
Abstract
The economic growth in India has led to the unprecedented infrastructure development, and as a result, the consumption of raw materials for the construction industry has grown at a very fast pace. Thus, they account for the significant contribution toward greenhouse emissions. In the current global scenario, the faster construction process has become the only mandate to fulfill the demand for infrastructure. However, the construction industry must follow the sustainability paramount to manage its environmental impact. Hence, this study has aimed to address these concerns by using recycled materials such as fly ash (FA), silica fume(SF), and recycled fine aggregate (RFA). The main aim of this paper is to investigate the effect of supplementary cementitious materials (SCMs) with recycled fine aggregate on the flow/rheological properties of fresh self-compacting mortar. Self-compacting mortar is made with cement and fine aggregate in which the cement was replaced with various proportions of FA and SF and the natural fine aggregate with RFA. The mortar mix composition has been finalized as per EFNARC guidelines. A total of twenty mixes is prepared by using different proportions of mineral admixtures and different types of sand for this experimental investigation. The flow properties of mortar are assessed in terms of slump flow through flow cone and in terms of V-funnel efflux time through V-funnel test. The flow tests are performed at varying water/powder (w/p) ratio and varying the dosage of superplasticizer (SP). The cube specimens of mortar are also tested at various ages to determine the strength. The influence of RFA on the flow properties of mortar was observed. It is noted that mortar made with RFA has shown a gradual decrease in the flowability due to its high water absorption and it demanded more SP dosage to maintain the flowability. For a better understanding of the effect of morphology of SCMs on the flow properties, the mortar flow properties were investigated with binary and ternary combination of SCMs. From the result, it is observed that the self-compacting mortar can be prepared with RFA at ternary combination of binder (cement + SCMs) to achieve the desired flow characteristics at its 100% replacement level.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Recycled fine aggregate
- Supplementary cementitious materials
- Flow properties
- Self-compacting mortar
- Sustainability
1 Introduction
Natural aggregates have been used as construction materials from past centuries by all the civilization all over the globe. In the twenty-first century, we are at the peak of infrastructure development and urban expansion. In order to solve the environmental issues and to help the growing demand on natural resources, the Government of India has banned the use of natural river sand and put pressure on the construction sectors to use alternative to sand. Thus, one of the possibilities for reducing the environmental cost is by substituting the natural resources with recycled materials. Construction and demolition (C&D) waste is a heterogeneous material which may be composed of various types of wastes such as concrete rubble, bricks, tiles, and marbles. [1]. Faster construction process with sustainability goal will contribute toward smart city, which can be obtained by the assembly of the prefabricated building components or in place casting of the prefabricated components. Self-compacting concrete (SCC) is the mandate option to cast the prefabricated components with less time and economically. Because it is a new generation concrete, which is also known as a performance-based concrete because of its superior flowability under its own weight, it can pass through the congested reinforcement. The main challenges lie in SCC for increasing the flowability of particle suspension without the segregation or bleeding of the particle phases. It is a heterogeneous phase in which the surface chemistry plays an important role in balancing the flowability and stability. Hence, the stability is controlled by the surface-active admixture and the specific surface area of the fine content. However, SCC requires a very high binder/powder content and relatively high sand content to achieve the higher flowability. One of the demerits of SCC lies in its cost due to high cement content, high chemical admixture content, and also high sand content. Thus, one of the potential solutions to reduce the cost of SCC is by using SCMs to replace cement and by using recycled materials. Thus, the substitution of this powder with SCM and the natural sand with RFA will not only contribute toward sustainability, but also will reduce the environmental pollution caused due to the disposal of solid wastes. As SCC requires a more quantity of fine aggregate than coarse aggregate, the use of RFA can provide an opportunity to gain economy and the environmental benefits. The most common type SCMs used in concrete are FA, SF, and ground granulated blast furnace slag (GGBS), which are industrial by-products obtained from thermal power station, electric arc furnaces, and steel plant. These SCMs are used in concrete to reduce the effect of shrinkage, creep and to improve the durability of concrete at long term [2,3,4]. Use of locally available SCMs with RFA in producing SCC will improve its performance of mortar and concrete.
Most of the research so far confirmed that the RFA shows very high water absorption [5] value due to the adhered porous cement paste and it is having high fine content up to 30% [6]. As a result, it will provide a large number of water-filled pores around the RFA due to the absorption of water from the cementitious system. Thus, it will make the RFA particles heavier and it will lead to settle the particles from the cementitious substances if it is not stirred continuously. Hence, the optimization in the paste and mortar is necessary to keep the suspension in flowable condition in SCC.
