
Abstract
Rolling element bearings are extensively used in machinery to transmit rolling/sliding motion. These machine elements are prone to get damaged due to an increase in friction, which causes the heat generation and gradual wear on rolling contact surfaces of the bearing. Bearing failure leads to an unexpected shutdown of machinery. Therefore, many condition monitoring methods have been developed to predict bearing faults. The ultrasonic flaw detection method is one of the promising techniques to detect bearing faults. This paper describes the application of ultrasonic to detect incipient faults developed in the roller bearing subjected to fatigue load cycles. Results highlighted the suitability of the ultrasonic method to identify the incipient faults that appeared on the rolling contact surfaces.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Rolling bearings are extensively used in high speed, heavily loaded rotating machinery, for example, aircraft engines, gas turbines, rolling mills, etc. Grease is the most commonly used lubricant, which reduces friction and wears, remove heat, and flushes wear particles in machine elements viz. gears, cams, ball/roller bearings. The life of the bearing is affected by various operating conditions such as load, speed and lubricant film thickness, etc. Variations in operating conditions result from a transition in lubrication regimes, thereby causing wear propagation on rolling contact surfaces of bearings [1].
Life prediction of a rolling element bearing is essential to prevent unexpected machinery shutdown. Various condition monitoring techniques have been developed by the researchers to predict bearing faults, which include vibration, sound, oil/grease degradation, and ultrasonic analysis methods. Wear is a phenomenon that occurs when moving surfaces interact with each other and material is released from the contacting surfaces; this released material is called wear particle. Wear occurs in a machine, or a component is mainly due to wear mechanisms such as abrasion, erosion, adhesion, surface fatigue, etc. All these mechanisms result in a gradual removal of material from the bearing surfaces and often develop in the presence of a lubricant [2,3,4].
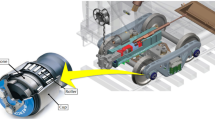
Ultrasonic technique gaining its importance as a condition monitoring technique to identify the defects/flaws in the structures and machine elements. Figure 1 depicts the mechanism of ultrasound waves incident and transmits through the material; a part of the ultrasound wave is reflected inside the material. To ascertain the reflection coefficient R, the abundancy of the reflected wave and the underlying wave is looked at. The reflection coefficient R depends on the interface material’s acoustic befuddle and determined by condition (1) [4].

Echo height ratio [4]
The acoustic impedance of media is Z1 and Z2 respectively. The part of the incident signal T, which is transmitted through the materials is calculated by using the following equation
For the ultrasound to occurr on a multi-layered framework, the sign transmitted or reflected is the superposition of the outcome of the use of conditions (1) and (2). The underlying reflected reverberation tallness (h) shifts its trademark, which relies upon the mounting of the test, the impact of dispersion and the dissipating of the acoustic wave during engendering. To beat these impacts, the contact condition is surveyed by the proportion of reverberation stature (h/h0) in which the two surfaces are consummately isolated.
Detection of damage in the structure is carried out by considering the echo height ratio, which is given by the following equation:
where h and h0 are the height of the second peak and height of the first peak respectively.
The ultrasonic pulse waves with wave frequency ranging from 0.1–15 MHz are transmitted into a material to detect flaws. The transducer probe is mounted on the surface of the test specimen, which in turn is coupled to test objects with the help of lubricant oil, which acts as a coupling to avoid air gap. The piezoelectric component in the transducer energized by the very short electrical release transmits an ultrasonic heartbeat, again it gets the sign, in this way making it waver, again it receives the signal, thus causing it to oscillate. This leads to the generation of the short electric pulse, which is used to detect flaws in the specimen. The transducer used is a transceiver that transmits and receives ultrasonic waves. Caretta et al. [4] used an ultrasound technique to analyze the roll stress and deformation in the cold rolling process carried out on a metallic sheet. The outcomes were contrasted and numerical recreation. Creators have featured the conceivable outcomes of deciding the mean spiral worry of a roller by figuring an adjustment in the hour of trip of a reflected ultrasonic wave from the outside of a roller plant.
Kasolang et al. [5] used an ultrasonic flaw detection technique to investigate the performance of journal bearing operated under hydrodynamic lubrication. Authors have determined minimum film thickness and defects developed on the bearing contact surfaces. Wan et al. [6] conducted experiments to measure the oil film thickness between rolling surfaces of ball bearing contacts using the ultrasonic reflection method. The authors observed that there was a relatively low resolution, which resulted in the perturbations. However, the central film thickness measurement was well agreed with the established models.
Kai et al. [7] performed experiments to measure oil film thickness by using an ultrasound sensor in sliding contact bearings. The two reflected echoes from the substrate–babbitt interface and babbitt-lubricant interface were overlapped, which resulted in film thickness values. The Gaussian reverberation and desire boost (EM) calculation are utilized by the creators to separate and secluded reverberation reflected from the oil film thickness layers.
The results provided a true film thickness values from the sliding contact bearings. Takeuchi [8] used ultrasonic technology to measure the indentation size in the ball bearing by considering three indexes, such as the fluctuation ratio, the intensity of impact and the change of gradient in echo height ratio. Authors have highlighted the possibilities to obtain a reliable estimate of the width of the shallow indentation, which minimizes the pitting damage on bearing contact surfaces.
In recent years, there are various methods and techniques to detect the faults in the bearing; they can be broadly classified as by vibration measurements, measuring the running temperature and wear debris measurement. In this present work, ultrasound acoustic energy in the form of waves with frequencies higher than 20 kHz is used for echo height analysis of the roller bearing elements. This data can be used to find the health condition of the bearing. This is a nondestructive method of online inspection of the fault developed in the roller bearings elements.
2 Experimental Procedure
Figure 2 shows the square outline of the exploratory arrangement utilized for the examination. It consists of a 5 HP three-phase induction motor used to drive the shaft through direct three-jaw coupling. The speed of the ac motor was controlled by using a variable frequency drive. The shaft was supported by the support bearing and test bearing, as shown in Fig. 2. A rectangular opening was machined on the test bearing lodging to mount the ultrasonic sensor. The load-bearing was placed nearer to the test bearing, and 1 kN load is applied on the load-bearing with the help of the wire rope mechanism. The reaction force act on the test bearing as shown in Fig. 2. Einstein TFT II ultrasonic flaw detector was used to acquire the ultrasonic signals from the test bearing and stored on the personal computer. The experiment was conducted 8 h a day. The first 100 h the test rig was allowed in the running wear period, then test bearing was cleaned and mount again. The wear propagation on the rolling contact surfaces was studied with the help of a USB microscope with high resolution. The surface examination of wear and ultrasonic testing were carried out in every 300 h. The geometry of the bearing SKF NJ307 ECP is given in Table 1.

