
Abstract
The iron and steel industry is the fundamental industry for China’s economic development. Becoming a powerful country in iron and steel industry is the dream of many generations of iron and steel practitioners in China. China’s iron and steel industry has experienced a development out of nothing and grew from small to large, from weak to strong, making a major contribution to China’s economic development. At the same time, the iron and steel industry is also a major source of energy, resource consumption, and pollutant emissions. The environmental protection in the iron and steel industry has been highly valued and concerned by the government for a long period.
Access provided by Autonomous University of Puebla. Download chapter PDF
1 History Review and Status Analysis
1.1 History Review
The iron and steel industry is the fundamental industry for China’s economic development. Becoming a powerful country in iron and steel industry is the dream of many generations of iron and steel practitioners in China. China’s iron and steel industry has experienced a development out of nothing and grew from small to large, from weak to strong, making a major contribution to China’s economic development. At the same time, the iron and steel industry is also a major source of energy, resource consumption, and pollutant emissions. The environmental protection in the iron and steel industry has been highly valued and concerned by the government for a long period. The environmental protection in the iron and steel industry has developed along with the development of the iron and steel industry. It has experienced the development process from nothing to something, from individual links to the whole industry, and from extensive development to green one. It is an important part of the transformation and upgrading of the iron and steel industry and sustainable development.
From the 1970s to 1990s, the development of China’s iron and steel industry gradually entered the normal track and began to introduce, digest, and absorb foreign advanced technologies. The technical level of the iron and steel industry was rapidly improved. The typical examples were the introduction of 1700 mm rolling mill in Wuhan Steel, the comprehensive introduction in Shanghai Baosteel and Tianjin Seamless Steel Pipe Factory, as well as the technical transformation and upgrading in other old iron and steel enterprises. In 1996, China’s crude steel output broke through the 100 million tons mark for the first time and became the world’s largest steel producer.
During this period, in response to the international energy crisis, China put forward the policy of “Laying equal stress on energy development and conservation and giving priority to conservation”, integrating energy conservation into national economic and social development plans, and promoting the energy conservation in the iron and steel industry. During the 6th Five-Year Plan period, the main energy-saving task of the iron and steel industry was to carry out energy-saving publicity and education, set up institutions and teams throughout the industry, strengthen management and establish systems, and reduce energy loss and waste. The energy management of the iron and steel enterprises has gradually embarked on a scientific and institutionalized track. After entering the 7th Five-Year Plan period, the main work content was embodied in “Three Turns”, that is, the emphasis of energy-saving work should be shifted from the energy conservation of individual equipment and process to the energy conservation of overall enterprises; the management mode of energy conservation should be shifted from experience management to modern management to improve the management level and efficiency; the energy-saving management system should be shifted from exclusive energy-saving department to the comprehensive management on the labor division of entire enterprise management system.
During this period, China began to participate in important international environmental conferences, pay attention to environmental pollution caused by industries, and strengthen environmental legislation. In June, 1972, the United Nations Conference on Human Environment in Stockholm, Sweden, approved the “Declaration on the Human Environment”. In June, 1992, the United Nations Conference on Environment and Development in Rio de Janeiro, Brazil, presented a strategy for sustainable development. In 1973, the government promulgated Tentative Standard on Discharge of Three Industrial Wastes (GBJ4-1973), which is China’s first environmental protection standard. In December, 1989, China promulgated the Environmental Protection Law. China’s environmental protection laws and standards system had been gradually improved. During this period, the awareness of environmental protection in China’s iron and steel industry was gradually strengthened and the environmental management system was improved. While introducing advanced production equipments and technologies, advanced environmental protection technologies and equipments had also been introduced for iron and steel industry, and the level of environmental protection management and pollution prevention technologies had been comprehensively improved. What was worth mentioning was the import and assimilation of the integrated wastewater and waste gas pollution prevention processes and technologies, and the engineering design of environmental protection facilities, equipment manufacturing, technology research and development in iron and steel industry had made great progress. The environmental protection achievements for the iron and steel industry were gradually taking lead in China’s industry and were widely used by other industries.
In the twenty-first century, China’s iron and steel industry entered a stage of sustained and rapid development, and our crude steel production has always ranked first in the world. After years of import and assimilation, structural adjustment, and closing down outdated production facilities, the level of steel production equipment has increased rapidly. During this period, the understanding regarding the international environmental crisis had been deepened and the awareness of environmental protection had been raised to a higher level. In August, 2002, the World Summit on Sustainable Development in Johannesburg, South Africa, proposed three pillars of economic growth, social progress, and sustainable development of environmental protection. In June, 2012, the United Nations Conference on Sustainable Development in Rio de Janeiro, Brazil, proposed a green economic concept for sustainable development. During this period, the environmental protection work for China’s iron and steel industry gradually led to a formation of a complete environmental management system, comprehensive implementation of the internationally accepted environmental protection quality management system, improved environmental management institutions of iron and steel enterprises, and standardized environmental behavior of iron and steel enterprises. At the same time, the iron and steel industry vigorously implemented the transformation of production equipment and technologies and constructed large-scale energy-saving devices, such as the development of continuous casting, increasing coal injection ratio, construction of TRT and sintering machines, and waste heat recovery equipment for blast furnace hot blast stoves. In the process of in-depth study of Handan steel’s experiences, energy-saving administrators introduced economic value and began the exploration of “Energy Economy” energy conservation, focusing on analyzing the impact of changes in energy consumption indicators on enterprise profits, analyzing key parts of energy conservation and profit increasing potential, and analyzing and predicting the impact of energy price changes on enterprise profits, so as to directly show the link between energy conservation and production costs, and promote the in-depth development of energy conservation.
Since the beginning of the 11th Five-Year Plan period, China’s iron and steel industry has experienced both scant demand and overproduction, and gradually shifted from extensive operation to green, information-based, and diversified management and from long-term rapid incremental development to green transformation and upgrading development. The concept of energy conservation and environmental protection in the iron and steel industry has been gradually updated and enriched. Promoting clean production, developing recycling economy, practicing low-carbon economy, and implementing advanced environmental concepts such as resource conservation and environmental friendliness have become the technological approaches for green transformation and upgrading of the iron and steel industry. And the targets of decreasing total discharge of major pollutants and energy consumption per unit of GDP have been taken as the binding indicators for economic and social development. The iron and steel industry has adopted a series of strong policy measures in strengthening target responsibility, adjusting industrial structure, implementing key projects, promoting technological progress, strengthening policy incentives, and strengthening supervision and management. Propelled by the government, the energy saving and emission reduction of the iron and steel industry have entered a new stage of development, especially a large number of advanced and mature energy-saving technologies have been widely promoted and applied. During this period, the sudden haze weather continuously covering China’s major economically developed areas triggered public concern about PM2.5 governance, which caused the government and the public to attach great importance to environmental protection and forced environmental protection to become a hot spot again. The government attached great importance to and comprehensively promoted environmental protection work. Environmental protection as a national policy had become a prerequisite for China’s social and economic development. In January, 2015, the government promulgated a new environmental protection law. For the first time in more than 20 years, the environmental protection law was comprehensively revised. At the same time, the government had successively issued “Ten Measures on Air Pollution Prevention”, “Ten Measures on Water Pollution Prevention”, and “Ten Measures on Soil Pollution Prevention” to strengthen the environment supervision. In September, 2013, the government issued the “Air Pollution Prevention and Control Action Plan”, which is “Ten Measures on Air Pollution Prevention”. In April, 2015, the government issued the “Water Pollution Prevention Action Plan”, which is “Ten Measures on Water Pollution Prevention”. On May 28, 2016, the government issued the “Soil Contaminant Prevention and Control Action Plan”, which is “Ten Measures on Soil Pollution Prevention”. In October, 2012, the government implemented eight pollutant discharge standards for steel and coking industries, which promoted the overall upgrading of environmental protection for iron and steel enterprises, and the environmental development in green transformation and upgrading of the iron and steel industry entered the fast lane.
2016 is the first year of the 13th Five-Year Plan Period. It is also a crucial year for the national supply-side reform to promote the accelerated process of cutting over capacity in the iron and steel industry, the continuous strengthening of ecological civilization construction, and the leap-forward development of the environmental protection and the green development concept in the iron and steel industry. With the acceleration of the strategic deployment on environmental protection and ecological civilization construction as one of the important goals, the 13th Five-Year Plan continues to regard the iron and steel industry as a major concern, which is a traditional industrial pollution source with high energy consumption process, intensive fixed-source pollution discharge. On July 16, 2016, the White Paper on Environmental Protection of China’s Iron and Steel Industry (2005–2015), compiled by China Metallurgical Industry Planning and Research Institute (hereinafter referred to as MPI), was released to systematically analyze the external environment and green development path of energy conservation and environmental protection work.
In order to fulfill the goal of “West Lake Blue” pointed out during the G20 Summit, the prelude to the production suspension and restrictions of the iron and steel industry in the surrounding radiation area was unveiled. In 2016, the Central Environmental Inspection Group carried out two times special inspections on the key iron and steel enterprises in several provinces and autonomous regions in China, especially on the discharge of major pollutants and the installation and operation of automatic pollutant monitoring facilities of iron and steel enterprises. The inspection accelerated the process of environmental protection upgrading and reconstruction in Hebei, Jiangsu, Shandong, and other areas with intensive existence of iron and steel enterprises. At the same time, it became an important starting point for the implementation of the Opinions of State Council on Cutting Overcapacity in the Iron and Steel Industry to Realize the Development out of Poverty. The intensity of “Environmental Protection Storm” continued to increase after consecutive days of heavy pollution in Beijing, Tianjin, and Hebei. The Ministry of Environmental Protection dispatched 13 inspection groups to conduct special assessments on early warning plans prepared by municipal governments of the red and orange alert cities and pay special attention to the degree of implementation of the plan by the iron and steel enterprises. Hebei provincial government issued air pollution prevention and control dispatching order for the first time. Frequent large-scale production suspension and restrictions due to heavy pollution weather were therefore enabled in areas with intensive iron and steel production capacity like Hebei and Shandong.
It is safe to say that China’s iron and steel industry has made outstanding achievements in energy conservation, environmental protection, and green development. Since the 1970s, the energy conservation and environmental protection in the iron and steel industry have experienced tremendous changes in the past 50 years. The iron and steel industry has gradually developed from the stage of import and assimilation to the current endogenous development, which is oriented with independent innovation and supplemented by the introduction. The energy conservation and environmental protection in the iron and steel industry have made remarkable achievement. The Beijing-Tianjin-Hebei and surrounding “2 + 26” cities, the Yangtze River Delta, and the Pearl River Delta regions were also required to complete the application for sewage discharge permissions by the end of 2017. The iron and steel companies in other regions were required to complete the application for the same by the end of 2018. As an important starting point for rationalizing environmental supervision procedures and reshaping the environmental supervision system, the sewage discharge permission system has become a trump card for promoting environmental protection in the iron and steel industry. Echoing with the implementation of the sewage discharge permission system, the Environmental Protection Tax Law was implemented on January 1, 2018. All pollutant discharge enterprises are required to fulfill their environmental tax liability without exclusions, and the pollution discharge fees that had been collected for nearly 40 years eventually stepped down from the stage of history. From “Fee” to “Tax”, environmental protection supervision will embark on a more standardized and equal path.
At the same time as the policy continued to deepen, the iron and steel industry also ushered in the stricter version of “The Most Stringent Environmental Standards in History” in 2017. On the basis of a series of new emission standards for the iron and steel industry implemented on January 1, 2015, the Draft Amendment for Comments on Fugitive Emission Standards for the Iron and Steel Industry and the Special Emission Limits for Sinter and Pellet Plants were published on June 13, 2017, further tightening emission thresholds. An appropriate transition period is given to existing enterprises, and fugitive emission control measures will be implemented on January 1, 2019. In order to ensure the fugitive emission control measures for the “2 + 26” cities situated on the Beijing-Tianjin-Hebei, air pollution transmission channel comes to effect on the pollution control in the autumn and winter of 2017, and the 2017 air quality improvement target determined by the Air Pollution Prevention Action Plan was achieved was achieved; the “2 + 26” cities were required to implement it from October 1, 2017. The goal is to strive to reach the overall target of reducing the total amount of pollutant discharge by more than 15%, which was determined in the Adjustment and Upgrade Plan of Iron and Steel Industry (2016–2020) issued by the Ministry of Industry and Information Technology, at the end of the 13th Five-Year Plan period, and improve all the actual problems caused by insufficient environmental carrying capacity in the iron and steel production capacity densely distributed areas such as Beijing, Tianjin, Hebei, and the Yangtze River Delta Region. The major green transformation and upgrading projects for constructing sheds and bins for stockyard, installing desulfurization and denitrification facilities for coke oven flue gas, and providing multi-pollutant synergy treatment for sintering (pelleting) flue gas have been gradually put in place to achieve green sustainable development of the industry [1].
