
Abstract
Street sizing––one of the pre-looming processes was identified where significant improvement was required. The process mainly involves a continuous coating on a warp sheet with starch paste. This is achieved with a handheld spray and heavy brush. The objective of the sizing process is to strengthen the yarn which needs to go through the cyclic forces during the process of weaving. Sizing process is a key pre-looming process as poor sizing drastically increase the rate and number of yarn breakages. However, due to the drudgery of sizing operation and low income, many sizers have been deserting their professions. Our research proposed four mechanical designs to aid in the street sizing process. The designs were helical, circular, hexagonal and modified hexagonal with an off brush system. The group tried several prototypes and a scaled model was installed at Chirala. Trials are now being undertaken by local sizers. Several iterations have been done to the first prototype, keeping in mind the sizers’ feedback and the activity of product development is under progress.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
The Handloom Sector is the second largest employment provider in the unorganized sector after agriculture and it constitutes one of the richest and most vibrant aspects of the Indian cultural heritage. The weavers of this industry are keeping alive the traditional craft of different states. A spectacular range is created by weavers across the country, from the Madras checks and Kanchipuram weaves of Tamil Nadu to pashmina and shahtoosh of J&K, from the tie-and-dyes of Gujarat and Rajasthan to the eri and muga silks of Assam.
The sector has several advantages since it is very less capital intensive, uses minimum electricity, most of the operations are eco-friendly, small production is feasible and thus is open to innovations and adaptability to market requirements. The level of artistry and intricacy achieved in the slow process of making handloom fabrics is unmatched and certain complex difficult weaves/designs can only be produced by handloom, not by modern machinery.
Handloom weaving is largely decentralized and the weavers are mainly from the vulnerable and weaker sections of the society, who weave for their household needs. There are 77% female workers as compared to 23% male workers in the handloom industry [1]. Also 73% workers belong to SC, ST and OBC [1]. It engage almost 83% of rural areas [1]. Thus, it empowers weaker sections of the society by providing large employment potential.
2 Need Addressed
According to Third Handloom Census conducted in 2009–10, 43.3 lakh people are engaged in weaving and allied activities which was 65.5 lakh as per Second Handloom Census in 1995–96 [1]. This sharp declination can be attributed to the following reasons:
-
Low production rates compared to power looms and mills.
-
Shifting of skilled labor to other sectors.
-
Nonefficient implementation of government welfare programs (Handloom Reservation Act).
-
Insufficient credit availability and marketing [2].
-
Younger generation are not adopting weaving profession due to tough working conditions, only 25% weaving families say their children are interested in taking up handloom as their profession.
-
7–10% share in final consumer price, average wage 50 Rs. only.
One such issue is being faced by one of the big handloom clusters in Andhra Pradesh, Chirala. This cluster currently employs about 25,000 weavers with 18,000 looms [3]. The annual turnover of this cluster is estimated around Rs. 100–120 crores [3]. Their weaver’s trade union, Rashtriya Chenetha Jana Samakhya (RCJS), is one of the leading trade union in the country. The founder president of this union approached one of the faculties in Department of Textile Technology, IIT Delhi. He came up with the issue of tediousness in the street sizing process which they feel is leading to youths not taking up this profession.
The process of sizing is a very crucial step in weaving. Sizing is done to give temporary strength to single count cotton yarn to withstand the rigor of weaving while keeping the characteristics and properties of cotton yarn intact. It directly affects the production rate and number of breakages and faults in the fabric. Street sizing is one of the two most common ways to do it, other being hank sizing. The process of street sizing is very tedious and repetitive. The weavers in Chirala, spray the sizing liquid on around 10–15 m of yarn sheet, subsequently carry a heavy brush/comb to evenly spread the sprayed liquid onto yarn surface and leave it to dry. This process is repeated for 3–4 h on both sides of fabric. This is a painful as well as heavily time-consuming. Also spraying is not a very efficient method of applying the solution.
