
Abstract
Machining performance monitoring is the utilization of different sensors to determine the condition of processes. Machine vision system has been used to monitor the state of both cutting tool and workpiece during turning process. The turning experiments on Inconel 718 material have been performed in a precision lathe using coated carbide cutting tool in dry conditions. Cutting tool and machined surface images were acquired using machine vision. Image features of machined surface and cutting tool were extracted by processing the images. Image features such as wear area and perimeter have been considered to characterize tool wear state; consequently, machined surface state was characterized by means of image histogram frequency. Further, trends have been plotted with image features extracted from both tool and machined surfaces. Results indicate that monitoring of turning performance could be effectively accomplished by plotted trends.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Metal cutting operations like milling, drilling, and turning play a significant role in today’s industrial production process. Lots of efforts have been made to automate condition monitoring system of machine tools; since it reduces idle time, production costs, and lower the scrap rate. A primary benefit of machine vision system is to facilitate condition monitoring of process. Machine vision-based monitoring involves the monitoring of certain machine elements related to machine tool while machining and the subsequent corrective actions could be taken prior to machine tool failure which is in a closed-loop control system.
The practicality of using machine vision system as investigated by Pfeifer and Wiegers [1] has proved to be advantageous, but integration of such measurement systems in industrial systems is under continuous scrutiny. For this to happen, quality of measurement results, tool handling, and advanced techniques of lightning for obtaining better images for different cutting tools have been presented as basic requirements. Li and An [2] have presented a micromachine vision system for automated monitoring of cutting tool status. Wear land area has been divided into segments by means of watershed transform. The gray values of entity pixel in each segment are then replaced with mean gray value of subsequent region. The sum-modified-Laplacian (SML)-focusing evaluation has been utilized to search focal plane using hill climbing algorithm. To segment every region of tool wear, they have implemented an adaptive Markov random field (MRF) algorithm. Finally, results show that these algorithms could enhance robustness and accuracy of proposed system. Fernandez-Robles, et al. [3] have developed an automated insert breakage monitoring system using machine vision. The developed system is capable of detecting inserts breakage automatically during end-milling operation. Garcia-Ordas et al. [4] have reported an approach to classify the wear levels of cutting tool. Shape descriptors are extracted from the tool wear image using machine vision and machine learning techniques. The dataset with more than 200 tool wear images were created to assess proposed approach. Luk et al. [5] have developed a technique for surface roughness assessment using microcomputer-based vision system. To derive a roughness parameter, they have adopted a vision system capable of analyzing the pattern of scattered light from the surface. In the current study, a new machine-vision-assisted monitoring technique is employed to monitor performance of turning process in terms of cutting tool and workpiece status through processing the image features.
2 Experimental Details
Due to the extreme toughness and work-hardening characteristic of the Inconel 718, the problem of turning this alloy is one of growing magnitude. The experiments have been conducted for 450 rpm speed, 0.2 mm depth of cut and feeds considered are 0.05, 0.06 and 0.07 mm/rev. The chemical compositions of Inconel 718 materials are mentioned in Table 1. Nikon D-90 digital camera used to acquire images of cutting tool and workpiece. Table 2 gives the specification of Nikon D-90 digital camera.
3 Performance Monitoring
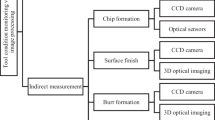
Performance monitoring could be carried out by capturing the information given by cutting tool and the workpiece. Flow chart of performance monitoring using image processing is as shown in Fig. 1.

Flow chart of performance monitoring using image processing
A series of tool images and corresponding machined surface samples are taken during performance monitoring in turning nickel-based super alloys is as shown in Fig. 2. The initial status of both tool and workpiece is as shown in Fig. 2a, which corresponds to the original unused state. With usage, the tool worn out and hence produces unacceptable, deteriorated machined surface as shown in Fig. 2d. It is also observed that worn tool causes irregularities such as microparticle deposits and feed marks on machined surface are as shown Fig. 2b, c.

A series of tool images and corresponding machined surface samples are taken during performance monitoring in turning nickel-based super alloys (Speed = 450 rpm, DOC = 0.2 mm and feed = 0.07 mm/rev)
3.1 Characterizations of Cutting Tool Wear Using Image Processing
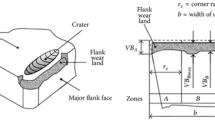
Machine vision system was utilized to capture cutting tool images, and processing of acquired images was done using view flux software. Extraction of image feature that accurately characterizes the tool wear state is made, i.e., wear area and perimeter. Wear Area = Area of the cutting tool wear region, the number of pixels within the wear region as shown in Fig. 3.

Wear area and perimeter of cutting tool image
3.2 Machined Surface Characterization Using Image Histogram
Histogram of an image is defined as the graphical depiction of gray-level intensity variations as per the roughness of the machined surface. Left side of image histogram represents smaller intensities, and right side represents large value of intensities. To monitor the machined surface roughness, right side of histogram is preferable as the metal surface exhibits high reflectivity and hence gray level 125 has been considered as reference point to compute the histogram frequencies. In Fig. 4, smooth-machined surface having surface roughness Ra = 0.5 µm, gray level 125 approximately having frequency 600.