1.2 Current Status of Green Development of China’s Iron and Steel Industry
-
1.
Energy Conservation and Consumption Reduction
-
(1)
Continuous optimizing of energy consumption indexes.
During the 35 years from 1980 to 2015, the comprehensive energy consumption indexes of the iron and steel industry were continuously optimized. The comprehensive energy consumption per ton of steel (standard coal) dropped from 2,040 to 572 kg, down 72%, of which, in the 20 years from 1980 to 1999, the comprehensive energy consumption per ton of steel in the whole industry dropped from 2,040 to 1,240 kg, down 39.22%. Since 2000, according to the statistics conducted on large and medium-sized iron and steel enterprises, the comprehensive energy consumption (standard coal) dropped from 906 kg (in 2000) to 572 kg (in 2015), with a reduction rate of 36.87% (Fig. 5.1).
Fig. 5.1 
Changes in comprehensive energy consumption per ton of steel in the iron and steel industry (1980–2015)
Compared with the new revision of “Energy Consumption Limits per ton of Crude Steel” and “Energy Consumption Limits per ton of Coking Product” in 2013, the compliance rate of energy consumption enterprises in coking process was 91%, in sintering process was 93%, in ironmaking process was 91%, and in converter process was 42%.
-
(2)
Production process flow becoming more efficient.
During the 30 years since 1980, especially in the 1980s and 1990s, the process of the iron and steel industry was gradually becoming more continuous, compact, and less quantitative due to a series of production structural adjustment and process flow optimizations such as replacing open hearth furnace with oxygen converter, replaced die casting with continuous casting, replaced multi-heating forming with one-heating forming.
In 1988, the production technology scheme of “Continuous Casting-Oriented” was established in China’s iron and steel industry, and the development of continuous casting system was vigorously promoted. By 1999, the continuous casting ratio in iron and steel industry had reached 78.62%. By 2014, the continuous casting ratio in national key iron and steel enterprise had reached 99.71%.
In the middle and late 1990s when large-scale oxygen top-bottom combined blowing BOFs were put into operation in Baosteel, Wuhan Steel, Anshan Steel, and Shougang, the steelmaking process with converter entered a period of rapid development. By 1999, the proportion of steelmaking with converter in China had reached 82.7%. By the end of 2002, steelmaking process with open hearth furnace had been eliminated nationwide.
At present, in the China’s key statistical iron and steel enterprises, the capacity of coke ovens higher than 5 m accounts for 48% of the total coking capacity, capacity of blast furnaces more than 1,000 m3 accounts for 65% of the total ironmaking capacity, and capacity of 100 t and above converter accounts for 59% of the total converter steelmaking capacity.
-
(3)
A large number of advanced and mature technologies have been widely applied.
With the development of China’s iron and steel industry, the iron and steel industry’s energy-saving technology has also achieved rapid development. Coke dry quenching, dry-type dedusting, waste heat recovery for sinter plant, dry-type differential pressure power generation (TRT), high-efficiency PCI, regenerative combustion, fully gas-fired power generation, hot charging and hot transporting, and other key common technologies have been widely promoted and applied. At present, the waste heat recovery power generator for sintering machine has gained more popularity and been used on more than 20% sintering machines, exceeding the development target proposed by the Ministry of Industry and Information Technology in 12th Five-Year Plan. The popularity of TRT in the iron and steel industry has reached nearly 100%, and that of coke dry quenching technology has reached 85%. At the same time, the world’s largest single-machine low-calorie combined gas and steam generator set, high-pressure and ultra-high-pressure fully gas-fired power generator set, waste heat recovery and utilization technology for sintering machine, saturated steam power generation technology, etc., are available in China, and their technologies are at the leading level of the world. The number of waste heat recovery power generator for sintering machine, CDQ, and TRT devices in iron and steel industry ranks first in the world.
-
(4)
The efficiency of secondary energy recovery and utilization is continuously improving. Increasing the secondary energy recovery and utilization of enterprises is the main way to reduce the amount of purchased energy and achieve energy conservation and emission reduction. In 2016, the utilization rate of BF, coke oven, and converter gas in iron and steel enterprises was still increasing, and the loss rate was generally decreasing. Compared with 2015, the utilization rate of coke oven gas in 2016 decreased slightly by 0.75 percentage points; the utilization rate of BF gas was basically flat; the utilization rate of converter gas increased by 0.7 percentage points; the recovery of converter gas per ton of steel increased by 2.68%; the captive power ratio of enterprises increased slightly. A certain breakthrough has been made in the recovery and utilization of medium- and low-temperature waste heat resources generated by fume from coke oven uptakes, large flue of sintering machine, BF slag granulating water, and reheating furnace in steel rolling plant.
-
(5)
The level of energy management is constantly improving.
The energy-saving management of the iron and steel industry began with energy consumption measurement, statistics, and the establishment of energy consumption index system. In 1982, the Interim Provisions on Calculation Methods for Energy Balance and Energy Consumption Indexes of Iron and Steel Enterprises was issued, which enabled iron and steel companies to take the lead in normalization and standardization of energy statistics and energy consumption index; in terms of process energy-saving management, 17 “Process Energy-Saving Regulations” have been successively formulated and process energy-saving upgrades have been carried out since 1979 to effectively promote energy conservation of process and enterprise. In recent years, with the promotion and application of energy management centers and energy management systems in the iron and steel industry, the iron and steel industry has gradually moved toward into systematic and delicacy management.
In general, the energy-saving management mode of the iron and steel industry has undergone a transition from experience management to modern management, and the energy-saving management system has undergone a transition from a single energy-saving department to an integrated management system of the entire enterprise. Hence, the overall energy-saving management level has been continuously improved.
-
(1)

-
2.
Waste Gas Treatment
With the rapid development of China’s iron and steel industry, air pollutant emissions have increased with the increase in steel output. As one of the major industrial discharge sources, the iron and steel industry has actively adopted advanced emission reduction technologies in recent years to narrow the gap with foreign advanced iron and steel industry. At the same time, it has also developed internationally advanced waste gas treatment technologies through independent research and development, so as to reduce the pollutant discharge amount per ton of steel continuously. According to the Statistics on Environmental Protection in China’s Iron and Steel Industry, the total amount of sulfur dioxide emissions by key statistical enterprises in 2015 was 471,721.69 t, and the sulfur dioxide emissions per ton of steel decreased from 2.75 kg (in 2005) to 0.85 kg; the total amount of smoke dust emissions per ton of steel was 450,750.11 t, and the smoke dust emissions per ton of steel also dropped from 2.11 kg (in 2005) to about 0.81 kg [2] (Figs. 5.2 and 5.3).

Sulfur dioxide emissions per ton of steel from 2005 to 2015

Smoke and dust emissions per ton of steel from 2005 to 2015
In particular, the latest emission standards for the iron and steel industry, which was implemented on January 1, 2015, have significantly tighten the original emission limits, promoted the construction of the flue gas desulfurization facilities with sintering machine charge end, facilitated the upgrading and reconstruction of dedusting equipment, and further reduced discharge amount of waste gas pollutants. The current control technologies and application status of main waste gas pollutants are as follows:
-
(1)
Flue Gas Desulfurization Technology for Sintering Process and Its Application Status.
The iron and steel industry is one of the major industrial SO2 emission sources, in which the SO2 emission amount from sintering process accounts for more than 70% of the total emission amount of iron and steel enterprises. Since government listed the reduction of total amount of SO2 contaminant by 10% as a binding indicator in the national 11th Five-Year Plan, iron and steel enterprises have carried out large-scale flue gas desulfurization work for sintering process. During the 12th Five-Year Plan period, the pace of constructing flue gas desulfurization facilities for sintering process was accelerating. Since 2007, the flue gas desulfurization work for sintering process in the iron and steel industry has entered a substantive implementation stage. A number of flue gas desulfurization equipment for sintering machine were successively completed and put into operation in Jinan Steel, Liuzhou Steel, Sanming Steel, Shijiazhuang Steel, Baosteel, and Ma’anshan Steel. By the end of 2015, the area of sintering machines equipped with desulfurization facilities reached 138,000 m2, and the installation rate was as high as 88%.
The flue gas desulfurization technology for sintering process is mainly classified as wet-type desulfurization and (semi) dry-type desulfurization, as shown in Fig. 5.4. Of which, the wet-type desulfurization technology includes limestone/lime-gypsum method, magnesia method, ammonia-sulfur ammonium method, double alkali method, and the like. (Semi) dry-type desulfurization technology includes circulating fluidized bed method (CFB), rotary spray method (SDA), dense phase dry tower method, new desulfurization and dedusting integration technology (NID), MEROS method, and activated carbon method (AC). All above-mentioned methods can be found in the sintering process of China’s iron and steel industry. At the same time, after years of exploration and long-term practice, limestone/lime-gypsum method and circulating fluidized bed method have certain advantages in terms of operational stability and economy, so they are recognized and selected by iron and steel enterprises, gradually forming into the mainstream of flue gas desulfurization process for sintering machine.

Proportion of different desulfurization processes for sintering machine
Although the first phase of constructing the flue gas desulfurization facilities for sintering machine charge end in iron and steel industry was basically completed, due to the new environmental emission standards implemented on January 1, 2015 (the SO2 emission concentration shall not exceed 200 mg/m3, special emission limits shall be less than 180 mg/m3), most of the desulfurization facilities built before 2012 would fail to meet the current emission standards due to insufficient margin (they were designed according to the standard of SO2 emission concentration not exceeding 600 mg/m3). So, in the next stage, some of them need to be upgraded and reconstructed.
-
(2)
Current Application Status of Smoke and Dust Control Technology.
At present, the smoke and dust pollution control technologies applied in the iron and steel industry mainly include bag filter, electrostatic precipitator, wet-type electrostatic precipitator, electrostatic fabric filter, wet-type deduster, and mechanical deduster.
Bag filters are currently and most widely used in the iron and steel industry. The application rate of bag filter in the iron and steel industry has reached more than 95%, and bag filter is widely used for the dust sources in the stockyard, coke oven, lime kiln, BF stock house and cast house, hot metal pre-treatment, pig casting machine, secondary flue gas system of converter, electric furnaces for steelmaking and rolling plant.
The dedusting efficiency of the bag filter is as high as 99.9–99.99%, and its operation is stable, and it is not affected by the specific resistance of dust. There is no limitation on the dust type, concentration (dust that can be treated at a concentration up to 1,000 g/m3 under the standard state), and particle sizes. Bag filters have good adaptability to a wide range of load fluctuation conditions caused by different process conditions. The air capacity ranges from 1000 m3/h to more than 2,000,000 m3/h. Maintenance and repair of filter bags and bag cages can be operated online. When replacing damaged filter bags, different filtering chamber can be changed over at any time without shutdown. Bag filter is highly efficient and stable. By means of setting different process parameters and adopting various filter bag materials, the emission concentration (standard state) can be stably controlled below 20 mg/m3 or even the ultra-low limit of 5 mg/m3, and a large amount of raw materials and other materials can be recycled and raw material utilization is improved. Therefore, bag filters have been widely used in the iron and steel industry.
Since the electrostatic precipitator is known for its low collection efficiency for fine dust with a particle size less than 10 µm, the proportion of electrostatic precipitator used in the iron and steel industry is gradually declining with the further tightening of particulate emission limit in the latest environmental protection standards. Now, it is mainly used for high-temperature and high-humidity occasions where bag filter is not suitable, that is, flue gas from sintering (pelleting) machine charge end and gas from converter.
