
Abstract
The establishment of energy-saving and natural resource-saving systems is an important issue and relevant research and development should be accomplished without delay. Making structures lighter is one way to save energy. The study of light metals such as aluminium and magnesium alloys has received much attention. Aluminium alloys are especially attractive because of superior recyclability and workability. However, present structures made of stainless steels cannot be entirely replaced with aluminium alloy structures, taking into account strength, weldability and economics, although it is possible to replace part of a structure with aluminium alloy components. In this case, it is necessary to joint SS 430F steel with aluminium 6061. Few sound joints have been obtained, owing to the formation of a large amount of brittle intermetallic compounds which were using fusion welding. In the recent years, welding of dissimilar metals by conventional welding techniques has become difficult. The flux used for the welding will create lot of heat which reduces the strength of the welded joints. In order to overcome this, friction welding is more effective in joining dissimilar metals when compared with fusion welding, since it is a solid-state process. Heat is generated in friction welding by conversion of mechanical energy into thermal energy in the interface of work pieces during rotation under pressure. Various ferrous and non-ferrous alloys having circular or non-circular cross sections and that have different thermal and mechanical properties which can be joined by the friction welding. Conventional structures made of steel have been replaced by lighter materials, capable of providing high mechanical strength, lower volume of material and good corrosion resistance components such as those used in industries (shipbuilding, light and heavy automotive, electrical, chemical, civil, space and nuclear industry).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
They have done the work on points like joint configurations, microstructure, mechanical properties, process parameters, etc., in regard of welding of dissimilar materials/alloy in aluminium 6061 and SS 430F steel [1]. They studied the joining of plastically deformed steels (carburizing steel) with friction welding. They carried out an experimental study on joining medium-carbon steel and austenitic stainless steel with friction welding [2]. The conducted the experiments on random selection of input parameters. From the experimental data, artificial neural network (ANN) is trained. It predicts the flash width, flash thickness and flash height were closely the percentage variation between the actual and predicted is around 1.5%. Through the optimized input parameters, minimized flash features such as flash width (6.5 mm), flash height (7.3 mm) and flash thickness (3.70) can be obtained [3]. They studied the mechanical and metallurgical analysis of aluminium and steel using inertia friction welding process. It has been used to create joints between aluminium 6061-T6 aluminium alloy and AISI 1018 steel using various parameters. The joints were evaluated using mechanical and metallurgical tests. The results showed that the joints strength was in the order of 250 MPa. The upset pressure calculated 60 MPa [4]. They investigated the development of solid-state joints of dissimilar material AA6082 aluminium alloy and AISI 304 stainless steel, via continuous drive friction welding process. Tests were conducted with different welding process parameters. The results were analysed by means of pull load test, Vickers microhardness test, fatigue test, Charpy v-notch impact test and SEM-EDX (energy-dispersive X-ray). The strength of the joints varied with increasing friction pressure and friction time keeping upset pressure and upset time constant. The joint strength increased and then decreased after reaching a maximum value, with increasing friction pressure and friction time [5]. They used continuous drive friction welding, and they obtained optimum parameters to join parts having equal diameter (24 mm). The effect of welding parameters on welding strengths was also investigated. The mechanical properties of joints were examined by using pull load test and hardness test, macro- and micro-analysis [6]. They observed that friction welding is possible by using conventional lathe, and they weld aluminium 6061 and aluminium 6082 using conventional method. They did mechanical and microstructure analysis for friction-welded joint, and they observed small weld region in the microstructure analysis [7]. They studied the effect of mechanical and metallurgical properties of austenitic stainless steel (304L) and copper. They used pull load, hardness test, optical, scanning electron microscopy and atomic force microscopy to analyse the microstructure of the welded joint. The joints were also examined with EDX to understand the phases formed during welding. The material is evaluated by pull load test, and their strength is determined, and the hardness is examined [8]. They studied the feasibility to join the different materials/alloys using friction welding. This work deals with the joint configurations, microstructure investigations, mechanical properties, process parameters in regard of welding of dissimilar materials/alloys.
2 Problem Identification
The dissimilar materials of aluminium 6061 and SS 430F steel is joined using friction welding to analyse the loadcarrying capacity for the structural engineering applications. Longer friction time causes the formation of an intermetallic layer at the weld interface which will affect the welded region. Less strength in welding region. Sufficient heat could not be generated with a shorter friction time to get the strong joint. Depth of penetration is partially fulfilled in the welding region.
3 Selection of Dissimilar Materials
3.1 Aluminium Alloy 6061
Aluminium alloys are alloys in which aluminium (Al) is the predominant metal. The typical alloying elements are copper, magnesium, manganese, silicon and zinc. Aluminium alloys are widely used in engineering structures and components, where lightweight or corrosion resistance is required. Aluminium alloys are used due to their superior workability and low cost. However, they are not entirely replaced by stainless steel, stainless steel having superior strength and weldability in certain structures. Aluminium 6061 alloy is one of the most extensively used 6000 series aluminium alloys. It is a versatile heat treatable extruded alloy with medium to high strength capabilities.
3.2 SS 430F Steel
SS 430F is usually supplied in the T condition with a pull load strength of 850/1000 N/mm2. SS 430F steel is a popular grade of through-hardening alloy steel due to its excellent machinability in the “T” condition. SS 430F is used in components such as gears, shafts, studs and bolts with a hardness of 248/302 HB range. SS 430F can be further surface hardened to create components with enhanced wear resistance by induction or nitrating processing. SS 430F steel is a high pull load alloy steel renowned for its good wear resistance and high strength. This can include aircraft, automotive and general engineering applications, for example, propeller or gear shafts, connecting rods, aircraft landing gear components.
4 Experimental Details Friction Welding Process
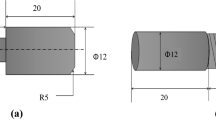
In the friction welding process, one piece is held stationary and other is rotated in the chuck of a friction welding machine. As they are brought to rub against each other under pressure, they get heated due to friction. When the desired forging temperature is attained throughout the rubbing cross section of the work piece, the rotation is stopped suddenly and the axial pressure is increased to cause a forging action and hence welding. The machine used for friction welding resembles a lathe but is sturdier than that. The essential features of the machine are that it should be able to withstand high axial pressure of the order of 50,000 N/cm2 and be able to provide a high spindle speed up to 12,000 rpm. Normally, cylindrical pieces like rods and tubes are welded by this process, but its application can be extended to situations, wherein one component is symmetrical and can be rotated conveniently (Fig. 1).

