
Abstract
In modern industries, the demand of light-weight materials is increasing day by day, which can be fulfilled by the developing new generation composite materials. This study aims to evaluate the effect of controllable variables like cutting speed, feed, depth of cut, coating thickness and chromium contents on the surface roughness, tool wear rate and material removal rate while turning Al/SiC/Cr composites with coated carbide tool. The composites are formulated through stir casting. The multiple objective optimizations are performed using Taguchi method followed by grey relation analysis and improvement in grey relation grade is calculated. The ANOVA is performed, and the significant parameters are identified and ranked accordingly. The results reveal that the optimal value obtained for material removal rate is 15674.32 mm3/min having surface roughness and tool wear rate of 0.39 μm and 0.917 mg/min respectively. The results are validated by comparing the predicted value of grey relation grade with the experimental value.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
1 Introduction
The materials used for aerospace, transportation, and underwater applications should have the properties like low weight, high wear, and corrosion resistances, high impact strength etc. These properties are not exhibited by existing monolithic materials/alloys or ceramics [4]. To overcome these shortcomings, the already existed monolithic material is being substituted by composite material. The composite materials are developed to combine favorable properties of different materials. Because of the superior qualities, the replacement of conventional monolithic materials and their alloys with composites, extend their applications in automobile, defense, marine, sports and recreation industries [20, 22].
In metal matrix composite (MMC) is the combination of two or more materials, in which one is a matrix and other is reinforcement in which the matrix used is generally a lighter metal, which supports the reinforced particles within the composites. The metals used as the matrix in MMCs are light metals like aluminium, titanium, magnesium, zinc and their alloys [3, 16]. However, copper, nickel, lead, iron, tungsten are also used as the matrix in some particular applications [4, 17, 28]. Also, the cobalt and Co–Ni alloys are used as a matrix material in the areas, where the materials are subjected to high temperature [4, 28].
The reinforcement, when added in matrix, improves its several properties (like hardness, strength etc.) and prevents its deformation. This material has its own particular microstructure, morphology, chemistry, physical and mechanical properties, cost and shapes and on the behalf of these characteristics, reinforcement is selected for particular matrix [4].
The single ceramic reinforced composites, sometime exhibit some negative effects also. These effects include the reduction in machinability, fracture toughness, wear resistance etc. in some specific weight reduction applications like cylinder blocks and liners, pistons, connecting rods, brake drums etc. [24]. These types of difficulties can be eliminated by using aluminium matrix based hybrid MMCs. The composites having three or more constituent particles present in it is known as hybrid metal matrix composites (HMMC). In such type of composite materials, at least two reinforced materials are used. The HMMCs possess higher strength/weight ratio, higher toughness, less sensitive to temperature changes, improved wettability as well as machinability etc. Due to this reason, HMMCs possess many applications in the field of aerospace and automobile components [18].
Out of the available matrix materials, aluminium is generally used as matrix material because of lower costs, easy availability, lower density, higher strength/weight ratio, highly resistant to corrosion and lower processing temperature requirement [4, 6]. In last one-two decades, the use of Al/SiC composites has been increased rapidly, particularly for automotive, recreation and aerospace applications as Aluminium exhibits lower density, lower coefficient of thermal expansion, higher strength/weight ratio, higher wear resistance etc.
The introduction of SiC enhances wear resistance, hardness value and tensile strength, but with the higher percentage of SiC, the machinability (ductility) and toughness resistance of the MMCs reduces [1, 19]. However, machinability of such materials can be improved by using additional reinforcement (like Graphite) along with SiC [26].
Among the available fabrication process, liquid state stirs casting is simplest one, and most effectively used in the fabrication of aluminium matrix composites. In this technique, the reinforcement(s) (ceramics, agro wastes or industrial wastes) is/are mixed with liquid matrix metal and stirred mechanically under controlled condition [4].
Grey relation analysis is an effective tool to solve multi performance parameters in many applications. Yih-Fong and Fu-Chen [13] optimized turning of tool steel to obtain the best set of input conditions for optimal vales of surface roughness and dimensional accuracy. GRA also successfully applied by the researchers in the optimization of various input conditions such as optimization of electric discharge machining process [9], chemical polishing [5, 8], for evaluation of tool conditions in turning, drilling [23].