The electrostatic precipitator enjoys high dedusting efficiency up to 99.0%, high temperature resistance up to 350 °C, low running resistance of only 200–300 Pa, and high air capacity up to 1,000,000 m3/h. However, because its processable specific resistance of dust ranges from 104 to 1010 Ω · cm and is greatly affected by the change of physical and chemical properties of dust, fine particles are easy to bond onto the counter electrode. After working for a long period, the internal components are deformed, the electric field changes, and the dedusting effectiveness will decrease. However, there are many kinds of smoke and dust in the iron and steel industry, and the specific resistance changes greatly, which sometimes is beyond the processable range of precipitator. Moreover, the great variation of some process conditions will also made its dedusting efficiency unstable and difficult to maintain the discharge concentration (standard state) below 50 mg/m3 for a long time under complicated working conditions. Therefore, the proportion of electrostatic precipitators applied in the iron and steel industry is reduced.
The wet-type electrostatic precipitator is mainly used in the dusty flue gas treatment after the wet flue gas desulfurization for sintering machines in the iron and steel industry. But its equipment investment cost is high, and its investment economic benefit and operating cost need to be continuously improved in the process optimization and through market competition. The wet electrostatic precipitator uses liquid to flush the surface of the dust collecting poles for cleaning, which can effectively collect fine particles (PM2.5 dust, SO3 acid mist, aerosol), heavy metals (Hg, As, Se, Pb, Cr), organic pollutants (polycyclic aromatic hydrocarbons, dioxins), and the like. As far as the operating wet ESPs are concerned, the effect of the wet-type electrostatic precipitator put into operation can meet the national special limit of 40 mg/m3 on dust emission concentration (standard state) at the sintering machine charge end and even remains stable in the range of 20 mg/m3.
Electrostatic fabric filter is a new type of dedusting technology that has emerged in recent years. It integrates the advantages of high temperature resistance of electrostatic precipitator and high dedusting efficiency and wide application range of bag filter. It is applied in the sintering flue gas dedusting process and the transformation of existing electrostatic precipitator. At present, the composite dedusting process with the pre-electrostatic precipitator and post-bag filter is popularly used in the iron and steel industry. By the action of pre-dusting and high-voltage electric field, the temperature will be reduced, sparkle will be extinguished, and large-size dust will be captured; consequently, 80–90% of dust can be collected. Thereafter, the flue gas passes through the guiding device and enters the inlet chamber of bag filter, so the particulate matter in the flue gas can be effectively removed by means of external filtering. With the advantage of relatively low operating resistance and low startup and operation costs, this technology has been successfully applied in the sintering process of Shaanxi Steel Group and Laiwu Iron and Steel Co., Ltd.
-
3.
Water-Saving and Wastewater Treatment
-
(1)
Changes in Water Consumption.
Under the current background that freshwater resources are in shortage and the low-carbon economy gains more attention worldwide, water-saving work has attracted more and more attention. The iron and steel industry is a major water consumer. In order to save water resources and respond to the requirements on sustainable development of the iron and steel industry, the iron and steel industry has made effective efforts on water-saving work over more than ten years, which has improved the water efficiency and gradually reduced the water consumption in the iron and steel industry. China’s crude steel output increased rapidly from 353 million tons in 2005 to 804 million tons in 2015, with an increase of 2.28 times. But the freshwater consumption in the iron and steel industry decreased from 3.74 billion cubic meters in 2005 to 3.31 billion cubic meters in 2015, with a decrease of 11.5%. The proportion of water consumption in the industrial water consumption of the country remained at around 2.5%. Accordingly, the freshwater consumption in the iron and steel industry was effectively controlled, as shown in Fig. 5.5.
Fig. 5.5 
Changes of freshwater consumption in the iron and steel industry from 2005 to 2015
China’s key statistical iron and steel enterprises adopted comprehensive water-saving technologies and measures such as optimizing water systems, innovating water-saving production processes, circulating water efficiently, and recycling wastewater, collecting and utilizing rainwater and urban reclaimed water, so the water efficiency was improved in an all-round way. The water consumption was 3.30 cubic meters per ton of steel, which was 19.7% lower than that in 2010. The water-saving level in China has taken the lead in the world.
According to the Statistics on Environmental Protection in China’s Iron and Steel industry [2], the changes on freshwater consumption per ton of steel in the key statistical iron and steel enterprises (2005–2016) are shown in Fig. 5.6.
Fig. 5.6 
Changes on freshwater consumption per ton of steel in the key statistical iron and steel enterprises from 2005 to 2015
However, there are certain differences in the freshwater consumption per ton of steel by different enterprises. Taking the large-scale iron and steel complex as an example, in 2014, the advanced level of freshwater consumption in large-scale iron and steel complex reached 2.15 cubic meters per ton of steel (in TISCO), and the backward level of the same was 5.69 cubic meters per ton of steel (Baotou Steel), with the difference of 2.5 times. In 2015, the freshwater consumption per ton of steel in some large-scale iron and steel complex is shown in Fig. 5.7.
Fig. 5.7 
Freshwater consumption per ton of steel in some iron and steel complex in 2015
-
(2)
Changes in Water Discharge.
In 2015, the industrial wastewater discharge all over the country was 19.95 billion tons, with a decrease of 17.9% compared with that in 2005 (24.31 billion tons). China’s key statistical iron and steel enterprises in 2016 discharged 441 million tons of wastewater, which was 63.6% lower than that in 2005 (1.21 billion tons), with a decrease of 81% per ton of steel. At the same time, the proportion of wastewater discharged from the iron and steel industry to the national industrial wastewater discharge has gradually declined (Figs. 5.8 and 5.9).
Fig. 5.8 
Proportion of wastewater discharged from the iron and steel industry to the national industrial wastewater discharge from 2005 to 2014
Fig. 5.9 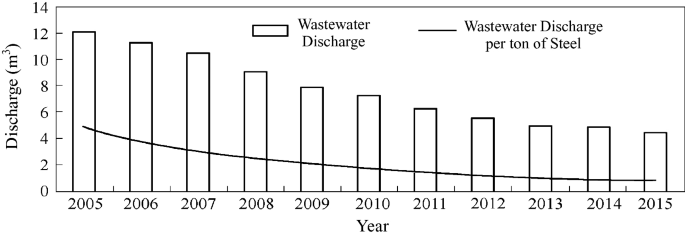
Proportion of wastewater discharged from the key statistical iron and steel enterprises to the national industrial wastewater discharge from 2005 to 2014
-
(3)
Changes in the Reuse Rate of Water.
The circulating water supply system is widely applied for the production water in the iron and steel industry to improve the recycling rate of water. The circulation rate of the open indirect cooling water circulating system is above 97%, and that of the turbid direct cooling water circulating system is above 96%; on the basis of water recycling, the cascade water supply system is set up for reasonable cascade application, according to the quality of sewage from the circulating water system. At the same time, more attention is attached to wastewater reuse; the sewage of the whole plant is reused after being treated to improve the reuse water rate of the whole plant.
The water recycling rate of key statistical iron and steel enterprises increased from 94.27% in 2005 to 97.7% in 2016, with an increase of 3.43 percentage points, and the water recycling rate increased year by year, as shown in Fig. 5.10.
Fig. 5.10 
Changes on water reuse rate of key statistical iron and steel enterprises from 2005 to 2015
-
(4)
Changes on the Discharge of Major Pollutants in Wastewater.
The main pollutants per ton of wastewater discharged from key statistical iron and steel enterprises in China, such as COD and ammonia nitrogen, are reduced year by year. The COD and ammonia nitrogen emissions per ton of steel were reduced from 0.247 and 0.024 kg in 2005 to 0.024 and 0.0015 kg in 2015, respectively (Figs. 5.11 and 5.12).
Fig. 5.11 
Changes on pollutant in wastewater (COD) per ton of steel discharged from key statistical iron and steel enterprises
Fig. 5.12 
Changes on pollutant in wastewater (NH-N) per ton of steel discharged from key statistical iron and steel enterprises
-
(5)
Wastewater Treatment Technologies and Measures.
The gradual reduction of wastewater discharge and the pollutants in it by China’s iron and steel industry is attributable to the improvement of wastewater treatment technology. Some of our technologies have taken the lead internationally. The main current wastewater treatment technologies and measures adopted in the iron and steel industry are:
-
1)
Technologies for Reducing Wastewater Generation.
Mainly include: dry-type BF gas dedusting technology, CDQ technology, primary dry-type dedusting technology for converter, vaporization cooling technology for reheating furnace, and spray cooling technology for CCM.
At present, the proportion of operating dry-type BF gas dedusting technology in China’s iron and steel industry has exceeded 90%; 20% converters have employed primary dry-type dedusting technology; application rate of CDQ technology has reached more than 95% (in the key statistical iron and steel enterprises); that of vaporization cooling technology for reheating furnace and spray cooling technology for CCM has exceeded 90%.
The application of these technologies not only greatly reduces the water consumption, but also greatly decreases the amount of wastewater generated, thereby relieving the stress on wastewater treatment in iron and steel enterprises, improving the reuse rate of wastewater, and reducing the wastewater discharge.
-
2)
Recycling Technology of Process Water.
The water used for various processes of the iron and steel industry will be recycled after treatment. The water recycling technologies, including that used in open indirect cooling water circulating systems and that used in turbid direct cooling water circulating systems for equipment, are adopted to reduce the wastewater discharge. Mainly include:
High-efficiency cooling technology is used in open indirect cooling water circulating systems for equipment, mainly including cooling tower with water collector, evaporative air cooling or air cooling technology, etc., and the current water recycling rate exceeds 97.5%.
High-efficiency precipitation and filtration technology is used in turbid direct cooling water circulating system, mainly referring to the turbid direct cooling water circulating system in the steel rolling process and steelmaking and continuous casting process of the iron and steel industry. This part of water will be recycled after being precipitated and filtered. In the past, the treatment process, such as cyclone precipitation, secondary horizontal flow precipitation, pressure filtration, and cooling, was mainly used, while now the technologies such as cyclone precipitation, chemical de-oiler or rare earth disk, high-efficiency filter, and recycling use after cooling are mainly used to improve treatment effect and cycle utilization rate, and the current cycle utilization rate is as high as 98% or more.
Another technology is used in the water circulation system for wet-type primary dedusting for converter. The wastewater treatment technology is gradually evolved from the original amplitude flow sedimentation technology to the high-efficiency inclined tube (plate) sedimentation technology, which improves the water treatment efficiency and increases the dedusting water recycling rate from 94% to about 97%.
High-efficient water quality stabilization technology—in the iron and steel industry, by adopting high-efficiency water quality stabilization technology and improving the automation level of the dosing system, the concentration multiple of the circulating water system is increased from 1.5 times to about 2.5 times, even up to 4.5 times, thus greatly reducing the amount of sewage discharged from the circulating water system.
-
3)
Treatment Technologies for Wastewater from Coke Oven.
The common activated sludge treatment technology was originally used for coke oven in China’s iron and steel industry and was the traditional way for biological wastewater treatment used for coke oven. Today, it is still mainly adopted aboard. However, due to the stricter requirements on environmental protection in China, the COD and ammonia nitrogen in wastewater treated by this technology cannot meet the new emission standards. Therefore, through continuous technological innovation, many technologies are developed and they include A/O, A2/O, A/O2, O-A/O methods, namely the integration technology of “Intensified Denitrification Technology + High-Efficiency Coagulation + Ozone Catalytic Oxidation”, Fenton oxidation wastewater treatment technology. The wastewater treated by them can basically meet the requirements of new direct emission standards, with the COD not more than 80 mg/L and ammonia nitrogen concentration not more than 10 mg/L. The treated water is mainly sent to the BF system and used as the makeup water for slag granulating water system. In some enterprises, it will be reused after further treatment in the integrated sewage treatment plant.
In order to save water and reduce the content of COD and ammonia nitrogen in the wastewater discharged from enterprises, some enterprises intent to treat this part of the water using advanced treatment technology, that is, the treated phenol cyanide wastewater will be reused for production water system after being further treated, and a small amount of concentrated discharge will be used for BF slag granulation. The treatment process includes pre-treatment of filtered water + ultrafiltration + nanofiltration + reverse osmosis. However, due to the high operating cost, it is still difficult to promote the advanced treatment and reuse technology alone used for coke oven wastewater in the iron and steel industry.
