
Abstract
The fiber reinforced polymer composites (FRPC) are being widely used in several advanced engineering structures ranging from civil infrastructure to aircraft, spacecraft, ships, cars, sports goods and in many other outdoor and household applications. The major advantage is its high specific strength, stiffness, and durability leading to sustainable applications. However, the knowledge of the basic constituents, their roles, and failure mechanism are essential to properly understand the behaviour of the composites for design and manufacturing of FRPC components and structures. This chapter will provide an introduction of the FRPC, a brief history of FRPC and its constituents such as fibers and matrices. More detailed information on types, manufacturing, and classification of glass, carbon, and aramid fibers will also be provided. Similarly, descriptions on various polymer matrices such as epoxy resins, vinyl ester, phenolic resins, polyester resins, and polyurethane, and also emerging resins for special applications will be furnished. Different classes of FRPCs with their typical characteristics have been discussed. This chapter further describes the fracture failure mechanism of FRPCs from mechanics or fracture mechanics approach indicating the existing research gaps in different sections.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
- Classification of FRP
- Fiber reinforced polymer composites
- Fracture failure
- Types of fibers and matrices
1 Introduction
Composites are systems or combinations of materials insoluble to one another. Composite materials and structures have become important potential field of research, development and applications to various advanced research centres, industries and key organizations like intelligence bureau, defence research, construction, transportation (including terrestrial, marine, aviation and space), science and technology of all most all the countries in the world for their advantages revealing national and international importance and billion dollars’ market. As per American Composite Manufacturers Association [1], end products market of US composite industry is estimated to reach 113.2 billion dollars by 2022. Composite materials are going to replace more than 50% of conventional materials in near future for their high strength to weight ratio, durability, flexibility in design and production with several other advantages. Fiber reinforced polymer composites (FRPCs) are significant among the composites in the world. FRPCs are primarily fiber strengthened polymers. They are advantageous for their higher specific strength, stiffness, modulus, and lighter weight than conventional materials like metals or stones. Due to these multi-functional properties, FRPCs are largely used in aerospace, marine, mechanical (including automotive), construction, bio-medical, space and many other engineering and technological applications. Predominantly, high strength fibers have reinforced the demand and resulted in the highest share of production which is evident from the global annual estimated output of 20,000 tons of carbon fibers only for FRPC composites in the billion-dollar composite industry [57].
Fiber reinforced composites (FRPs) can be broadly classified into four classes, namely metal matrix composites (MMCs), polymer matrix composites (FRPCs), ceramic matrix composites and carbon matrix composites. Among the four broad classes of FRPs mentioned above, The book focuses on fiber reinforced polymer matrix composites (FRPCs) only.
2 History of FRPC
Nature provided human civilizations with many FRPCs through grasses (paddy, wheat, sugarcane, bamboo) and woods etc. to meet up the basic needs i.e., fooding, lodging, clothing and also for their survival. FRPCs can be assumed to be existed with or prior to the advent of life. Fiber reinforced polymeric composites were presumably produced in the form of peptidoglycans in Nature for the cell walls or cytoskeletons of prokaryotic bacteria about 3.7 billion years ago [37] or before 3.5 billion years [45, 47]. Common example of natural FRPCs are straws [21] and bamboos [22] used by mankind for residential, military or other purposes from ancient times. Cell walls of straws are composed of cellulose or hemicellulose fibers and lignin polymer matrix. Whereas bamboos are basically cellulose fiber reinforced cross linked lignin polymers. Mud bricks with straws were used in ancient civilizations for making residences even in 9000 B.C. [27, 44, 51].
Manmade composite bows have been known from second millennium B.C.E. (2000 through 1001 B.C.E.) [35]. Modern versions are made with glass fiber bellies, backs and a natural or artificial core. Fibrous composite bows are mentioned in all the three epics of the world. FRPCs are used in engineering and technology from pre-historic era for their extra ordinary advantages. The FRPCs are everywhere from microscopic cells to very large barges. The current production of FRPC is focussed on emerging composite technologies and on the development of sustainable 3D-printed industrial composites, through the use of bio-polymers and bio-fiber, MADM (multi-attributes decision making) tools [43], Integrated Computational Materials Engineering (ICME) of composites or Composite Airframe Life Extension (CALE) program to withstand against fatigue load under extreme environmental conditions.
3 Composite Constituents
Primary constituents of FRPCs are polymer matrix and fiber reinforcements. There are accelerating or coupling agents and other types of fillers also. Forces are predominantly supported by fibers whereas matrix keeps them in their arrangements and positions. Fibers of different origin can be continuous (long) or discontinuous (short). In comparison to the unreinforced (neat) polymers, desired better properties are achieved through reinforcing with fibers. Thus, fibers are responsible for higher strength, stiffness or other improvements in composites. They are stiffer and better than bulk due to reduction of impurities in different forms and are used to achieve mechanical superiorities. Knowledge of fibers is very important in composite science and technology.
3.1 Fibers
Fibers are the ingredients responsible for superior strength, durability and serviceability of fiber reinforced polymer composite (FRPC) materials. These fibers not only reinforce the polymers but improves functionalities as integral constituents of FRPCs. Fibers may be used directly as in prepregs, as chopped strand mat (CSM) or as woven roving mat (WRM). There are natural as well as manmade fibers. Nature provides a wide range of plant, animal or mineral fibers like hemp, jute or asbestos. However, man-made fibers are derived from chemical processes controlled by people. As for example, Kevlar (aramid), glass or carbon are man-made fibers. Kevlar has superb toughness, modulus and thermal stability suited for advanced technological applications. Other types of fibers gaining importance faster today are hybrid fibers. Kevlar/Carbon or Kevlar/glass woven are the examples. Both manmade as well as natural fibers are being utilized in different engineering and technological fields for their several functional applications. Manmade fibers are newer developments over natural counterparts meeting industrial and societal needs and have been briefly discussed in the following section.
3.1.1 Manmade Fibers
Manmade fibers are often termed as synthetic fibers. At present, several technical textiles are used in different medical, or bio-medical engineering applications. Textile fibers have become essential inclusions in composite industries today. Fibers may be broadly classified into manmade and natural fibers. The manmade fibers has gained popularity over the years because of their durability, consistency, and availability of standardized products with uninterrupted supply chain. In USA, the manmade fibers are divided into different groups per “Textile Fiber Products Identification Acts” (TFPIA). Table 1 shows the classification of manmade fibers based on the TFPIA. Synthetic fibers and artificial fibers are presented separately under the manmade class of technical textiles in the classification chart in the sense that the artificial fibers are chemically regenerated fibers from natural resources like cellulose-based viscose rayon whereas only chemicals not found in nature are used to manufacture synthetic fibers. Glass, carbon and aramid fibers are abundantly used among the synthetic fibers in composite industries. Glass fibers are most widely used in FRPCs for low cost, higher tensile strength and insulation with chemical resistance [5, 18, 32].