So work was done to reduce the tediousness of street sizing operation in the handloom industry and make it more efficient/ergonomic and easier process.
The project will be helping at least those 25,000 weavers of Chirala. However, this solution can be extended to other weaving clusters, which are facing similar problems in street sizing. Target community for this project would be the weaving clusters across the country. There is an official database of Indian handloom sector with contact information of respective clusters built by the Govt. of India. Those clusters can be approached, whether or not they face such problem and in what ways we can help them with.
3 Need Validation
The need was brought up by the people of Chirala cluster. The basic problem being that the younger generation finds the process “boring”. So it was almost self-validated. To understand more clearly, we did following activities-
3.1 Literature
Extensive research was conducted through the literature available on the Internet, a list came up of sponsored projects by the Ministry of Textiles, Govt. of India. This particular need was mentioned as one of the proposed projects in the year 2006–07 [4]. After contacting the concerned person, it was found that no substantial work was done in this. This shows the problem is identified long ago, but is not addressed properly till day.
3.2 Discussion with Mentors
The co-author has already visited Chirala past few months, also he had conversed with local leading personnel quite a lot times, he gave us some insights into what exactly the problem is and to how much extent it affects the sizers in Chirala. He told us that the current procedure is really tedious, repetitive, and time taking, and results into several health problems as well, such as back pain, shoulder pain, decrease in hand grip strength, etc. It was our first insight into the need.
3.3 Site Visit and User Interviews
To understand the need more clearly and to target the actual problem rather than a represented problem, it was decided to take a visit to Chirala Cluster, to interact with the sizers there and collect all the useful information.
Approximately 10 sizing shades were visited, about 30 people were interviewed working in them. First, the whole process was observed closely. The sizing paste is prepared by rice starch and it is diluted to sizing solution which dries very quickly and they continuously keep spraying and brushing it. One shade typically requires 3–4 people, from which two do the brushing, one keep spraying and one person removes the faults, the broken yarns. A significant time was consumed in fault removal from the yarn. Faults are caused in the warp either by brushing or due to old poorly made warp. Other than understanding the technical aspect of the procedure, some key conclusions about finance and tediousness can be summarized as below.
-
Basic initial setup costs about 10,000 Rs.
-
Size paste has no definite proportion, they make it 1 day before application. Paste is applied by intuition, if it is dilute, more spraying is done, and if it is thick, they spray it few times.
-
One sizing hub does the process from 3 to 5 times a day depending on the availability of people and weather.
-
Money that is offered by per warp sheet prepared is very less according to most of the sizers. They only get 200 per warp done. They said this is one of the prominent reasons why people are quitting doing sizing. Earlier there used to be around 100 sizing shades in this particular area, but now there remained 20 something only.
-
Fault removal takes a significant amount of yarn in waste.
-
Most of the people said they do not want their children to take up sizing as a profession. They complain that it is a physically rigorous process, plus not much money is paid, their children are not very healthy to be able to carry out this process. Most of the children are either studying or working in other cities.
-
Also, the work is not very consistent, heavily dependent on weather conditions such as wind, rain, or storm. Hence, no assurance of consistent income.
-
Work is very much customized, different types of warps are sized with the process.
In the end, one businessman was interviewed, who was a merchant of Chirala’s sized yarn. He told us that the quality of sizing in Chirala is one of the best in handlooms across the country. So different parts of other clusters also demand it. But the supply has been deteriorating very much for the past few years. He estimated that there are about 800–1000 sizing sheds functioning in Chirala’s different rural areas.
3.4 Stakeholders Consulted
As stakeholders, a leading NGO in handloom sector, Dastkar Andhra and RCJS president Mr. Mohan Rao were consulted. From their inputs it was found, if the productivity of sizing can be increased, the productivity of weavers will also be enhanced, as their input is sized yarn. This increment will also cause an increment is total raw yarn supply into the cluster, thus increasing the overall productivity of the cluster.
