaluation of methods for preparing hydrogen-producing seed inocula under thermophilic condition by process performance and microbial community analysis. Bioresour Technol 100:909–918. https://doi.org/10.1016/J.BIORTECH.2008.07.036
Pan CM, Fan YT, Xing Y, Hou HW, Zhang ML (2008) Statistical optimization of process parameters on biohydrogen production from glucose by Clostridium sp. Fanp2. Bioresour Technol 99:3146–3154. https://doi.org/10.1016/J.BIORTECH.2007.05.055
Pandey A, Srivastava S, Rai P, Duke M (2019) Cheese whey to biohydrogen and useful organic acids: a non-pathogenic microbial treatment by L. acidophilus. Sci Rep 9:1–9. https://doi.org/10.1038/s41598-019-42752-3
Parawira W, Murto M, Zvauya R, Mattiasson B (2006) Comparative performance of a UASB reactor and an anaerobic packed-bed reactor when treating potato waste leachate. Renew Energy 31:893–903. https://doi.org/10.1016/j.renene.2005.05.013
Pasupuleti SB, Sarkar O, Venkata Mohan S (2014) Upscaling of biohydrogen production process in semi-pilot scale biofilm reactor: evaluation with food waste at variable organic loads. Int J Hydrog Energy 39:7587–7596. https://doi.org/10.1016/j.ijhydene.2014.02.034
Pirt SJ (1965) The maintenance energy of bacteria in growing cultures. Proc R Soc Lond Series B 163:224–231. https://doi.org/10.1098/rspb.1965.0069
Ren N, Li J, Li B, Wang Y, Liu S (2006) Biohydrogen production from molasses by anaerobic fermentation with a pilot-scale bioreactor system. Int J Hydrog Energy 31:2147–2157. https://doi.org/10.1016/j.ijhydene.2006.02.011
Ren NQ, Liu BF, Zheng GX, Xing DF, Zhao X, Guo WQ et al (2009) Strategy for enhancing photo-hydrogen production yield by repeated fed-batch cultures. Int J Hydrog Energy 34:7579–7584. https://doi.org/10.1016/j.ijhydene.2009.07.030
Roy S, Ghosh S, Das D (2012) Improvement of hydrogen production with thermophilic mixed culture from rice spent wash of distillery industry. Int J Hydrog Energy 37:15867–15874. https://doi.org/10.1016/j.ijhydene.2012.08.016
Roy S, Vishnuvardhan M, Das D (2014) Improvement of hydrogen production by newly isolated Thermoanaerobacterium thermosaccharolyticum IIT BT-ST1. Int J Hydrog Energy 39:7541–7552. https://doi.org/10.1016/j.ijhydene.2013.06.128
Rozendal RA, Hamelers HVM, Molenkamp RJ, Buisman CJN (2007) Performance of single chamber biocatalyzed electrolysis with different types of ion-exchange membranes. Water Res 41:1984–1994. https://doi.org/10.1016/j.watres.2007.01.019
Schröder C, Selig M, Schönheit P (1994) Glucose fermentation to acetate, CO2 and H2 in the anaerobic hyperthermophilic eubacterium Thermotoga maritima: involvement of the Embden-Meyerhof pathway. Arch Microbiol 161:460–470. https://doi.org/10.1007/BF00307766
Sekoai PT, Daramola MO (2018) Effect of metal ions on dark fermentative biohydrogen production using suspended and immobilized cells of mixed bacteria. Chem Eng Commun 205:1011–1022. https://doi.org/10.1080/00986445.2018.1428958
Sewsynker Y, Gueguim Kana EB (2016) Intelligent models to predict hydrogen yield in dark microbial fermentations using existing knowledge. Int J Hydrog Energy 41:12929–12940. https://doi.org/10.1016/J.IJHYDENE.2016.05.250
Show KY, Zhang ZP, Tay JH, Tee Liang D, Lee DJ, Jiang WJ (2007) Production of hydrogen in a granular sludge-based anaerobic continuous stirred tank reactor. Int J Hydrog Energy 32:4744–4753. https://doi.org/10.1016/j.ijhydene.2007.07.005
Show KY, Zhang ZP, Tay JH, Liang DT, Lee DJ, Ren N et al (2010) Critical assessment of anaerobic processes for continuous biohydrogen production from organic wastewater. Int J Hydrog Energy 35:13350–13355. https://doi.org/10.1016/j.ijhydene.2009.11.110