3.1.1.1 Glass Fibers
Glass fibers in the form of hair like strands are drawn from molten silica (SiO2) reach materials (called glassy materials) above their glass transition temperatures, Tg [2]. Polymers, ceramics or even metallic materials can be used to produce glassy materials [2]. Optical glass fibers have revolutionized the sensing as well as communication system with a Noble Prize to Charles Kao in 2009 [2]. Viscoelastic glassy substances show viscosity dependant linearly proportional relationship between stress and strain above their transition temperature (Tg). That is stress varies as strain above Tg at constant volume. As a result, increase in length is accompanied with decrease in diameter.
The property discussed in previous section can be presented mathematically as
where σ is the stress, η is the viscosity, and ε is the longitudinal axial strain in the viscelastic cylindrical fiber. Similarly, if the increase in length, dx is accompanied with the decrease in cross sectional area −da, then for constant volume under Newtonian viscosity,
where ‘x’ is the original length and ‘a’ is the initial cross-sectional area of the spun semi crystalized glassy material. Depending on this basic principle, melted source material kept on electrically heated and perforated (200–400 nos) platinum-based bushings to drop under gravity and finally processed as glass fibers at revolving collectors at a speed of 1–2 km/min [2]. Basically, glass consists of SiO2 in a mixture of silicate type, though it may contain different amorphous metal oxides. Different types of glass fibers have been developed to meet several purposes in the society. Glass fibers compositions depend primarily on the types of glasses (i.e., A-glass, E-glass or S-glass etc.) used for their manufacturing [3, 56]. More than 90% of glass fibers are processed from E-glass. The name E-glass came from good electrical resistance. Others are of special types for specific uses. The classification of glass fibers is presented on the next page. Industrially used glass fibers can be categorized into the following classes:
E-glass fibers are relatively inexpensive and contain silica (52–56% by weight), alumina (12–16%) and the oxide of Boron (5–10% by weight) with a very low alkali content (1% by weight). They are generally used for circuit boards which are printed and for applications in aerospace industries.
In S-glass fibers, S stands for strength. S-1 HM glass fibers are produced with highest tensile modulus of 90 GPa among the glass fibers. S-3 HDI® fibers are used in electronic products for better performance while S-1 HM® and S-3 UHM™ fibers are employed for higher stiffness.
Typically, S2-glass fiber, a brand name developed by Owens-Corning is currently under AGY Holding Corporation’s trademark is one of the topmost GF. S2-GF is 10 times more costly and 40% more strong in tensile strength and 21% more tensile modulus than E-glass fibers (“Glass fiber,” n.d.). Though S-glass is costlier, they are used for the aerospace industries.
Glass fibers with higher silica (64–75% SiO2 by weight), deferred alumina (16–24% Al2O3 by weight) and MgO (0.25–3% by weight) have been invented [13]. There are variety of glass fibers. Selection of a particular type depends on the price, service they provide and the applications.
Other GFs developed for special purposes are tabulated in the previous page. They are briefly mentioned below:
A-GF: manufactured with sodium carbonate, SiO2, lime, Al2O3, dolomite and fining agents. The A-glass is typically used (for flat glasses for windows etc.) or glass containers (like jars).
AR type GF: Alkali-resistant glass fibers made of alkaline zirconium silicates [53] these are specially processed for concreting.
C-glass fibers: Essential ingredients are Calcium, Boron and silica and they are resistant against acidic corrosion. They are employed in environment subjected to corrosive acids. The glass is known as chemical glass.
D-GFs-A glass fiber with lower dielectric constants is manufactured from boron trioxide and silica It is suitable for optical, electrical and cookware.
ECR-glass fibers—It has both electrical as well as chemical (both acid and alkali) resistivity; hence the name is ECR. Maximum alkali content is 2% by weight and is used in cases where high electrical and chemical resistivities are desired in strong fibers.
R-glass—Basically this is calcium alumino-silicate glass. These are used as reinforcement for higher strength and acid corrosion resistance.
In addition to the above, there are several other types of glass fibers used for several special purposes. As for example, ultra-pure silica fibers [56], hollow [30] and trilobal [24] GFs. Ultra-pure glass fibers have high silica contents and are fit for fiber optic communication. Hollow glass fibers are used in aerospace and automotive industries for their self-healing capability. Their specific strength and elasticity are higher than other GFs. Trilobal glass fibers have higher surface area and are used for higher thermal and acoustic insulation.
Adventex glass fibers are another special type of GFs, which is manufactured to combine the electrical resistance of E-glass with the acid corrosion resistance of ECR glasses with high melting point. They are used in industrial sectors with higher temperature fluctuations; such as power plants, oil and gas industries, waste water disposal system etc.
Glass fibers are mostly used in the form of chopped strand mats (CSM), or woven roving mats (WRM). There are other forms like tow, or veil mats and some other forms. Interested readers are suggested to go through references [2, 3, 6, 13, 53, 56] for further concepts and knowledges. It is already mentioned earlier that another most abundantly used fibrous reinforcements are carbon fibers. Carbon fibers will be briefly discussed in the following section.
3.1.1.2 Carbon Fibers
The fibers with greater than 92% carbon by weight is termed as carbon fibers. The carbon content may vary from 92 to 100 wt%. These fibers are thermally treated over a temperature range of 1000–1500 °C [38]. Historically, carbon fibers were first developed and used by Edison for his carbon filament lamps. Carbon fibers are primarily used in aerospace and automotive industries for their higher tensile modulus, fatigue resistance, thermal conductance [32] and good electrical conductivity. In addition to the stated advantages, the other reasons for the application of carbon fibers in aerospace, civil, military, marine, mechanical engineering and other industries are that carbon fiber reinforced composites have greater specific strength and resistance to impact [49] with low thermal expansions. As on 2012, the global market of carbon fibers was estimated as 1.7 billion dollars with an average projected annual growth of 10–12% per annum for a period from 2012 to 2018 (“Carbon fibers,” n.d.). Though in composite technology, sometimes both carbon and graphitic fibers are called carbon fibers, graphitic fibers contains more than 99% graphite and are treated over 2000 °C. Low-cost production of carbon fibers and alternative precursors are still a good challenge to the manufacturing industries. Typically, they have diameter ranging from 5 to 10 μm. Carbon fibers being two times stiffer and five times stronger are lighter than steel (Innovative composite Engineering. n.d Retrieved from https://www.innovativecomposite.com/what-is-carbon-fiber/) are preferred by designers for components of important structures.
