
Abstract
Inconel 718 requires proper cooling and lubrication due to its low thermal conductivity and high specific heat capacity at cutting area. In addition, proper selection of cutting tool geometry also contributes an impact to its performance. Therefore, the objective of this study is to compare the performance of minimum quantity lubricant (MQL) with flood cooling and also compare two types of end mill geometry when end milling of Inconel 718 in terms of cutting force and tool life. From the results, MQL condition shows the effectiveness of lubrication to cut Inconel 718 compared to flood coolant. The results of tool wear and cutting force shows significant improvement of MQL compared to flood coolant. In conclusion, MQL proved to provide enough lubrication on cutting zone while T2 was the best tools due to its geometrical features.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Machining process is basically highly demand in aerospace industry, particularly for nickel based super alloy [1,2,3,4,5,6]. It is due to its high hardness, good surface stabilization and excellence corrosion and oxidation resistance at extreme temperature. Inconel 718 is normally used to produce a component in turbojet engine because of its excellent characteristics [7]. It includes a hardening of the niobium era that provides elevated power and resistance to corrosion [8]. According to [9,10,11,12,13], high speed of machining Inconel 718 is not sufficient due to their poor machinability, associated with low thermal conductivity, thus producing high machining temperature.
Emulsion type metalworking fluids and flood coolant systems have been most widely used for various metalworking industries. However, environmental concerns have increased cost to treat this type of coolant system fluid. Thus when it is disposed, it does not cause any harm to the environment. From previous research, the flow rate of the coolant has an influence on the tool life when using flood coolant as cutting fluid. Higher flow rate leads to longer tool life [14]. In the case of flood coolant machining, the tool is constantly cooled by the coolant along with heat generated due to friction.
Minimum Quantity Lubricant (MQL) is one of the technique, by spraying a very tiny particle of lubricant to the cutting zone [14,15,16,17,18]. Many reports revealed that MQL capable to increase cutting tool life and surface finish [19,20,21]. Other factor that contributes to improvement of machinability is cutting tool geometries. Major improvement has been made on the helix angle and pitch angle in order to prolong its cutting tool life [22, 23]. Therefore, the objective of this research is to study the effect of various coolant strategies and end mill geometries on machinability of Inconel 718.
2 Methodology
2.1 Machining Parameters
In this project, the end milling process was conducted on a MAZAK Nexus 410A-II Vertical Milling CNC. The value of cutting speed, feed rate, axial depth and radial depth were kept constant. Table 1 tabulated the overall machining parameters. Two types of square end mill, consists of diameter Ø 6 mm, 4 flutes, same helix angle but different pitch angle, rake angle and carbide material are used in this experiment. Tables 2 and 3 show the cutting tools geometries. Workpiece with a size of 72 mm × 15 mm × 10 mm was mounted on a jig and dynamometer as shown in Fig. 1. Both cutting tools undergoes same experiment, which are flood cooling and MQL. Table 4 shows the cooling techniques parameters. During the experiment, cutting force, cutting temperature and tool life were measured. The measuring instrument such as dynamometer and tool maker microscope are set up prior the experiment to measure the cutting force and tool wear, respectively.

Preparation jig and work-piece setup
3 Results and Discussion
3.1 Cutting Force
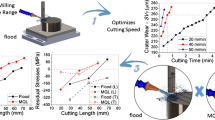
Figure 2 shows the result of resultant force at various tool geometries and cooling techniques. From the results, it was observed that T1 under flood cooling experience the highest resultant force compare to T2 for both cooling techniques. According to [24], the lubrication effect of MQL reduces the friction between tool and work piece interfaces thus reducing the cutting force. For comparison tools geometries at flood coolant condition, T2 shows the resultant force is reduced by 28.69% compared to T1. From the previous study by [25], different pitch angle enhance the stability of milling process when spindle speeds are lower. Comparison of tool geometries under MQL condition, T2 recorded a decrement by 32.36% compared to T1. According to [26], high rake angle with modest chamber and medium edge gives equal or lowest vibration. In addition, increasing rake angle with sharp cutting edge reduces the cutting force.