-
4)
Treatment Technology for Wastewater from Cold Rolling Plant.
The wastewater from cold rolling plants can be classified as acid–alkali wastewater, oil- and emulsion-contained wastewater, and chrome-contained wastewater depending on the source and composition.
Acid–alkali wastewater is generally treated by means of neutralization method; oil- and emulsion-contained wastewater is difficult to be treated and often requires a combination of various methods, such as gravity separation, air flotation, chemical method, biological method, membrane method, and adsorption method; the chrome-contained wastewater is normally treated by means of reduction precipitation method.
The chemical method and ultrafiltration method are commonly used for the oil-contained wastewater and emulsified oil from cold rolling plant. In order to thicken waste emulsion to the maximum extent, two-stage ultrafiltration is generally applied.
The chromium-contained wastewater is generally subjected to two-stage reduction, followed by neutralization aeration and flocculation precipitation.
The treated water in some enterprises will be reused for the water system of cold rolling plant, but most of enterprises will sent it to integrated wastewater treatment plant for further treatment before being reused.
-
5)
The Technology on Comprehensive Wastewater Treatment and Reuse [3].
The comprehensive wastewater treatment and reuse in the iron and steel industry is an important way to save water and reduce the wastewater discharge. By the end of 2016, the proportion of supporting construction of integrated wastewater treatment plants in key statistical iron and steel enterprises has reached more than 75%, and the water reuse rate of the same has been greatly improved. Some enterprises have basically achieved “zero” emissions of production wastewater [1].
The comprehensive wastewater treatment processes used in the iron and steel industry during the 10th Five-Year Plan and 11th Five-Year Plan period mainly included flocculation, sedimentation, and filtration for eliminating SS and COD, but no salt was removed. With tighter requirements on water preservation, the concentration ratio of circulating water system in many enterprises has been continuously increased, and the salt content of recycled water has increased. If the recycled water is mixed with the original industrial freshwater as the makeup water for clean circulating water system, the salt content of the entire water supply system will be increased, which will result in serious scaling and corrosion of equipment, affecting the service life of the equipment, and also having a certain impact on the water safety for the production process. In order to improve the comprehensive wastewater reuse rate of iron and steel enterprises and ensure the recycled water quality, the technology adopted has been developed into a high-efficiency coagulation, sedimentation, and filtration, followed by further advanced treatment. At present, the method of “high-density clarifier + V-shaped filter + membrane” is proved to be the best process technology for comprehensive wastewater recycling in the iron and steel industry. The popularity rate of this technology is above 50%.
The common membrane separation technologies are mainly classified as micro-filtration (MF), ultrafiltration (UF), nanofiltration (NF), reverse osmosis (RO), and electro dialysis (EDI). Ultrafiltration (OF) and reverse osmosis (RO) are the main approaches of the membrane method in the iron and steel industry.
-
1)
-
(1)








-
4.
Comprehensive Utilization of Solid Waste
In recent years, as the country accelerates the construction of ecological civilization, and the iron and steel industry pays more and more attention to the comprehensive utilization of resources and the development of circular economy, the solid waste reduction, comprehensive utilization rate, and utilization level in China’s iron and steel industry have increased steadily. The changes of solid waste generation and comprehensive utilization rate in key statistical iron and steel enterprises of CISA members from 2005 to 2015 are shown in Fig. 5.13.

Changes of solid waste generation and comprehensive utilization rate in key statistical iron and steel enterprises of CISA members from 2005 to 2015
As shown in the Fig. 5.13, the solid waste generation per ton of steel in the China’s iron and steel industry decreased from 628 kg/ton in 2005 to 585 kg/ton in 2015, and the comprehensive utilization rate of solid waste resources increased from 94.8% in 2005 to 97.5% in 2015. In 2015, the total solid waste generation by China’s iron and steel industry was about 470 million tons, of which BF slag was 240 million tons, steelmaking slag was 100 million tons, and Fe-contained dust slurry was 50 million tons [2]. Affected by factors such as the market of products made of solid waste and the different conditions of smelting raw materials, the comprehensive utilization rate of solid waste resources is generally edging up, while the total solid waste generation per ton of steel is generally declining.
In addition, the output scale and enterprises strength on comprehensive resources utilization in China’s iron and steel industry are continuously enhanced, and the industrial structure of comprehensive resources utilization continues to improve.
-
5.
Deficiency in Energy Conservation and Emission Reduction
China’s energy-saving technology and equipment level have been in the leading position in the world, but the gap on energy management level between China and advanced countries is still large. The leadership of the enterprise still does not pay enough attention to energy conservation work, the level of energy conservation management institutions is low, the number of full-time energy conservation management personnel is few, the basic capacity of energy conservation management is weak, and the usage rate of energy measuring meters is generally insufficient. Most enterprises do not have a complete energy management system, and the level of automation and information management is still low.
Conventional energy-saving measures such as CDQ, BF top pressure power generation, waste heat power generation of sinter plants, and waste heat and energy generation are gradually popularized, but independent research and development and innovation of new energy-saving technologies are difficult and slow, and energy-saving technologies in China, such as coal moisture control for coke oven, waste heat recovery of uptakes, waste heat utilization of steelmaking slag, and low-carbon metallurgy, still fall behind those in other advanced countries.
The waste gas and wastewater treatment as well as comprehensive utilization of solid waste in China’s iron and steel industry has made significant achievements. The compliance rate of waste gas and wastewater discharge, the reuse rate of water, the pollutant discharge per ton of steel, and the recycling rate of solid waste have been greatly improved [1], and some of them rank among the international level, but there are still some problems in the industrial waste gas and waste water treatment and solid waste utilization of China’s iron and steel industry:
In the treatment of waste gas, firstly the enterprise’s fugitive dusty gas treatment needs to be strengthened, the management level of desulfurization facilities needs to be improved, and the targeted control technology of nitrogen oxides needs to be further researched and developed; secondly, the waste gas pollutants, such as heavy metals and dioxins, are not put under control.
In the treatment of wastewater, firstly, the treatment technology needs to be further developed and researched, such as water quality stabilization technology with high efficiency and without secondary pollution, special low-cost wastewater treatment technology—treatment technology of wastewater from coke oven and cold rolling plant; secondly, wastewater treatment efficiency needs to be further improved, the wastewater treatment efficiency of some iron and steel enterprises is still low, and they are still operating with extensive treatment methods. There are still room for improvement in the application of membrane treatment technology, reverse osmosis desalination technology, and urban wastewater reuse technology in the iron and steel industry.
Solid waste resources in China’s iron and steel industry are mostly roughly processed into low value-added building materials. The level and added value of comprehensive solid waste resources utilization are not high. Many bulk solid wastes such as BF slag and tailings from steelmaking slag are sold out mostly for producing sub-grade materials, blocks, cement, and other building materials. The most Fe-contained dust slurry will be returned to production for simply reutilization, and the classification and high-efficiency utilization of Fe-contained dust slurry with different components are still not realized. The industrial concentration and technical level of the comprehensive solid waste resources utilization in China’s iron and steel industry need to be improved. The number of leading, backbone, and pillar enterprises in solid waste utilization enterprises is few; moreover, their technical level and scientific and technological strength in comprehensive resources utilization are poor. Their awareness of comprehensive solid waste resources is weak, and their management mechanism and related policies and standard systems are not perfect.
2 Development Environment and Policy Orientation
2.1 Historical Background of “Greenness”
Since the 1950s, the environmental pollution and ecological damage have become increasingly serious. Extreme weather such as hurricanes, droughts, and blizzards has occurred frequently. Environmental problems such as acid rain, desertification, sharp decline of forests, and extinction of species have shown a trend of globalization and internationalization. In response to the current severe environmental situation, the first UN Environment Conference held in Nairobi in June, 2014, passed 16 decisions and resolutions to promote actions by the international community to deal with air pollution, illegal wildlife trade, marine plastic waste and chemicals, hazardous wastes, and other major environmental issues. The international community becomes increasingly aware that green development and sustainable development are the trend of the times in today’s world and the inevitable choices for coordinating economic growth, social development, and environmental protection.
With the sustained and rapid growth of China’s economy in recent years, environmental problems in the industrialization process of developed countries for decades or even hundreds of years have broken out intensively in China, reflecting in the frequent outbreaks of smog, red tide, unqualified drinking water, cadmium rice, and other pollution incidents, which are the warnings that the current environmental situation in China is very serious and has seriously affected the sustainable development of the Chinese nation. The deterioration of environmental and ecological issues requires the transformation in development model, seeking a balance between environment and economic benefits, achieving green development, and ensuring the ecological environment to provide the environmental services needed for human well-being while promoting economic growth.
Since the official announcement of ecological civilization construction proposed in the 17th National Congress of the Communist Party of China, the understanding on green development has gradually deepened and the theoretical system of greenness has become more and more perfect. In March, 2015, in the Opinions on Accelerating the Construction of Ecological Civilization reviewed and approved by the Political Bureau of the CPC Central Committee, the goals of “Coordinated Promotion of New Industrialization, Urbanization, Informationization, Agricultural Modernization and Greenness” are clearly stated. The proposal of “New Five Modernizations” takes the “Greenness” to the level equivalent to political tasks that affect people’s well-being and the long-term future of the nation. The 5th Plenary Session of the 18th CPC Central Committee regarded “Greenness” as one of the five development concepts proposed, which means that green development has been part of the will of the party and the state and officially became the party’s and the country’s ruling philosophy, indicating the determination of the Chinese government to firmly follow the path of green development.
The green development will be incorporated into the 13th Five-Year Plan as a national strategy, which will guide the coordinated development of China’s future economy, society, environment, and resources. To promote sustainable development, we must rely on green development. Only by persisting in green development we can promote social innovation and achieve structural adjustment of the economy and transformation of growth models. Green development has become the essence and core content of the 13th Five-Year Plan, marking the advent of the new normal of China’s economic and social development into a comprehensive greenness.
2.2 Constraints by Energy and Environmental Policy
“Greenness” is not only a slogan or a concept, but also needs various laws, systems, and policies as guarantees. In order to implement “Greenness” during recent years, the CPC Central Committee and the State Council issued the Overall Plan for the Reform of Ecological Civilization System in September, 2015, which formulated a systematic and comprehensive plan for “Greenness”. The relevant departments of the Chinese government also issued a series of laws and regulations on energy and environmental protection, which have played a key guiding role in accelerating green development.
-
1.
Energy Policy
Several Opinions of the General Office of the State Council on Further Strengthening Energy Saving and Emission Reduction to Accelerate the Structural Adjustment of the Iron and Steel Industry (No. 34 [2010] of the General Office of the State Council), Catalogue of Backward Production Equipment and Products to be Eliminated in Some Industrial Sectors, and Codes and Conditions for Production and Operation in Iron and Steel industry. According to the national plan on eliminating backward production capacity, the backward production capacity shall be eliminated on time to promote industrial upgrading and technological upgrading and improve energy efficiency. A series of regulations have been made on energy consumption and comprehensive utilization of resources, environmental protection, and production scale for the iron and steel enterprises, which have great practical significance to change the current development model of China’s iron and steel industry, guide the healthy development of the iron and steel industry, save energy and reduce consumption, control pollution, and reduce emission as well as eliminating backward production capacity.