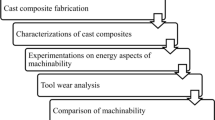
In this experimental study, an attempt has been made to introduce chromium particles with SiC in the grain structure of Al–Si alloy and to evaluate its affect on the machining behaviour of novel composites. The composites are fabricated through conventional stir casting. The turning on standard samples, as prescribed by Taguchi’s L27 array, has been conducted using conventional Lathe machine and the machining performance in form of material removal rate, surface roughness and tool wear rate is evaluated. The Taguchi analysis followed by grey relation analysis has been performed and multiple responses optimization has been discussed to improve the machining integrity of novel composites.
2 Materials and Method
Al–Si alloy based composites, reinforced with 10 wt% SiC and (0–3 wt%) Cr, are formulated through stir casting method. The stir casting setup used for composite formulation is shown in Fig. 1.

Illustration of stir casting process
The Al–Si alloy cleaned using acetone, weighed and cut in desire amount, charged in electric furnace and melted at 730 ± 20 °C for around 90 min under the argon gas environment. SiC (10 wt%) and Cr (0–3 wt% in steps of 1.5) are preheated to 600 ± 5 °C before introducing in the melt to remove any moisture contents. The slurry is then stirred continuously with electric motor integrated graphite rotor an average speed of 400 rpm for 8–10 min. 1 wt% of magnesium is also mixed in the slurry to enhance the wettability among the ingredients [12, 21]. the semi-solid mixture is then poured in steel mould and allowed to solidify. The specimens used for experimentation are having dimensions Ф 30 mm × 100 mm.
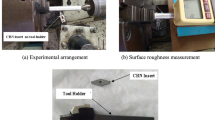
The tools, chosen for this study, are multiple coated (with a varying coating thickness of TiN/Al2O3/TiCN/TiN), carbide inserts with an ISO designation CNMG120408-SU.
The design of experiments used for turning is Taguchi method. This method is effectively used in the optimization of multiple input parameters in many applications. A Taguchi coupled grey relation analysis is also carried out to optimize the multiple response parameters. As a result of the literature survey, five input parameters viz. cutting speed, feed rate, depth of cut, tool coating thickness and weight percentage of chromium are selected. Three output parameters include material removal rate, surface roughness and tool wear rate. A conventional HMT LB-17 lathe centre having 7.5 kW power is and for turning each run is performed on 30 mm sample length under dry condition.
Table 1 shows the input parameters with their levels and response parameters. Standard orthogonal Array L27 (3^5) is selected for turning. A rough cut is carried out to remove the rust and irregular surface.
A Japan-made Mitutoyo roughness tester (J:400 Model) is used (sampling speed-0.25 mm/s) to measure Ra value at three different lsocations and their average is calculated. Before and after each run, the diameter of the specimen and weight of the carbide insert is measured using standard measuring devices. The time consumed in each run is recorded using a stopwatch. The MRR in the form of total volume removed per minute and TWR in the form of weight loss per minute is calculated. The experimental set up of input parameters and experimental outcomes corresponding to their signal to noise ratios are shown in Table 2. The S/N ratio analysis is carried out corresponding to all responses to analyze the experimental data. It is desired that the machining surface should have maximum surface finishing and material removal rate along with minimum tool wear.
3 Results and Discussion
It is desired that the machining surface should have the maximum surface finishing and material removal rate along with minimum tool wear. The objective of this study is to maximize the material removal rate and minimize surface roughness and tool wear rate.
3.1 Taguchi Analysis
So as per the terminology of Taguchi method, “larger is better” type response has been employed for material removal rate and “lower is the better” type response has been employed for surface roughness and tool wear rate. The mathematical equations used for these types of responses are shown in Eqs. 1 and 2.
For larger is better (Maximize):
For smaller is better (Minimize):
where Yi is the individual measured response parameters and n indicates the number of trials replicated. The signal to noise ratio should be high for an optimal solution.
The signal to noise ratios for material removal rate, surface roughness and tool wear rate at different levels of input parameters is calculated and plotted as shown in Figs. 2, 3 and 4.

Main effects plot for material removal rate

Main effects plot for surface roughness

Main effects plot for tool wear rate
The influence of speed, feed, DoC, coating thickness and per cent weightage of Cr on the material removal rate, surface roughness and tool wear rate can be explored as per the trend of curves. From figures, it is observed that larger cutting speed and feed results in an increase in material removal rate and surface quality, but with the loss of tool life. It is also considered that the presence of Cr contents causes deterioration of surface quality and reduces tool life. Also, the increase in coating thickness produces a positive effect on the surface quality as well as tool life.