Manufacturing of carbon fibers
Generally, carbon fibers (CF) are manufactured from synthetic fibers made from either polyacrylonitrile, rayon or pitch. Polyacrylonitrile is commonly known as PAN and pitch used is derived from petroleum containing higher proportion of organic polymers. Almost 90% of the CFs are manufactured from PAN precursor and 10% CFs are produced from pitch of petroleum or rayon. More linear polymers as well as cyclic polymers can be used for inexpensive production of CFs [39].
PAN precursors are produced through different polymerization methods. In almost all cases, monomers and catalysts or initiators are indispensable. The easiest way of polymerization is to mix the initiator directly into the liquid monomers. In another method, acrylonitrile (AN), comonomer, are dissolved into a solvent for polymerization in presence of catalysts. The end products of such polymerizations are the precursors which are treated chemically and mechanically to manufacture carbon fibers.
The first step of the production of carbon fibers from the PAN precursors is to stabilize them at about 200–300 °C temperature in presence of air (depending on the chemical character of the precursor) for half an hour to two hours to arrive at ladder bonding from the linear bonding. The second step is to carbonize [11] the fibers by stretching and heating the fibers through 1000–1600 °C in absence of oxygen in an inert gaseous environment for severe vibration of carbon atoms to expel almost all other non-carbon atoms without burning the fibers. Through this process, fibers are transformed into a chain of tightly packed long carbon atom with a little or no more non carbon atoms. Different compositions of process materials for the processing of carbon fibers are trade secrets. Finally, sometimes these fibers are treated and sized before marketing. Regarding the CF mats, apart from 2-D crimped weaves, there are advancements in 3-D, multi-dimensional as well as weaves without crimps.
Classification of Carbon fibers
Carbon fibers are widely used in composites, as stated earlier, for their high strength, stiffness and light weight. Depending on these engineering advantages, CFs can be broadly classified into low modulus low-strength, high tensile strength, high tensile modulus fibers. Isotropic CFs are of low modulus (~100 GPa) category but inexpensive, in which crystals are randomly oriented, the second one, which belongs to high strength category, has higher modulus than isotropic (~300 GPa) and finally the high modulus type with excellent properties, can be further sub divided into ultra high modulus (>500 GPa, heat treated beyond 2000 °C), high modulus (>300 GPa) and moderate modulus (<300 GPa) categories. Some developed (like USA, Germany, UK etc.) and developing countries are patent holders of CFs. CFs can be classified based some other factors which is avoided in this introductory chapter. Finally yet importantly, aramid fibers are discussed in the following section for their extra ordinary characteristics.
3.1.1.3 Aramid Fibers
Aramid fibers are man-made synthetic fibers. They are placed under synthetic organic fiber group. The name came from aroma (aromatic) and amide (Polyamide). These are organic polymers which fall under newly developed polymeric fibers. Aramid fiber was first developed in the laboratory of Du Pont as Kevlar by scientist Kwolek. From its first appearance, Kevlar (a brand name from Du Pont) got importance both in research and commercial fields through a numerous research and developmental projects. This fiber has high strength with surprisingly high stiffness [(five times stronger than steel [54]), better damage-resistance and damping properties, higher impact resistance, lesser flammability, high melting point and integrity at higher temperature. Aramid fiber composites have highest specific tensile strength. Strength is provided by strong bonds of CO–NH (amide) groups. Aramid fibers are famous for applications for ballistic, armour and military usage among numerous engineering and technological applications. The major demerits of aramid fibers is the problem in cutting or machining and lower resistance to compression and bending [11]. There are different varieties of Kevlar like Kevlar 49, Kevlar 29, and Kevlar 149. The last one possesses maximum modulus value under tension among the aramid fibers. USA, Japan, Korea and China are major producers of aramid fibers. Several new fibers of polymeric origins are continuously being developed now.
The other fibers under artificial and synthetic groups are developed for specific purposes. Some of them are very much expensive like boron fibers (high tensile modulus and compressive stress). While ceramic fibers like silicon carbide SiC or alumina (Al2O3) are suitable at high temperature applications are expected to be discussed in following chapters as and when will be necessary.
Natural fibers are being proposed as replacements for the synthetic fibers primarily from environmental point of view. Primarily they are plant or animal fibers. Some natural resources are used for processing artificial fibers. Synthetic fibers are still widely used in manufacturing of composites to serve the world. Natural fibers have both advantages and disadvantages. The advantage of natural fibers is that they are bio degradable. On the other hand, natural fibers are normally lesser strong and durable than high grade synthetic fibers. Another problem is the matrix, most of the matrix used for composite constructions today are non-bio-degradable. Although a good deal of research works have been performed to develop bio degradable resins or bio-degradable other matrices, it still remains an open and vast field of research. Natural fibers are to be discussed in more details in third chapter. Both bio-fibers and bio-degradable matrices are growing fields of research.
Matrices are other primary constituents of FRPCs. Generally, they occupy 30–40 vol% within the fiber reinforced composites and serve several important purposes. The processing of matrices also plays roles on the performance of composites. In this context, it is relevant to discuss on the matrices now.
3.2 Matrices
Matrices hold the fibers in their positions in desired directions, distribute the stress among the reinforcements and share some part of the loads supported by FRPC components or structures. This is a continuous phase where fibers are dispersed protects the fibers from the environment. There is an interphase between matrix and fiber which is important from stress distribution point of view.
3.2.1 Types of Matrices
Matrices may be broadly classified into polymeric, metallic, ceramic and carbon matrices. But there are advancements in matrix research and some new developments have been included in to composite science and technology like Bismaleimide (BMI) resins.
3.2.1.1 Polymer Matrix
Most of the polymer matrices are resins. They can be divided into two major classes, namely thermoset resins and thermoplastic resins. Thermosets are those which set permanently and cannot be remoulded after curing. Unlike thermosets, thermoplastics can be moulded again with some treatments due to absence of cross links. One of the examples of thermoplastic resin is poly ether ketone (PEEK). Thermoplastics reduces the cost of production by faster processing. The polymer resins are available in several varieties with different properties as follows:
Epoxy resins
Epoxy resins are intermediate produced from basic monomer bisphenol A diglycidyl ether (BADGE) or DGEBA [10]. This basic monomer is derived from the reaction between epychlorohydrine and bisphenol A (BPA). Though there are debatable issues with the BPA about the merits and hazards caused by it with a list of moderate hazard warning on the considerable exposure of infant lab animals to BPA [4], BPA based epoxy resins are largely used in manufacturing of numerous products ranging from aerospace structures to baby feeding bottles sharing about 80–90% of the market. Not only monomeric, but epoxy resins may be oligomeric chemicals. These resins are some intermediate products of reactions [33] and need another process of cross linking called curing (with curing agents) for complete polymerization and formation of more stable 3-D network of atoms. Typically, epoxy resins are characterized by epoxide group, a ring of one carbon and two oxygen atoms [40].
The other types of resins are:
-
Vinyl ester resins
-
Phenolic resins
-
Polyester and
-
Polyurethane.
