
Abstract
Friction stir welding (FSW) has various applications focused on the different industries because of its efficiency and sustainability. The main different sectors of industries where FSW technique is utilized are automobiles, aerospace, shipbuilding and railways. This current experimental study describes about the background of the FSW technique and recent advances in welding technology which have occurred during the last few years. Furthermost, the development endeavored to conflict the problem of non-uniformity in temperature distribution in weld zone pinhole, which is left after the welding process in FSW. During the last two decades, many researchers have been working on the advanced welding technology of FSW because this technique could be made more optimized and sophisticated by using proper tool during the welding process. The application of various parameters such as tool rotation, plunge depth, feed rate, shoulder diameter of tool and tool pin geometry has made FSW process more uniform. Friction stir welding process is a cutting edge technology widely used nowadays throughout the globe for welding because of its very high strength. The joint formation in the process has a wide application in welding of two dissimilar materials, e.g., aluminum and steel. In this research paper, an attempt is made to provide some directions for future development in the friction stir welding technology.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Friction stir welding is a strong state thermo-mechanical solid state joining of material which can be similar or dissimilar (a combination of expelling and fashioning), designed by The Welding Institute (TWI) in 1991, that has become a feasible assembling innovation of metallic sheet and plate materials for applications in different ventures, including plate materials for applications in different businesses, including aviation, vehicle, safeguard and shipbuilding. Friction stir welding (FSW) is a generally new procedure created by The Welding Institute (TWI) for the joining of Aluminum combinations [1]. Friction stir welding process is nowadays widely used throughout the globe as an advanced welding technology which produces high strength weld joints.
Solid state joining process (FSW) measure is generally another advanced joining process that is by and by pulling in extensive intrigue. FSW process is nowadays trending and widely accepted throughout the manufacturing industries for high strength welding process. FSW is rising as a suitable elective technology with high effectiveness because of high-handling speeds. Since the joint can be attained underneath the dissolving temperature, this technique is reasonable for joining various materials those are amazingly hard to be welded by conventional welding techniques used commonly in the industries [2, 3]. The welding is having appealing state in nature and depends on the limited fashioning of the desired weld zone to deliver constituently high strength and defect-free joint as appeared in Fig. 1.

Schematic sculpt of FSW process
Friction stir welding produces welds by utilizing a revolving, non-consumable welding instrument to locally make softer a workpiece through which the material of both the workpiece get mixed with each other in the weld zone, through the high temperature heat created by contact and plastic work, accordingly permitting the tool to “stir” the joint surfaces. In friction stir welding cycle, a rotating welding tool is rotated with very high and controlled revolutions penetrates the material at the edge of specimen material, for instance, two abutting plates of same or dissimilar material, and afterward deciphered along the interface. FSW a solid state welding process offers simplicity of taking care of, exact outside cycle control and elevated levels of repeatability, accordingly making extremely homogenous welds. No exceptional planning of the example is required and very minimal waste or contamination is made during the process of welding cycle of material. Moreover, its relevance to aluminum combinations, in standard particular unique joints or those considered “unweldable” by traditional welding procedures, for example, tungsten inert gas (TIG) welding, make it as an appealing strategy for the transportation division. The friction stir welding process measure includes the interpretation of a high RPM rotating cylindrical shaped tool along the interface between two plates which is to be joined by using the non-conventional friction stir welding process. Friction due to the rotating tool uniformly produces a high temperature which results in heating the material to its softening stage at which the material can be mixed with each other, which is then basically expelled around the tool before being fashioned by the enormous down weight [4]. The weld produced due to the high temperature generated by friction is shaped by the deformation of the specimen material at temperature underneath the softening temperature. The synchronous rotational and translational movement of the welding instrument during the friction stir welding cycle makes a qualities asymmetry between the bordering sides. On one hand, where the tool turn is with the bearing of the interpretation of the welding instrument one pinnacles of the advance side (AS), while then again, the two different movements, pivot and interpretation neutralize and one talks about the retreating side (RS) [5, 6]. Friction stir welding is an advanced process of joining of materials with high strength, Calibrated sensors used for measuring the temperature (thermocouple) in the process make the process more uniform and accurate with very less chances of defects which generally takes place due to the fluctuation in the weld zone temperature. In friction stir welding process when the tool plunges in the material, it requires a uniform temperature to carry out the whole welding process defect less and very high strength weld joint is produced.
Lately, mathematical displaying of FSW has given noteworthy understanding about the warmth age designs, materials stream fields, temperature profiles, lingering pressure and contortion, and certain parts of hardware plan [7]. The advancement of proper tool materials for welding process and calculations has made friction stir welding conceivable to join the materials, for example, steel and titanium in the research center condition and in a set number of creation applications [8]. In friction stir welding process, of steel material, it has been demonstrated that the lower welding temperature can prompt low bending and interesting joint properties. FSW of steel is a region of dynamic exploration, that is why the process is sensible to anticipate that other creation applications should rise after some time. An extremely appealing application of FSW process can be well known as welding of steel plate for shipbuilding applications, in light of on the decrease of welding contortion, and however, the improvement of minimal effort welding hardware and more vigorous welding instrument materials is required before this application of welding process can be started.
The Accucut machine which is having very good capability of contributing in the friction stir welding process because it has several parameters and arrangements which helps in executing the friction stir welding process much smoother. Accucut machine is used frequently by using different fixtures as per the requirement of friction stir welding process. The processing machine utilized during this trial is Accucut as appeared in Fig. 2 [9].

