
Abstract
The Stuttgart region is a very prosperous area. The economical backbone of the region is the production of industrial goods. The globalization is a trigger for changing economical dependencies. Industrial processes are changing because of the new challenges. Digitalization is a current topic which has huge influence on economical procedures. A main topic in this context is the German initiative “Industry 4.0”. New ways of thinking have a great impact on the way manufacturing is done and the digitalization opens up new possibilities. Current discussions on sustainability are influencing the economic thinking heavily. The importance of sustainable development with respect to environment and climate becomes more and more obvious to everybody. The climate conference in Paris was finished with a consensus of all present parties. Every important economic nation has a common sense on climate targets nowadays. Reasons for that are manifold, e.g. limited resources and huge amount of emissions. Nevertheless, society will only accept limitations, without a reduction of living quality. Based on that, it is necessary to implement a new procedures in existing structures. Additionally, it is required to implement changes without reducing economic potentials. The approach of symbiosis can support these developments. However, technology is a required extension to reach the target of sustainability. In this chapter, different views are discussed to facilitate long-term development. The first view is a holistic view. The idea of creating a symbiosis between enterprises in an industrial estate is easy to realize. On one hand the enterprise manager are able to shape the collaborations, and on the other hand the local administration is able to support the approach with small efforts. Besides the sustainable development of industrial estates the companies need a strategy for their own development. A development path towards urban manufacturing is helping the management of companies to create a strategy. A concrete step-by-step approach is the base. Additional technological drivers are analyzed in their capability of supporting sustainability.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others



Keywords
- Urban manufacturing
- Industrial symbiosis
- Sustainable industrial development
- Additive technology
- Long-term improvement
The Stuttgart Metropolitan Region is situated in the center of Baden-Wuerttemberg (see Fig. 3.1). This federal state is economically the most powerful area in Europe. It creates 3 percent of the economic value in the European Union [1]. The economic potential is mainly based on producing goods for industrial purposes, such as machines, process technology and automotive parts. Based on the generated turnover, companies in these fields are contributing around 80% of the total economic value in the production sector [2]. The companies in Baden-Wuerttemberg are mainly small to medium sized enterprises additionally a high number is still family-run.

