
Abstract
Thin nanolayered coatings composed of the consequent alternation of multi-element (TiAlSiY)N and binary MoN layers were deposited by the cathodic arc deposition. The elemental composition, phase structure, microstructure and mechanical properties of the coatings were studied by well-established experimental methods: SEM, EDS, XRD, TEM, and microindentation. It was found that (TiAlSiY)N/MoN coatings had a complex chemical composition, which preferably consisted of a mixture of Ti, Al and Si nitrides. The preferential crystallographic orientation along (200) plane was found for all samples. TEM results showed that investigated coatings composed of ununiform nano-scale multilayered structures with modulation periods ranged from 20 to 32 nm. The maximum microhardness of the deposited coatings reached 1087HV0.1.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

11.1 Introduction
Designing of the multilayered films that improving the properties of the coated materials is a difficult task but in case of its successful fulfillment obtained material gained improved hardness, wear resistance, temperature stability and better performance [1,2,3,4,5,6]. Synthesis of alternating nanoscale layers consisting of various materials is a particularly promising strategy through the design of atomic-scale architectures. The results reported in works [7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23] prove that multilayered coatings of simple-composition, such as TiN/ZrN, CrN/AlN, ZrN/CrN, TiN/NbN, CrN/MoN, TiN/MoN, TiN/CrN demonstrate the significant improvement of mechanical and tribological properties, as well as better thermal and corrosion resistance compared to the monolayer films.
Nowadays, a novel tendency, in which the multielement and multilayered strategies for the synthesis of functional coatings based on transition metal nitrides, metalloids, and refractory elements are combined, starts to develop widely [24,25,26,27,28,29,30,31,32,33]. Chen et al. [34] investigated TiAlSiN-based monolayers and multilayered coatings fabricated by the cathodic arc evaporation. It was shown that the deposition method exceedingly enhanced adhesive strength and toughness. According to the results of milling tests, the lifetime for TiAlSiN coated substrates increased by approximately 172%. Tribology experiments did by Çalışkan’s [35] indicated that the nanocomposite TiAlSiN/TiSiN/TiAlN multilayered coating had a higher value of load (LC3) at almost 44% and longer functioning time than single layer TiN and TiAlN coatings. The work-team of the manuscript [36] investigated the TiAlN, TiAlSiN and TiAlN/TiAlSiN multilayered coatings deposited by magnetron sputtering. Obtained results pointed out that multilayered composite demonstrated enhanced adhesion strength compared with TiAlSiN. Therefore, a multilayered concept of TiAlSiN-based coatings arises much interest and can be used for the protection of cutting tools and working parts used in different industrial processes, where the high hardness, wear and corrosion resistance, and thermal stability at over 1100 K are required.
It is suggested that the addition of a low amount of Yttrium to the TiAlSiN alloy will improve the high-temperature oxidation resistance. The nitride of TiAlSiY will maintain high hardness as the formation of YO2 phase at the grain boundaries is possible. This phase blocks inward diffusion of oxygen and outward diffusion of metal components of the coating because Yttrium has a high affinity towards Oxygen [37,38,39,40,41,42]. Considering all these advantages, the study of TiAlSiYN-based multilayered coatings presents great scientific interest.
The main focus of this work is concentrated on the detailed microstructural research of recently developed multilayered (TiAlSiY)N/MoN coatings and the establishment of the effect of their structural features on mechanical properties.
11.2 Methods and Experiments
11.2.1 Deposition Technology
Cathodic arc deposition (CA-PVD) is a widely applied method for the deposition of nitride-based coatings. The primary advantage of this technique lies in its ability to produce highly ionized plasma. Ion energies of plasma produced by CA-PVD can be further increased or tuned due to a negative potential applied to the substrate. Application of a direct current substrate bias during deposition leads to the formation of coatings with dense structure and well adhesion. However, this technological parameter increases residual compressive stresses of the coatings that influence on mechanical and tribological properties of the coated material [43,44,45].
Multi-purpose cathodic arc evaporation system was utilized to deposit multilayered coatings using circular TiAlSiY and Mo targets operated at the cathode currents of 100 and 150 A, respectively.