Experimental set-up of friction welding process
5 Result and Discussion
5.1 Pull Load
Material strength can be found by testing the material in tension or compression. Standard dog bone-shaped specimens were friction welded according to the ASTM D8 specifications for tensile testing (reinforced and unreinforced plastics). Each specimen has 8 mm diameter and 32 mm gauge length. The specimen is loaded in computer-controlled universal testing machine (ASE—UTN 10) until the failure of the specimen occurs. Simultaneous readings of load and elongation are taken at uniform intervals of a load. A tensile test is carried out at room temperature. Uniaxial tensile test is conducted on the constructed the specimen to obtain information regarding the behaviour of a given material under gradually increasing stress–strain conditions.
The load applied on the welded specimen shows that the stress and strain varies with load (Fig. 2). There is an elastic deformation occuring in the specimen, and as its reaches the endurance limit, the materials will break. The stress curve indicates the ductile failure of the welded specimen [9].

Pull load test of the specimen at different applied loads KN/mm
5.2 Hardness Properties
The quality of the joints is evaluated on the base of microhardness measurements. The mechanical property of the welded region was carried out using the Vickers hardness tester. The indentations were made at the weld interface and parent materials at fixed intervals to find the effect of heat on the hardness values. The hardness was measured for nine samples, and out of these samples, the maximum hardness was noticed for the optimization, and this optimized specimen is used for other analysis. The hardness values obtained at different zones are given in the Table 1 (Fig. 3).