4 Technical Details About Sizing Process
4.1 Stresses During Weaving
During the weaving process, the warp yarns experience a number of forces. Each loom cycle causes a cyclic extension in the warp yarns. In shedding operation, warp yarns also abrade against each other as protruding fibers of adjacent yarns tend to entangle in each other. The yarns undergo abrasion with various loom components like backrest, heald eyes, reed, front rest etc. At the end of a cycle, beating up of newly inserted yarn in fabric, exerts a huge impact force on the yarn. Without sizing, these abrasion and other forces increase the warp breakage rate.
4.2 Objective of Sizing
The main objective of warp sizing is to improve the weaveability of yarns. This is done by applying a uniform coating of a certain chemical on the yarn surface so that protruding hairs are laid on the yarn surface. These chemicals are carefully chosen so that they can be removed after weaving operation and don’t interfere with the feel of fabric.
Size coating protects the yarn structure from abrasion. Therefore, the warp breakage rate in the loom reduces.
Characteristics of Sized Yarn
-
Higher strength
-
Lower hairiness
-
Lower elongation
-
Higher bending rigidity
-
Higher abrasion resistance
The most crucial parameter in the sizing operation is size addon. This is defined as follows.
Size addon = (Oven dry mass of size material/Oven dry mass of unsized yarn) * 100
5 Existing Methods of Sizing
Two types of sizing are being done in the Indian handloom industry, one is street sizing, and another is hank sizing. The process of street sizing is mainly being used in Southern Clusters of India, like in Telangana, Andhra Pradesh. As documented by NGO Dastkar Andhra [5], almost all handloom clusters of Andhra Pradesh use street sizing before weaving process. Also, silk weaving clusters of Varanasi also have been reported to use street sizing [6].
Hank sizing has been found to be used in mostly West Bengal weaving cluster. Several sources confirm the existence of hank sizing process in prominent WB handloom clusters, namely Shantipur cluster, Nadia Cluster, Phulia Cluster, and Begampur cluster. These are only documented ones, there may be other regions in the country where hank sizing is being used.
5.1 Hank Sizing
Process
The yarn in hank form is turned several times by hand so as to avoid entanglement during sizing. Subsequently, the hanks are kept immersed in fresh cold water for 3–4 days. This is done to fill up the pores in the fibers by water so that the size mixture in colloidal form to enter between the fibers. The yarn is then squeezed well. The sizing bath is filled with water and starch or khai is then added in it. The mixture is then boiled for 15–20 min with constant stirring till a clear paste. The paste is then cooled. The colloidal solution thus prepared is rubbed uniformly by hand on the well-squeezed hank in cold condition. If a high percentage of sizing is needed, the hank is immersed in the starch solution. The yarn is squeezed. One percent of oil (coconut or neem oil) is then added to the solution. The process of rubbing with starch, squeezing and releasing of yarn is repeated till only clear water issues when the yarn is finally squeezed. This ascertains the complete penetration of starch [6].
Market––West Bengal cluster mainly.
Advantage––Main advantages of hank sizing would be space efficient, easy to execute, require one person at a time.
Disadvantage––Sizing will not be uniform across all hanks. Variation in warp yarn strength results in higher number of breakage.
5.2 Street Sizing
Process
In street sizing, the warp is stretched horizontally in the sheet form in the street by inserting a stout bamboo through the loops at each end. Around 30 bamboo lease rods are inserted at regular intervals and the threads separated and placed at regular parallel lines using a leather/wooden comb. The size paste made from rice flour is spread evenly over the sheet with a small brush and then brushed into the yarn several times in one direction by a long heavy brush extending the width of the warp. The threads tend to stick to each other during the course of drying, which is eliminated by frequently separating the lease rods, which divide them into two layers. Then the warp is brushed with coconut oil and well dried. It is afterward rolled into a coil, the lease rods being carefully removed. This results in even and polished surface on the fabric [6].