A composite multi-element cathode had the following elemental ratio Ti—58 at. %; Al—38 at. %; Si—3 at. %, Y—1 at. %. The composite cathode was sintered using the spark plasma sintering unit. The purity of Mo cathode was 99.8%. The nitrogen with a purity of 99.95% was fed into the chamber as reaction gas through the control facility. A constant nitrogen pressure of 0.53 Pa was constantly kept during the deposition process. The coatings were deposited onto a 321S51 steel substrates of 18 × 20 × 2 mm size. The substrates stopped in front of each cathode for 1 min for the deposition of alternating layers. The deposition time for the films was 1 h.
11.2.2 Investigation Methods
The surface of the deposited samples was examined by scanning electron microscope (JEOL) (JEM-7001TTLS). The cross-section of the coatings was prepared and studied by the focused ion beam (FIB) (JEOL JEM-9320). ImageJ program was used to calculate the total and bilayer thickness of experimental composites [46]. The TEM and EDS investigations were conducted using a JEOL ARM 200F operated at 200 keV. The X-ray diffraction (XRD) investigations were carried out using a PANalytical diffractometer equipped with a CuKα X-ray source with PIXcel 3D detector. XRD measurements were carried out in the θ–2θ mode and obtained results were used to determine the phase state, preferred orientation and crystallite size. The hardness tests were carried out using the statistical microindentation method taking into account the area of the tip imprint. The Shimadzu HMV-G Micro Vickers Hardness Tester equipped with a tetrahedral diamond pyramidal tip with an angle of 136° between the opposite faces was used. The delay time after reaching the specified load was 10 s.
11.3 Results and Discussion
11.3.1 Surface Morphology and Elemental Composition
The morphology of the surface of experimental coatings has a rather rough texture due to a large number of drop constituents that can be seen in Fig. 11.1a. This phenomenon is typically observed for CA-PVD products and attributed to the technological process when active gas in the vacuum chamber extensively undergoes a reaction with the evaporated material and forms solid refractory compounds [47,48,49,50]. The EDS spectrum of the surface elemental composition of investigated coatings is shown in Fig. 11.1b.

Results of SEM with EDS analysis of multilayered (TiAlSiY)N/MoN coatings: surface image (a); EDS spectrum and elemental composition (b)
The surface topography of the (TiAlSiY)N/MoN coatings, studied using 3D model, ensured the estimation of some surface peculiarities, which include: the average roughness (0.27 µm), the texture aspect ratio (0.86) and the maximum height of droplet constituents (8 µm).
11.3.2 Phase State and Microstructure
The diffraction spectra of the multilayered coatings show a strong (200) preferential orientation and low contribution from (111), (220) and (311) planes of fcc-TiN phase (Fm3 m space group) (ICCD: 04-001-2272) (see Fig. 11.2). The (200) diffraction peak has been shifted toward lower angles comparing with bulk values. It indicates a decrease of the inter-planar distance for (200) plane (d = 2.1043 Å) and related with the incorporation of Al to the coating. The broad shoulder of the (200) peak ranged from 45.15° to 50.5° can be assigned to the formation of the solid solutions of (Ti, Si)N and (Ti, Al)N that have generated in a result of the substitution of Si and Al for Ti in TiN lattice [51,52,53]. It is because the ionic radiuses of Si4+ (0.041 nm) and Al3+ (0.053) ions are smaller than that of Ti3+ (0.075 nm) ion. Additionally, it possibly indicates the formation of highly disordered or even amorphous-like phase in the coatings [37]. The presence of the hexagonal δ-MoN phase (P63mc space group) is submitted by (112) and (211) peaks (ICCD: 00-064-0129).

Typical XRD pattern of multilayered (TiAlSiY)N/MoN coatings
The average crystallite size calculated using the Scherrer method from (200) reflection is approximately 12 nm. The intensities of other reflections are too low for a correct estimation of the average crystallite size.
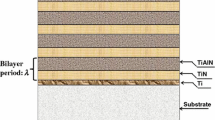
The microstructure of the layers and interfaces, as well as elemental composition of (TiAlSiY)N/MoN coatings, have been analyzed from cross-section analysis by means of TEM and EDS. As shown in Fig. 11.3a distinct interface can be seen at the boundary between the steel substrate and the first nitride layer being deposited. The micrographs suggest that the appearance of the MoN layers is darker compared with the lighter contrast of the multi-element (TiAlSiY)N layers. This is because of the higher atomic number of MoN layers [37, 54, 55]. The total thickness of the experimental coatings is approximately 7 μm.

