
Abstract
Bulk cargo transportation and loading is one of the common industrial problems because during this process dust spread from cargo to the environment. Especially significant dust concentration is observed in industrial areas such as harbors, cargo terminals, and production areas. Different dust suppression systems are used to reduce the amount of dust spreading in environment during granular cargo loading process. In this paper particle flow through the hopper nozzle is analyzed under different conditions, depending on vibration frequency. Distribution of particles by their size at hopper nozzle outlet is analyzed numerically. Frequency analysis of dust hopper for simplified FEM model is performed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Air pollution in urban areas is a common issue to ensure environmentally friendly conditions for inhabitants. Bulk cargo transferring in industrial areas such as terminals and harbors is one of the significant causes of air pollution. In many cases dust spread can be observed when granular material is transferred from one location to another. Dust spread creates not only environmental pollution but also cargo losses, which during some time period can cause negative economic influence.
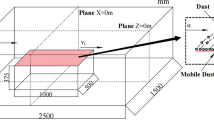
Different systems are used to minimize the amount of dust spread by cargo [1]. Dust control hopper (DCH) system, shown in Fig. 1, is analyzed in this paper. DCH is used to transfer different granular materials as grain, sand, ore and others. The main purpose of DCH is to achieve stable granular material flow at DCH outlet nozzle [2]. Dust particles must be concentrated at flow center, therefore limited from spreading in environment. To obtain stable material flow at DCH outlet nozzle, mechanical or electromechanical control systems are applied [3].

Dust suppression system: 1—hopper, 2—plug, 3—springs
Hoppers can be divided into two types—mass flow and funnel flow. At mass flow, hopper material that enters hopper inlet is discharged first. At funnel flow, hopper material which enters first is discharged last [4].
2 Characteristics of Bulk Material
2.1 Parameters of Packing
DCH is used for different granular material loading. For bulk loading the material property is not the same as simple summation of the physical properties of single particle. To describe the properties of bulk material different parameters are involved. Fraction voidage (1) is used to define interstitial void volume in the unit bulk void of particle assemblage [5].
where \(\varPhi_{p}\) is the fractional solids;
\(\varepsilon\) is the fractional voidage.
Bulk density (2) is the apparent density of a powder mass, given by the mass per bulk volume of powder [5].
where \(\rho_{b}\) is the bulk density;
\(\rho_{p}\) is the particle density.
The bulk volume of powder of unit mass, which is the inverse of bulk density, is used to describe apparent specific volume (3) [5].
where \(V_{s}\) is the apparent specific volume.
Bulk volume of solids in comparison with the unit volume of particles is defined as bulkiness (4). To describe ratio of the void volume to the net volume of particles, void ratio (5) is used [5].
where \(\varPhi_{b}\) is bulkiness;
\(\varPhi_{v}\) is void ratio.
3 Vibration Analysis of Bulk Solids
Different researches show that the applied horizontal vibration to hopper system leads to increment in mass flow rate at hopper outlet nozzle. For small vibration velocities it takes small effect on mass flow rate [6].
When mixture of different size particles is flowing through the hopper under applied vibrations, segregation of material according to size can be observed [7]. Segregation of mixtures can be observed also in hoppers without applied vibrations [8], where smallest particles tend to accumulate (Fig. 2). In hopper the remains exist until the end of discharge. Particle accumulation in hopper appears along the whole length of the hopper wall [9]. Segregation amount due to the wall friction of hopper differs depending on hopper outlet angle [2].

Simulation of bulk accumulation using Edem [9]: a without applied vibrations, b with vertical vibrations 10 Hz
Drag force which is acting on the particle flow have significant impact on segregation process. In vibration-induced granular material size separation of air takes large role. Air effects dominate the process of size separation; therefore particles which would rise at different conditions under applied drag force sinks [10]. Numerical model performed with working model 2D [11] with applied vertical vibrations and drag force shows particle segregation by size in Fig. 3 where smallest particles tend to move in flow center while largest particles are located at external perimeter of hopper outlet nozzle.