Vinyl ester resins
Principles of epoxy and polyester resin productions are combined to produce vinyl ester resins to have some advantages of both with intermediate cost between polyester and epoxy resins. They provide superior chemical and water resistance, higher strength and stiffness at high temperature than polyester resins. These resins are widely used in marine and construction industries. Vinyl ester resins are also used in construction of small hull vessels (speed boats, canoes etc.).
Phenolic resins
These resins are highly fire resistant but lower mechanical strengths. They are used in structural applications for their better flame resistance, lower smoke and toxic gas emission and high operating temperature they are used in airplane interiors, ship decks, internal bulkheads as well as ship furnishings.
Polyester resins
Polyester resins are synthetic in nature and is unsaturated. These are derived from the reaction between organic acids and alcohols. These are mostly used in toner of printer, bulk and sheet moulding. Polyester resin is the most frequently used matrix in polymeric composites for their lower cost. Epoxy resins with better adhesive and lesser shrinkage properties hold the second place in market demand for higher costs.
Polyurethane
These are copolymers developed from polyols (containing more than two hydroxyl groups) and polymeric or dual isocyanates. They are good elastic-adherents with balance in hardness. These are used in production of rubbers, medicines and several other products ranging from plastics to inks. The material can be used for very soft to very hard end products.
Newly developed resins for better performance
These resins can be used in aerospace industries with notable advantages over epoxy resins. Polyimide (PI) resins and bismaleimide (BMI) are two examples of such resins. Apart from the aerospace industries, they can be employed in several other composite constructions for these advantages.
The important disadvantage of these polymeric resins is resistance to bio-degradation. Development of bio-degradable resins or some chemicals to increase feasibility of degradation of these compounds cover a wide range of current trends in research and developments.
3.2.1.2 Metal Matrix
Though metal matrices are not used frequently, Metal matrix composites are still preferred in defence to perform at elevated temperatures. Generally, aluminium, magnesium and titanium alloys are used as metal matrix for boron, carbon, alumina and silicon carbide fibers. In addition, copper, lead, silver and nickel sometimes are used as metallic matrices.
3.2.1.3 Ceramic Matrix
Molybdenum disilicide (MoSi2), SiC, silicon nitride (Si3N4), Al2O3, lithium-aluminium silicate (Li-Al-silicate or glass ceramic) are used as ceramic matrices for niobium (Nb), carbon and SiC fibers in processing ceramic composites.
The important compound used with polymeric resins for faster and complete polymerizations of resins are hardeners. Moreover, several modifiers are used for production of FRPCs.
3.3 Fillers and Other Modifiers
The main purposed served by the fillers or modifiers (additives) in polymeric matrix is to reduce the cost by saving expensive resins. Additionally, gain in modulus, smoothness and viscosity can be achieved through addition of additives. Moreover, processability, lubricating efficiency and many permeability reductions can be achieved using fillers. Fillers commonly used for ester resins are carbonate of calcium reducing shrinkage in moulds. Among the other fillers, some microspheres of glasses, or even mica or clay can be used as additives also.
Apart from the advantages mentioned above, they can reduce the resistance to impact, make composites weaker sometimes. Therefore, choice of fillers or modifiers is a judicious problem. On the other hand, additives like some elastomers can be effectively used for increasing resistance against crash and impact of thermoset resins which are otherwise brittle in nature. Rubbers, silicon and titanium dioxide can be used for improving different characteristics of FRPCs; like some can reduce flammability (trioxide of antimony etc.), other can add some colours, or resist fading out of colours and hazards caused by exposure to ultra violate (UV) rays (benzotriazoles etc.).
4 Typical FRPCs
Fiber reinforced polymer matrix composites (FRPCs) are processed from the constituents discussed in the preceding sections. Generally, in the first stage, laminae are developed as their basic units.
4.1 Laminae
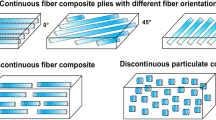
A typical lamina is a thin layer of FRPC (0.1–1 mm thick). Numerous fibers are embedded within matrices. Lamina can be made of unidirectional fiber layout (UD lamina or ply), bidirectional or even multidirectional fibrous laminae are produced to achieve better mechanical performance in two or more directions. UD ply has a Typical thickness of UD lamina is about 0.12 mm and that of woven one is about 0.25 mm.
It is evident from the above discussion that depending on the fiber orientation, laminae can be divided into unidirectional, bidirectional or multidirectional laminae. In bi-directional laminae, normally fibers are arranged in 0° and 90° directions. But the orientation angle may vary and the fibers can be arranged in different directions to develop multi directional laminae. Currently, 3-D woven fibers are used for superior performances. In UD lamina, fiber direction is generally designated as principal direction or direction 1, the inplane direction perpendicular to the fibers is designated as matrix direction 2 (transverse direction) while the direction perpendicular to the plane of the lamina is denoted as matrix direction 3. Stress and strains are to be expressed with reference to these principal material directions.
Several laminae can be arranged one over the other, bonded together and sometimes heat pressed to produce laminates.
4.2 Laminates
Laminate is the most common form of FRPCs. Thicker single layer (thicker than typical lamina) fiber reinforced composite of thickness 2–3 mm can be used as skins of sandwich composites. Primary advantage of sandwich composites is their higher strength to weight ratios. Laminates are designed for thicknesses required to support the loads with limited deformations. Direction of fibers sequence of stacking for different layers of laminates can be adopted to achieve desired advantages.
Several types FRPCs are processed to meet numerous purposes. The FRPCs can be classified into different classes based on different criteria.
4.3 Classification of FRPCs
Classification based on fibrous reinforcement used:
Based on fibrous reinforcement used, FRPCs can be classified into following categories:
4.3.1 Carbon Fiber Reinforced Composites (CFRPs)
These are the FRPCs which are processed from polymer matrix reinforced with carbon or graphitic fibers. These are of high demands in aerospace industries. But their applications are realized in many engineering and technological fields for the many fold developments of the fibers and matrices especially for their high strength and light weight. But these are costlier than glass fiber reinforced polymer composites which is accepted in the composite industries for their several advantages.
4.3.2 Glass Fiber Reinforced Polymer Composites (GFRPs)
Essentially, the reinforcing fibers which strengthen the polymer matrices are glass fibers. These FRPCs are abundantly used in the industries for optimum performances with respect to their prices. Glass fibers are treated to render added advantages. They are suitable for almost all types of polymeric resins. Wide range of applications of GFRPs ranges from helmets to aerospace structural components. Vast field of their application includes but not limited to automotive, marine engineering and naval architecture.
4.3.3 Polymer Fiber Reinforced Polymer Composites
Aramid fiber, especially Kevlar is the most famous polymer fiber for the advantages mentioned in earlier sections. They are preferred in both defence as well as front sectors of military organizations.