The objective of this study is to evaluate the effectiveness of various SCMs in producing the flowable mortar incorporating RFA as replacement of NFA. In this study, mortar is prepared from both NFA and RFA, in which the cement is replaced with various percentages of FA and SF. These two SCMs were chosen, based on its particle shape (rounded for FA) in contributing toward high flowability and improving the strength with SF to compensate the negative effect of RFA on mortar and SCC properties. Mortar acts as a vehicle or suspension media for the workability properties of SCC. Hence, it is very essential to design and assess the properties of mortar as it provides flowability to the solid ingredients in SCC. Apart from that, the use of different types of SCMs plays a different role in the fluidity and it also affects the optimization of SP and viscosity modifying agent (VMA) dosage. In addition to this, the use of RFA in making SCC may affect the flow or rheological behavior of SCC due to its high water absorption value and its rough and porous surface structure. The rough and porous surface structure of the RFA will contribute more frictional forces to the free flow of mortar or concrete. An extensive study has been carried out at various combinations of SCMs with the replacement of cement and the effect of SP dosage on the flowability of mortar made with RFA was studied to optimize it in concrete. The flow properties of mortar are evaluated through the flow cone and V-funnel test. The SP dosage can significantly alter the apparent viscosity of cementitious system. However, its working principle still remains controversial in the different cementitious system. Hence, the SP dosage was optimized on the basis of saturation dosage in the corresponding mortar mix for its use in concrete.
2 Experimental Work
2.1 Materials Used
The basic materials used for self-compacting mortar are same as the traditional mortar such as cement, fine aggregate, and water in addition to mineral admixture and some chemical reagent. OPC 43 grade cement confirming to IS:8112 [7] has been used as the main binder having a specific gravity of 3.15. In this study, Class F FA (confirming to IS:1727 [8] and IS:4032 [9], surface area: 4065 cm2/gm) and condensed SF (confirming to IS:15833 [10], surface area: 16000 cm2/gm) are used to replace cement having specific gravity of 2.25 and 2.16, respectively. The FA is used at various replacement levels, such as 20, 30, and 40%, and the SF is used at two replacement levels of cement such as 5 and 10%. The chemical composition of all the cementitious materials is shown in Table 1. The cement and the inorganic mineral additives are intergrinded in a ball mill to make them more fine and to blend with each other. The powder composition of all the mixes is shown in Table 2. Natural river sand confirming to zone II of IS:383 [11] is used as fine aggregate, and RFA confirming to zone II of IS:383 is used to replace NFA at 100% replacement level. The specific gravity of NFA and RFA are 2.67 and 2.10, respectively. The water absorption values of NFA and RFA are found to be 1% and 11.5%, respectively. A polycarboxylic ether-based SP is used as chemical admixture to reduce the water and to achieve the required fluidity by dispersing the cementitious particles.
2.2 Methodology
The w/b ratio of cement paste and mortar was finalized on the basis of w/b ratio at zero flow (βP). Initially, the w/p ratio of the mix was decided with flow cone test from the paste study at various w/p ratios (by volume) such as 1.1, 1.2, and 1.3 for zero flow condition. For this, the chosen proportion of OPC and additives are mixed with selected w/p ratio and the flow is measured. The mix proportioning of self-compacting mortar was carried out in two phases. Initially, the minimum w/p ratio was considered for the paste study at zero flow condition. In the second phase, the mix proportioning of self-compacting mortar was carried out based on EFNARC guideline [12]. The mixing procedure was kept constant for all the mixes. After mixing, the tests were carried out on fresh mortar. The flowability and the viscosity of the mortar mixes were evaluated through mini slump cone and mini V-funnel tests. The SP was also optimized to achieve the desired self-compacting properties. The target values for slump flow and V-funnel time as per EFNARC guideline are 24–26 cm and 7–11 s, respectively. It was tried with both NFA and RFA separately for all the powder composition to achieve the target values by increasing the SP dosage gradually up to its saturation level. The major component in SCC is the fine fraction which includes the powder content and the fine aggregates. These fine fractions in combination with water provide the fluid media for the coarse aggregate to be suspended. Hence, the adjustment of admixture dosages was made in paste, mortar, and concrete and was carried out to validate a methodology for SCC mix design. Thus, by taking the combination of powder composition along with NFA and RFA into consideration, a total of 20 mixes have been tested for the flow properties of mortar. The control mix is made with only OPC and NFA. Finally, the flow behavior for all the mortar mixes has been compared with the control mix.