Market––Several clusters in India, Andhra Pradesh, Kerala [7] Varanasi, Bargarh (Odisha) [8] Cluster (Fig. 1)

Process of street sizing
Advantage––Uniform evenly sized yarn, the occurrence of faults/breakage is very low, good quality warp.
Disadvantages––Large space required, repetition of the same process around 4–6 times, require 4 people at one time to efficiently carry out sizing, require 8–10 kg brush to comb through the entire length of warp (16–20 m)
6 Solutions––Various Possible Solutions Explored
After need validation, key areas were identified which needed improvement. As per queries from the sizers in Chirala cluster typical productive days range between 250 and 275. The average monthly income is around Rs. 12,000/-. Hence, it was decided to improve the productivity by reducing the number of people required per yarn and the space needed. By doing so if at present three people are working on a warp, they can work on three independent warps at once in the same space and hence increase the productivity (Table 1).
In present operation, sizing is done horizontally where two sizers carry the brush along the length of the warp and a third person sprays the size paste.
A few models were designed.
-
Helical Design: In this design, the warp is loaded on helical structure and rotated along its axis. The brush is free to move in the axial direction but not in radial direction. As the helix rotates, the brush also moves in the axial direction. Once it reaches the end, it needs to be manually put back at the start position (Fig. 2).
Fig. 2 
Helical design
-
Circular Design: In this design, the warp is loaded on a circular structure and rotated along its axis with brush remaining stationary at the tangent of circle. The circular design could potentially reduce the number of workers to one. It would also decrease the load human must carry as the earlier brush was supposed to be carried along the way but now it can remain stationary with only minor adjustments being providers by the human (Fig. 3).
Fig. 3 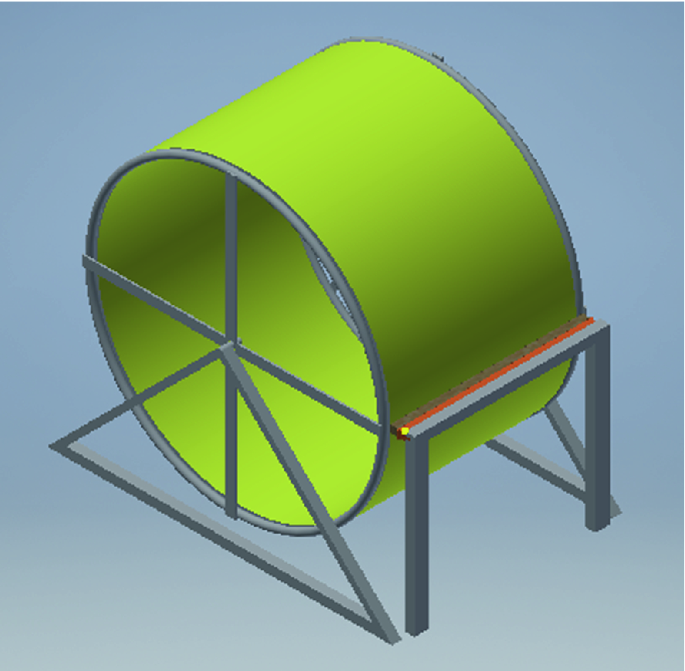
Circular design
-
Hexagon Design: This design is very similar to circular one except the warp is loaded on a hexagonal structure and rotated along its axis. This design was easier to manufacture than the circular one. However, the movement of brush needs to be such that it always remain in touch with the warp sheet. For that, cam mechanism was designed to give to and fro motion to brush (Fig. 4).
Fig. 4 
Hexagon design
-
Hexagon with brushing off the hexagon: This one contains improved brushing action. Instead of moving the brush, the warp was lifted off the polygon and stretched between two rotating pipes. The brush is located in the middle of these two pipes, so that warp always remain in contact with it (Fig. 5).