Result of resultant force
3.2 Volume Material Removed and Tool Life
As an illustrated in Fig. 3, T1 and T2 under MQL condition recorded the highest volume material removed (VMR), 18,000 mm3 at 9000 mm cutting distance and tool life of 57 min. Meanwhile, T2 under flood cooling technique recorded the VMR of 16,500 mm3 at 8250 mm cutting distance and tool life of 52.3 min. As a comparison, T1 recorded the lowest VMR under flood condition, recorded 12,000 mm3 at cutting distance of 6000 mm and tool life of 38 min.

Tool geometries and cooling methods against volume material removed
Figure 4 shows the result of cutting tool life progression under various cutting tool geometries and coolant techniques. From the result, it shows that T1 under flood condition, it experienced low flank wear rate, which is 0.110 mm at 1500 mm cutting distance. As the machining process continues, flank wear and chipping were increased due to higher temperature was generated during machining process. At 6000 mm cutting distance, cutting tool reached tool life criteria value, which is average flank wear is exceeding 0.3 mm. According to ISO 8688-2, the tool is consider to achieve its life. At this condition, it recorded the lowest VMR of 12,000 mm3 and tool life of 38 min. While the longest tool life and cutting distance is obtained when using T2 under MQL condition MQL condition attributed low friction force at cutting tool due to cooling and lubrication performance, which can reduce tool wear rate and extend tool life compared to dry machining [24, 27,28,29]. Among all experiment, T2 under MQL condition has achieved the highest cutting distance (9000 mm) and cutting time (57 min). Most of the cutting tools suffered from severe flank wear and chipping. It is due to generation of high cutting temperature due to insufficient cooling.

Tool life progression
4 Summary
In this study, Minimum Quantity Lubricant (MQL) shows the most effective cooling technique compared to flood cooling. Based on the results, it is proven that MQL condition provide sufficient lubricant to the cutting region and lower the friction force between tool and work piece compared to flood cooling. In term of resultant force, T2 under MQL condition able to reduced resultant force by 32.36% compared to T1. While for tool life, T2 under MQL condition achieved the longest cutting distance and cutting time compared to flood cooling.
References
Mouritz AP (2012) Introduction to aerospace materials. Woodhead Publishing Limited, Sawston
Rahim EA, Sasahara H (2011) An analysis of surface integrity when drilling Inconel 718 using palm oil and synthetic ester under MQL condition. Mach Sci Technol 15(1):76–90
Rahim EA, Sasahara H (2010a) Surface integrity when drilling Nickel-based superalloy under MQL supply. Key Eng Mater 443:365–370
Rahim EA, Warap NM, Mohid Z (2016) Investigation on the inconsistencies of cutting force when laser assisted and high speed micro ball milling of Inconel 718. ARPN J Eng Appl Sci 11(14):8603–8608
Rahim EA, Warap NM, Mohid Z, Ibrahim R (2014) Investigation on laser assisted micro ball milling of Inconel 718. Appl Mech Mater 660:79–83
Kamdani K, Hasan S, Lajis MA (2014) The effects of TiAlN and TiN coating during end milling of Inconel 718. Appl Mech Mater 564:566–571
Rahim EA, Sasahara H (2009) Application of minimum quantity lubrication when drilling Nickel-based superalloy at high cutting speed. Key Eng Mater 407–408:612–615
Alauddin M, Mazid MA, El Baradi MA, Hashmi MSJ (1998) Cutting forces in the end milling of Inconel 718. J Mater Process Technol 77(1–3):153–159
Costes JP, Guillet Y, Poulachon G, Dessoly M (2007) Tool-life and wear mechanisms of CBN tools in machining of Inconel 718. Int J Mach Tools Manuf 47(7–8):1081–1087
Rahim EA, Warap NM, Mohid Z, Ibrahim R, Rafai N (2015) Numerical analysis of laser preheating for laser assisted micro milling of Inconel 718. Appl Mech Mater 773–774:332–336
Rahim EA, Sasahara H (2010b) Surface integrity in MQL drilling Nickel-based superalloy. Key Eng Mater 447–448:811–815