Block diagram of the experimental test rig
During the experiment, water is used as coupler so that sound can quickly propagate inside the bearing and loss of sound can be minimized. Every measurement of ultrasonic eco pulse was repeated three times and the maximum wear area on the rolling surfaces is presented in the result.
3 Results and Discussions
The fatigue test experiments were carried out for 800 h; the test bearing was dismantled at a regular interval of 300 h to observe the development of surface fatigue wear on the inner race of the bearing. Figure 3a–d shows the micrograph of the inner race of roller bearing surface after 300, 600 and 800 h. Figure 3a represents bearing surface after run-in wear where no significant wear is visible. With an increase in the fatigue load cycles, micro pitting wear appears on the bearing surface due to cyclic loading. Figure 3b represents the micrograph of the inner race after 300 h, significant micro pitting wear and small scratches are visible on the surface of the inner race. Figure 3c depicts the surface condition on the inner race after 600 h. An increase in the size of pitting and various micro pitting wear are visible in the micrograph.

Wear propagation on the inner rolling surface of roller bearing; a after 100 h, b after 300 h, c after 600 h, d after 800 h
As the operating time increases, the lubricant loses its lubrication properties viz cooling, viscosity which accelerates the formation of various wear mechanisms on the bearing contact surfaces. Wear particles and contamination also affect the lubrication in the bearing contact surfaces in increased operating time ultimately the lubricant film between the two contact surfaces get reduced and load is supported directly by the contact surfaces of the bearing which results in the abrasive wear and severe scuffing are formed on the rolling contact surfaces. A gradual increase in the wear can be observed in this condition. With continuous operation of roller bearing, fatigue wear mechanism defect pitting on the bearing surfaces are converted into spalling. Figure 3d shows the condition of the bearing after 800 h, sever scuffing and spalling can be observed on the inner race surfaces, which confirms degradation of the rolling contact surfaces operating under constant load and speed.
The ultrasonic transducer is mounted in the lubricant jacket of the test bearing housing. The ultrasonic signal generator enabled the sensor to transmit and receive the ultrasonic waves. These signals acquired at a regular interval of 300 h, the diagnostic feature used to detect the bearing fault is the echo height ratio (H). The signal contains several peaks out of which the first two peaks highlight the bearing fault-related information. The first two peaks heights are denoted by h0, and h, respectively, the values of H after every regular interval are taken into consideration to evaluate the fault development in roller bearing. The values of echo height ratio obtained within the range of 0–1, the ultrasonic signals acquired from the bearing housing are shown in Fig. 4a–c. The x-axis indicates range that covers housing and bearing components and the Y-axis provides echo height. There is an increase in the amplitudes of the second peak h, due to a rise in surface fatigue wear and reduction in the film thickness between the contact surfaces of roller bearing. The value of pulse height after 300 h is 0.22, which increases to 0.4 after 600 h of operation. As the film thickness decreases, the reflected ultrasound to the receiver of an ultrasound sensor gets increased, which causes an increase in the reflected sound energy. The value of the second pulse eco height after 900 h is 0.7, which confirms a further rise in the surface wear, as shown in Fig. 4.