Polymer fibers as well as their polymeric composites are still a growing field of research and development in many countries of the world.
4.3.4 Ceramic Fiber Reinforced Polymer Composite
Polymer resin strengthened with ceramic fibers are included in this group. Epoxy resin reinforced with ceramic fibers and microsilica additive have been reported for aerospace applications [48]. Throughout the world high temperature application of ceramic fiber reinforced composites are well practised. But still degradation in mechanical properties is an open field of research within this area of study.
Classification based on polymer matrices used:
It is already mentioned that FRPCs can be broadly classified into the following classes:
-
1.
Fiber reinforced thermoset polymer composites.
-
2.
Fiber reinforced thermoplastic polymer composites.
These two classes have been briefly discussed earlier and further discussion on this topic is avoided here to avoid repetition.
4.4 Speciality of FRPCs
Fiber reinforced polymer composites have strong direction dependence in their characteristics. The measurable parameters indicating their properties depend both on the orientation of fibers as well as direction of applied loads. Conventional metals are normally regarded as isotropic, however, fiber reinforced polymer matrix composites are anisotropic or orthotropic in nature. They exhibit higher modulus values in fiber direction. That is the stiffness in longitudinal fiber direction, in UD FRPC is significantly higher than that in transverse direction. In case of multidirectional arrangement of fibers, this difference in stiffness different directions are tried to reduce. Not only the longitudinal tensile modulus but the other properties like the thermal extensions, conductance or tensile strengths are considerably different in fiber and transverse direction in UD FRPCs. The stress distribution along the longitudinal direction are observed to be different in different cross sections at different distances from the end tabs of the specimen also in some cases. The design of FRPC components or structures is not so much straight forward as the metallic counterparts for the failure mechanism in this case is much more complex than metals due to fiber directions and the complex stress distribution within the interface between the fiber and the matrix. The failure due to fracture in FRPCs is a complicated problem and depends on so many factors like the constituent fibers (different natural and man-made fibers), the matrices, their interactions especially at the interface, the loading types and directions, sensitivities of the constituents to the loads (static, dynamic, thermal etc.) and the environmental factors like including electrical and magnetic influences etc. These fracture failures of FRPCs are briefly introduced in the following section.
5 Fracture Failures of FRPCs
It is already mentioned that failures caused by fractures is complicated phenomenon and depends on several factors. Fibers are key role players in FRPCs. It is therefore may be an acceptable approach to start with the interaction of fibers with the matrices during fractures. There are several studies considering fibers and matrices as separate entities. The problem may be addressed from different points of views. One of such views of addressing this problem can be studying the fiber-stresses, stresses in matrices holding the fibers in positions, the interface stresses, fiber breakage, matrix cracks, fiber interactions, varying distances between the fibers, influence of other fibers on the broken one, or localized yields of matrix or fibers. This view of addressing localized effects of interaction between matrices and fibers is micromechanics [20, 35]. On the other hand, composite components and structures made of FRPCS are of interests for different sections of think tanks throughout the world. The deformation, buckling and fatigue loads, thermal behaviours, damping, energy absorbing capacity, effect of holes or similar discontinuities etc., the global responses are of interests. Response of a layer or a number of layers are intermediate in nature between these two approaches. In this approach, the deflection or load carrying capacity of individual layer, or that of the laminates of a groups of layers along with the interactions between the different layers of laminates are studied to predict their failures. Role of fiber orientation or constituent materials in a single layer or the layers of a laminate is an ever-growing field of study due to invention and development of new constituent materials for both fibers and matrices. In this, the investigation can be started with the deformation or other responses of some element of a layer with many fibers can be addressed first without going to the responses of individual fiber, matrix and the interaction between the matrix and fibers (as done in micromechanics).
The defect or flaws plays the key role in the strength exhibited by any material. These flaws are very much important in fracture failure of FRPCs [23]. The micro or macro-cracks governs the strength of the FRPCs. Thus fracture mechanics is an essential field of study in the fracture failures of the FRPCs, be it at micro or macro levels for strength of materials approach is essential but not sufficient to explain the behaviours of FRPCs. Three major stages are to be considered in fractures due to cracks: nucleation or initiation of microcracks, growth and coalescence and crack propagation. In the growth phase, microcracks grow stably to join with other micro cracks to form a macro crack. In the final stage, these macro cracks propagate fast leading to fracture. This happens at a stress level which is critical for unstable crack growth. In brittle CFRPs, stage two is not prominent to be realized. Another point is to be noted here is that FRPCs have high level crack resistance due to matrix ductility and crack-arresting capability of fibers at the interface between fiber and matrix.
5.1 Modes of Macroscopic Fractures in FRPCs
Depending on the application of loads, fracture failures may occur due to following modes:
-
1.
Fracture failure due to mode I.
-
2.
Fracture failure due to mode II.
-
3.
Mode III fracture failures.
-
4.
Mixed mode fractures.
In mode I, tensile load is applied perpendicular to the facture plane leading to opening mode of fracture. It is termed as opening mode for the joints between the fracture surfaces at the crack tips open like opening some page in writing pad.
In mode two fracture, the load applied is parallel to the fracture plane and results in sliding the two newly developed fracture surfaces parallel to the crack surface and in the same direction to the crack front due to shear stress perpendicular to the crack front.
Mode III fracture occurs when load is applied in such a way that the shear stress is parallel to the crack front crack plane both. The load is applied out of plane to the shearing plane like tearing a paper by applying forces by two hands at one edge in reverse directions.
Mixed mode of fractures:
This mode of fracture can be characterized by the presence of two or more modes (Mode I and mode II, Mode I and Mode III or all modes) mixed at the crack front. This mixed mode fracture is common in case of sandwich composites due to asymmetry in both material and geometry of layers.
The pure modes of fractures (mode I, Mode II and Mode III) are shown in Fig. 1.

Pure modes of fractures
5.2 Fracture Failure Procedures
In fracture mechanics, two well accepted hypotheses are:
-
1.
Every real material has inherent flaws, and
-
2.
fracture occurs due to higher stress at the location of flaws than the adjacent materials [23].
In FRPCs, there are several anomalies or flaws present in the composites in microscales [46] and these are the breeding points of crack-initiations, growth and propagation due to the higher stress concentration at flaws than the surrounding materials. In macroscopic scales, failures mechanisms in FRPCs can be divided in to major four classes as follows:
-
1.
Delamination,
-
2.
Transverse cracking,
-
3.
Fiber breakage and
-
4.
Longitudinal cracking.
The failure mechanisms in macroscopic scales are presented in Fig. 2.

Typical macro-scale failures in FRPCs
5.3 Fracture Mechanics Approach in FRPC Problems
Some concepts of isotropic material approach in linear elastic fracture mechanics is difficult to implement for FRPCs for anisotropy and inhomogeneity. Anisotropy and inhomogeneity are there both in materials, and stacking sequence of laminae (i.e. several laminas in different directions) within the laminates invite complex problems.