TEM images of the cross-sectional view of multilayered (TiAlSiY)N/MoN coatings: coating-substrate zone (a); TEM-EDS elemental mapping of the surface zone (b)
The microstructure of (TiAlSiY)N/MoN composites consists of columnar grains with an average of width ranges from 40 to 120 nm. They are oriented in such a way that the longer axes of the grains are parallel to the growth direction of the coating. The columnar microstructure is typical of the coatings deposited at low temperature and low gas pressure in CA-PVD process. Evident straight and sharp interfaces between (TiAlSiY)N and MoN layers are identified. It is pronounced due to the immiscibility of (TiAlSiY)N and MoN layers. The samples do not display any inter-lamella cracking indicating good adhesion. The thin layers of both deposited condensates have minor disparity expressed as the insignificant imperfection of the thickness of the layers in cross-sectional images. The modulation period extracted from the TEM image is ranged from 20 to 32 nm. Spherical defects start to appear in the bulk of the coating close to the surface. Their average size is approximately 350 nm and elemental composition mostly consists of Ti, Si and N elements (see Fig. 11.3b).
The SAED patterns indicate that nanocomposite coatings have polycrystalline structures with a preferred δ-TiN phase (NaCl-type structure). The separation of some diffraction rings becomes extremely difficult to fulfill in electron microscopy, due to the small differences in the inter-atomic spacing. There is no indication of rings corresponding to the appearance of Si3N4 that could indicate the formation of solid (Ti, Si)N in the investigated area.
11.3.3 Microhardness
It is known that multilayered hard coating formed on the steel surface definitely increases the hardness of the coated material. In particular, multilayered (TiAlSiY)N/MoN coatings show considerably enhanced hardness (see Fig. 11.4) due to the several factors, which are: multilayered strengthening, which promotes impeding dislocation motion across the interfaces and the difference in elastic modulus of the layers [56, 57]; Hall-Petch strengthening, based on the increasing of volume fraction of grain boundaries with high interfacial energies [58]; Orowan strengthening, which acts in structures with nanometer modulation wavelength [59].

For all experimental coatings, it was observed a strong tendency of decreasing intensity and broadening of the width of the TiN (200) peak, which is in the result of the diminution of the grain size or the residual stress induced in the crystal lattice [64,65,66,67,68]. It is also suggested that the Si incorporation reduced the crystallites size and the residual stress and, hence, has ensured the hardening of nanolayered (TiAlSiY)N/MoN coatings.
11.4 Conclusions
(TiAlSiY)N/MoN multilayered coatings were successfully fabricated by the cathodic arc deposition onto steel substrates under the following deposition condition: arc currents applied to the evaporators were 100 A for the multi-component TiAlSiY cathode and 150 A for molybdenum one; constant substrate bias was-200 V and working gas pressure was 0.53 Pa. The obtained composites had fairly linear layers and well-defined interfaces between layers. The general coatings thickness was approximately 7 μm, while the bilayer thickness varied from 20 to 32 nm. The main phase of TiN had the preferential crystal growth of (200) plane. The average crystallites size was approximately 12 nm. The hardness measurements showed that multilayered (TiAlSiY)N/MoN composites exhibited improved hardness when compared with the MoNx, TiN, (TiAl)N or (TiAlSi)N films, that reached the value of 1087HV0.1.