Characteristic pulse-echo signals; a 0 and 300 h, b 300 and 600 h, c 600 and 800 h
Figure 5 shows the variation of echo height ratio versus operating time as a function of operating time. As discussed in Fig. 4 same trends in the increase in the difference in echo height ratio can also be observed in Fig. 5. The change of echo height ratio increases with an increase in the wear propagation on the rolling contact surfaces.

Variation of echo height ratio versus operating time
4 Summary and Conclusions
In the present work, experiments were conducted to detect surface fatigue wear developed on roller bearing contact surfaces. The results from experimental investigations give the following findings.
-
1.
The amplitude levels of ultrasonic signals showed an increase in the trend, thereby causing a gradual decrease in the echo height ratio values, which indicated the fault propagation on the inner race due to fatigue load cycles.
-
2.
The wear images obtained after every 300 h indicate micro pitting and pits developed on the inner race.
-
3.
Extended load cycles resulted into increase in the size of pits and spalls on bearing contact surfaces.
The results obtained from experimental studies suggest that ultrasound transducer can successfully be used for condition monitoring of the rolling element bearing and provide a good correlation between an increase in echo height ratio and bearing wear on the rolling contact surfaces. In the future, authors suggest to compare and combine the ultrasonic method with the other condition monitoring techniques viz. vibration, sound, wear particle analysis and lubricant degradation analysis to enhance the robustness on the condition monitoring of roller bearing system.
Abbreviations
- H :
-
Echo height ratio
- h :
-
Height of the second peak
- h 0 :
-
Height of the first peak
- R :
-
Reflection coefficient
- R x :
-
Effective radius
- T :
-
Signal transmitted through the materials
- z1 and z2:
-
Acoustic impedance of the media
References
Taylor, P., Farhana, N., Yusof, M., & Ripin, Z. M. (2014). Analysis of surface parameters and vibration of roller bearing analysis of surface parameters and vibration of roller bearing. Tribology Transactions, 57(4), 37–41.
Peng Z., Kirk T. B., Xu Z. L. (2006). The development of three-dimensional imaging techniques of wear particle analysis. Wear, 203–204, 418–424.
Nayak, A., Kankar, P. K., Jain, N., & Jain, P. K. (2018). Force and vibration correlation analysis in the self-adjusting file during root canalshaping: An in-vitro study. Journal of Dental Sciences, 13, 184–189.
Carretta, Y., Hunter, A. K., Boman, J. P., Legrand, N., & Laugier, M. (2017). Ultrasonic roll bite measurements in cold rolling—Roll stress and deformation. Journal of Materials Processing Technology, 249, 1–13.
Kasolang, S., Ahmed, D. I., Dwyer-Joyce, R. S., & Yousif, B. F. (2013). Performance analysis of journal bearings using ultrasonic reflection. Tribology International, 64, 78–84.
Wan, I. M. K., Gasni, D., & Joyce, D. (2012). Profiling a ball bearing oil film with ultrasonic reflection. Tribology Transactions, 55(4), 409–421.
Kai, Z., Qingfeng, M., Tao, G., & Nan, W. (2015). Ultrasonic measurement of lubricant film thickness in sliding Bearings with overlapped echoes. Tribology International, 88, 89–94.
Takeuchi, A. (2012). An attempt to evaluate insufficient supply of oil in ball bearing with ultrasonic technique. Materials Transactions, 53(2), 250–255.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Pandey, S., Sateesh Kumar, P., Amarnath, M., Kumar, T.T., Rakesh, P. (2021). Incipient Fault Detection in Roller Bearing Using Ultrasonic Diagnostic Technique. In: Prakash, C., Krolczyk, G., Singh, S., Pramanik, A. (eds) Advances in Metrology and Measurement of Engineering Surfaces . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-5151-2_23
Download citation
DOI: https://doi.org/10.1007/978-981-15-5151-2_23
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-5150-5
Online ISBN: 978-981-15-5151-2
eBook Packages: EngineeringEngineering (R0)