The anisotropic materials with homogeneity can be used with fracture mechanics approach to deal with the FRPCs. Here, composite materials are assumed to be homogeneous but anisotropic. But in most of the cases FRPCs are not homogeneous revealing that this assumption is also insufficient to explain the behaviours of the FRPcs in true sense. Stress distribution around the crack tip is reported by Wu [58]. He finds that the stress intensities around the crack in affected by the properties of anisotropic materials, crack orientation with respect to the principal material axis and crack parameters. The researchers worked on the advancements in application of fracture mechanics to the problems of composite materials [7, 50, 55]. The problem is more critical in the case of fatigue. It is a complex phenomenon. Crack tends to grow parallel to the fibers in a self-similar pattern if the crack is cut in parallel to the fiber direction, whereas the crack growth is parallel to the fibers if cut at an angle to the fibers not parallel to the crack itself. In a laminate of various layers, the crack growth is much more complicated. Therefore, the growth prediction of different cracks in FRPCs is a complicated problem in reality.
5.4 Effect of Transverse Shear
Transverse shear plays an important role in predicting failures of FRPCs for the modulus of matrix materials is much lower than the fiber-materials and even lower than the FRPC laminates as a whole. The shear characteristics of entire laminate can be considered as the sum of all the transverse shear effects in different interlaminar regions. Thus, transverse shear stresses have much more effects on FRPCs than isotropic plates.
5.5 Failure of FRPCs Under Compression
The failures of FRPCs under compression is studied for CFRP laminates with vascules embedded within the composites [19]. It is observed that among the several parameters like diameter of vascule, length and areas of resin pockets, disturbance parameters of the fibers and layup systems, length of the resin pocket has important influence on the integrity of the FRPC components. Finally failure occurs due to micro buckling of the fibers.
5.6 Fracture Failures of FRPCs in Different Scales
It is clear from the foregoing discussions that the fracture failure analysis of FRPCs is a complicated problem. Different approaches have been proposed to explain the behaviours of FRPCs subjected to fractures. Some of them are competent to explain certain behaviour of particular or a group of FRPCs, but insufficient for others. This is still an open field of research. To handle this complex problem of fracture failure, one such approach may be acceptable. The problem can be examined in different length scales to make it convenient for study. In this context, it is logical to discuss on the failure mechanisms those occur in different scales, i.e. micro, meso and macro scales [29].
5.6.1 Fracture Study in Micro-scale
It is evident that there are inherent flaws within FRPCs due to manufacturing defects or some other reasons. These are the hotspots for the fracture initiation and further growths. Fracture starts at molecular or atomic levels. The bonds are damaged due to force exceeding some limits to initiate crack growth. Monte-Carlo simulation was used by the investigators for prediction of failure [15, 28]. But there are limitations in capturing the complicacy as a whole. The diameter of the fiber (in microns) and their lengths are taken as input parameters which are much and much larger than atomistic scales which shows the incapability of this simulation in constituting microstructure explicitly. This is so much important for it permits to realize different failure mechanisms besides failure of individual ingredients. It is started with the flaws in micro scale around each fiber.
5.6.2 Fracture Study in Meso-scale
Meso scale is characterized by several hundred microns. Therefore, it addresses flaws extending through several fibers. Meso scale fracture study is useful for FRPCs made with textile fibers. Meso-scale fracture study can well address the inter-ply delamination as well as splitting. The important input parameter for the inter-ply delamination is the adhesion between the fiber and the matrix. The surfaces of fracture exhibit noticeable mutilated or hackle structures through branching and deflection of cracks [12] for increased bond strength consuming more energy for the same propagation length of relevant macroscopic crack.
5.6.3 Fracture Study in Macro-scale
The scale ranges from some millimetres to metres. In this study, the laminate thickness or a whole structure can be covered. This macro-scale fracture is defined by the types of applied loads for a large range of mechanisms are covered within micro and meso scales. Fracture type inter-fiber may not result into fracture in macroscopic scales. But it may impair the stiffness. Macro level fracture may be due to an integral effect of several microscopic and mesocopic failures. One of such failures may be damage due to impact. In the case of impact of low velocity, the damage may not be directly visible on the exposed surfaces but may cause serious damages in micro and meso scales causing delamination within the laminates leading to fracture.
5.7 FRPC Failure Theories
Many theories have been proposed to predict the failures of FRPCs over the decades to interlink the different microscopic and mesoscopic failure mechanisms leading to failures at macro-scales. Additionally, these vary for different type of loading and materials. The theories can be grouped under different categories based on their field of applications as follows:
-
1.
Failure theories for static or quasi-static loads
-
2.
Failure theories for damage mechanism, growth and degradation
-
3.
Theories of failures under creep, fatigue and rupture due to stress
-
4.
Theories for high strain rate failures.
5.7.1 Failure Theories for Static or Quasi-static Loads
Tsai-Wu-Criteria is one of the famous such failure theories [52, 59]. Hashin showed that this criterion is not consistent with all the stress states of FRPCs [14] inviting new development in the theories. Hashin adopted Mohr’s criterion [34] for fracture failure of brittle materials. Hinton with the team performed a notable task to work out predictive capabilities of the failure theories [16, 17, 25]. In this series of attempts, the theories provided by Pinho et al. [41], Cuntze [8] and other two researcher groups were capable of holding best position for predicting the behaviours under 3-D state of stresses.
5.7.2 Failure Theories for Damage Mechanism, Growth and Degradation
Failure at macroscopic level through the summation of microscopic failure mechanism is experimentally challenging. In addition to it, the computational exercise in microscopic level in fact is very much intensive from computational point of view. Stress–strain relations in macro-scales, homogeneity, orthotropic symmetry with layers free from defects are considered to be acceptable for analytical analyses. In this approach, classical laminate theory (CLT) is valid. Layer-wise theory is used to predict the failures. Progress of damage within laminates with fracture mechanics concepts using strain energy of laminates subjected to triaxial loading is studied [9]. In another notable study, the capability of different criteria to predict delamination and initiation of cracks within the matrix has been compared [26] to conclude that experimental verification will be necessary to select which theory will be best in this approach to predict the behaviour.
5.7.3 Theories of Failures Under Creep, Fatigue and Rupture Due to Stress
The investigations on prediction of failures due to creep, fatigue and ruptures caused by stresses are limited. As per definition [42] a strain rate less than 10–6 s−1 is considered as creep. In case of polymers reinforced with fibers creep generally cause unacceptable degradation but not always. Besides some studies, there are no much theories proposed for this type of failures of the FRPCs. In case of stress rupture, different theories produced similar results in prediction of life time. Some accelerated tests discussed [36] in literature needs further validation regarding stress-rupture. The investigation on viscoelastic materials in this field is extremely limited. Study of FRPCs under fatigue load is being continued for a long time. Behaviour of FRPCs under fatigue load is extremely complicated and challenging field both from experimental as well as computational point of view. Studies are still being continued in several composite research centres. Prediction of actual point of time for initiation of cracks is really challenging. Statistical approach is essential for large number of scattered data. Nevertheless, the study and prediction of fatigue lives are essential for important structural designs. Different criteria have been proposed with their competencies and limitations.