The compressive strength was determined on the cube specimens of size 50 mm × 50 mm × 50 mm, made with self-compacting mortar. The samples were casted into molds immediately after flow tests and cured in water till the testing of the specimen in UTM for various ages such as 7 days, 28 days, and 56 days. Casting and curing of samples are shown in Fig. 1. The strength was assessed to see the influence of SCMs along with RFA on the strength of mortar samples and to correlate the compressive strength development in concrete.

Casting, curing, and testing of mortar specimens
3 Results and Discussion
3.1 Paste Study
The spread of the paste with different w/p ratio is shown in Fig. 2. These values are obtained from the graphs plotted between w/p ratio and the relative slump flow. The graphs plotted for βP determination and the values of βP are shown in Fig. 3 and Table 3. The variation observed in βP for various powder compositions can be due to the difference in the particle structure and their distribution in the system. The shape of particles plays a very crucial role in the flow behavior of any suspended medium. For example, the rounded shape of FA particles will impart a positive effect on the flowability as compared to the comparatively irregular shape of cement [13]. Similarly, finer the particle size, the more is the water demand due to more surface area and less is the flow as observed in the case of the powder compositions having SF. SF is much finer than the cement and has comparatively more rough physical structure than cement. Hence, finer particles are needed to maintain the viscosity of the mix, but these lead to lower flowability due to their higher specific area. This can be seen in the Mix-4 and Mix-5. The mix with 40% fly ash showed the lowest βP as compared to other compositions. Mix-5 with 10% SF showed the highest βP value. It is also observed that with gradual increase in FA content, the βp values decreased and with the gradual increase in SF content, the subsequent βp values increased in the mixes having both FA and SF content. It is due to the reduced interparticle friction with only FA and increased interparticle friction in FA and SF, respectively. Thus, the shape and distribution of all the cementitious substances will significantly influence the flowability of self-compacting mortar.

Typical flow spread of paste with increasing w/p ratio

Flow spread of different paste mixes wrt different w/p ratio
3.2 Mortar Flow Study
A total of two series of mortar has been prepared to investigate the effect of RFA over NFA along with various powder compositions. Each series contains ten mixes. The w/b ratio of all the mortar mixes is calculated from the βP, obtained from paste study. Hence, it varies for all the mortar mixes. The water absorption values of aggregates are adjusted in the total water to achieve the desired flow and to compensate for the free water demand. The aim of this study is to achieve the target flow of mortar by varying the constituent materials.
The sand content was taken as 50% of the total volume of mortar in accordance with EFNARC guideline. The weight of sand is different for the NFA and RFA series mortar due to the variation in the specific gravity of both the aggregates. The paste volume is taken as the remaining 50% of the total volume of the mix. The adjustment of SP dosage is carried out in mortar of various mixes depending on the w/p ratio. In the mortar flow study, the flow spread is recorded by increasing the SP dosage gradually until it attended a flow between 24 and 26 cm and a flow time of 7–11 s. In this manner, the SP dosage has been optimized for all the mixes as shown in Fig. 4. The optimized dosage of SP has been considered as the saturation dosage for this study. The flow diameter of the mortar is recorded in two perpendicular directions. The average diameter has been taken as the flow spread of the mortar. Finally, the flow spread has been calculated in terms of a relative slump. Similarly, the flow through V-funnel is recorded in terms of relative funnel speed. Segregation and bleeding were checked visually while performing the slump flow test during SP optimization. The results of the slump flow and V-funnel are shown in Table 4.

a Mortar slump flow test and b mortar V-funnel test
It can be observed in the Mix-4, Mix-5, Mix-7, and Mix-9 that the use SF leads to increase in the viscosity (v-funnel time) and decrease in the flow of material. Similar behavior is reported in the literature for SCC [14]. It is due to the higher fineness of SF which leads to the increase in interparticle friction. Thus, the optimum SP dosage has been suddenly increased in the mixes having 10% SF to achieve the desired flow. However, in case of RFA mortar series, the increment is quite high, which can be observed from the Fig. 5. It was also observed that the slump flow values of RFA mortar series were nearly equal to the slump flow values of NFA series mortar, and however, the v-funnel flow time of RFA mortar series is higher than the NFA mortar series. This difference noticed in the flow properties could be due to two reasons. Firstly, it is due to the porous nature of RFA, which leads to absorbing the available water instantly, thus leading to lower the free water from cementitious system. Secondly, it can be attributed to the increment in surface interaction between RFA and the binder which leads to more interparticle friction. The rough and porous structure of RFA led to cause hindrance in the free flow of mortar though v-funnel. It is due to the interlocking of particles with each other in the small opening of v-funnel that cause more friction and more time to pass through.