ANOVA for all output parameters is shown in Tables 3, 4 and 5, which are indicating the significant parameters for the corresponding response.
The confirmation experiments, as per sets of best conditions obtained from Taguchi’s analysis, are conducted for all responses individually and presented in Table 6.
3.2 Grey Relation Analysis
In Taguchi analysis, a different set of conditions for input parameters are obtained for each response and it is complicated to choose the common set of input parameters for optimal values of all response characteristics. Under such circumstances, the multiple response optimizations may be the best solution. The grey relational analysis is one of the best techniques to solve these types of problems [12]. In recent 3–4 decades,this method is extensively used for solving the complex inter-relationships among the multiple output parameters. The steps involved, normalizing the results of experiments between 0 and 1 using Eqs. 3 and 4, deviating the sequence as per Eq. 5, calculating the grey relation coefficient (GRC) from normalized data (Eq. 6), calculating overall grey relation grades (GRG) with the help of Eq. 7 and converting the multi-response parameters into the optimization of single GRG [12, 25]. Normalized experimental results corresponding to large-is-better can be obtained as
Normalized experimental results corresponding to small-is-better can be obtained as
The normalized results can be deviated by calculating the difference between the absolute values of maxYij and Yij. Thus the deviated sequence values (∆ij) can be obtained as
The grey relation coefficient (ξij) can be calculated as follows
where Ѱ is the distinguished coefficient and it varies as 0 ≤ Ѱ ≤ 1. It is usually kept as 0.5.
Grey relation grades (γ) can be obtained as:
where n represents number of output parameters and ξ represents GRC. The analysis is performed; results are calculated and represented in Table 7.
Now, from the orthogonal design of experiments, the influence of input parameters on grey relation grades GRG can be obtained with an objective of large -is-better type response. The ANOVA analysis for grey relation grades is shown in Table 8. It is also noted that the significant parameters for maximized GRG are cutting speed, feed rate and weightage of chromium contents.
The significant level for each input parameter can be estimated to obtain the optimal value of GRG from Table 9. Also as per delta value, all input parameters may be ranked. The GRG graph for the level of input parameters for turning is shown in Fig. 5. The main objective of this analysis is to obtain a large value of GRG, which means better are, the response parameters.

Main effects plot for grey relation grades
ANOVA Table illustrates that Feed rate; cutting speed and weight percentage of Cr contents are significant parameters which are influencing the material removal rate, tool wear rate and surface quality of the composites. Also, Cr.% contributes most significantly in the optimization of response characteristics, followed by feed rate and cutting speed, however, least contribution of the depth of cut and coating thickness is obtained.
3.3 Non Linear Regression Model for Grey Relation Coefficient
The non-linear regression equation (Eq. 8) indicates that how grey relation grade depends upon the input parameters
The residual plot of GRG received throughout regression evaluation is presented in Fig. 6.

Residual plots of grey relation grades
The normal probability plot is having a straight line with the residuals centered nearer to the straight line. In residual versus fits plot, the residuals appear to be randomly scattered around zero and most of the elements are based on the common outfitted value and the residuals are minimal. The histogram of the residuals suggests the distribution of the residuals for all observations that are skewed towards the left and the bell-shaped curve is formed. Residuals versus order graph plot may also be notably precious in a designed experiment wherein the runsshould not randomize. The residuals in the plot are scattered around the centre line.
4 Confirmation Experiments
The confirmation experiments are performed for optimizing the response parameters by using the optimized parameters in multiple objective optimizations. Base upon optimal values of response parameters, the predicted value of grey relation grade (γPredicted) is estimated as per Eq. 9.
where
- γmean:
-
= Mean value of grey relation grades (γmean = 0.58661; Table 7).
- γi:
-
= Mean of grey relation grades at the optimal level.
- q:
-
= Number of significant input parameters. (q = 3; Table 8).
- γmean:
-
= Mean value of grey relation grades (γmean = 0.58661; Table 7).
- γi:
-
= Mean of grey relation grades at the optimal level.
- q:
-
= Number of significant input parameters. (q = 3; Table 8).
It is also observed from Table 10 that the experimental value of grey relation grade differ by 2.52% only from the predicted value, means experimental results are validated.
5 Conclusions and Future Perspective
Taguchi analysis followed by a grey relation grade obtained from Taguchi coupled grey relation analysis has been used for the turning of novel Al-10SiC-(0-3)Cr composites with multiple objective optimization of response parameters including material removal rate, surface roughness and tool wear rate. As per results obtained, the following conclusion can be drawn:
-
1.