Accucut milling machine used during FSW process
2 Material Used
AA 7075-T6 aluminum alloy material plates having a thickness of 6 mm is chosen for the experimental work which is carried out in this research paper. Workpiece is having specific size which comprises of 150 mm \(\times\) 125 mm \(\times\) 6 mm for the experimentation work in friction stir welding measure. This test has been acted in the division of mechanical designing (University Polytechnic), GLA University, Mathura, India on an Accucut vertical processing machine to perform FSW. The substance organization by weight (wt%) of AA-7075 utilized for playing out the rubbing stir welding (FSW) test is appeared in Table 1. A non-consumable (FSW) tool with an alternate shapes and size made of En-31 is utilized to play out the weld joints at different speed by erosion stir welding. The dimensions of the tool used in this project are as follow, tool shoulder width of 20 mm, pin measurement of 5 mm at the root and pin length 5.75 mm is utilized for FSW measure. In FSW, rotating tool heat creates to get bringing about nearby plastic disfigurement. The heat is produced during this process of friction stir welding process due to the friction generated due to the rotation of the tool whose tool pin is penetrated inside the plate of specific material which is to be joined [9] (Table 2).
3 Temperature Measurement During FSW
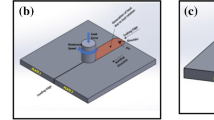
The plates were set up to quantify the temperature at four focuses utilizing thermocouples enwrapped by fired cylinder. On each plate, two K-type thermocouples of 0.5 mm distance across were welded to the surface. The areas of the thermocouples on the workpiece are appeared underneath in Fig. 3. Location A, B, C, D is having thermocouples once the temperature sensors (thermocouple) are not calibrated and again with that same process parameters when the temperature sensors are calibrated. The calibrated temperature sensors are very effective in obtaining the accurate and precise temperature.

Location of thermocouples for temperature measurement during FSW process
3.1 Thermocouple Used for Measurement
Type K (chromel–alumel) is the most well-known broadly useful thermocouple with an affectability of roughly 41 µV/°C as appeared in Fig. 4. Type K thermocouple is economical, and a wide range of experiments of tests related to temperature profile are accessible in its −200 to +1350 °C (−330 to +2460 °F) extend. Sensitivity of Type K thermocouple is good for measurement within this range of temperature (−200 to 1200) °C. Type K thermocouple is used during this experimental study because it can be easily made by taking two different wires of chromel and alumel. These wires used in thermocouples are easily available in the market. Type K thermocouple can be easily used by affixing the temperature sensor (thermocouple) on the different points of different weld zones from which the temperature profile is obtained and accordingly the welding process is made smoother with avoiding the various defects occurred due to the uncontrolled temperatures.

Internal design of Type K thermocouple
Type K thermocouple is having very high sensitivity which results in sensing the temperature within very less time period. The thermocouple is very easy to affix at the different zones where the temperature profile is required because the wires are having such strength that it cannot be broken easily by very less applied force. Thermocouple which is calibrated results in making a very accurate and precise temperature profile which will contribute in making the friction stir welding process defect-free and the weld zone after the process is completed is having high strength and good surface finish.
The thermocouples can’t be put in the thermo-precisely influenced zone (TMAZ) of the weld since the blending of the tool will crush it when the tool arrives at its area.
Transient temperatures were recorded in the four channels during the FSW cycle.
Thermocouples were appended to a framework that can test the temperature information. The last thusly was appended to a PC with an altered program for recording the temperature information. The Type K thermocouple is first calibrated and then it is placed on the different location of workpiece for sensing the temperature. The indicator is also calibrated along with the TC for Accurate measurement of temperature during the Heat generation in the FSW Process. Calibration plays a vital role through which an accurate measurement can be done and a very precise temperature profile of FSW weld zone temperature can be drawn, so that the different defects caused through overheating can be minimized as shown in Fig. 5. The temperature profile helps in maintaining the required temperature throughout the process which makes the FSW welding process more smooth and reliable.