Microhardness test set-up at four different zones. 1 Parant material of SS 430F steel, 2 heat-affects zone of SS 430F steel, 3 heat-affected zone of aluminium 6061, 4 parent material of aluminium 6061
Table 2 show hardness values of 95.8–107.3 MPa which denotes the hardness of parent aluminium alloy. The zone 2 representing the near the weld region of Al alloy 6061 indicating the hardness pf 57.2–86.1 MPa range. The zone 3 denotes the weld region of the SS 430F steel indicating the maximum hardness of 249.6 MPa. It is noted that the highest hardness is observed at the weld interface for direct weldments. Table shows the hardness variations on both the sides of the friction-welded joint. The decrease in hardness may be attributed to recrystallization process taking place at the heat-affected zone of the Al alloy 6061.
5.3 Thermo Gravimetric Analysis
Thermogravimetric analysis (TGA) is conducted on an instrument referred to as a thermogravimetric analyser. A thermogravimetric analyser continuously measures mass, while the temperature of a sample is changed over time. Mass, temperature and time in thermogravimetric analysis are considered base measurements, while many additional measures may be derived from these three base measurements (Fig. 4).

Hardness valve chart
The TGA analysis output is shown in Fig. 5. The output shows the material temperature characterization and rhe maximum material temperatures 900 ℃. The material observed output energy of maximum 662 ℃. The material mostly absorbed in a thermal energy of steel 1200 ℃ and aluminium is 660 ℃. But, the weld joint in a mixture of aluminium and steel material observe that thermal energy is going to be in a lower level.

TGA output data
6 Conclusion
The pull load test result shows that the welded joint is brittle in nature and can be used for static loading structural application. The weld joint is mostly used in structural applications. In this investigation, an attempt has been made to study the welding parameters on the formation of friction welding and pull load properties of 6061 aluminium alloy and SS 430F steel. Weldability is significantly affected by the rotational speed. At high rotational speed, the heat produced is more and time taken for cooling is also more, which affects the microstructure of 900 rpm, and weld finish is not good. From this investigation, the following important conclusions are derived. It is observed that the upset force plays a vital role in increasing the pull load and impact strength of the friction weld with dissimilar materials. The burn-off length plays a commendable role in increasing the bend strength of the weld as expected. Maximum yield strength of 105 MPa, pull load strength of 138 MPa, impact strength of 10 J, hardness of 264.2 Mpa and joint efficiency of 84.9% was attained without any defect for the joint fabricated using FW at rotational speed of 2000 rpm and weld speed of 40 mm/min. The minimum hardness of 57 HV is obtained in the HAZ Al6061. The tensile specimen failed in the HAZ AL6061. The ductility of FW SS430F steel and AL6061 increases the longitudinal direction (NZ), but it decreased the transverse direction that cut through all WZ.
References
Kumar A (2014) Friction welding of dissimilar materials/alloys. Int J Mech Robot Res 1:315–320
Jhon (2009) Dissimilar friction welding of 6061-T6 aluminium and AISI 1018 steel: properties and microstructural characterization. Elsevier Ltd Mater Des 31:2305–2311
Ravikumar (2013) Characterization of mechanical properties of aluminium (AA6061-T6) by friction welding. In: Third international conference on mechanical and automobile engineering, Apr 2013
Sahin (2010) Mechanical and metallurgical properties of friction welded joints. Indian J Mater Des 49:527–534
Kumar S (2013) Evaluation of mechanical and metallurgical properties of dissimilar materials by friction welding. Elsevier Ltd 64:1514–1523
Sathiya (2005) Optimization of friction welding parameters using simulated annealing. Indian J Mater Sci 13:37–44
Shubhavardhan RN, Surendran S (2012) Friction welding to join dissimilar metals. Int J Emer Technol Adv Eng 2(7). www.ijetae.com
Jose T (2013) Friction welding of aluminium 6061 and aluminium 6082 rods by using conventional lathe. Int J Current Trends Eng Res (IJCTER) 2(4):170–175 (Scientific Journal Impact Factor: 3.468)
Koushik V (2016) Experimental investigations of friction welding using aluminium with mild steel. Int Res J Eng Technol (IRJET) 03(12)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Raja, V., Periyasamy, P., Boopathy, G., Naveen, E., Ramanan, N. (2020). Thermogravimetric Analysis of Friction Welding of Dissimilar Material. In: Yang, LJ., Haq, A., Nagarajan, L. (eds) Proceedings of ICDMC 2019. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-3631-1_47
Download citation
DOI: https://doi.org/10.1007/978-981-15-3631-1_47
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-3630-4
Online ISBN: 978-981-15-3631-1
eBook Packages: EngineeringEngineering (R0)