5.7.4 Theories for High Strain Rate Failures
Currently, use of FRPCs in crash-worthy structures has been increased. This ensures the importance of studies under high strain rates. Unlike the other failures discussed in foregoing sections, the failure is sudden. A The rate of strain beyond 102 per second is considered as high strain rate. A strain rate of 106 per second can also be realized from special cases. The failure is of different nature for there is no scope of stress redistribution or relaxation etc. Instead of failure theories, several investigations have been carried out in this field with continuous refinements and developments along with the use of digital image correlation (DIC) techniques [31]. The location and the impact energy are being monitored by using sensors.
6 Experimental Investigations on FRPCs
Experimental mechanics, especially experimental fracture mechanics are frequently used to measure the parameters and to realize the behaviours of FRPCs for the different limitations of the mathematical prediction theories and criteria. Experimental investigation itself may suffer from errors due to error in experimental setup and different other factors. Experimental setup for advanced fiber reinforced composites is generally expensive but experimental approach is the only way where reliable input data are not available for numerical simulations or analytical studies. Recently, both the industrial and political sectors of some countries have realized the importance of research on FRPCs. Experimental investigations play a great role towards fulfilment of this demand goals of research in this field.
The topics discussed so far are on the materials and their characters with emphasis on their fracture failures. As mentioned, different materials are used for both fibers and the matrices. The fracture failures of FRPCs with different fibers and matrices along with environmental effects on these materials will be discussed in following chapters.
7 Conclusions and Future Prospective
The chapter started with the definition of composite and fiber reinforced composite materials (FRPCs) followed by historical background of the development of FRPCs. In subsequent sections, different constituents of FRPCs including readymade constituents with their ingredients and productions along with their different classes are addressed from material science point of views. Different classes of FRPCs with their typical characteristics have been discussed. Finally, different types of fractures and failure mechanisms have been presented from mechanics or fracture mechanics approach indicating the existing research gaps in the studies. Advanced learners are requested to go through the references of this and the following chapters.
References
American Composites Manufacturers Association: Composites Industry Overview (2019). https://acmanet.org/composites-industry-overview/. Accessed 2 July 2019
Bilisik, K., Kaya, G., Ozdemir, H., Korkmaz, M., Erdogan, G.: Applications of glass fibers in 3D preform composites. Adv. Glass Sci. Technol. 207 (2018)
Bingham, P.A., Wallenberger, F.T.: Fiberglass and Glass Technology: Energy-Friendly Compositions and Applications. Springer, Berlin (2010)
Borrell, B.: The big test for bisphenol A: after years of wrangling over the chemical’s toxicity, researchers are charting a new way forwards. Brendan Borrell investigates how the debate has reshaped environmental-health studies. Nature 464(7292), 1122–1125 (2010)
Campbell Jr, F.C. (ed.): Manufacturing Processes for Advanced Composites. Elsevier, Amsterdam (2003)
Chawla, K.: Fibrous Materials. Cambridge University Press, Cambridge (2016)
Corton, H.T.: Micromechanics and fracture behavior of composites. Mod. Compos. Mater. 27–105 (1967)
Cuntze, R.G.: Comparison between experimental and theoretical results using Cuntze’s “failure mode concept” model for composites under triaxial loadings—part B of the second world-wide failure exercise. J. Compos. Mater. 47(6–7), 893–924 (2013)
Doudican, B.M., Zand, B., Amaya, P., Butalia, T.S., Wolfe, W.E., Schoeppner, G.A.: Strain energy based failure criterion: comparison of numerical predictions and experimental observations for symmetric composite laminates subjected to triaxial loading. J. Compos. Mater. 47(6–7), 847–866 (2013)
Epoxy Resin Committee: Epoxy Resins-Assessment of Potential BPA Emissions-Summary Paper (2015)
Frank, E., Hermanutz, F., Buchmeiser, M.R.: Carbon fibers: precursors, manufacturing, and properties. Macromol. Mater. Eng. 297(6), 493–501 (2012)
Greenhalgh, E.: Failure Analysis and Fractography of Polymer Composites. Elsevier, Amsterdam (2009)
Hartman, D.R., Greenwood, M.E., Miller, D.M.: High strength glass fibers. In: Moving Forward With 50 Years of Leadership in Advanced Materials, vol. 39, pp. 521–533 (1994)
Hashin, Z.: Failure criteria for unidirectional fiber composites (1980)
He, F., Tan, C.M., Zhang, S., Cheng, S.: Monte Carlo simulation of fatigue crack initiation at elevated temperature. In: 13th Conference on Fracture, pp. 1–10 (2013)
Hinton, M.J., Kaddour, A.S.: The background to part b of the second world-wide failure exercise: evaluation of theories for predicting failure in polymer composite laminates under three-dimensional states of stress. J. Compos. Mater. 47(6–7), 643–652 (2013)
Hinton, M.J., Kaddour, A.S.: Triaxial test results for fiber-reinforced composites: the second world-wide failure exercise benchmark data. J. Compos. Mater. 47(6–7), 653–678 (2013)
Hoa, S.V.: Principles of the Manufacturing of Composite Materials. DES tech Publications, Inc., USA (2009)
Huang, C.Y., Trask, R.S., Bond, I.P.: Characterization and analysis of carbon fiber-reinforced polymer composite laminates with embedded circular vasculature. J. R. Soc. Interface 7(49), 1229–1241 (2010)
Hyer, M.W., White, S.R.: Stress Analysis of Fiber-Reinforced Composite Materials. DEStech Publications, Inc., USA (2009)
Jahn, C.E., Mckay, J.K., Mauleon, R., Stephens, J., McNally, K.L., Bush, D.R., et al.: Genetic variation in biomass traits among 20 diverse rice varieties. Plant Physiol. 155(1), 157–168 (2011)