Temperature profile before and after calibration of TC (Thermocouple)
Maximum temperatures recorded for same FSW workpiece without calibration and after Calibration with same process parameters of FSW process as shown in Table 3 [10, 11]. In Table 3, it is seen that there is a wide difference in the temperature based on the sensor, calibrated sensor is giving exact temperature and the other sensor without calibration is showing some other temperature value due to which, the welding process is suffered and the welding process is not that much effective. Temperature profile which is obtained through calibrated temperature sensor is considered for better and precise friction stir welding process.
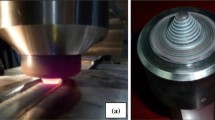
The step-shaped workpieces. Uncontrolled welding due to the varying temperature beyond the suitable temperature range contributes in a meltdown of the tool due to the uncontrolled temperature beyond the limit, with the temperature controller enabled, the narrow zone of the Al alloy weld specimen is successfully passed as shown in Fig. 6. The temperature during the whole process of friction stir welding should be constantly monitored as well as the temperature should not cross the boundary line, which will affect the weld zone and the various defects will occur in the welded workpiece.

FSW process with controlled and uncontrolled Temperature
Calibration plays a very vital role in controlling a temperature within the desired suitable temperature for defect-free friction stir welding process, because through calibrated temperature measuring sensors (thermocouples) accurate temperature of the different zones can be monitored and as well accordingly controlled. The controlled temperature during friction stir welding results in defect-free, high strength welding with better surface finish of the weld zone.
4 Conclusion
-
FSW opening up new areas of welding daily.
-
Calibrated temperature sensors (thermocouples) are very effective for accurate temperature monitoring and controlling.
-
In this research, the distribution of temperature throughout the workpiece Al 7075 T-6 is analyzed experimentally during the FSW process.
-
Accurate temperature measurement methods applied to the FSW process reduces various defects caused by overheating in weld zone like blur spots, voids, etc.
-
It is determined from the above experiment, the temperature on the Advancing side (AS) of the weld seems to be bit high comparatively to the Retreating side (RS) of the weld.
-
Though it is incredibly hard to quantify the temperatures at the weld line, an endeavor has been made to decide the temperatures around the edge of the tool shoulder.
-
From the examination, it very well may be presumed that the proper temperature for a deformity free friction stir weld of Al 7075 T-6 can be inside the scope of 425–450 °C on this desired range of temperature voids can be eliminated.
References
Shahabuddin, Dwivedi VK, Sharma A (2019) Influence on the tensile properties of AA7075-T6 under different conditions during friction stir welding process. IOP Conf Ser: Mater Sci Eng 691:012001
Yoshihiko U, Keiro T, Yasunari T, Hideaki S (2009) Fatigue behaviour of friction stir welded A7075-T6 aluminium alloy in air and 3% NaCl solution. J Japan Weld Soc 27:261–269
Varma RR, Ibrahim AB, Mansor MAB (2014) Mechanical properties of the friction stir welded dissimilar aluminium alloy joints. Int J Mech Prod Eng 2:1–5
Renjith CR, Raghupathy R, Dhanesh GM (2016) Optimization of process parameters for friction stir lap welding of AA6061-T6 and AA7075-T6 aluminum alloys using Taguchi. Int J Res Technol Stud 3:1–7
Ravikumar S, Seshagiri Rao V, Pranesh RV (2015) Effect of process parameters on mechanical properties of friction stir welded dissimilar materials between AA6061-T651andAA7075-T651 Alloys; Prabhuraj P, Rajakumar S, Balasubramanian V, Experimental investigation on mechanical and metallurgical properties of the friction stir welded Aa7075-T651 aluminum alloy joint 9:0974–2115
Srinivas Naik L, Hadya B (2020) Evaluation and impacts on mechanical behavior of friction stir welded copper 2200 alloy. In: Narasimham G, Babu A, Reddy S, Dhanasekaran R (eds) Recent trends in mechanical engineering. Lecture notes in mechanical engineering. Springer, Singapore
Bayazid SM, Heddad MM, Cayiroglu I (2018) A review on friction stir welding, parameters, microstructure, mechanical properties, post weld heat treatment and defects 2:116‒126
Muruganandam D, Ravikumar S, Das SL (2010) Mechanical and micro structural behavior of 2024–7075 aluminum alloy plates joined by friction stir welding 9:247–251
Shahabuddin, Dwivedi VK, Sharma A (2019) Experimental investigation of the mechanical properties and microstructure of AA 7075-T6 during underwater friction stir welding process. Int J Engi Adv Technol 8:1289–1294
Song Y, Yang X, Cui L, Hou X, Shen Z, Yan Xu (2014) Defect features and mechanical properties of friction stir lap welded dissimilar AA2024–AA7075 aluminum alloy sheets. Mater Des 55:9–18
Sharma A, Dwivedi VK (2019) A comparative study of micro-structural and mechanical properties of aluminium alloy AA6062 on FSW and TIGW processes. Int J Innovat Technol Explor Eng 8:337–342
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sharma, A., Dwivedi, V.K. (2022). Recent Development in Friction Stir Welding: An Advancement in Welding Technology. In: Dubey, A.K., Sachdeva, A., Mehta, M. (eds) Recent Trends in Industrial and Production Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-3135-1_20
Download citation
DOI: https://doi.org/10.1007/978-981-16-3135-1_20
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-3134-4
Online ISBN: 978-981-16-3135-1
eBook Packages: EngineeringEngineering (R0)