Histogram of machined surface of initial run having Ra = 0.5µ, with the speed 710 rpm, feed 0.05 mm/rev and depth of cut 0.2 mm for Inconel 718 material
4 Result and Discussion
Machine vision parameters could be used as performance indicators. Progressive wear studies and their effect on surface roughness have been carried to assess their role as a factor of increasing tool wear state. The tool wear status is characterized in terms of machine vision features such as wear area and perimeter. The machined surface characterization has been done in terms of machine vision and traditional stylus method such as image histogram frequency and Ra. Performance of machining is monitored in terms of surface finish obtained which varies with respect to the status of the tool. In order to keep track of this machining process, the tool status is as important as that of keeping track of the machined surface. Both the tool and the machined surface of the workpiece carry the information about overall performance of the turning process. Hence, monitoring both the cutting tool and machined surface status at the interaction zone, which is called as performance monitoring, is a key to obtain the desired state of the machining process. Tool status is being evaluated in terms of run-in-wear, steady wear, and rapid wear. Work status is evaluated in terms of surface roughness.
It is clearly observed from Figs. 5 and 6 that machine vision features such as wear area and perimeter follow the trend till the measured flank wear of 0.3 mm. As the flank wear measurement crosses 0.3 mm, due to rapid wear of the tool, the values of the measured features increase drastically. Since the behavior of the measured features follows the established trend, the features themselves are potentially dependable information carriers of performance status during machining of Inconel 718 work material using coated carbide inserts.

Wear area versus machining time for Inconel 718 material

Wear perimeter versus machining time for Inconel 718 material
Increase in feed rate increases the interface between tool and work material. This causes more friction and hence more heat is generated. Increase in cutting force and temperature leads to the formation of microwelds at the interface which decreases the strength of the cutting edge. This phenomenon occurs even at relatively low spindle speeds of about 280 to 450 rpm. Reduction in strength leads to plastic deformation and built-up-edge formation, as a result increasing tool wear area and perimeter. As the speed further increases, the BUE gets dislodged and the process continues and flank wear thus increases to intolerable levels.
Image histogram frequency presents machined surface status in terms of surface roughness as depicted in Fig. 7. The image histogram frequency plots at different feed rates are observed to be almost constant until the flank wear of 0.3 mm and beyond which they dropped to alarming levels indicating the deterioration of machined surface roughness. Arithmetic mean of surface deviation, Ra, captured using stylus method has been adopted to ascertain the surface roughness. By observation, it is inversely related to the image histogram values. Ra has been plotted against machining time as shown in Fig. 8. Beyond flank wear of 0.3 mm, Ra increases rapidly more or less at the same instance at which the image histogram plot drops.

Histogram frequency versus machining time for Inconel 718 material

Ra versus machining time for Inconel 718 material
Image histogram frequency of the machined surface plays a major role with respect to tool status measured in terms of wear area as is evident from Fig. 9 for different conditions of machining. When the measured flank wear is beyond 0.3 mm, the image histogram values drops, termed as last values, indicating the tool unworkable life. Wear area and flank wear are higher at feed of 0.07 mm/rev than 0.05 mm/rev and 0.06 mm/rev. The wear area of the insert grows faster at 0.07 mm/rev, and the generated surface is very rough. The same trends have been observed for all considered cutting conditions.

Correlation of histogram frequency and wear area progression with machining time for Inconel 718 material
5 Conclusion
The tool status has been assessed through the machine vision image features: wear area and perimeter and simultaneously the machined surface roughness is monitored through machine vision image feature: the histogram frequency. The performance parameters such as wear area, perimeter, and histogram frequency record higher values when the feed of 0.07 mm/rev. The tool tends to wear less at lower feed due to reduced component forces, reduction in chip-tool contact time thereby leading to reduced temperature and stresses acting on the tool. Flank wear alone is not the only dependable information carrier of surface roughness. Also notch wear and crater wear which occur as a result of increased friction at higher speeds and feeds are major components in causing variations in surface roughness.
References
Pfeifer T, Wiegers L (2000) Reliable tool wear monitoring by optimized image and illumination control in machine vision. Measurement 28:209–218
Li L, An Q (2016) An in-depth study of tool wear monitoring technique based on image segmentation and texture analysis. Measurement 79:44–52
Fernández-Robles L, Azzopardi G, Alegre E, Petkov N (2017) Machine-vision-based identification of broken inserts in edge profile milling heads. Robot Comput Integr Manuf 44:276–283
Garcia-Ordás MT, Alegre E, González-Castro V, Alaiz-Rodriguez R (2017) A computer vision approach to analyze and classify tool wear level in milling processes using shape descriptors and machine learning techniques. Int J Adv Manuf Technol 90:1947–1961
Luk F, Huynh V, North W. Measurement of surface roughness by a machine vision system. J Phys E Sci Instrum 22(12)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chethan, Y.D., Ravindra, H.V., Krishne Gowda, Y.T. (2019). Machine-Vision-Assisted Performance Monitoring in Turning Inconel 718 Material Using Image Processing. In: Sridhar, V., Padma, M., Rao, K. (eds) Emerging Research in Electronics, Computer Science and Technology. Lecture Notes in Electrical Engineering, vol 545. Springer, Singapore. https://doi.org/10.1007/978-981-13-5802-9_80
Download citation
DOI: https://doi.org/10.1007/978-981-13-5802-9_80
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-5801-2
Online ISBN: 978-981-13-5802-9
eBook Packages: EngineeringEngineering (R0)