Map of Baden-Wuerttemberg region (left), Stuttgart Metropolitan Region (middle), Stuttgart city (right)
Coming to Stuttgart Metropolitan Region a main focus lies on automotive products either cars or supply parts and products. In Stuttgart city and its surrounding which can be called Stuttgart Metropolitan Region live more than 2.7 million people [3]. The high density of people and the widely spread industrial areas of different sizes generate a high amount of commuters. The economic power with its potential for wealth and jobs let increase the value of all living areas in Stuttgart Metropolitan Region. Additionally, Stuttgart was rated number one for its richness in cultural possibilities of all Metropolitan Regions in Germany [3]. The Stuttgart Metropolitan Region is also seen as High-Technology location. The reason is the high amount of headquarters and big production and research location of multi-national companies with technical products. Well-known are Daimler, Bosch, Porsche, IBM, HPE and Hewlett Packard. Characteristically is the mixture of global companies and highly innovative medium-sized companies. Innovation and research is well integrated in the Metropolitan Region. With a high number of universities and universities of applied science and world-known research institutions (5 Fraunhofer-institutes, 2 Max-Planck-institutes and 6 institutes of DLR, plus others) the region has a high potential for innovative research and development in technology, products and services [4].
Stuttgart Metropolitan Region is also well located in Europe. The east-west-connection is directly passing the region. Transportation connection to train and roadway is existing. A main connection is coming from London, via Paris, passing Stuttgart Region towards Istanbul via Munich, Vienna and Budapest. This is an additional advantage of the region which has an influence of the economic potential of the region.
Digitalization and Industry 4.0 is changing the way of performing business of German companies in the global economy. The distribution of information and data is increasing. The high competition of companies globally leads to new production methods and new products which can be customized faster and more efficient. The new technology has an impact on business processes and requirements of customers.
Locations of industrial production and living have short distances. Additionally it is common sense that sustainability is increasing in importance. Companies in Germany have already integrated the mindset for sustainability in their strategies because legal regulation force them to do so. However, the potential can even be extended when all entities in an industrial estate collaborate and use optimal technology. In this chapter it is presented how a framework for collaborative long-term development could be designed. It is presented how an implementation could be done on different levels of detail. This framework is currently tested in different industrial areas in the Stuttgart Metropolitan Region and Baden-Wuertemberg. As stated the distance between living and industrial manufacturing zones is decreasing which requires new ways of processing.
The presented work is structured in three sub-chapters. The work provides an insight on current ongoing changes. A transformation process is started and based on this, a study is presented which is currently in an evaluation process and its implementation in the Stuttgart Metropolitan region.
The first sub-chapter presents a way, how industrial estates can be transformed towards sustainability. It is presented which methods can be used to support the transformation process under respect of strategical guidance. Based on the size and capacities of the industrial estate, approaches of different detail and complexity are provided. The approaches guide not only the transforming companies itself but also their partners in the network. The approach will help to identify suitable partners and ease the matching for cooperation. The long-term orientated creation of networks is supporting sustainable links with a high potential to reduce negative effects without reduction of economic power.
In the second sub-chapter an approach for enterprise-internal transformation is explained. Starting as conventional production enterprise a way for sustainable manufacturing is presented whereby different areas have to change. The development path presented, is supporting the strategic change process. With simple steps in different fields, the companies are supposed to reach the target stage easier. The target stage is depending on the size and power of the company and can be defined freely without regarding boundary conditions.
Lastly in the third sub chapter, Additive Technology is presented with regard to a total change in production processes. Furthermore, the new technology supports sustainability aspects because there are huge potentials in reduction of used material, reduction of waste, energy efficient processes and less effort in adaption of processes even with big a variety of products. Nevertheless, the new technology requires a change in mindset and an adaption in processes. It is presented what areas in the value creation process are influenced by the changes. An insight on use-cases is completing the overview of the additive manufacturing.
1 Long-Term Oriented Holistic Development Towards Sustainability
Many influences enforce companies to rethink their doing in business. A main influence is the request for sustainability by customers. On the one hand all processes can be analyzed to find improvement potential. The focus of improvement is mainly reduction of resources and energy. Nevertheless, this can be broaden by a perspective on the employee. However, these improvement potential is mainly short-term driven. Therefore, an improvement is require which supports a long-term development towards sustainable processes, performance and thinking. The location and its surrounding are important to have supportive base.
1.1 Change in Location Selection and Company Settlement
The development of company locations has often been a decision based on individual interests of the company management and/or the owner. Society is changing, based on that processes for location identification and development have to be revised and adapted. Furthermore demands for sustainability are growing.
1.1.1 Sustainability as Core Element During Transformation
Sustainability and the associated long-term view are becoming increasingly important. In particular, the efforts in the area of climate protection, such as the Paris Conference [5], show the importance.
According to Chertow, the effective path to sustainability with value added in industrial eco-systems (see Fig. 3.2) is possible [6]. Within the industrial ecosystem, three main fields of activity—within the organization, between organizations and overarching relationships—are identifiable. In each of these fields of action, individual levels of action need to be placed which contribute to the sustainability of value creation.

Sustainability as a development driver [6]
The sustainability within an organization is decisively determined by the strategy of the company management. In the strategic orientation, goals and measures for the organization as well as employees are determined. This field is being put into focus by companies, in particular as a result of guidelines and requirements from regulatory bodies or customers. Within the scope of the concept study, only a subordinate focus is placed on this field of action.
The establishment of sustainable processes between organizations is more difficult since the internal strategy of the different parties is not always congruent or similar. Therefore, in addition to bilateral links between companies that can successfully fulfill the symbiosis of their own interests, multilateral links are needed. Since the structures for the local compositions of manufacturing companies are diverse, methodological approaches for the creation and maintenance of multilateral symbioses are necessary. This area is the focus of the concept study.
More extensive relationships and links are addressed by approaches for circulatory systems. The complexity of this mechanism differs significantly from localized systems. The consideration of sustainability is necessary, but it will not be the focus of this study.
Taking the approach of Chertow as basis for the study, the concept study can be depicted as shown in Fig. 3.3. The focus is on the analysis of company internal processes and regional relations. As a system, the direct environment of companies is subjected to a detailed analysis. The focus is on the company settlements, which are classified according to BauNVO as commercial, industrial and mixed areas with a high commercial share [7].