References
V.I. Lavrentiev, A.D. Pogrebnjak, High-dose ion implantation into metals. Surf. Coatings Technol. 99, 24–32 (1998). https://doi.org/10.1016/S0257-8972(97)00122-9
H.A. Jehn, Multicomponent and multiphase hard coatings for tribological applications. Surf. Coatings Technol. 131, 433–440 (2000)
H.C. Barshilia, B. Deepthi, K.S. Rajam, in Nanostructured Thin Films and Coatings: Mechanical Properties, ed. by S. Zhang (CRC Press, 2010), pp. 427–480
M. Khadem, O.V. Penkov, H.-K. Yang, D.-E. Kim, Tribology of multilayer coatings for wear reduction: a review. Friction 5, 248–262 (2017). https://doi.org/10.1007/s40544-017-0181-7
A.A. Bagdasaryan, A.V. Pshyk, L.E. Coy, P. Konarski, M. Misnik, V.I. Ivashchenko, M. Kempi´nski, N.R. Mediukh, A.D. Pogrebnjak, V.M. Beresnev, S. Jurga, A new type of (TiZrNbTaHf)N/MoN nanocomposite coating: microstructure and properties depending on energy of incident ions. Compos. Part B Eng. 146, 132–144 (2018). https://doi.org/10.1016/j.compositesb.2018.04.015
V. Vereschaka, S. Tabakov, N. Grigoriev, G. Sitnikov, N. Oganyan, F. Andreev, Milovich, Investigation of wear dynamics for cutting tools with multilayer composite nanostructured coatings in turning constructional steel. Wear 420–421, 17–37 (2019). https://doi.org/10.1016/j.wear.2018.12.033
X.M. Xu, J. Wang, J. An, Y. Zhao, Q.Y. Zhang, Effect of modulation structure on the growth behavior and mechanical properties of TiN/ZrN multilayers. Surf. Coatings Technol. 201, 5582–5586 (2007). https://doi.org/10.1016/j.surfcoat.2006.07.132
V. Pogrebnjak, O. Ivashchenko, V. Bondar, O. Beresnev, K. Sobol, S. Załęski, E. Jurga, P. Coy, B. Konarski, Postolnyi, Multilayered vacuum-arc nanocomposite TiN/ZrN coatings before and after annealing: Structure, properties, first-principles calculations. Mater. Charact. 134, 55–63 (2017). https://doi.org/10.1016/j.matchar.2017.10.016
J. Lin, J.J. Moore, B. Mishra, M. Pinkas, W.D. Sproul, Nano-structured CrN/AlN multilayer coatings synthesized by pulsed closed field unbalanced magnetron sputtering. Surf. Coatings Technol. 204, 936–940 (2009). https://doi.org/10.1016/j.surfcoat.2009.04.013
V. Chawla, D. Holec, P.H. Mayrhofer, Stabilization criteria for cubic AlN in TiN/AlN and CrN/AlN bi-layer systems. J. Phys. D Appl. Phys. 46, 045305 (2013). https://doi.org/10.1088/0022-3727/46/4/045305
N. Bagcivan, K. Bobzin, S. Theiß, Synthesis of nano-structured HPPMS CrN/AlN coatings. J. Phys. D Appl. Phys. 46, 084001 (2013). https://doi.org/10.1088/0022-3727/46/8/084001
N. Bagcivan, K. Bobzin, A. Ludwig, D. Grochla, R.H. Brugnara, CrN/AlN nanolaminate coatings deposited via high power pulsed and middle frequency pulsed magnetron sputtering. Thin Solid Films 572, 153–160 (2014). https://doi.org/10.1016/j.tsf.2014.06.058
O. Maksakova, S. Simoẽs, A. Pogrebnjak, O. Bondar, Y. Kravchenko, V. Beresnev, N. Erdybaeva, The influence of deposition conditions and bilayer thickness on physical-mechanical properties of CA-PVD multilayer ZrN/CrN coatings. Mater. Charact. 140, 189–196 (2018). https://doi.org/10.1016/j.matchar.2018.03.048
Z.G. Zhang, O. Rapaud, N. Allain, D. Mercs, M. Baraket, C. Dong, C. Coddet, Microstructures and tribological properties of CrN/ZrN nanoscale multilayer coatings. Appl. Surf. Sci. 255, 4020–4026 (2009). https://doi.org/10.1016/j.apsusc.2008.10.075