Kamdani K, Ashaary I, Hasan S, Lajis MA (2018) The effect of cutting force and tool wear in milling INCONEL 718, IOP Conf Ser J Phys 1150
Kamdani K, Hassan S, Ahmad Ashaary AFI, Lajis MA, Rahim EA (2019) Study on tool wear and wear mechanisms of end milling nickel-based alloy. J Tribol 21:82–92
Zhang S, Li JF, Wang YW (2012) Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J Clean Prod 32:81–87
Sani ASA, Rahim EA, Sharif S, Sasahara H (2019) Machining performance of vegetable oil with phosphonium- and ammonium-based ionic liquids via MQL technique. J Clean Prod 209:947–964
Talib N, Sasahara H, Rahim EA (2017) Evaluation of modified jatropha-based oil with hexagonal boron nitride particle as a biolubricant in orthogonal cutting process. Int J Adv Manuf Technol 92:371–391
Talib N, Rahim EA (2016) The effect of tribology behaviour on machining performance when using bio-based lubricant as a sustainable metalworking fluid. Proc CIRP 40:504–508
Rahim EA, Dorairaju H (2018) Evaluation of mist flow characteristic and performance in minimum quantity lubrication (MQL) machining. Measurement 123:1–37
Kamata Y, Obikawa T (2007) High speed MQL finish-turning of Inconel 718 with different coated tools. J Mater Process Technol 192–193:281–286
Rahim EA, Sasahara H (2010) High speed MQL drilling of titanium alloy using synthetic ester and palm oil. In: Hinduja F, Li L (eds) Proceedings of the 36th international MATADOR conference. Springer, London
Kamdani K, Hamsah AA, Rafai NH, Rahim MZ, Wong CK, Chong YL (2018) Study of cutting force and surface roughness on drilling stainless steel 316L under various coolant condition. Key Eng Mater 791:116–122
Afiff L, Mohd Rasidi I, Mohammad Sukri M, Noor Hakim R, Charles P (2017) Effect of variable pitch on cutting temperature, cutting forces and surface roughness using Nitico30 cutting tool when end milling of stainless steel 316L. Mater Sci Forum 909:50–55
Ibrahim MR, Rahim EA, Ghazali MI, Chai MH, Goh ZO (2014) An investigation of cutting mechanics in 2 dimensional ultrasonic vibration assisted milling toward chip thickness and chip formation. Appl Mech Mater 660:104–108
Li SZ, Sun JF, Jiang J (2010) Tool wear and cutting forces variation in high-speed end-milling Ti-6Al-4V alloy. Int J Adv Manuf Technol 46:69–78
Song Q, Ai X, Zhao J (2011) Design for variable pitch end mills with high milling stability. Int J Adv Manuf Technol 55:891–903
Wika KK, Litwa P, Hitchens C (2019) Impact of supercritical carbon dioxide cooling with minimum quantity lubrication on tool wear and surface integrity in the milling of AISI 304L stainless steel. Wear 426–427:1691–1701
Amiril SAS, Rahim EA, Embong Z, Syahrullail S (2018) Tribological investigations on the application of oil-miscible ionic liquids additives in modified jatropha-based metalworking fluid. Tribol Int 120:520–534
Talib N, Rahim EA (2014) The performance of modified jatropha oil based trimethylolpropane (TMP) ester on tribology characteristic for sustainable metalworking fluids (MWFs). Appl Mech Mater 660:357–361
Rahim EA, Rahim AA, Ibrahim MR, Mohid Z (2016) Experimental investigation of supercritical carbon dioxide cooling (SCCO2) performance as a sustainable cooling technique. Proc CIRP 40:637–641
Acknowledgements
Precision Machining Research Center (PREMACH) would like to thank HPMT Industries Sdn Bhd, for providing the cutting tools and technical information.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Kamdani, K. et al. (2021). Effect of End Mill Geometry and Coolant Strategies on Machining Performance of Nickel Based Alloy Inconel 718. In: Osman Zahid, M.N., Abdul Sani, A.S., Mohamad Yasin, M.R., Ismail, Z., Che Lah, N.A., Mohd Turan, F. (eds) Recent Trends in Manufacturing and Materials Towards Industry 4.0. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-9505-9_30
Download citation
DOI: https://doi.org/10.1007/978-981-15-9505-9_30
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-9504-2
Online ISBN: 978-981-15-9505-9
eBook Packages: EngineeringEngineering (R0)