Levels of analysis for implementation of sustainability (with local interdependencies, in direct surrounding of company, within the company—increasing degree of detail)
1.1.2 Manufacturing Companies in the Context of Sustainability
Industrialization is one of the triggers for climate change on the planet, which is largely accepted by government representatives. Based on this knowledge, an agreement [5] of 170 countries has been signed at the 21st World Climate Conference in Paris in 2015. The aim of this agreement is to limit CO2 emissions in the long term to a level that is compatible with the environment [8]. Within the framework of further negotiations, such as the “Conference of Parties” in Marrakech in 2016, the partners of the Treaty will present national targets. These goals will locally lead to new requirements and regulatory frameworks, since the objectives are to be regularly checked for realization status. If companies and processes in manufacturing companies are considered, it becomes clear that approaches to resource and energy efficiency alone will not be sufficient. Due to the already existing environmental requirements, a large number of approaches are currently being implemented fully or at least partly. Collaboration between different stakeholders and a symbiosis of these partners will be necessary as they are already established in individual sectors in order to meet the requirements in the long term [9, 10].
For companies, it is therefore increasingly important to deal with the required production factors in the future and to use them optimally. Efficient use is not always possible. Therefore the understanding of one’s own processes with the associated input and output becomes more important. A suitable modeling as an abstraction helps managers in companies to optimize the throughput (see Fig. 3.4). In order to carry out potential optimizations, it is necessary to know about these dimensions. In addition to the optimization of the throughput, potential users or interested parties can be identified for undesired output in order to establish possible links. These approaches allow the creation of small circulatory systems, which already offer great potential for resource efficiency. Through appropriate IT-support and tools, digitization can help create the required transparency and the complex control mechanism.

White box model of a company with focus on sustainability
For the possible transformation processes, material, technology, energy, water, data, and human are central areas of interest in the context of resource and energy efficiency. The consideration of energy transformation already results from the efficiency efforts with regard to energy. Resources are to be understood as material, but also water and human beings are part of it. Water should be considered as a particularly important substance, as the global scarcity is to be taken into account in the context of sustainability efforts [11]. In the long term, this general scarcity could also create difficulties for companies [12]. In the context of value creation, people are often grouped together as a resource, which cannot longer be justified by the changes caused by digitization. Humans will less and less take up the task of production, instead takes agile decisions and exploits his creativity as a potential [13]. In the productive sector, new technology and data are also components which are becoming increasingly important for increasing efficiency and sustainability [14].
1.1.3 Transformation of Industrial Estates Under Respect of Sustainability
Through the publication of the Athens Charter, Le Corbusier created the basis for modern urban development, which envisaged a separation, from individual functional areas [15]. This is how to separate areas for work and living. Although the Charter of Athens is currently regarded as failed, some principles, especially sociological demands, are still anchored in current urban development, as is the distance from industry to housing. A further principle laid down in the Charter can now only be described as partial—subordination of private interests to Community interests [16]. The growing individualization of the individual’s requirement for product, work and housing prevents it from addressing this principle in an appropriate form.
If business settlements are considered, a life cycle (see Fig. 3.5) becomes clear. The operator or owner starts with the planning. During this period, objectives, methods and approaches for the following periods are defined. After the planning, in part already during the planning, the development is started. In doing so, concepts are created that prepare the available surfaces based on this. After the development, the acquisition of business can be built up or filled with life by the acquisition of users. The start-up process is difficult to separate from the plant, especially in the initial phase, since the processes run parallel for some time. All surfaces are used during operation. In operation, the optimal fulfillment of the user is the main focus. After the operational phase, which can be successful over many decades, the needs and requirements have to be re-analyzed. In this way, dismantling and conversion of existing infrastructure, utilization behavior and need are identified, which require a new planning or adaptation of the objectives. This starts the circulation [17] from the front.