Optimized SP dosage of different mixes
In case of NFA series, though the SP requirement increased with SF content, the influence of fly ash predominates over the influence of SF. From the observations, it can be concluded that for developing SCC with NFA, initial trials can be done with 0.6–0.92% of SP dosage for various percentage of FA and SF. Similarly, for developing SCC with RFA, trials can be done with 0.85–1.4% of SP dosage. From the results of V-funnel test shown in Table 4, it is found that the use of SF increases the viscosity of the mix as it has increased the funnel passing time. Hence, we can replace or reduce the use of VMA and vice versa. Similarly, the flow increased and the flow time decreased with the gradual increase in FA content. It can be explained the same as in the paste study. Thus, FA is used to reduce the yield stress and the viscosity of the mixes. From visual inspection, it is also observed that the mix with 30 and 40% FA is more prone to bleeding and segregation than mixes having SF, confirming to the previous literature [15]. From RFA series of mixes, it is also observed visually that these mixes are less prone to bleeding and segregation due to the presence of more fine content in RFA. Thus, it increases the path of water movement, reducing the chances of segregation and bleeding.
3.3 Compressive Strength of Mortar
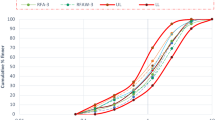
The compressive strength of all the mixes has been determined to evaluate the quality of concrete in its hardened state. The performance of self-compacting mortar has been determined on the same mixes of mortar that were used for determining flow diameter and flow time. Strength has been determined for various ages such as 7 days, 28 days, and 56 days and presented in Fig. 6. It can be seen from the graph, in case of NFA mixes, the highest strength at 28 days was achieved by Mix-5 having 10% SF followed by Mix-7 having 20% FA and 10% SF. Similarly, the 56 days strength showed that the maximum strength achieved by Mix-7 followed by Mix-9 with 30% FA and 10% SF. It is also found that the replacement of RFA leads to a decrease in compressive strength for all the ages. However, in case of RFA mixes, the maximum strength at 28 days and 56 days was achieved by Mix-5, followed by Mix-1. If more sustainability is taken into consideration, then it can be concluded that the Mix-9 having 30% FA and 10% SF performed better for both NFA and RFA mixes. The SF led to the early strength development, and the FA led to the latter age strength development for both the series. The strength reduction at 56 days for RFA series is within 25.67–42% with respect to control mortar. The strength reduction of the mix with RFA and OPC was by 28% than the control concrete at 56 days. The early strength gain in the SF mixes is higher than the latter age strength gain for both the series. However, in the case of RFA series, the early day’s strength was quite higher than the NFA mixes for all the mixes. This could be more due to the higher rate of hydration due to the more available moisture in RFA series and due to the presence of unhydrated cement particles in RFA which got hydrated at an early age. But, the ultimate strength gain was less than NFA series due to the poor quality of NFA than RFA. Thus, taking the three mixes combination with highest strength gain into consideration, such as Mix-1, Mix-7, and Mix-9, the strength results have been shown in Fig. 7 on a comparative basis. From this figure, it can be said that SCC can be made with RFA by taking a ternary binder combination. Thus, SCC can be tried with a combination of 30% FA and 10% SF.

Compressive strength of different mixes a NFA mixes and b RFA mixes

Compressive strength gain with age in NFA and RFA mortar
4 Conclusions
This paper investigates the influence of different types of SCMs on the fresh properties of flowable mortar produced with RFA for its use in SCC. From this study, following conclusions can be drawn:
-
Minimum water-to-powder ratio (βP) is essentially needed to be determined for developing self-compacting mortar and concrete for determining the w/b ratio of mortar or concrete mixes while using a binary or ternary binder. Depending upon the mixes, the βP value was found to be ranging from 1.026 to 1.165 by volume.
-
The use of SCMs such as FA and SF will influence the flowability and viscosity of both the series of mortar, respectively. Hence, the use of cement, SP, and VMA can be optimized and reduced to obtain the desired flowability. From this study, it was found that for developing SCC with NFA, initial trials can be done with 0.6–0.92% of SP dosage for various percentages of FA and SF, while with RFA, this value was between 0.85 and 1.4%.