Singh L, Siddiqui MF, Ahmad A, Rahim MHA, Sakinah M, Wahid ZA (2013) Biohydrogen production from palm oil mill effluent using immobilized mixed culture. J Ind Eng Chem 19:659–664. https://doi.org/10.1016/j.jiec.2012.10.001
Singh V, Singh H, Das D (2019) Optimization of the medium composition for the improvement of hydrogen and butanol production using Clostridium saccharoperbutylacetonicum DSM 14923. Int J Hydrog Energy 44:26905–26919. https://doi.org/10.1016/j.ijhydene.2019.08.125
Sivagurunathan P, Anburajan P, Kumar G, Kim SH (2016) Effect of hydraulic retention time (HRT) on biohydrogen production from galactose in an up-flow anaerobic sludge blanket reactor. Int J Hydrog Energy 41:21670–21677. https://doi.org/10.1016/j.ijhydene.2016.06.047
Slobodkin AI, Tourova TP, Kuznetsov BB, Kostrikina NA, Chernyh NA, Bonch-Osmolovskaya EA (1999) Thermoanaerobacter siderophilus sp. nov., a novel dissimilatory Fe(III)- reducing, anaerobic, thermophilic bacterium. Int J Syst Bacteriol 49:1471–8. https://doi.org/10.1099/00207713-49-4-1471
Sözen A, Arcaklioǧlu E, Özalp M, Kanit EG (2005) Solar-energy potential in Turkey. Appl Energy 80:367–381. https://doi.org/10.1016/j.apenergy.2004.06.001
Tang G-LL, Huang J, Sun Z-JJ, Tang Q-QQ, Yan C-HH, Liu G-QQ (2008) Biohydrogen production from cattle wastewater by enriched anaerobic mixed consortia: influence of fermentation temperature and pH. J Biosci Bioeng 106:80–87
Tanisho S, Suzuki Y, Wakao N. Fermentative hydrogen evolution by Enterobacter aerogenes strain E.82005. Int J Hydrog Energy 1987;12:623–627. doi:https://doi.org/10.1016/0360-3199(87)90003-6
Tanisho S, Kuromoto M, Kadokura N (1998) Effect of CO2 removal on hydrogen production by fermentation. Int J Hydrog Energy 23:559–563. https://doi.org/10.1016/s0360-3199(97)00117-1
Tapia-Venegas E, Ramirez-Morales JE, Silva-Illanes F, Toledo-Alarcón J, Paillet F, Escudie R et al (2015) Biohydrogen production by dark fermentation: scaling-up and technologies integration for a sustainable system. Rev Environ Sci Biotechnol 14:761–785. https://doi.org/10.1007/s11157-015-9383-5
Tomczak W, Ferrasse J-H, Giudici-Orticoni M-T, Soric A (2018) Effect of hydraulic retention time on a continuous biohydrogen production in a packed bed biofilm reactor with recirculation flow of the liquid phase. Int J Hydrog Energy 43:18883–18895. https://doi.org/10.1016/J.IJHYDENE.2018.08.094
Van Ginkel S, Sung S, Lay JJ (2001) Biohydrogen production as a function of pH and substrate concentration. Environ Sci Technol 35:4726–4730. https://doi.org/10.1021/es001979r
Van Ginkel SW, Oh SE, Logan BE (2005) Biohydrogen gas production from food processing and domestic wastewaters. Int J Hydrog Energy 30:1535–1542. https://doi.org/10.1016/j.ijhydene.2004.09.017
Van Niel EWJ, Budde MAW, De Haas G, Van der Wal FJ, Claassen PAM, Stams AJM (2002) Distinctive properties of high hydrogen producing extreme thermophiles, Caldicellulosiruptor saccharolyticus and Thermotoga elfii. Int J Hydrog Energy 27:1391–1398. https://doi.org/10.1016/S0360-3199(02)00115-5
Van Ooteghem SA, Beer SK, Yue PC (2002) Hydrogen production by the thermophilic bacterium Thermotoga neapolitana. Appl Biochem Biotechnol 98–100:177–189. https://doi.org/10.1385/ABAB:98-100:1-9:177
Varanasi JL, Kumari S, Das D (2018) Improvement of energy recovery from water hyacinth by using an integrated system. Int J Hydrog Energy 43:1303–1318. https://doi.org/10.1016/j.ijhydene.2017.11.110
Vatsala TM, Raj SM, Manimaran A (2008) A pilot-scale study of biohydrogen production from distillery effluent using defined bacterial co-culture. Int J Hydrog Energy 33:5404–5415. https://doi.org/10.1016/j.ijhydene.2008.07.015
Veeravalli SS, Shanmugam SR, Ray S, Lalman JA, Biswas N (2019) Biohydrogen production from renewable resources. In: Advanced bioprocessing for alternative fuels, biobased chemicals, and bioproducts: technologies and approaches for scale-up and commercialization. Elsevier, pp 289–312. https://doi.org/10.1016/B978-0-12-817941-3.00015-2