H.C. Barshilia, K.S. Rajam, Structure and properties of reactive DC magnetron sputtered TiN/NbN hard superlattices. Surf. Coatings Technol. 183, 174–183 (2004). https://doi.org/10.1016/j.surfcoat.2003.09.070
M. Nordin, M. Larsson, S. Hogmark, Mechanical and tribological properties of multilayered PVD TiN/CrN, TiN/MoN, TiN/NbN and TiN/TaN coatings on cemented carbide. Surf. Coatings Technol. 106, 234–241 (1998). https://doi.org/10.1016/S0257-8972(98)00544-1
A.D. Pogrebnjak, V.M. Beresnev, O.V. Bondar, B.O. Postolnyi, K. Zaleski, E. Coy, S. Jurga, M.O. Lisovenko, P. Konarski, L. Rebouta, J.P. Araujo, Superhard CrN/MoN coatings with multilayer architecture. Mater. Design 153, 47–59 (2018). https://doi.org/10.1016/j.matdes.2018.05.001
B. Gilewicz, Warcholinski, Deposition and characterisation of Mo2N/CrN multilayer coatings prepared by cathodic arc evaporation. Surf. Coatings Technol. 279, 126–133 (2015). https://doi.org/10.1016/j.surfcoat.2015.08.042
B. Han, Z. Wang, N. Devi, K.K. Kondamareddy, Z. Wang, N. Li, W. Zuo, D. Fu, C. Liu, RBS Depth Profiling Analysis of (Ti, Al)N/MoN and CrN/MoN Multilayers. Nanoscale Res. Lett. 12, 161 (2017). https://doi.org/10.1186/s11671-017-1921-3
O.V. Bondar, B.A. Postol’nyi, V.M. Beresnev, G. Abadias, P. Chartier, O.V. Sobol, D.A. Kolesnikov, F.F. Komarov, M.O. Lisovenko, A.A. Andreev, Composition, structure and tribotechnical properties of TiN, MoN single-layer and TiN/MoN multilayer coatings. J. Superhard Mater. 37, 27–38 (2015). https://doi.org/10.3103/s1063457615010050
M. Nordin, M. Larsson, Deposition and characterisation of multilayered PVD TiN/CrN coatings on cemented carbide. Surf. Coatings Technol. 116–119, 108–115 (1999). https://doi.org/10.1016/S0257-8972(99)00263-7
S.Y. Lee, G.S. Kim, J.H. Hahn, Effect of the Cr content on the mechanical properties of nanostructured TiN/CrN coatings. Surf. Coatings Technol. 177–178, 426–433 (2004). https://doi.org/10.1016/j.surfcoat.2003.09.020
A.D. Pogrebnjak, K. Smyrnova, O.V. Bondar, Nanocomposite multilayer binary nitride coatings based on transition and refractory metals: structure and properties. Coatings 9, 155 (2019). https://doi.org/10.3390/coatings9030155
A.D. Pogrebnjak, V.M. Beresnev, D.A. Kolesnikov, O.V. Bondar, Y. Takeda, K. Oyoshi, M.V. Kaverin, O.V. Sobol, R. Krause-Rehberg, C. Karwat, Multicomponent (Ti-Zr-Hf-V-Nb)N nanostructure coatings fabrication, high hardness and wear resistance. Acta Phys. Polon. A 123, 816–818 (2013). https://doi.org/10.12693/APhysPolA.123.816
Y.O. Kravchenko, L.E. Coy, B. Pepli´nska, I. Iatsunskyi, K. Zał˛eski, M. Kempinski, V.M. Beresnev, P. Konarski, S. Jurga, A.D. Pogrebnjak, Nano-multilayered coatings of (TiAlSiY)N/MeN (Me = Mo, Cr and Zr): influence of composition of the alternating layer on their structural and mechanical properties. J. Alloy. Compd. 767, 483–495 (2018). https://doi.org/10.1016/j.jallcom.2018.07.090
D.D. Kumar, N. Kumar, S. Kalaiselvam, S. Dash, R. Jayavel, Wear resistant super-hard multilayer transition metal-nitride coatings. Surfaces Interfaces 7, 74–82 (2017). https://doi.org/10.1016/j.surfin.2017.03.001
Y.Y. Chang, H. Chang, L.J. Jhao, C.C. Chuang, Tribological and mechanical properties of multilayered TiVN/TiSiN coatings synthesized by cathodic arc evaporation. Surf. Coatings Technol. 350, 1071–1079 (2018). https://doi.org/10.1016/j.surfcoat.2018.02.040