In the Comprehensive Work Plan on Energy Conservation and Emission Reduction during 13th Five-Year Plan period (No. 74 [2016] of the State Council)”, the overall goal of energy conservation and emission reduction during the 13th Five-Year Plan period is clearly stated, and the goal is decomposed and assigned to each province (autonomous regions, municipalities directly under the Central Government), major industries and sectors, and key areas for air pollution control, which is the programmatic document for guiding the in-depth development of national energy conservation and emission reduction work in the new era. First of all, it is necessary to further highlight the binding effect of the “Double Control” target in terms of total volume and intensity. The “Double Control” target of total energy consumption and intensity, presented in the Outline of the 13th Five-Year Plan on the basis of energy intensity control objectives and as a prescriptive measure for the construction of ecological civilization, shall be implemented by striving to reduce pollutant emissions from the source, so as to force the transformation of economic development mode. In addition, the structural optimization and upgrading should be taken as the key task of energy conservation and emission reduction in the new era, and shall be continuously expanded by the three starting points of energy conservation and emission reduction, such as structural adjustment, technological progress, and management improvement. During the 13th Five-Year Plan period, as China’s major high energy-consuming industries entered the stage of saturation and pursued “Cutting Overcapacity” development, the potential to significantly improve energy efficiency through technical modifications continues to decrease, and structural optimization and upgrading becomes the key task of energy conservation and emission reduction in the new era. The structural optimization and upgrading not only includes the three-industry structural adjustment, but more importantly, the internal structure optimization of the industry, the upgrading of product structure, the improvement of quality and added value, which not only contribute to energy saving and emission reduction, but also are consistent with the fundamental requirements of supply-side structural reforms. The Work Plan focuses on the transformation and upgrading of traditional industries, the accelerated development of emerging industries, and the adjustment and optimization of energy structure. It stated the tasks to optimize the industry and energy structure, reflected the maximum potential of energy conservation and emission reduction, and also contained a huge potential space for cultivating new kinetic energy for economic growth.
China’s National Climate Change Programme, China’s Policies and Actions for Addressing Climate Change, Work Plan for Controlling Greenhouse Gases Emissions during the 12th Five-Year Plan period, Action plan of Industrial Sector for Addressing Climate Change and other policies on addressing climate change. The urgency of coping with climate change in the future is becoming more and more intensive, and the binding force is becoming stronger. The dependence on purely political and policy approaches will be shifted to economic means and market means, and the integration with economy, energy, environmental protection, and resource development will be strengthened. The unified national carbon emission trading market is being planned. Each enterprise will allocate a certain quota. If the emission quota is insufficient, it must be purchased from the market. Carbon emissions will effectively affect the economic benefits of each enterprise. From the perspective of the assessment system, the basic control path from controlling intensity to total quantity to controlling absolute quantity is very clear. In both the international and domestic levels, long-term policy signals to enterprises have been conveyed, and iron and steel companies must be prepared accordingly!
China signed the “Paris Agreement” and promised to actively carry out domestic greenhouse gas emission reduction work, strengthen international cooperation on climate change, and demonstrate the great determination and responsibility of the global climate governance power. As an active participant in the global response to climate change, in order to achieve the above goals, China has declared its action targets for addressing climate change through addressing the National Independent Contribution Document on Climate Change (Strengthening Action to Address Climate Change—China’s National Independence Contribution), including as follows: Carbon dioxide emissions will reach its peak in around 2030, and CO2 emissions per unit of GDP will fall by 60–65% compared with that in 2005, the non-petrochemical energy consumption will account for about 20% of primary energy consumption, and forest reserves will increase by 4.5 billion cubic meters compared with that in 2005.
The iron and steel industry is one of the most important basic industries of the national economy and plays an important supporting role in social and economic development. China is the world’s largest iron and steel producer and consumer, and has a significant influence in the world iron and steel community. At the same time, its production structure is still dominated by the long process technology of BF converter based on ores and coking coal, and the industry is still the main industry of carbon emissions. Therefore, China’s iron and steel industry will play an important role in fulfilling the goal of addressing climate change.
The 13th Five-Year Plan period is a crucial period for China to build a well-off society in an all-round way. The iron and steel industry has also entered a downward period after the production and consumption peak, in which deep adjustment of the market structure is undergoing, transformation and upgrading reaches decisive point, and historical opportunity for innovation and development presents. Facing the increasingly severe energy-saving and carbon-reduction situation at home and abroad, the iron and steel industry and enterprises in China should address climate change with a more active attitude.
-
First is to accelerate the establishment and improvement of the unified national carbon emission trading market, and promote and protect the industry’s ability to save energy and reduce emissions.
According to the road map announced by the National Development and Reform Commission, the establishment of a unified national carbon emission trading market is divided into three phases. The first phase is the preparation phase from 2014 to 2015, during which the establishment of relevant laws and regulations, the development of technical standards, and the formulation of quota allocation methods will be carried out. The second phase is the operational improvement phase from 2016 to 2020, which is also the initial phase of the unified national carbon emission trading market. During the period, the National Development and Reform Commission will fully implement and improve the unified national carbon emission trading market. The third phase is the expansion phase after 2020, during which the participation scope of enterprises and the trading categories in the carbon emission trading market will be expanded, and the possibility of interfacing with other international pilots will be explored.
At current stage, the three sectors of power, cement, and electrolytic aluminum have announced carbon allocation schemes, which will take the lead in entering the carbon emission trading market. The iron and steel industry is one of the eight key emission industries in the first batch to be included in the national carbon emissions trading market. The iron and steel industry is also at a critical stage in the promotion of the carbon emission trading market. Accelerating the establishment of a unified national carbon emission trading market for the iron and steel industry is the key task in next step. The carbon emissions will be allocated to enterprises in the form of quotas, which will effectively affect the economic benefits of each enterprise.
-
The second is to accelerate the realization of goal of reaching the carbon emission peak in the iron and steel industry by improving energy efficiency and resolving overcapacity.
The government actively promoted supply-side structural reforms and proposed five major tasks of “Decapacity, Destocking, Deleveraging, Cost Reduction, and Short-Boarding”, which played an important role in the structural adjustment and transformation of the iron and steel industry.
It was proposed in the No. 6 [2016] Document issued by the State Council in February, 2016, to reduce the crude steel production capacity by 100 million to 150 million tons in five years from 2016 and further accelerate the pace of iron and steel industry in cutting overcapacity. At the same time, iron and steel enterprises should actively promote systemic energy conservation and cost reduction, and continuously accelerate the research and development, innovation, and industrialization of advanced energy-efficient utilization technologies.
Cutting overcapacity and reducing the systemic cost are not only the important starting points for iron and steel companies to turn losses into profits, but also accelerates the realization of carbon emissions peak target of China’s iron and steel industry. In the next stage, improving energy efficiency and resolving overcapacity should remain an important direction for low-carbon sustainable development of iron and steel companies.
-
The third is to optimize the energy consumption structure and increase the proportion of scrap utilization.
Energy transformation and low-carbon development have become a worldwide trend. In the low-carbon development of iron and steel enterprises in the future, adjusting and optimizing energy structure and reducing the consumption of petrochemical energy are the directions that enterprises should constantly pursue.
As we all know, the short process with EAF mainly feeds on the renewable resources—scrap steel—which not only reduces the consumption of reductant carbon, but also reduces the energy consumption for chemical reaction, so it has obvious advantages in reducing energy consumption and carbon dioxide emissions. In general, the energy consumption of the short-flow steelmaking process with EAF is half of the long process of BF converter, and the carbon dioxide emission is about one-third of the same.
The proportion of EAF steel in China’s iron and steel industry is less than 10%, and it has been at a relatively low stage of development. As the accumulation of scrap resources in China increases, the short-flow steelmaking process with EAF feeding on scrap will face greater development opportunities. In addition, the iron and steel industry can also work more in the development of new energy and renewable energy according to the actual conditions, including more beneficial attempts on solar energy and wind energy.
-
The fourth is to actively research and develop and prepare advanced low-carbon smelting technology to achieve scientific and technological support.
Looking to the future development situation, the Paris Agreement proposes to achieve net and zero greenhouse gas emissions in the second half of the twenty-first century, which means that the low carbonization transformation of the iron and steel industry has become an inevitable trend. In order to achieve a significant reduction in carbon dioxide emissions, it is necessary to develop new low-carbon smelting production technologies, and the iron and steel industry will also undergo revolutionary changes.
Iron and steel enterprises should keep a watchful eye on and strengthen the research and introduction of advanced low-carbon smelting technology at home and abroad, and at the same time accelerate the research and development, prepare and application of advanced low-carbon smelting technology that meets the needs of China’s iron and steel industry transformation and development.
-
2.
Latest Environmental Protection Policy
It was proposed in the 18th National Congress of the Communist Party of China to vigorously promote the construction of ecological civilization, strive to build a beautiful China, and realize the sustainable development of the Chinese nation. In order to promote the construction of ecological civilization, the related environmental protection laws and regulations have been introduced. In recent years, the government has successively issued a series of policies and measures such as the Air Pollution Prevention Action Plan, Interpretation for Several Issues Concerning Applicable Law on Handling Criminal Cases of Environmental Pollution, and Notice on Strengthening Environmental Supervision and Enforcement by the General Office of the State Council. In particular, since January 1, 2015, the new Environmental Protection Law, which alleges more severe punishment, has officially been implemented, and the Interim Measures for Continuous Penalty by the Environmental Protection Administration and Interim Measures for the Administration of Environmental Protection to Restrict Production and Stop Production in conjunction with the new Environmental Protection Law were implemented at the same time. Therefore, environmental violations such as excessive discharges will be severely punished, such as “Penalty on a daily basis and without Ceiling, Security Detention and Criminal Responsibility”. At the same time, the Air Pollution Prevention and Control Law was officially implemented on January 1, 2016. The Water Pollution Prevention Action Plan has been released and implemented, and the Soil Contaminant Prevention Action Plan has also been completed. In the face of increasingly strict and perfect environmental laws and regulations, “Greenness” has become an inevitable choice for the iron and steel industry to meet environmental challenges.
2017 is the pivotal year of implementing the Air Pollution Prevention and Control Action Plan in the first phase assessment. There are many challenges such as meteorological conditions and the increase of pollutants, mounting pressure on smog control. For the iron and steel industry, especially urban iron and steel enterprises, the pressure on enterprises to restrict and stop production as well as upgrade and reconstruct environmental protection facilities is unprecedented. On March 23, 2017, the Ministry of Environmental Protection, the National Development and Reform Commission, the Ministry of Finance, the National Energy Administration, and the People’s Governments of Beijing, Tianjin, Hebei, Shanxi, Shandong, and Henan jointly issued the Work Plan for Air Pollution Prevention and Control in Beijing, Tianjin and Hebei and Surrounding Areas in 2017, involving “2 + 26” cities including Beijing, Tianjin, Shijiazhuang, Tangshan, Langfang, Baoding, Cangzhou, Hengshui, Xingtai, and Handan in Hebei Province, Taiyuan, Yangquan, Changzhi, and Jincheng in Shanxi Province, Jinan Zibo, Jining, Dezhou, Liaocheng, Binzhou, and Heze in Shandong Province, as well as Kaifeng, Anyang, Hebi, Xinxiang, Jiaozuo, and Puyang in Henan Zhengzhou. In the plan, it is clearly stated that for key cities such as Shijiazhuang, Tangshan, Handan, and Anyang, the steel production capacity during the heating season is limited to 50%, which is calculated based on the production capacity of BF and evidenced by the actual electricity consumption of the enterprise.
At the end of 2016, the General Office of the State Council officially promulgated the Implementation Plan on Permit System for Controlling Pollutant Discharge (No. 81 [2016] of the General Office of the State Council) [4], established the discharge permit system as the core system for China’s fixed-source environmental management, and announced that the new discharge permit system for the iron and steel industry is on the stage of history. The new pollutant discharge permission system replaced a number of environmental protection functions and systems including “Environmental Statistics”, “Pollution Charges”, “Total Quantity Control”, “Environmental Monitoring”, and “Environmental Standards” to realize the “Management with one Permit”. The environmental protection department will check the enterprises against all items in the pollutant discharge permit. Any enterprises failing to meet the requirement and thus causing violation to the environmental laws will be punished continuously on a daily basis and subjected to production restriction or suspension, business termination, close-down, etc.
