
Abstract
We have demonstrated a method for crack-free machining of groove in sapphire by using a CO2 continuous-wave (CW) laser under water. A sapphire wafer with a thickness of 1 mm is immersed into the water with 1 mm beneath the water surface. The effect of laser processing parameters on the jagged edge size and groove depth has been analyzed by tuning line-to-line spacing ranging from 0.006 to 0.1 mm as well as scanning speeds from 5 to 80 mm/s. As the decreasing of line-to-line spacing and the increasing of scanning speed, the jagged edge size reduces. The groove depth is deeper as the increasing of line-to-line spacing and scanning speed. Since underwater laser machining reduces substrate defects originated from heat accumulation from the laser, a groove without recast layer and cracking could be formed in sapphire wafer. The achieved groove in sapphire shows potential application for optical fiber sensing in harsh environments and microfluidic channels in corrosive solutions.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
The machining of groove in sapphire has broad application prospects in many fields [1]. Particularly, in optical fiber sensing, the formation of groove can be used as a Fabry–Perot cavity that has been shown to be highly sensitive to temperature and pressure [2], especially in high temperature environments. Since sapphire is an extremely hard and corrosion-resistant crystal with a melting point of over 2000 ℃, the machining of groove in sapphire shows great potential in harsh environments and provides the possibility for the application of microfluidic channels in corrosive solutions. The processing of such material by picosecond and femtosecond ultrashort pulse lasers shows high photon loss and low material removal [3]. In contrast, sapphire has a high absorption coefficient of 95% for a CO2 laser emitted at 10.6 μm [4]. Meanwhile, CO2 laser underwater machining has been found to result in reducing substrate defects such as recast layer and cracking that are typically found in machining in air [5].
In this paper, the effect of laser processing parameters on the jagged edge size and groove depth is analyzed by laser machining in sapphire wafer with different line-to-line spacing and scanning speeds. The achieved groove in sapphire shows potential application for optical fiber sensing in harsh environments and microfluidic channels in corrosive solutions.
2 Experimental Investigation
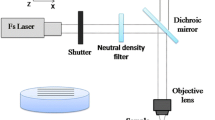
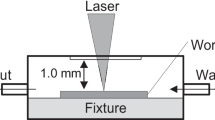
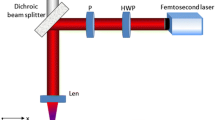
The experiment setup for CO2 laser underwater machining system is shown in Figure 1a. It consists of a computer-controlled CO2 CW laser associated with an x-y galvanometer beam scanner and a sample container with water. A 53 × 25 × 1 mm sapphire wafer is immersed into the water with 1 mm beneath the water surface. A groove with a diameter of 3 mm is machined into the sapphire. Figure 1b illustrates the interaction between CO2 laser, water and sapphire wafer.

a Schematic diagram of experimental setup for underwater machining of sapphire, b interaction between CO2 laser, water and sapphire
Figure 2 shows the micrographs of the jagged edge morphology with line-to-line spacing ranging from 0.006 to 0.1 mm. As the distance between the lines decreases, the overlap rate of the spots on the edge increases and the jagged edge reduce. The jagged edge morphology with scanning speed ranging from 5 to 80 mm/s is shown in Fig. 3, which indicates that the jagged edge size reduces along with the decreasing heat accumulation induced by speed increasing.

Micrographs of jagged edge morphology at a line-to-line spacing of a 0.1 mm, b 0.04 mm, c 0.01 mm, d 0.006 mm. Scale bars are 100 μm

Micrographs of jagged edge morphology at a scanning speed of a 80 mm/s, b 50 mm/s, c 10 mm/s, d 5 mm/s. Scale bars are 100 μm
Figure 4a plots the groove depth measured by 3D Optical Profiler (S neox) under different spacing. As the spacing becomes smaller, the thermal accumulation in unit is higher so that and the depth of groove is deeper. The groove depth under different scanning speeds is shown in Fig. 4b. The increase of the material’s removal rate caused by the extension of the machining time which is resulted from the speed decreasing, deepen the groove depth eventually.

Groove depth under different a line-to-line spacing, b scanning speed
3 Conclusion
In summary, we realize the CO2 laser underwater machining of grooves in sapphire and investigate the influence of line-to-line spacing and scanning speed on jagged edge size and groove depth. The achieved groove in sapphire shows potential application for optical fiber sensing in harsh environments and microfluidic channels in corrosive solutions.
References
Griffin BA, Mills DA, Schmitz T, Sheplak M (2011) A sapphire based fiber optic dynamic pressure sensor for harsh environments: fabrication and characterization. In: 49th AIAA aerospace sciences meeting including the new horizons forum and aerospace exposition. AIAA, Orlando, FL, USA, pp 4–7
Yi J, Lally E, Wang A, Xu Y (2011) Demonstration of an all-sapphire Fabry–Pérot cavity for pressure sensing. IEEE Photon Technol Lett 23(1):9–11
Juodkazis S, Nishimura K, Misawa W (2007) In-bulk and surface structuring of sapphire by femtosecond pulses. Appl Surf Sci 253(15):6539–6544
Zhang W, Guo Y, Yan F, Gao T (2016) Study on thermodynamics damage characteristics of sapphire from CW Laser. Aero Weaponry 41(2):52–55
Yan Y, Li L, Sezer K, Wang W, Whitehead D, Ji L, Baob Y, Jiang Y (2011) CO2 laser underwater machining of deep grooves in alumina. J Euro Ceram Society 31(15):2793–2807
Acknowledgements
This project was funded by National Key Research and Development Program of China (2016YFF0100600); National Natural Science Foundation of China (Grants 61735009 and 61422507).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Huang, L., Xiao, L., Pang, F., Liu, H., Zeng, X., Wang, T. (2021). Groove in Sapphire Machined by CO2 Laser Under Water. In: Xu, L., Zhou, L. (eds) Proceedings of the 8th International Multidisciplinary Conference on Optofluidics (IMCO 2018). IMCO 2018. Lecture Notes in Electrical Engineering, vol 531. Springer, Singapore. https://doi.org/10.1007/978-981-13-3381-1_6
Download citation
DOI: https://doi.org/10.1007/978-981-13-3381-1_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-3380-4
Online ISBN: 978-981-13-3381-1
eBook Packages: EngineeringEngineering (R0)