B. Navinsek, S. Seal, Transition metal nitride functional coatings. JOM 53, 51–54 (2001). https://doi.org/10.1007/s11837-001-0072-1
Y.-Y. Chang, W.-T. Chiu, J.-P. Hung, Mechanical properties and high temperature oxidation of CrAlSiN/TiVN hard coatings synthesized by cathodic arc evaporation. Surf Coating Technol. 303, 18–24 (2016). https://doi.org/10.1016/j.surfcoat.2016.02.047
J.-W. Yeh, S.-K. Chen, S.-J. Lin, J.-Y. Gan, T.-S. Chin, T.-T. Shun, C.-H. Tsau, S.-Y. Chang, Nanostructured high-entropy alloys with multiple principal elements: novel alloy design concepts and outcomes. Adv. Eng. Mater. 6, 299–303 (2004). https://doi.org/10.1002/adem.200300567
A.D. Pogrebnjak, O.V. Sobol, V.M. Beresnev, P.V. Turbin, G.V. Kirik, N.A. Makhmudov, M.V. Il’yashenko, A.P. Shypylenko, M.V. Kaverin, M.Yu. Tashmetov, A.V. Pshyk, in Nanostructured Materials and Nanotechnology IV, ed. by S. Mathur, S.S. Ray, T. Ohji (Hoboken, John Wiley & Sons Inc., 2010), pp. 127–138
A.D. Pogrebnjak, A.P. Shpak, N.A. Azarenkov, V.M. Beresnev, Structures and properties of hard and superhard nanocomposite coatings. Phys.-Usp. 52, 29–54 (2009). https://doi.org/10.3367/UFNe.0179.200901b.0035
A.D. Pogrebnjak, A.A. Bagdasaryan, I.V. Yakushchenko, V.M. Beresnev, The structure and properties of high-entropy alloys and nitride coatings based on them. Rus. Chem. Rev. 83, 1027–1061 (2014). https://doi.org/10.1070/RCR4407
L. Chen, S.Q. Wang, Y. Du, S.Z. Zhou, T. Gang, J.C. Fen, K.K. Chang, Y.W. Li, X.A. Xiong, Machining performance of Ti-Al-Si-N coated inserts. Surf. Coatings Technol. 205, 582–586 (2010). https://doi.org/10.1016/j.surfcoat.2010.07.043
H. Çalışkan, C. Kurbanoğlu, P. Panjan, M. Čekada, D. Kramar, Wear behavior and cutting performance of nanostructured hard coatings on cemented carbide cutting tools in hard milling. Tribol. Int. 62, 215–222 (2013). https://doi.org/10.1016/j.triboint.2013.02.035
X.D. Sui, G.J. Li, X.S. Qin, H.D. Yu, X.K. Zhou, K. Wang, Q. Wang, Relationship of microstructure, mechanical properties and titanium cutting performance of TiAlN/TiAlSiN composite coated tool. Ceram. Int. 42, 7524–7532 (2016). https://doi.org/10.1016/j.ceramint.2016.01.159
Y. Pshyk, E. Kravchenko, M. Coy, I. Kempiński, K. Iatsunskyi, A. Załęski, S. Pogrebnjak, Jurga, Microstructure, phase composition and mechanical properties of novel nanocomposite (TiAlSiY)N and nano-scale (TiAlSiY)N/MoN multifunctional heterostructures. Surf. Coatings Technol. 350, 376–390 (2018). https://doi.org/10.1016/j.surfcoat.2018.07.010
E. Pflüger, A. Schröer, P. Voumard, L. Donohue, W.-D. Münz, Influence of incorporation of Cr and Y on the wear performance of TiAlN coatings at elevated temperatures. Surf. Coatings Technol. 115, 17–23 (1999). https://doi.org/10.1016/S0257-8972(99)00059-6
T. Moria, M. Noborisaka, T. Watanabe, T. Suzuki, Oxidation resistance and hardness of TiAlSiN/CrAlYN multilayer films deposited by the arc ion plating method. Surf. Coatings Technol. 213, 216–220 (2012). https://doi.org/10.1016/j.surfcoat.2012.10.050
M. Moser, P.H. Mayrhofer, Yttrium-induced structural changes in sputtered Ti1-xAlxN thin films. Scripta Mater. 57, 357–360 (2007). https://doi.org/10.1016/j.scriptamat.2007.04.019
H. Riedl, D. Holec, R. Rachbauer, P. Polcik, R. Hollerweger, J. Paulitsch, P.H. Mayrhofer, Phase stability, mechanical properties and thermal stability of Y alloyed Ti-Al-N coatings. Surf. Coatings Technol. 235, 174–180 (2013). https://doi.org/10.1016/j.surfcoat.2013.07.030