According to ANOVA test the cutting speed, feed rate and chromium contents are most significant parameters for effecting the surface roughness and tool wear. Speed and feed rate has significant affect on material removal rate, whereas other input parameters are insignificant. Best set of conditions for material removal rate, surface roughness and tool wear rate are A3B3C3D2E1, A3B3C3D3E1 and A1B1C2D3E1 respectively.
-
2.
The Taguchi coupled grey relation analysis suggests a single optimal set of input parameters as A3B3C2D3E1 i.e. cutting speed 120 m/min, feed rate 0.18, depth of cut of 0.60, coating thickness on carbide insert 14 μm with 0% weightage of chromium contents for all responses.
-
3.
The result of confirmation test indicates that increase in grey relation grade from the set of initial cutting condition to optimal conditions is 0.05116, means the multiple responses of AMCs turning such as material removal rate, surface roughness and tool wear rate is improved together by using grey relation analysis. Also the predicted grey relation grade differs from experimental gray relation grade by 2.52% only and thus the experimental results are validated.
Future Scope
-
Another fabrication route like powder metallurgy can be used to develop same composite.
-
Composite of reinforcing phase may be change to develop different composites.
-
Nano size particles may be used instead of micro size particles.
References
Karabulut Ş (2015) Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 1(66):139–149
Lo SP (2002) The application of an ANFIS and grey system method in turning tool-failure detection. Int J Adv Manuf Technol 19(8):564–572
Miklaszewski A (2015) Effect of starting material character and its sintering temperature on microstructure and mechanical properties of super hard Ti/TiB metal matrix composites. Int J Refract Metal Hard Mater 1(53):56–60
Tjong SC (2014) Processing and deformation characteristics of metals reinforced with ceramic nanoparticles. Nanocryst Mater, 269–304 (Elsevier)
Tosun N (2006) Determination of optimum parameters for multi-performance characteristics in drilling by using grey relational analysis. Int J Adv Manuf Technol 28(5–6):450–455
Alaneme KK, Aluko AO (2012) Fracture toughness (K1C) and tensile properties of as-cast and age-hardened aluminium (6063)–silicon carbide particulate composites. Sci Iranica 19(4):992–996
Devaneyan SP, Senthilvelan T (2014) Electro co-deposition and characterization of SiC in nickel metal matrix composite coatings on aluminium 7075. Procedia Eng 1(97):1496–1505
Ho CY, Lin ZC (2003) Analysis and application of grey relation and ANOVA in chemical–mechanical polishing process parameters. Int J Adv Manuf Technol 21(1):10–14
Lin JL, Lin CL (2002) The use of the orthogonal array with grey relational analysis to optimize the electrical discharge machining process with multiple performance characteristics. Int J Mach Tools Manuf 42(2):237–244
Padmavathi KR, Ramakrishnan R (2014) Tribological behaviour of aluminium hybrid metal matrix composite. Procedia Eng 1(97):660–667
Prasad SV, Asthana R (2004) Aluminum metal-matrix composites for automotive applications: tribological considerations. Tribol Lett 17(3):445–453
Ranganathan S, Senthilvelan T (2011) Multi-response optimization of machining parameters in hot turning using grey analysis. Int J Adv Manuf Technol 56:455–462
Yih-Fong T, Fu-Chen C (2006) Multiobjective process optimisation for turning of tool steels. Int J Mach Mach Mater 1(1):76–93
Aramesh M, Shi B, Nassef AO, Attia H, Balazinski M, Kishawy HA (2013) Meta-modeling optimization of the cutting process during turning titanium metal matrix composites (Ti-MMCs). Procedia CIRP 1(8):576–581
Arumugam PU, Malshe AP, Batzer SA (2006) Dry machining of aluminum–silicon alloy using polished CVD diamond-coated cutting tools inserts. Surf Coat Technol 200(11):3399–3403