2D particle flow through ½ DCH: a working model setup at initial time moment, b position of particles after 0.3 s of simulation (vibration frequency 50 Hz, amplitude 1 mm)
4 Results and Discussion
To analyze DCH system with bulk cargo under vibrations, vibrations are applied to the hopper construction in the vertical direction. Particle flow through hopper outlet nozzle is analyzed under different vibration frequencies which are applied in the vertical direction. Hertz–Mindlin contact model is used to define contact between particles and particles-geometry. Bulk material flow is analyzed as mixture of two different size particles where particles with diameter (d1) 0.01 m takes 30% of mixture amount and particles with diameter (d2) 0.001 m takes 70% of mixture amount. Mass flow rate at DCH nozzle outlet is analyzed for each type of particles and different vibration frequencies. The obtained results show that applied vibrations make significant effect on mass flow rate (see Figs. 4 and 5) at outlet nozzle for bulk particles, and the effect on flow rate differs depending on particle dimensions. Small particle accumulation in hopper construction is reduced in case if vibrations are applied. Bulk flow analysis under forced vibration is a very time-consuming procedure, and for optimization purposes metamodeling approach [12] will be used.

Mass flow rate for particle d1 = 0.01 m

Mass flow rate for particle d2 = 0.001 m
Relative density of dust particles in horizontal section of hopper outflow is analyzed (Fig. 6). The observed relative density distribution indicates that small particles are sucked in flow center, and large particle flow is concentrated at perimeter of hopper outlet nozzle.

Relative density of dust particles in horizontal section of outflow
DCH is made from different materials depending on bulk material used. The commonly used materials for these systems are aluminum and plastics. For different DCH materials whose properties are given in Table 1, the frequency analysis is performed and lower natural frequencies and mode shapes are shown in Table 2.
5 Conclusions
Performance analysis of particle mixture flow through DCH can be used for further analysis of vibration impact on particle flow discharge rate and segregation processes. Metamodeling approach can be used for optimization of DCH parameters such as silo outlet angle, vibration frequency and so on to obtain optimal particle flow through DCH system to minimize dust spread in environment.
Numerical simulations show that vertical vibrations have significant effect on mass flow rate at hopper outlet nozzle. Accumulation of small particles in hopper changes with different vibration frequencies.
Particle segregation at horizontal section of hopper outlet nozzle can be observed, where smallest particles concentrate at the center of mass flow. The gained flow data and models can be used for further optimization of hopper parameters to obtain particle flow state with minimized dust spread.
References
Duran J (2000) Sands, powders and grains. Springer, Verlag New York, ISBN 978-0-387-98656-2
How does DSH work? [online] [14.03.2019.]. https://dshsystems.com/how-dsh-works/
Dust suppression hopper. [online] [14.03.2019.]. https://www.jcarpenterenvironmental.com/pdf/DSH_TardisModel.pdf
Hunt ML, Weathers RC, Lee T, Brennen CE (1999) Effects of Horizontal Vibration on Hopper Flows of Granular Materials. Phys Fluids 11(1):68–75, © 1999 Am Inst Phys S1070–6631(99):02201
Cecala AB, O’Brien AD etc (2012) Dust control handbook for industrial minerals mining and processing. Pittsburgh
Gelnar D, Zegzulka J (2019) Discrete element method in the design of transport Systems. verification and validations of 3D models. Switzerland
Bertuola D, Volpato S (2016) Prediction of segregation in funnel and mass flow discharge. Chem Eng Sci 150:16–22
Matthias E, Xiang C (2005) Effect of air on granular size separation in a vibrated granular bed. Phys Rev E, 2005, © Am Phys Soc
EDEM (2019) Discrete element modeling software. DEM Solution Ltd
Tejcham J (2013) Confined granular flow in silos. Experimental and numerical investigations. Switzerland, pp 5–9
Working model 2D dynamic motion simulation 2005, design simulation technologies
Janushevskis A, Melnikovs A, Janusevskis J (2014) Robust shape optimization of composite structure using metamodels. Engineering optimization IV—chapter 121, pp 715–720, © 2015 Taylor & Francis Group, London, ISBN 978-1-138-02725-1
Acknowledgments
This research is funded by the Latvian Council of Science, project “Creation of design of experiments and metamodeling methods for optimization of dynamics of multibody 3D systems interacting with bulk solids and fluids”, project No. Izp-2018/2-0281.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Vaicis, I., Janushevskis, A., Viksne, I., Auzins, J. (2021). Analysis and Optimization of Dust Control Hopper System. In: Sapountzakis, E.J., Banerjee, M., Biswas, P., Inan, E. (eds) Proceedings of the 14th International Conference on Vibration Problems. ICOVP 2019. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-8049-9_74
Download citation
DOI: https://doi.org/10.1007/978-981-15-8049-9_74
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-8048-2
Online ISBN: 978-981-15-8049-9
eBook Packages: EngineeringEngineering (R0)