M. Moser, D. Kiener, C. Scheu, P.H. Mayrhofer, Influence of yttrium on the thermal stability of Ti-Al-N thin films. Materials (Basel) 3, 1573–1592 (2010). https://doi.org/10.3390/ma3031573
L.C. Hernández, L. Ponce, A. Fundora, E. Lopez, E. Perez, Nanohardness and residual stress in TiN coatings. Materials (Basel) 4, 929–940 (2011). https://doi.org/10.3390/ma4050929
Cavaleiro, J.Th.M. De Hosson, Nanostructured Coatings (Springer-Verlag, New York, 2006)
M. Ohring, Materials Science of Thin Films (Academic Press, London, Deposition and Structure, 2002)
C.A. Schneider, W.S. Rasband, K.W. Eliceiri, Nat. Methods 9, 671–675 (2012)
V. Beresnev, O. Sobol, S. Grankin, U. Nemchenko, V. Novikov, O. Bondar, K. Belovol, O. Maksakova, D. Eskermesov, Physical and mechanical properties of (Ti–Zr–Nb)N coatings fabricated by vacuum-arc deposition. Inorg. Mater. Appl. Res. 7, 388–394 (2016). https://doi.org/10.1134/S2075113316030047
O.V. Maksakova, S.S. Grankin, O.V. Bondar, Ya.O. Kravchenko, D.K. Yeskermesov, A.V. Prokopenko, N.K. Erdybaeva, B. Zhollybekov, J. Nano- Electron. Phys. 7, 04098 (2015)
K.V. Smyrnova, A.D. Pogrebnjak, V.M. Beresnev, S.V. Litovchenko, S.O. Borba-Pogrebnjak, A.S. Manokhin, S.A. Klimenko, B. Zhollybekov, A.I. Kupchishin, Y.O. Kravchenko, O.V. Bondar, Microstructure and physical–mechanical properties of (TiAlSiY)N nanostructured coatings under different energy conditions. Met. Mater. Int. 24, 1024–1035 (2018). https://doi.org/10.1007/s12540-018-0110-y
A.D. Pogrebnjak, A.A. Bagdasaryan, A. Pshyk, K. Dyadyura, Adaptive multicomponent nanocomposite coatings in surface engineering. Phys.-Usp. 60, 586–607 (2017). https://doi.org/10.3367/UFNe.2016.12.038018
S. Balasubramanian, A. Ramadoss, A. Kobayashi, J. Muthirulandi, Nanocomposite Ti–Si–N coatings deposited by reactive dc magnetron sputtering for biomedical applications. J. Am. Ceram. Soc. 95, 2746–2752 (2012). https://doi.org/10.1111/j.1551-2916.2011.05029.x
A.D. Pogrebnjak, ShM Ruzimov, Increased microhardness and positron annihilation in Al exposed to a high-power ion beam. Phys. Lett. A 120, 259–261 (1987). https://doi.org/10.1016/0375-9601(87)90221-0
M. Braic, V. Braic, A. Vladescu, C.N. Zoita, M. Balaceanu, Solid solution or amorphous phase formation in TiZr-based ternary to quinternary multi-principal-element films. Prog. Nat. Sci: Mater. Int. 24, 305–312 (2014). https://doi.org/10.1016/j.pnsc.2014.06.001
M.K. Kazmanli, M. Ürgen, A.F. Çakir, Effect of nitrogen pressure, bias voltage and substrate temperature on the phase structure of Mo–N coatings produced by cathodic arc PVD. Surf. Coatings Technol. 167, 77–82 (2003). https://doi.org/10.1016/S0257-8972(02)00866-6
M. Ürgen, O.L. Eryilmaz, A.F. Çakir, E.S. Kayali, B. Nilüfer, Y. Işik, Characterization of molybdenum nitride coatings produced by arc-PVD technique. Surf. Coatings Technol. 94–95, 501–506 (1997). https://doi.org/10.1016/S0257-8972(97)00432-5
M. Stueber, H. Holleck, H. Leiste, K. Seemann, S. Ulrich, C. Ziebert, Concepts for the design of advanced nanoscale PVD multilayer protective thin films. J. Alloys Compd. 483, 321–333 (2009). https://doi.org/10.1016/j.jallcom.2008.08.133