The Environmental Protection Tax Law, which is in line with the new discharge permit system, was also officially implemented on January 1, 2018, and stresses the principle of “To Decrease Tax by Reducing Discharge”, which means the enterprises with less pollutant discharge are levied with lower tax. This new law also boosts the progress of the iron and steel enterprises in strengthening environmental protection layout since the iron and steel industry discharges large quantity of pollutants. Thus, the more environmentally friendly enterprises survive while the inferior ones are eliminated, and the phenomenon of “Bad Money Drives out Good Money” will not happen. The implementation of the new discharge permission system will be combined with the environmental tax law to complete the issuance of pollutant discharge permits for all fixed pollution sources, including the iron and steel industry, and basically establish a control pollutant discharge permission system with complete legal system, scientific technical system, and efficient management system, so as to implement the whole process and coordinated control over multiple pollutants for fixed pollution sources, and realize the “Management with one Permit” featuring systematization, scientification, legalization, refinement, and informationization. It can be foreseen that the introduction of environmental protection tax will bring the iron and steel industry into a “Green Tax” system, further promoting the green transformation and development of China’s iron and steel industry.
3 Case Analysis
3.1 HBIS Group Tangsteel Company
-
1.
Concept of Greenness
HBIS Group Tangsteel Company upholds a good environmental protection concept and strictly implement the principle of “Production Giving Way to Environmental Protection” and regard the environment as its lifeline. The production and benefits are regarded less important than environment; the idea of “Survival First and Environment First” is established. The environment of the factory should be completely clean, and it is better to sacrifice the output rather than sacrifice the environment and better to sacrifice the short-term benefits rather than sacrifice the environment.
In addition, Tangsteel Company focus on the use of secondary energy as much as primary energy, taking indicator management as the core and the refined management as the main approach, relying on the energy environment control center, to realize the visualization, digitalization, controllability, responsibility, and accountability of energy and resource management, thus further reducing energy consumption and improving energy and resource recovery, conversion, and utilization efficiency.
-
2.
Measures of Greenness
Since 2008, Tangsteel Company have carried out all-round technical transformation aiming at structural adjustment and elimination of backward capacity, eliminating five lime kilns with backward technology, three 60 m2 sintering machines, and one 8 m2 shaft furnace, shutting down and dismantling three ordinary long product production lines and EAF steelmaking production lines, such as rolling plant No. 3 and rolling plant No. 4. At the same time, three 450 m3 BFs in the southern district were dismantled and replaced by a technologically advanced large-scale 3,200 m3 BF. All the above-mentioned emptied areas after dismantlement have been greened and beautified. The elimination of these backward production capacity and equipment has solved the problem of high energy consumption and pollution of the enterprise from the source and has improved the energy saving and emission reduction of Tangsteel Company to a new level.
Tangsteel Company vigorously implemented the projects for energy-saving and emission reduction transformation. Under the circumstances that production and operation were facing great difficulties and adhering to the principle of no reduction in projects, funds and management effort, the company was determined to promote pollution and emission reduction, committed to clean production and environmental management, and invested 3.18 billion yuan to implement 32 energy-saving and emission reduction transformation projects, which already achieved outstanding economic, environmental, and social benefits.
Through the implementation of clean production, Tangsteel Company have strengthened the energy-saving and emission reduction work, realized the green transformation of the enterprise, and took the lead in embarking on a development path of integrating development, benign interaction, and harmonious coexistence with the city. Therefore, it was reputed by the China Iron and Steel Association as “The Cleanest Steel Plant in the World”. In recent years, many industry leaders, well-known enterprises, social leaders, and international manufacturers came to Tangsteel Company for visiting and learning from them, and Tangsteel Company have become a benchmark for the companies in the iron and steel industry to learn from.
-
3.
Effect of Greenness
Through the implementation of the two comprehensive measures of “Actively Eliminating Backward Production Capacity to Solve High Energy Consumption Pollution from the Source” and “Strengthening the Construction of Energy-Saving and Emission Reduction Transformation”, Tangsteel Company have achieved remarkable results which improved main environmental protection indicators up to the international first-class level.
-
(1)
Discharge of Wastewater per ton of Steel.
The discharge of wastewater per ton of steel is reduced from 0.93 t in 2006 to 0.61 t in 2015, down 33%, as shown in Fig. 5.14.
Fig. 5.14 
Wastewater discharge per ton of steel from 2006 to 2015 of Tangsteel Company
-
(2)
SO2 Emissions per ton of Steel.
SO2 emissions per ton of steel is reduced from 2.3 kg in 2006 to 0.7 kg in 2015, down 69.9%, as shown in Fig. 5.15.
Fig. 5.15 
SO2 emissions per ton of steel from 2006 to 2015 of Tangsteel Company
-
(3)
Emission of Smoke and Dust per ton of Steel.
The emission of smoke and dust per ton of steel is reduced from 1.8 kg in 2006 to 0.36 kg in 2015, down 80.2%, as shown in Fig. 5.16.
Fig. 5.16 
Smoke and dust emission per ton of steel from 2006 to 2015 of Tangsteel Company



3.2 Taiyuan Iron & Steel (Group) Co. Ltd. (TISCO)
-
1.
Concept of Greenness
Based on the concept innovation and driven by self-dependent innovation, Taiyuan Iron & Steel (Group) Co. Ltd. (hereinafter referred to as TISCO) adheres to the path of energy conservation, emission reduction, circular economy, and green development, continuously improves the allocation of energy conservation and emission reduction and enhances performance, and fulfills the harmonious integration of steel plant and city.
Focusing on the most competitive development strategy, TISCO has established the “1124” green development model, namely establishing a concept—steel plants and cities live in harmony and join efforts in development; establishing a goal—to build a demonstration factory of energy saving and recycling economy in the metallurgical industry; relying on two innovations—technological innovation and management innovation; expanding four functions—product manufacturing, energy conversion, waste disposal, greening and landscaping, which creates a new path of harmonious development between inland steel plant and cities [5].
-
2.
Measures of Greenness
TISCO resolved to eliminate all old coke ovens, small BFs, small EAFs, and backward smelting and rolling equipment and adhere to self-dependent innovation and system integration. Accordingly, TISCO has built the world’s most advanced 7.36 m coke oven, 450 m2 sintering machine, 4,350 m3 BF, 160 t ultra-high-power EAF, 180 t AOD furnace, 180 t converter, 180 t LF and slab caster, 2,250 mm hot rolling mill, and wide steel cold rolling line, so that it has upgraded the whole process technology and main equipment, featuring large-scale, high-efficiency, energy-saving, and environmental protection equipment, and has become the single largest stainless steel enterprise with the highest level of process equipment and the most complete varieties and specifications.
In terms of green innovation, TISCO took the lead in building China’s first set of activated carbon desulfurization, denitration, dioxins, heavy metals, and dust removal and acid production system for flue gas from sintering machine, China’s first steel slag fertilizer production line, China’s first set of coke oven gas desulfurization and acid production system, a municipal wastewater treatment system, a large-scale membrane industrial wastewater treatment system, and an environmental monitoring center (including pollution sources, atmospheric environment, plant boundary noise, video surveillance, etc.) in the steel plant, as well as became the first iron and steel enterprise in launching the campaign to control PM2.5. The construction of these energy-saving and environmental protection and circular economy projects has created environmental and economic benefits for TISCO and laid the foundation for TISCO to build into a demonstration plant for energy conservation, emission reduction, and recycling economy in the metallurgical industry.
-
3.
Effect of Greenness
TISCO has achieved remarkable results through the elimination of backward production capacity and using innovative energy conservation and environmental protection technologies, which has made it a successful urban iron and steel enterprise. Its main environmental indicators have been improved significantly.
-
(1)
SO2 Emissions per ton of Steel.
The SO2 emissions per ton of steel decreased was reduced from 3.75 t in 2006 to 0.44 t in 2015, down 88.2%, as shown in Fig. 5.17.
Fig. 5.17 
SO2 emissions per ton of steel from 2006 to 2015
-
(2)
Emission of Smoke and Dust per ton of Steel.
The smoke and dust emission per ton of steel decreased from 1.15 kg in 2006 to 0.12 kg in 2015, down 88.8%, as shown in Fig. 5.18.
Fig. 5.18 
Smoke and dust emission of TISCO from 2006 to 2015


3.3 Shougang Jingtang United Iron & Steel Co. Ltd.
-
1.
Concept of Greenness
The concept of greenness of Shougang Jingtang United Iron & Steel Co. Ltd. (hereinafter referred to as Shougang Jingtang) can be summarized as “The Industry based on Environmental Protection, Waste Utilization or Treatment”. In terms of concept, Shougang Jingtang raised the environmental protection work from the initial pollution control to the level of developing sunrise industry. The idea on environmental protection industrialization of Shougang Jingtang is to realize the comprehensive utilization of internal environmental resources.
As a very large state-owned enterprise, Shougang Jingtang has made positive contributions to environmental protection and fulfilled its corporate social responsibility. In this context, the Shougang Green Action Plan (2015–2016) came into being. Guided by the spirit of the 18th National Congress of the Communist Party of China and the spirit of the 3rd and 4th Plenary Sessions of the 18th Central Committee, this plan serves to thoroughly implement the new ideas and requirements of the government on ecological civilization construction, strengthen the process control and the whole process management of environmental protection projects to establish and improve foundation work, strictly implement work feedback mechanisms and other measures, strengthen environmental protection, comprehensively improve the environmental management level of Shougang, and vigorously promote the green development, circular development, and low-carbon development of Shougang.
-
2.
Measures of Greenness
Shougang Jingtang has realized the high-efficiency energy conversion of waste heat and residual pressure in accordance with the whole process energy conversion system based on circular economy, which completes the industrial chain of circular economy and is exerting significant economic and social benefits.
First, the industrial chain of comprehensive utilization of seawater, which was promoted by seawater desalination, was initially formed. For the first time in China, the thermal low-temperature multi-effect desalination technology is applied, leading to the construction of a desalination plant with a daily output of 50,000 tons of freshwater and saving of a lot of freshwater resources. Following the principle of “Energy Cascade Utilization”, the model of steam-electric-water cycle has been realized with the power generation capacity of 340 million kW · h, which is the best embodiment of recycling operation. The seawater desalination forms an industrial chain together with downstream salt industry, and concentrated brine produced by seawater desalination is supplied to nearby Tangshan Sanyou Chemical Co., Ltd. The second is to provide energy products to the society. Recycling waste heat resources generated during the production will not only satisfy the demand of enterprise itself, but also the surrounding enterprises. At present, it has realized the supply of heating water to some enterprises in the industrial zone. The production capacity of the equipment will be fully developed to realize the out-selling of oxygen, nitrogen, argon, and hydrogen. At present, 20 out of more than 50 varieties of energy products are sold, which have fulfilled the function of serving the society. The third is the utilization of solid waste resources. Through the integration of high-efficient recycling, reclamation, and productization technologies of solid waste such as waste slag and dust slurry, the enterprise realizes zero emission and enhances the value of solid waste recycling products through deep processing. Various solid wastes, such as BF slag, steelmaking slag, coal ash, collected ash, and scale, can be 100% recycled.
The environmental protection work shall be vigorously strengthened to promote the construction of “Two-Oriented” enterprises. There are 128 sets of waste gas treatment facilities and 8 sets of wastewater treatment facilities in Shougang Jingtang. In order to strengthen the monitoring on pollution sources, an environmental online monitoring system was constructed. At present, 14 online flue gas monitoring systems for captive power plants, sintering desulfurization system, dedusting system at BF cast house, and secondary dedusting system for steelmaking have been networked with the system of Municipal Environmental Protection Bureau.
-
3.
Effect of Greenness
Shougang Jingtang was among the first resource-saving and environmentally friendly enterprises in the iron and steel industry listed in pioneer enterprises through implementation of a series of energy-saving and emission reduction measures. In October 2012, it passed the ISO14001 environmental management system certification audit of TÜV Rheinland. In June 2013, it was awarded as one of 100 Demonstration Enterprises for Satisfying Environmental Protection Standard in Tangshan. In 2014, it successfully passed the environmental protection acceptance of the first phase by the Ministry of Environmental Protection, was awarded the “Clean Production and Environmental Friendly Enterprise” by China Iron and Steel Association, and was identified by Hebei Province as the first benchmarking enterprise for clean production in the province.
Shougang Jingtang led the way in environmental protection when it was constructed. Therefore, its main environmental indicators have not changed much. However, on the basis of its excellent performance, its smoke and dust indicators per ton of steel are greatly improved, decreasing from 0.39 kg in 2012 to 0.23 kg in 2015, and the smoke and dust emission per ton of steel was reduced by 41.5%, as shown in Fig. 5.19.