-
Use of ternary binder performs better for developing the self-compacting mortar for achieving the required flowbility and segregation resistance than the use of binary binder for both NFA and RFA series. In the case of RFA mixes, the use of SF is to be optimized as it provides higher interparticle friction along with RFA. Thus, the surface structure of the constituent materials is one of the governing parameters to control or predict the flow behavior of self-compacting mortar or SCC.
-
The use of SF increases the viscosity (v-funnel time) and decrease the slump flow of mortar due to the higher fineness which leads to the increase in interparticle friction. Also, the optimum SP dosage has been suddenly increased in the mixes having 10% SF to achieve the desired flow showing the more viscous nature of SF. However, by increasing the FA content, the flow value increased and the flow time decreased. It means that the viscosity decreases with the increase of the FA incorporation.
-
From the compressive strength result, it was concluded that the combination of 30% FA and 10% SF gives most of the favorable results. For this combination, the strength reduction was 31%, which is similar to that with OPC and RFA. Hence, this combination can be used for the making of SCC mix for RFA.
References
Behera M, Bhattacharyya SK, Minocha AK, Deoliya R, Maiti S (2014) Recycled aggregate from C&D waste and its use in concrete—a breakthrough towards sustainability in construction sector: a review. Constr Build Mater 68:501–516
Malhotra VM, Zhang M, Read PH, Ryell J (2000) Long-term mechanical properties and durability characteristics of high-strength/high-performance concrete incorporating supplementary cementing materials under outdoor exposure conditions. ACI Mater J 97(5):518–525
Jianyong L, Yan Y (2001) A study on creep and drying shrinkage of high performance concrete. Cem Concr Res 31(8):1203–1206
Gedam BA, Bhandari NM, Upadhyay A (2016) Influence of supplementary cementitious materials on shrinkage, creep, and durability of high-performance concrete. J Mater Civ Eng 28(4):04015173
Evangelista L, Guedes M, de Brito J, Ferro AC, Pereira MF (2015) Physical, chemical and mineralogical properties of fine recycled aggregates made from concrete waste. Constr Build Mater 86:178–188
Zhao Z, Remond S, Damidot D, Xu W (2015) Influence of fine recycled concrete aggregates on the properties of mortars. Constr Build Mater 81:179–186
Bureau of Indian Standard (2013) IS 8112. Ordinary portland cement, 43 grade—specification, New Delhi, India
Bureau of Indian Standard (2004) IS 1727. Method of test for pozzolanic materials, New Delhi, India
Bureau of Indian Standard (2005) IS 4032. Method of chemical analysis of hydraulic cement, New Delhi, India
Bureau of Indian Standard (2003) IS 15388. Silica fume-specification, New Delhi, India
Bureau of Indian Standards (2016) IS 383. Coarse and fine aggregates for concrete—Specification, New Delhi, India
EFNARC (2005) The European guidelines for self-compacting concrete: specification, production and use. Self-Compacting Concrete European Project Group
Ahmaran MS, Christianto HA, Yaman IO (2006) The effect of chemical admixtures and mineral additives on the properties of self-compacting mortars. Cement Concr Compos 28:432–440
Benaicha M, Roguiez X, Jalbaud O, Burtschell Y, Alaoui AH (2015) Influence of silica fume and viscosity modifying agent on the mechanical and rheological behavior of self compacting concrete. Constr Build Mater 84:103–110
Jalal M, Pouladkhan AR, Ramezanianpour AA, Norouzi H (2012) Effects of silica nanopowder and silica fume on rheology and strength of high strength self compacting concrete. J Am Sci 8(4):285–288
Acknowledgements
The paper forms part of CSIR R&D program (Government of India) and funded by CSIR-Central Building Research Institute, Roorkee. It is published with the kind permission of the Director, CSIR-Central Building Research Institute, Roorkee. The authors are also thankful to Burari recycling plant, New Delhi, for providing the raw materials such as RFA to carry out the research work.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Behera, M., Minocha, A.K., Bhattacharyya, S.K., Reyazur Rahman, M. (2020). Influence of SCMs on Flow Properties of Self-compacting Mortar Made with Recycled Fine Aggregate. In: Ahmed, S., Abbas, S., Zia, H. (eds) Smart Cities—Opportunities and Challenges. Lecture Notes in Civil Engineering, vol 58. Springer, Singapore. https://doi.org/10.1007/978-981-15-2545-2_14
Download citation
DOI: https://doi.org/10.1007/978-981-15-2545-2_14
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-2544-5
Online ISBN: 978-981-15-2545-2
eBook Packages: EngineeringEngineering (R0)