Javadian, A., Smith, I.F., Saeidi, N., Hebel, D.E.: Mechanical properties of bamboo through measurement of culm physical properties for composite fabrication of structural concrete reinforcement. Front. Mater. 6, 15 (2019)
Jones, R.M.: Mechanics of Composite Materials. CRC Press, Boca Raton (2018)
Jung, I., Kim, S.Y., Oh, T.H.: Effects of spinning conditions on shape changes of trilobal-shaped fibers. Text. Res. J. 80(1), 12–18 (2010)
Kaddour, A.S., Hinton, M.: Maturity of 3D failure criteria for fiber-reinforced composites: comparison between theories and experiments: Part B of WWFE-II. J. Compos. Mater. 47(6–7), 925–966 (2013)
Kaddour, A.S., Hinton, M.J., Smith, P.A., Li, S.: A comparison between the predictive capability of matrix cracking, damage and failure criteria for fiber reinforced composite laminates: part A of the third world-wide failure exercise. J. Compos. Mater. 47(20–21), 2749–2779 (2013)
Kenyon, K.M.: Excavations at Jericho, 1956. Palestine Explor. Q. 88(2), 67–82 (1956)
Kermode, J.R., Albaret, T., Sherman, D., Bernstein, N., Gumbsch, P., Payne, M.C., et al.: Low-speed fracture instabilities in a brittle crystal. Nature 455(7217), 1224–1227 (2008)
Kimura, M., Watanabe, T., Takeichi, Y., Niwa, Y.: Nanoscopic origin of cracks in carbon fiber-reinforced plastic composites. Sci. Rep. 9(1), 1–9 (2019)
Kling, S., Czigány, T.: Damage detection and self-repair in hollow glass fiber fabric-reinforced epoxy composites via fiber filling. Compos. Sci. Technol. 99, 82–88 (2014)
Koerber, H., Xavier, J., Camanho, P.P.: High strain rate characterisation of unidirectional carbon-epoxy IM7-8552 in transverse compression and in-plane shear using digital image correlation. Mech. Mater. 42(11), 1004–1019 (2010)
Mallick, P.K.: Fiber-Reinforced Composites: Materials, Manufacturing, and Design. CRC Press, Boca Raton (2007)
Massingill Jr, J.L., Bauer, R.S.: Epoxy resins. In: Applied Polymer Science: 21st Century, pp. 393–424. Pergamon, UK (2000)
Mohr, O.: Welche Umstände bedingen die Elastizitätsgrenze und den Bruch eines Materials. Z. Ver. Dtsch. Ing. 46(1524–1530), 1572–1577 (1900)
Mukhopadhyay, M.: Mechanics of Composite Materials and Structures. Universities Press (2005)
Nakada, M., Okuya, T., Miyano, Y.: Statistical prediction of tensile creep failure time for unidirectional CFRP. Adv. Compos. Mater. 23(5–6), 451–460 (2014)
Ohtomo, Y., Kakegawa, T., Ishida, A., Nagase, T., Rosing, M.T.: Evidence for biogenic graphite in early Archaean Isua metasedimentary rocks. Nat. Geosci. 7(1), 25–28 (2014)
Park, S.J.: Carbon Fibers. Springer, Berlin (2015)
Park, S.J.: Precursors and manufacturing of carbon fibers. In: Carbon Fibers, pp. 31–67. Springer, Singapore (2018)
Pham, H.Q., Marks, M.J.: Epoxy resins. Ullmann’s Encyclopedia of Industrial Chemistry (2000)
Pinho, S.T., Vyas, G.M., Robinson, P.: Material and structural response of polymer-matrix fiber-reinforced composites: part B. J. Compos. Mater. 47(6–7), 679–696 (2013)
Ramesh, K.T.: High strain rate and impact testing. In: Springer Handbook of Experimental Solid Mechanics, pp. 929–960. Springer, New York (2008)
Rao, R.V.: Introduction to multiple attribute decision-making (MADM) methods. Decision Making in the Manufacturing Environment: Using Graph Theory and Fuzzy Multiple Attribute Decision Making Methods, pp. 27–41 (2007)
Rosenberg, D., Love, S., Hubbard, E., Klimscha, F.: 7,200 years old constructions and mudbrick technology: the evidence from Tel Tsaf, Jordan Valley, Israel. PLoS ONE 15(1), e0227288 (2020)
Rosing, M.T.: 13C-depleted carbon microparticles in >3700-Ma sea-floor sedimentary rocks from West Greenland. Science 283(5402), 674–676 (1999)
Sause, M.G.: In Situ Monitoring of Fiber-Reinforced Composites: Theory, Basic Concepts, Methods, and Applications, vol. 242. Springer, Berlin (2016)
Schopf, J.W.: Disparate rates, differing fates: tempo and mode of evolution changed from the Precambrian to the Phanerozoic. Proc. Natl. Acad. Sci. 91(15), 6735–6742 (1994)
Sekhar, K.M.: Manufacturing of Composite Material using Ceramic Fiber, Epoxy Resin and Microsilica for Aircraft Applications. Int. J. of Engg. Res. Techol. 6(4), 1140–1144 (2017)
Seydibeyoglu, M.O., Mohanty, A.K., Misra, M. (eds.): Fiber Technology for Fiber-Reinforced Composites. Woodhead Publishing, UK (2017)
Sih, G.C., Chen, E.P.: Fracture analysis of unidirectional composites. J. Compos. Mater. 7(2), 230–244 (1973)
Tellier, L.N.: Urban World History: An Economic and Geographical Perspective. Springer Nature, Berlin (2019)
Tsai, S.W., Wu, E.M.: A general theory of strength for anisotropic materials. J. Compos. Mater. 5(1), 58–80 (1971)
Utility, F.C.: High strength glass fibers. Moving Forward With 50 Years of Leadership in Advanced Materials 39, 521–533 (1994)
Volovikov, A.Y., Ali, A., Salit, S., Briscoe, B.J.: Fiber takes the prize. Phys. Bull. 38(10), 371(1987)
Waddoups, M.E., Eisenmann, J.R., Kaminski, B.E.: Macroscopic fracture mechanics of advanced composite materials. J. Compos. Mater. 5(4), 446–454 (1971)
Wallenberger, F.T., Watson, J.C., Li, H.: Glass fibers. In: ASM Handbook, vol. 21(06781G), pp. 27–34 (2001)
Wang, R.M., Zheng, S.R., Zheng, Y.G.: Polymer Matrix Composites and Technology. Elsevier, Amsterdam (2011)
Wu, E.M.: Application of fracture mechanics to anisotropic plates (1967)
Wu, E.M.: Phenomenological anisotropic failure criterion. Mech. Compos. Mater. 2, 353–354 (1974)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Patra, A.K., Ray, I., Alein, J.S. (2021). Introduction to Fracture Failure Analysis of Fiber Reinforced Polymer Matrix Composites. In: Mavinkere Rangappa, S., Satishkumar, T.P., Cuadrado, M.M.M., Siengchin, S., Barile, C. (eds) Fracture Failure Analysis of Fiber Reinforced Polymer Matrix Composites . Engineering Materials. Springer, Singapore. https://doi.org/10.1007/978-981-16-0642-7_1
Download citation
DOI: https://doi.org/10.1007/978-981-16-0642-7_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-0641-0
Online ISBN: 978-981-16-0642-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)