Diagram of smoke and dust emission per ton of steel by Shougang Jingtang from 2012 to 2015
3.4 Baoshan Iron & Steel Co. Ltd. (Baosteel)
-
1.
Concept of Greenness
In 2009, Baoshan Iron & Steel Co. Ltd. (hereinafter referred to as Baosteel) proposed an environmental management strategy, rethinking the original business philosophy from an environmental perspective, exploring specific practical methods combining environmental benefits and competitiveness, implementing a “full life cycle” management of products, and operating a new environment concept through all aspects of business operations, from raw material purchase to product design, production, marketing, consumption, and waste recycling. Specifically, Baosteel’s environmental management is composed of three parts: green manufacturing, green products, and green industry [6].
At the same time, Baosteel adheres to the national ecological civilization construction strategy and Baosteel’s environmental management strategy and practices the concepts of green manufacturing, circular economy, and sustainable development. In accordance with Baosteel’s green manufacturing development plan, Baosteel continues to maintain a high proportion of R&D investment and technological transformation investment, continuously improves resource utilization efficiency and manufacturing technology level, develops and promotes more and higher-level environmentally friendly steel products, and creates a more ecological and pleasant garden factory area to achieve common development with cities and communities. It has achieved the goal of living in harmony with society and developing in environment friendly manner, thus being the driver of the green industry chain and the best practicer of environmental friendliness.
-
2.
Measures of Greenness
Baosteel has been committed to building itself into a clean factory with international advanced level by adopting the world’s advanced energy-saving and emission reduction technologies, controlling pollutant emissions from sources, improving energy and resource utilization, and continuously improving.
In order to achieve this goal, Baosteel adopted a series of important energy-saving and emission reduction measures, such as CDQ technology, coal moisture control technology for coke oven, sensible heat recovery technology of sinter, waste heat recovery technology for flue gas from sintering machine, BF top pressure power generation technology, BF oxygen enrichment and high PCI rate technology, gas purification and recovery technology for converter, and gas-steam combined cycle power generation technology.
In the aspect of air pollution control, the high-efficiency bag filter and electrostatic precipitator, as well as effective fugitive dust control measures, were adopted to reduce smoke and dust emissions; by controlling the sulfur content of the raw fuel and installing flue gas desulfurization facilities in the sintering machine and power plant, the SO2 emissions were controlled.
By implementing the dry-type dedusting technology for BF converter, CDQ technology, and water-saving technologies such as water supply by different quality, reuse of reclaimed water, rain and sewage diversion, recycling of rivers around plant, and satisfied wastewater discharge after treatment, freshwater consumption and wastewater discharge were reduced. Through technological innovation and management optimization, the reclamation of solid by-product resources back to the production process was continuously strengthened, the channels for socialized comprehensive utilization were expanded, and the added value was enhanced to continuously improve the comprehensive utilization rate of solid by-product resources.
Ironmaking process technology other than BF was actively explored. In 2007 and 2010, two of the world’s largest COREX3000 were built. Baosteel also developed a green and low-carbon process technology with Baosteel’s independent intellectual property rights in thin-strip continuous casting, sintering flue gas reutilization and emission reduction, and steelmaking slag drum treatment.
For a long time, Baosteel has mainly reduced carbon emissions and pollutant emissions in the steel production process through implementing energy-saving and emission reduction actions within the company to drive the overall progress of the industry. And through the development of circular economy and increasing the circulating utilization of by-product resources, the consumption of natural resources was reduced.
-
3.
Effect of Greenness
Baosteel has adopted a series of important energy-saving and emission reduction measures, which has achieved remarkable results and improved main environmental protection indicators significantly, so it has become a clean factory with international advanced level.
-
(1)
Discharge of Wastewater per ton of Steel.
The discharge of wastewater per ton of steel is reduced from 2.78 t in 2006 to 0.86 t in 2015, down 69.1%, as shown in Fig. 5.20.
Fig. 5.20 
Wastewater discharge per ton of steel from 2006 to 2015 of Baosteel
-
(2)
SO2 Emissions per ton of Steel.
SO2 emissions per ton of steel were reduced from 1.98 kg in 2006 to 0.44 kg in 2015, down by 77.6%, as shown in Fig. 5.21.
Fig. 5.21 
SO2 emissions per ton of steel from 2006 to 2015 of Baosteel
-
(3)
The smoke and dust emission per ton of steel was reduced from 0.89 kg in 2006 to 0.14 kg in 2015, a decrease of 84.4%, as shown in Fig. 5.22.
Fig. 5.22 
Smoke and dust emission of Baosteel from 2006 to 2015



3.5 Delong Iron & Steel Co. Ltd.
-
1.
Concept of Greenness
Responding to the national decision-making and deployment of ecological civilization construction, Delong Iron & Steel Co. Ltd. (hereinafter referred to as Delong Steel) closely follows the development concept of innovation, coordination, green, openness, and sharing, implements the requirements of supply-side structural reform, and relies on the ideas of “quality, high-end, green, and ecological” to build a permanent benchmarking enterprise of the industry. Delong Steel insists on taking the air pollution prevention and control action as the opportunity. In accordance with the provincial and municipal governance requirements for five major industries, it invested 800 million yuan in total and completed 14 outstanding environmental protection projects with high standards. With the courage of the strong man and the determination of being first-class enterprise, Delong Steel has interpreted the legend turn from traditional enterprises to a green iron and steel enterprise and has become a model of environmental protection in the industry. The North China Inspection Center of the Ministry of Environmental Protection invited more than 30 batches of researchers from Anyang, Tangshan, Baoding, Handan, and other cities to visited Delong Steel; Vice Chairman of the Standing Committee of the National People’s Congress-Shen Yueyue and Vice Chairman of the National Committee of the Chinese People’s Political Consultative Conference-Ma Peihua led a group of environmental protection experts to inspect Delong Steel and fully affirmed the achievement; On May 15, 2016, Xingtai City Environmental Protection Work Conference was held in Delong Steel, and 100 key enterprises of the city came to visit and learn from Delong Steel, who is a model of “Green Production”.
-
2.
Measures of Greenness
-
(1)
Great Investment and High-Standard Treatment.
Delong Steel insisted on taking the smoke and dust emission reduction as the key to pollution control, and effectively controlled the emission of smoke and dust by means of dismantling, sealing, improving, and replacing facilities causing pollution to achieve clean production. “Dismantling” is to remove backward production capacity. On the basis of the previous shutdown and prohibition, three more 70 m3 white lime kilns, two 35 t converters, and two 410 m3 BF were newly dismantled, avoiding 280 t SO2 emission, 1,320 t smoke and dust emission, and 148 t nitrogen oxides emission. “Sealing” means that the materials storing and transportation are completely enclosed. By introduction of international advanced European standards and the investment of more than 100 million yuan, three fully enclosed stockyards were newly built and connected to the production workshop through underground corridors, so that the raw materials are sealed in the enclosed circumstance all the time from storage to transportation, which will avoid fugitive dust emission up to 2,000 t, thus greatly improving the environment of the plant. For example, the fully enclosed stockyards have a construction area of 26,000 m2, which is equivalent to the summation of four football fields, a 12-story building, and a medium-sized community. The whole stockyard is of bolt-connected spherical grid structure and without column, and it is the largest stockyard in the province with the largest volume and highest standard. “Improving” means improving the production process. By improving the dedusting systems for sintering, ironmaking, steelmaking, and other process with the domestic leading technologies, the emission of particulate matter is greatly reduced. Taking the ironmaking process as an example, the investment was nearly 20 million yuan. The cast houses of No. 2 and 3 BF were fully enclosed and flattened, the emission concentrate of particulate matter emission was reduced to less than 20 mg/m3, which is far below the national emission standard of 30 mg/m3 and subverted people’s impression on traditional ironmaking, such as hot metal splashes, heat waves, intensive fume and smoke. “Replacing” means replacing the old energy with clean one. In order to reduce emissions from transportation vehicles in the plant, Delong replaced all internal transportation vehicles with new energy-fuel gas vehicles, which not only saved 25% of energy, but also reduced harmful emissions by more than 85%. At the same time, Delong actively accepted social supervision, established a real-time monitoring and display system for pollutant discharge by enterprises, and publicly disclosed the discharge of particulate matter, sulfur dioxide, and nitrogen oxides on the displays in public places and main road displays, which was welcomed by the people.
-
(2)
Reduce Resource Use and Reduce Environmental Impact. Delong consumes 14,000 t production water and produces 7,000 t wastewater per day. Relying only on the groundwater, besides wastewater is discharged, will cause serious damage to the local water ecology. Delong intended to solve this problem from the two aspects of water consumption and sewage treatment and strove to solve this problem internally and externally. Externally, surface water and pressure groundwater will be introduced. Delong invested 23 million yuan to build the Zhuzhuang-to-Delong Water Diversion Branch Project based on the Zhuzhuang-to-Xingtai Water Diversion Project, laying 13-km-long water pipelines to transport water from Zhuzhuang Reservoir to the plant area, with the annual water transporting capacity of 5 million tons, which satisfied the production demand and ended the history of consuming groundwater. Internally, reclaimed water and recycled rainwater are utilized. The company invested 20 million yuan to implement the expansion and reconstruction of circulating pools and the soft water system upgrading project for steelmaking system. After the upgrading, the capacity of the pool will be expanded from 6,500 to 11,500 m3 and all industrial wastewater and part of rainwater will be reclaimed and recycled, so the sewage will be zero emission. In particular, the wastewater from the plant, which is treated by nearly ten processes such as reverse osmosis technology, can reach the national first-class water quality standard and can be directly drunk. At the same time, Delong also has vigorously developed water-saving technology, making the water consumption per ton of steel dropped to 1.57 tons, which reaches the domestic advanced level.
-
(1)
-
3.
Effect of Greenness
Delong Steel is committed to creating the “Garden-Style Factory”. In developing the enterprise, it is committed to the development path of coexistence with the eco-city. It has made unremitting efforts to prove to the society: “Iron and steel can be warm and steel plant can be also green”. After years of in-depth management, under the principle of maintaining near-zero emissions of wastewater, the main environmental indicators of atmospheric pollutant emissions have dropped significantly.
-
(1)
SO2 Emissions per ton of Steel from 1.59 kg in 2006 to 1.08 kg in 2016, SO2 emissions per ton of steel decreased by 32.1%, and this is especially significant in the context of equipment upgrades, as shown in Fig. 5.23.
Fig. 5.23 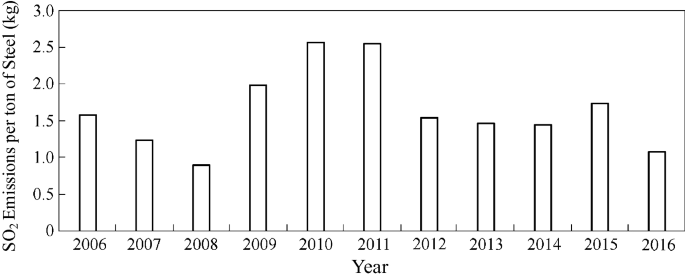
SO2 Emissions per ton of steel in Delong Steel from 2006 to 2016
-
(2)
Emission of Smoke and Dust per ton of Steel from 0.99 kg in 2006 to 0.49 kg in 2016, the fume and dust emissions per ton of steel decreased by 50.5%, as shown in Fig. 5.24.
Fig. 5.24 
Fume and smoke emission per ton of steel in Delong Steel from 2006 to 2016


3.6 Pohang Iron & Steel Co. Ltd. (POSCO)
-
1.
Concept of Greenness
Since the establishment of the plant, Pohang Iron & Steel Co. Ltd. (hereinafter referred to as POSCO) has attached great importance to environmental protection, advocated the development strategy of green industry, and put forward the slogan of “Clean and Green”. In recent years, POSCO has focused its business strategy on environmental protection and actively taken active actions, such as establishing an environmental management system at the group level, minimizing emissions, improving eco-efficiency, piloting in low-carbon green growth, and publicizing environmental management results. The company plans to establish a “POSCO Certified Partner (PCP)” system to upgrade the environmental management to a new level. After these years of unremitting efforts, POSCO has become a veritable green iron and steel enterprise. Its greenness concept is mainly reflected in the following three aspects:
-
(1)
Paying attention to environmental protection investment.