Bains PS, Sidhu SS, Payal HS (2016) Fabrication and machining of metal matrix composites: a review. Mater Manuf Processes 31(5):553–573
Cao H, Qian Z, Zhang L, Xiao J, Zhou K (2014) Tribological behavior of Cu matrix composites containing graphite and tungsten disulfide. Tribol Trans 57(6):1037–1043
Feng GH, Yang YQ, Luo X, Li J, Huang B, Chen Y (2015) Fatigue properties and fracture analysis of a SiC fiber-reinforced titanium matrix composite. Compos B Eng 1(68):336–342
James SJ, Venkatesan K, Kuppan P, Ramanujam R (2014) Hybrid aluminium metal matrix composite reinforced with SiC and TiB2. Procedia Eng 1(97):1018–1026
Kala H, Mer KK, Kumar S (2014) A review on mechanical and tribological behaviors of stir cast aluminum matrix composites. Procedia Mater Sci 1(6):1951–1960
Kalra CS, Kumar V, Manna A (2019) The wear behavior of Al/(Al2O3+SiC+C) hybrid composites fabricated stir casting assisted squeeze. Part Sci Technol 37(3):303–313
Kumar J, Singh D, Kalsi NS (2019) Tribological, physical and microstructural characterization of silicon carbide reinforced aluminium matrix composites: a review. Mater Today: Proc 1(18):3218–3232
Lin CL, Lin JL, Ko TC (2002) Optimisation of the EDM process based on the orthogonal array with fuzzy logic and grey relational analysis method. Int J Adv Manuf Technol 19(4):271–277
Myalski J, Wieczorek J, Dolata-Grosz A (2006) Tribological properties of heterophase composites with an aluminium matrix. J Achievements Mater Manuf Eng 15(1–2):53–57
Radhakrishnan R, Nambi M, Ramasamy R (2011) Optimization of cutting parameters for turning Al-SiC(10p) MMC using ANOVA and grey relational analysis. Int J Precis Eng Manuf 12(4):651–656
Telang AK, Rehman A, Dixit G, Das S (2010) Alternate materials in automobile brake disc applications with emphasis on Al composites—a technical review. J Eng Res Stud 1(1):35–46
Tony Thomas A, Parameshwaran R, Muthukrishanan A, Arvind KM (2014) Development of feeding and stirring mechanism for stir casting of aluminium matrix composites. Procedia Mater Sci 5:1182–1191
Uhlmann E, Bergmann A, Gridin W (2015) Investigation on additive manufacturing of tungsten carbide-cobalt by selective laser melting. Procedia CIRP 1(35):8–15
Acknowledgements
The authors would like to thank IKG Punjab Technical University, Kapurthala, Punjab, India for providing an opportunity to do this research work.
Conflict of Interest
The authors declare no conflict of interest.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Annexure
Annexure
Control Log of Experiments
Cutting seed (m/min) | Feed rate (mm/rev) | Depth of cut (mm) | Coating thickness (μm) | Wt% of Cr |
|---|---|---|---|---|
1 | 1 | 1 | 1 | 1 |
1 | 1 | 2 | 2 | 2 |
1 | 1 | 3 | 3 | 3 |
1 | 2 | 1 | 2 | 2 |
1 | 2 | 2 | 3 | 3 |
1 | 2 | 3 | 1 | 1 |
1 | 3 | 1 | 3 | 3 |
1 | 3 | 2 | 1 | 1 |
1 | 3 | 3 | 2 | 2 |
2 | 1 | 1 | 2 | 3 |
2 | 1 | 2 | 3 | 1 |
2 | 1 | 3 | 1 | 2 |
2 | 2 | 1 | 3 | 1 |
2 | 2 | 2 | 1 | 2 |
2 | 2 | 3 | 2 | 3 |
2 | 3 | 1 | 1 | 2 |
2 | 3 | 2 | 2 | 3 |
2 | 3 | 3 | 3 | 1 |
3 | 1 | 1 | 3 | 2 |
3 | 1 | 2 | 1 | 3 |
3 | 1 | 3 | 2 | 1 |
3 | 2 | 1 | 1 | 3 |
3 | 2 | 2 | 2 | 1 |
3 | 2 | 3 | 3 | 2 |
3 | 3 | 1 | 2 | 1 |
3 | 3 | 2 | 3 | 2 |
3 | 3 | 3 | 1 | 3 |
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Kumar, J., Singh, D., Kalsi, N.S., Sharma, S. (2021). Influence of Reinforcement Contents and Turning Parameters on the Machining Behaviour of Al/SiC/Cr Hybrid Aluminium Matrix Composites. In: Mavinkere Rangappa, S., Gupta, M.K., Siengchin, S., Song, Q. (eds) Additive and Subtractive Manufacturing of Composites. Springer Series in Advanced Manufacturing. Springer, Singapore. https://doi.org/10.1007/978-981-16-3184-9_2
Download citation
DOI: https://doi.org/10.1007/978-981-16-3184-9_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-3183-2
Online ISBN: 978-981-16-3184-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)