Fig. 5 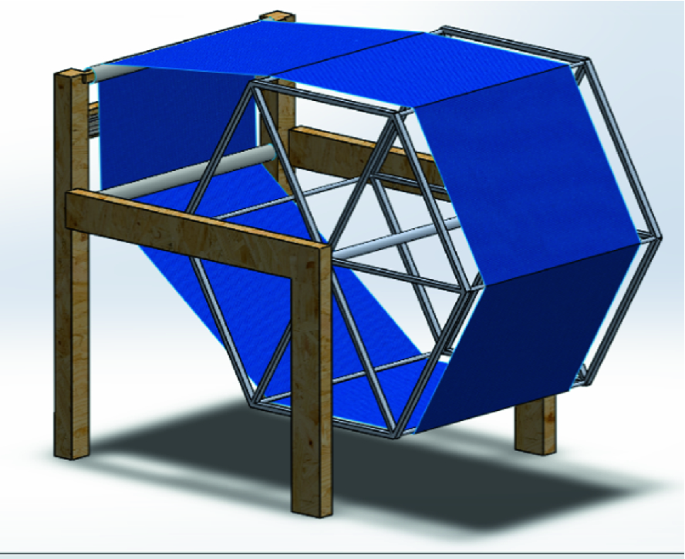
Hexagon with brushing off the hexagon




Drawbacks and Possible Problems with the Proposed Solution
One major drawback of the proposed solution is that the size of the design. It is 3 m in diameter, therefore, the structure cannot be above the ground as it will be interfering with the shedding of the workplace which at present is at about 1.5–1.8 m. Hence, either there would be a need to have a pit dug in the ground else the shedding be modified to a greater height. Digging a pit could lead to waterlogging during rains. However, the sizers have confirmed that most of the times the weather in Chirala is dry. Therefore, the waterlogging will not be a big issue and there would be no issues in digging a pit as several other operations such as warping and looming also require a pit for their infrastructure.
7 Validation and Testing of Solution
First step of validation involved verifying if in theory, this would solve the problem. After communication the idea with Trade union’s representatives and evaluating the productivity that would be achieved and the number of people involved per machine, it was validated that this would increase productivity.
7.1 Prototypes
Prototypes of a scaled version were made (1:3) to understand the operation modalities. In that, we realized the need to clamp the lease rods. Also, the potential problems of reversal of warp and unloading were realized (Fig. 6).

Prototype of circular design
Scaled prototype was made and hence the way the operation needs to be carried in the proposed solution was understood. After testing our designs for several times, we made a scaled version of Hexagon design in Chirala, where it was tested by local sizers for a few days, and they suggested some modifications. Several iterations have been made to our initial design and the process of product development is still going on (Figs. 7 and 8).

Prototype of hexagon design with off brushing

Testing of scaled model at Chirala by local sizers
7.2 Testing Done in the Textile Lab
Three samples were prepared by subjecting the yarns to sizing operation once, twice, and thrice. Some tests were done to examine the extent of sizing and quality of sized yarn. ASTM D2256 standard test was conducted on Instron machine to determine the single yarn strength. Gauge length was 250 mm and 10 readings were taken for each sample (Table 2 and Fig. 9).

Microscopic images of a unsized yarn, b sized yarn
As we can see, as we increase the number of cycles of sizing, addon % increases but Tenacity dropped. This phenomenon can be explained by coating and penetration part of sizing. Initially, when the yarn is dry, the coating is absorbed by the yarn, it gets to the core fibers, without much coating on the surface. This improves the inter fiber strength but doesn’t make the yarn smooth. As we keep on building an addon, more and more starch is added to the surface of yarn, making it both smoother and stiffer. This reduces the strength and the hairiness of the yarn. As we can see, the yarn sized with the traditional process has lower tenacity but excellent smoothness. They dilute the size paste with water, which adds the effect of pretreatment with water. This water prevents the excess uptake of starch into the yarn, thus giving desired smoothness and strength without much add on. If the number of cycles is increased, the same extent of sizing and weaveability can be achieved.