Since the establishment of the company, while investing in the construction of steel plants and the procurement of equipment, the company has been spending 9% of the total investment every year to purchase environmental protection equipment correspondingly, thus ensuring the simultaneous development of environmental protection and enterprise production.
-
(2)
Paying attention to the development of environmentally friendly technologies POSCO has always attached great importance to the development of environmental technologies. The new ironmaking technology FINEX is an environmentally friendly smelting technology developed by POSCO. With this technology, the equipment investment cost can be reduced to 92% of that for BF ironmaking, the steel production cost is reduced to 83%, and the pollutants such as dust and SO2 generated during raw materials processing are reduced to one-tenth of that in BF ironmaking process.
-
(3)
Developing a high-standard environmental indicator system.
In order to coordinate development with the surrounding environment and live in harmony with nearby residents, POSCO has set its own environmental standards, which is far higher than the standards promulgated by the Korean government. Within the area of more than 20 km2 around the Pohang and Gwangyang plants, there are totally 106 atmospheric monitoring points, which provide the real-time monitoring results to the surrounding residents, so as to gain their support and recognition.
-
2.
Measures of Greenness
-
(1)
Implementing Green Product Design.
The greenness implemented by POSCO advocates that in the process of product design, the environmental protection must be considered to reduce resource consumption and achieve sustainable development strategies, meanwhile the commercial interests of POSCO should be also considered to reduce costs and potential responsibility risk, thus increasing competitiveness. The specific approach is to pay attention to the future modifiability, upgrade accessibility and variable product possibility in product design, providing a substantial opportunity to reduce solid waste pollution. In product design, one shall achieve the goal of renewing the product by simply redesigning some parts, so as to reduce solid waste. In the product design, it should also be considered to make sure that less materials or more energy-saving ingredients are consumed during the production. Priority should be given to replace the more toxic raw and auxiliary materials with the non-toxic, low-toxic, and less polluting raw and auxiliary materials to prevent the harm of raw materials and products to humans and the environment.
-
(2)
Implementing the Overall Green Production Process.
To control the greenness during the whole process, it requires POSCO to adopt the production technology generating less waste or even no waste at all, as well as efficient production equipment, and minimize the use of toxic and harmful raw materials. Risk factors and toxic and harmful intermediate products in the production process should be minimized, and easy and reliable operation and control methods are adopted. Good hygiene practices, hygienic standard operating procedures, and hazard analysis and critical control points are established. Material recycles are achieved, and a comprehensive quality management system is established. Production organization is optimized, and necessary pollution control measures are implemented to achieve clean and efficient utilization and production.
-
(3)
Implementation of Material Optimization Management.
Material optimization management is an important part of POSCO’s implementation of greenness. Choosing materials carefully and measuring the life cycle are the important aspects for improving material management. POSCO focuses on the reuse and recyclability of materials to be selected and implements rational closed circulation of materials, mainly including material flow during recycling of raw materials and products, that during product use, and that during product manufacturing processes flow.
-
(4)
Paying Attention to the Development of Green Technology.
The development and application of environmentally friendly technologies can reduce pollution and save costs, which is a two-pronged thing for POSCO. The commercial promotion and application of these technologies have brought huge benefits to POSCO and iron and steel enterprises around the world.
-
(1)
-
3.
Effect of Greenness
In order to reduce the total amount of air pollution emissions, POSCO first sets a target emission concentration for each equipment and then managed the pollutant emissions in real time. It also put cleaning equipment into operation to reduce pollution and effectively managed the total amount of air pollution discharged through those equipment. At the same time, POSCO also launched the “Plan on Dust Emission Reduction” to reduce the dust generated in the stacking, transferring and transportation, and replaced the aging sprinkler pipes and expanded the windbreaks, and took many dust reduction measures, such as enclosing, for transferring facilities. Through several years of efforts, remarkable results were achieved, and the main environmental indicators have improved significantly.
-
(1)
SO2 Emissions per ton of Steel.
The SO2 Emissions per ton of Steel is reduced from 0.7 kg in 2007 to 0.56 kg in 2014, down 20%, as shown in Fig. 5.25.
Fig. 5.25 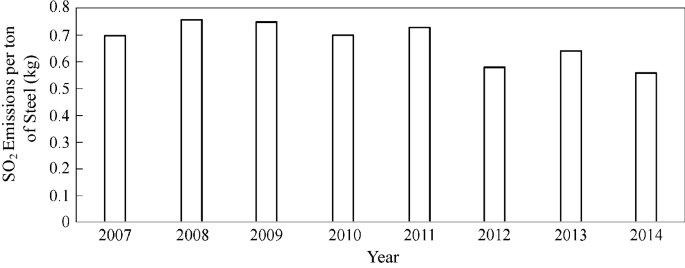
Diagram on SO2 Emissions from 2007 to 2014 of POSCO
-
(2)
Emission of Smoke and Dust per ton of Steel from 0.22 kg in 2007 to 0.10 kg in 2014, the smoke and dust emission per ton of steel decreased by 60%, as shown in Fig. 5.26.
Fig. 5.26 
Smoke and dust emission of POSCO from 2007 to 2014
-
(3)
NOx Emissions per ton of Steel from 1.22 kg in 2007 to 0.89 kg in 2014, NOx emissions per ton of steel decreased by 27%.


4 Prospect and Path Analysis of Greenness Trend
4.1 Prospects for Greenness
The iron and steel industry has experienced the initial stages featuring the end-of-pipe treatment, energy conservation and emission reduction, and clean production. The industry will seize the important strategic opportunity of the 13th Five-Year Plan for the transformation of the economic development mode and the promotion of the green development model to achieve sustainable development with reduced cost and improved efficiency, environmental protection, and high quality, in accordance with the requirements of promoting ecological civilization construction.
Green development is a brand-new business philosophy and model in response to the requirements for promoting ecological civilization construction. As the largest and most widely used raw material producing industry, the iron and steel industry is the most promising and most qualified practitioner of green business. Building green iron and steel enterprises with high efficiency, low consumption, low emissions, and beautiful environment will be the fundamental goal of the iron and steel industry to achieve green development. Greenness transformation will become an important magic weapon to resolve the three challenges: “Resource-energy constraint, environment-ecological constraint and market-brand constraint”. Thanks to the leverage effect of green development and ecological civilization construction, under guidance of far-sighting strategic goals, inertial thinking shall be overcome, strategic reflection shall be promoted, and the right direction and ways shall be found to gradually help the iron and steel industry reborn and out of the winter through innovation and reformation.
4.2 Path Analysis
To achieve a high level of green development, China’s iron and steel industry has no other options but adhering to the Six-in-One green development concept of “Green mine, green procurement, green logistics, green manufacturing, green products, and green industry” (Fig. 5.27) so as to gradually achieve the overall upgrade in green manufacturing, product greening, and corporate greening. China’s steel industry should strive to achieve a higher level of green transformation in the innovation breakthrough of industrial ecological chain with the vision of development and strategic thinking.

Six-in-One green development
Green Mining: In accordance with the government’s requirements on the green mines, the concept of ecological civilization should be implemented throughout the development and utilization of iron mines, and the scientific and orderly mining should be strictly implemented to enhance the utilization efficiency of iron ore resources. At the same time, soil and water conservation and land reclamation should be carried out in the whole process of mine development, the disturbance to the mining area and surrounding environment should be minimized to ensure that the mine is always in harmony with the surrounding environment and integrated into the sustainable development track of society.
Green Procurement: The green procurement concept shall be established and integrated into the business strategy, and the green procurement guideline shall be prepared and continuously improved, and the procurement standards, procurement system, and procurement process shall be optimized and revised, and the items imposing less environmental impact shall be preferred in procurement, and the upstream suppliers for the iron and steel industry shall be encouraged to integrate environmental improvement performance into the whole process of business management, and a green procurement performance evaluation system shall be established, so as to consciously take up social responsibility and realize the transition from green procurement management to green supply chain management.
Green Logistics: Based on all logistics links throughout the whole iron and steel industry chain, with the aim of reducing pollution to the environment and reducing resource consumption, using advanced logistics facilities, management, service, and equipment technologies, on the premise of considering overall and long-term interests, a full-process green logistics operation system for transportation, warehousing, loading and unloading, handling, packaging, processing, and distribution should be established to achieve reduction, efficiency, and cleanliness of logistics.
Green Manufacturing: With the goal of “Reducing consumption, increasing output, improving efficiency, and reducing emissions”, taking the reducing of the impact of the production process on the environment as the core, focusing on reducing energy consumption, and taking the increasing of the metal yield rate as the guideline, relying on improving production efficiency and supporting by strengthening recycling, the cost should be strictly controlled, and the quality and efficiency should be improved to achieve high-efficiency production, consumption reduction, minimum emissions, recycling of resources, and environmental friendliness on the basis of resolutely maintaining the red line of environmental protection and energy consumption up to the standard.
Green Products: Based on the assessment on the whole product life cycle and in comprehensive consideration of the energy consumption and environmental impact of steel products in terms of design, production, processing, application, and recycling, the investment in technology, capital, and manpower shall be strengthened, and the steel products with less environmental impact and less energy consumption in the whole life cycle of products shall be developed and produced, and the output and proportion of energy-saving, material-saving, and environmentally friendly green products shall be increased to provide high-quality green products to the society and provide green solutions to the customers.
Green Industry: By virtue of the collaborative innovation capability of manufacturer-college-institute-user, the foreign advanced technology in the fields of comprehensive utilization of resources and energy conservation and environmental protection shall be introduced. The transformation of self-dependent intellectual property rights shall be strengthened, and the high-end research and development strength of universities and research institutes shall be integrated, despite of the difficulties, so as to build a first-class domestic green technology industry export service platform and a professional operation management platform for project investment and financing, thus achieving the Three-in-One green industry development of technology output, design and construction, operation and management.
5 Industrial Practices of Greenness
China Metallurgical Industry Planning and Research Institute (hereinafter referred to as MPI) possesses a team of various specialties and experienced experts and has established a Green Development and Research Center for Iron and Steel jointly with the Environmental Engineering Evaluation Center of the Ministry of Environmental Protection. In recent years, MPI has fully played its role as the government’s advisor on formulating the green development policy for the iron and steel industry, as the leader on green development of iron and steel industry, and as the think tank on green development of iron and steel enterprises. MPI has done a lot of work in promoting green development of iron and steel industry and has made gratifying achievements in promoting clean production, strengthening pollution control, realizing green transformation and sustainable development, creating ecological factories, and promoting harmonious integration with the city, as shown in the Table 5.1.
References
Ministry of Industry and Information Technology. Notice of the Ministry of Industry and Information Technology on Printing and Distributing the Adjustment and Upgrade Plan of Iron and Steel Industry (2016–2020) [2016-11-14]. http://www.miit.gov.cn/n1146285/n1146352/n3054355/n3057569/n3057573/c5353862/content.html.
China Iron and Steel Association. (2005–2015). Environmental Protection Statistics of China’s Iron and Steel Industry (Internal Information).
Cheng, J.J., & Qin, F.X. (2016). Water-saving technology for iron and steel industry (Vol. 55). Nanjing Hohai University Press.
Baosteel Group. (2010–2015). Social Responsibility Report of Baosteel Group (Internal Information).
TISCO. (2010–2015). Social Responsibility Report of TISCO (Internal Information).
Office of the State Council. Implementation Plan for Permit System of Controlling Pollutant Discharge [2016-11-21]. http://www.gov.cn/zhengce/content/2016-11/21/content_5135510.htm.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2020 Metallurgical Industry Press
About this chapter

Cite this chapter
Li, X. (2020). Greenness. In: The Road Map of China's Steel Industry. Springer, Singapore. https://doi.org/10.1007/978-981-15-2074-7_5
Download citation
DOI: https://doi.org/10.1007/978-981-15-2074-7_5
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-2073-0
Online ISBN: 978-981-15-2074-7
eBook Packages: EngineeringEngineering (R0)