Vi LVT, Salakkam A, Reungsang A (2017) Optimization of key factors affecting bio-hydrogen production from sweet potato starch. Energy Procedia 138:973–978. https://doi.org/10.1016/J.EGYPRO.2017.10.092
Vijaya Bhaskar Y, Venkata Mohan S, Sarma PN (2008) Effect of substrate loading rate of chemical wastewater on fermentative biohydrogen production in biofilm configured sequencing batch reactor. Bioresour Technol 99:6941–6948. https://doi.org/10.1016/j.biortech.2008.01.029
Wagner RC, Regan JM, Oh SE, Zuo Y, Logan BE (2009) Hydrogen and methane production from swine wastewater using microbial electrolysis cells. Water Res 43:1480–1488. https://doi.org/10.1016/j.watres.2008.12.037
Wang J, Wan W (2009a) Optimization of fermentative hydrogen production process using genetic algorithm based on neural network and response surface methodology. Int J Hydrog Energy 34:255–261. https://doi.org/10.1016/J.IJHYDENE.2008.10.010
Wang J, Wan W (2009b) Application of desirability function based on neural network for optimizing biohydrogen production process. Int J Hydrog Energy 34:1253–1259. https://doi.org/10.1016/J.IJHYDENE.2008.11.055
Wu S, Li X, Yu J, Wang Q (2012) Increased hydrogen production in co-culture of Chlamydomonas reinhardtii and Bradyrhizobium japonicum. Bioresour Technol 123:184–188. https://doi.org/10.1016/j.biortech.2012.07.055
Xie G-J, Liu B-F, Guo W-Q, Ding J, Xing D-F, Nan J et al (2012) Feasibility studies on continuous hydrogen production using photo-fermentative sequencing batch reactor. Int J Hydrog Energy 37:13689–13695. https://doi.org/10.1016/J.IJHYDENE.2012.02.107
Xing Y, Fan SQ, Zhang JN, Fan YT, Hou HW (2011) Enhanced bio-hydrogen production from corn stalk by anaerobic fermentation using response surface methodology. Int J Hydrog Energy 36:12770–12779. https://doi.org/10.1016/j.ijhydene.2011.07.065
Yang G, Wang J (2018) Kinetics and microbial community analysis for hydrogen production using raw grass inoculated with different pretreated mixed culture. Bioresour Technol 247:954–962. https://doi.org/10.1016/J.BIORTECH.2017.09.041
Yu H, Zhu Z, Hu W, Zhang H (2002) Hydrogen production from rice winery wastewater in an up-flow anaerobic reactor by using mixed anaerobic cultures. Int J Hydrog Energy 27:1359–1365. https://doi.org/10.1016/S0360-3199(02)00073-3
Zhang H, Bruns MA, Logan BE (2006) Biological hydrogen production by Clostridium acetobutylicum in an unsaturated flow reactor. Water Res 40:728–734. https://doi.org/10.1016/j.watres.2005.11.041
Zhang ZP, Tay JH, Show KY, Yan R, Tee Liang D, Lee DJ et al (2007) Biohydrogen production in a granular activated carbon anaerobic fluidized bed reactor. Int J Hydrog Energy 32:185–191. https://doi.org/10.1016/j.ijhydene.2006.08.017
Zheng H-S, Guo W-Q, Yang S-S, Feng X-C, Du J-S, Zhou X-J et al (2014) Thermophilic hydrogen production from sludge pretreated by thermophilic bacteria: analysis of the advantages of microbial community and metabolism. Bioresour Technol 172:433–437. https://doi.org/10.1016/J.BIORTECH.2014.09.020
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Mahata, C., Das, D. (2022). Current Status and Prospects of Biohydrogen Production Process . In: Saini, J.K., Sani, R.K. (eds) Microbial Biotechnology for Renewable and Sustainable Energy. Clean Energy Production Technologies. Springer, Singapore. https://doi.org/10.1007/978-981-16-3852-7_5
Download citation
DOI: https://doi.org/10.1007/978-981-16-3852-7_5
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-3851-0
Online ISBN: 978-981-16-3852-7
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)