The results only show the impact of repetitions on the amount of sizing, but it depends on several other parameters as well, such that concentration of size paste, the speed of the sizing operation, weather conditions, etc. All these can be easily changed and optimized to bring about the required extent of sizing.
7.3 Impact on Chirala Cluster
It was established that it requires only two people per device to conduct sizing operation, which earlier needed 3–4 persons.
Although the time to carry out the operation heavily depends on external factors such as weather condition(rainy, sunny, cloudy, windy, humid) and size paste concentration, it was observed new design is much faster than the previous process as they do not have to stop to take rest in between. From initial trials, it was estimated that same extent of sizing can be achieved in ½–¾ time than the previous process.
This both factors will increase the number of sizing cycles done per day to 9–12 times, earlier they used to do only 3–4 such cycles.
Considering all these factors, we are expecting the productivity & revenue of one sizing shed to go up as high as 3–4 times of earlier.
Apart from that, a large impact of sizer’s health will also be there as in new design, several repetitive physical actions are removed such as
-
Lifting of heavy brush––Brush is stationary, doesn’t needs to be touched
-
Running to and fro across 15 m of length for 3 h––rotate the structure by a handle
-
Spraying stays the same, but constant running is removed.
8 Conclusion
The problem was brought to us by the trade union itself and we visited Chirala to better understand the problem and validate it. We discussed different approaches to solving it, viz., modifying supply chain, changing the chemistry of the sizing paste, and designing better tools. On the basis of some experiments and initial market research, we concluded that designing a machine is the best suitable option. Further, we evaluated different machine designs on certain parameters like ease of operation, ease in manufacturing, etc., to reach on the current prototyped model.
We are in constant touch with the trade union and always seek their viewpoint before finalizing some design. Constant product development is being done, various changes are being made as per sizers’ feedback.
References
Note on Handloom Sector. Ministry of Textile, Govt. of India, Dec 2015
India Handloom Sector—current status and importance. Yarns and fibers, Oct 2005
Chirala Handloom Cluster. http://www.indianhandloomscluster-dchl.net/Chirala/index1.asp
Ahmedabad Textile Industry’s Research Association. http://atira.in/RAndDOther.aspx
Dastkar Andhra NGO, Telangana. http://www.dastkarandhra.org/dastkar-andhra.htm
Nayak P, Rout TK, Shaikh S, Rajnikant (2007) Study and documentation of Banaras sarees and brocades. Textile Committee, Mumbai & Human Welfare Association, Varanasi
Study & Documentation of Balaramapuram Sarees & Fine Cotton Fabrics. Textiles Committee, Ministry of Textiles Government of India
Meher SK. Diagnostic study of Bargarh handloom cluster, Orissa State Handloom WCS Ltd
Acknowledgements
The authors wish to acknowledge the funding from Design and Innovation Translational Seed Grant, MHRD, Government of India. The researchers would also like to thank Mr. M. Mohan Rao and all the other members of Rashtriya Chenetha Jana Samakhya, Chirala for bringing forward this project and for providing all sort of support throughout the project. They have not only provided all the necessary information about various handloom processes but also arranged the authors’ stay in Chirala for research purposes several times. All the help from their side is greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Prajapat, K., Mukhopadhyay, S. (2019). Chirala Handloom Cluster––A Solution to Convert the Tedious Job of Street Sizing into a More of Efficient/Ergonomic/Easier Process. In: Saha, S., Ravi, M. (eds) Rural Technology Development and Delivery. Design Science and Innovation. Springer, Singapore. https://doi.org/10.1007/978-981-13-6435-8_21
Download citation
DOI: https://doi.org/10.1007/978-981-13-6435-8_21
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-6434-1
Online ISBN: 978-981-13-6435-8
eBook Packages: EngineeringEngineering (R0)