A. Leyland, A. Matthews, On the significance of the H/E ratio in wear control: a nanocomposite coating approach to optimised tribological behavior. Wear 246, 1–11 (2000). https://doi.org/10.1016/S0043-1648(00)00488-9
P.M. Anderson, C. Li, Hall-Petch relations for multilayered materials. Nanostruct. Mater. 5, 349–362 (1995). https://doi.org/10.1016/0965-9773(95)00250-I
H. Söderberg, M. Odén, J.M. Molina-Aldareguia, L. Hultman, Nanostructure formation during deposition of TiN/SiNx nanomultilayer films by reactive dual magnetron sputtering. J. Appl. Phys. 97, 114327 (2005). https://doi.org/10.1063/1.1935135
L. Jakab-Farkas, S. Papp, G. Strnad, G. Safran, I. Vida-Simiti, D. Biro, Preparation and study of nanostructured TiAlSiN thin films. Paper presented at 5th Engineering International Conference, “Petru Maior” University of Tîrgu Mureş, Romania, 2011
M. Wang, S. Miyake, in Lubrication—Tribology, Lubricants and Additives, ed. by D.W. Johnson (Intech Open, 2018), pp. 77–100
A.K. Sahu, S.S. Mahapatra, in Additive Manufacturing of Emerging Materials, ed. by B. AlMangour (Springer, 2019), pp. 29–53
L. Gmelin, Gmelin Handbook of Inorganic Chemistry, 8th edn. (Springer, 1990)
M. Diserens, J. Patscheider, F. Levy, Improving the properties of titanium nitride by incorporation of silicon. Surf. Coatings Technol. 108–109, 241–246 (1998). https://doi.org/10.1016/S0257-8972(98)00560-X
X. Chu, S.A. Barnett, Model of superlattice yield stress and hardness enhancements. J. Appl. Phys. 77, 4403–4411 (1995). https://doi.org/10.1063/1.359467
A.D. Pogrebnjak, V.I. Ivashchenko, P.L. Skrynskyy, O.V. Bondar, P. Konarski, K. Załęski, S. Jurga, E. Coy, Experimental and theoretical studies of the physicochemical and mechanical properties of multi-layered TiN/SiC films: temperature effects on the nanocomposite structure. Compos. Part B Eng. 142, 85–94 (2018). https://doi.org/10.1016/j.compositesb.2018.01.004
V. Vladescu, M. Braic, M. Braic, Balaceanu, Arc plasma deposition of TiSiN/Ni nanoscale multilayered coatings. Mater. Chem. Phys. 138, 500–506 (2013). https://doi.org/10.1016/j.matchemphys.2012.12.010
A. Vladescu, M. Kiss, C.M. Braic, P. Cotrut, M. Drob, C. Balaceanu, V. Vasilescu, Braic, Vacuum arc deposition of nanostructured multilayer coatings for biomedical applications. J. Nanosci. Nanotechnol. 8, 733–738 (2008). https://doi.org/10.1166/jnn.2008.d211
Acknowledgements
Presented work was financially supported by the state budget programs of Ukraine [grant numbers 0118U003579, 0119U100787 and 0117U003923]. The authors gratefully acknowledge prof. Richard F. Webster from Mark Wainwright Analytical Centre of the University of New South Wales (UNSW, Sydney, Australia) for TEM experiments and analysis and Microscopy Australia at the Electron Microscope Unit at UNSW.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Maksakova, O. et al. (2020). Features of the Microstructure of Multilayered (TiAlSiY)N/MoN Coatings Prepared by CA-PVD and Their Influence on Mechanical Properties. In: Pogrebnjak, A., Bondar, O. (eds) Microstructure and Properties of Micro- and Nanoscale Materials, Films, and Coatings (NAP 2019). Springer Proceedings in Physics, vol 240. Springer, Singapore. https://doi.org/10.1007/978-981-15-1742-6_11
Download citation
DOI: https://doi.org/10.1007/978-981-15-1742-6_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1741-9
Online ISBN: 978-981-15-1742-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)