Generic life cycle of an industrial estate
The focus of the concept study is the period between high development activity and operation. For here, the settlement is always repeated, which is to be described with development and structure. This phase in the life cycle is so interesting, since there is a great potential for shaping the basic conditions. If the goals and methods for the appropriate design are established, expenses in the operating phase are less critical. The company stands, in particular, for the iterative continuous optimization, in order to realize goals and visions or simply to fulfill legal regulations.
In the context of resource-efficient and sustainable developments, company settlements are often referred to as eco-industrial parks. These company settlements can be subdivided into three types, which can be executed either as a new “Greenfield Development” or “Brownfield Development” portfolio development [18].
-
Industrial Complexes—Industrial complexes are defined as spatially limited areas that contain industrial production processes. There is close chaining or coupling in the processes. Usually the use of material is low, but the processes are connected with enormous energy expenditures.
-
Mixed industrial parks—Due to the locally limited settlement of companies, many SMEs as well as larger companies, mixed industrial parks can be defined and marked. The links between the companies are low, which is also reflected in the low chaining of production processes.
-
Industrialization—An industrialized region is a spatially distributed enterprise group. Although the companies are usually assigned to different sectors, they have certain specializations, as are customary in clusters.
1.2 Methodological Approach and Development for Creating Synergistic Relationships
The complexity of creating synergies is not easy to master. Because the more complex relationships become, the more difficult it is for the user to draw the conclusions correctly. Because with increasing complexity and consideration of possible interactions, influences of individual factors in relation to other factors can no longer be described by simple causalities.
According to Romero and Ruiz an adaptable scaffold is needed for the modeling and operation of an eco-industrial park [19]. Only with appropriate modeling it is possible to assess changes and to assess their impact. The aim of the methodological approach is to establish and establish relationships and symbioses between the partners involved within commercial space. Existing loose relationships should be systematized and new relationships created. The aim of these relationships is to optimize the supply and the output in the long term. These are possible reductions resulting from the sharing and further utilization of the output of other parties within the commercial space (see Fig. 3.6).

Interactions to optimize the input and output of the overall system (based on 19)
1.2.1 Focus Area—Life Cycle of Industrial Estates
The selection of locations in the company usually takes place according to a clearly structured process. These location decisions are also becoming more and more important for companies in global competition. In particular, the optimal alignment and design of a production network or embedding in existing networks is crucial. Systematic decisions on site selection and development are described by Reuter and Prote and record the procedure within the selection process [20]. This is described with 5 steps (see Fig. 3.7). For the development of symbioses between participants within a business establishment, the period of observation is usually after step 4 or the settlement has already taken place.

Five phases of systematic site selection [16]
These resulting states are significantly different. The analysis of these scenarios in consideration, selection of measures and long-term development will be analyzed and results are derived.
1.2.2 Model for the Creation of Complex Symbiosis
The high complexity of the modeling of interaction relationships is best realized through understanding. For this purpose, iterative pitfalls are used in the question, which allow even less experienced users to develop an understanding.
In order to be able to adapt the interaction models to the local specifications, a rough selection of potential stakeholders is necessary. This should be made possible by simply assessing the suitability of various potential stakeholders.
The approach provides for three levels with increasing level of information and increasing complexity with regard to networking and dependencies.
The first step is to match companies with the area. This is to distinguish unsuccessful or synergistically incompatible companies from potentially good symbiosis partners. Thus, an extensive reduction of possible combinations can be realized in the first step. To this end, the companies and the commercial space have to be structured by means of a transparent and objective classification approach in order to realize the allocation by means of a suitable assessment approach in order to address the next detail level.
In the next detail level, the company settlement is viewed as a collection of individual companies and thus a further selection for the optimal composition is supported. The desired selection of suitable partners should be supported by means of an abstraction model. Based on the Congruence model for the strategic management of organization is an adaptation [21]. This abstraction model is the basis for the assessment of matching. The congruence model consists of four main areas, which can be named as strategy, input, mechanisms and output. These main areas agglomerate individual factors or factor groups that influence the core in the Congruence model. For the development of interactions with symbiosis, the manufacturing company should be investigated, using the abstraction model. In addition, the company resettlement itself has to be regarded as a stakeholder with a specific congruence model approach.
In the third level of detailing, an interaction model is adapted from the determined data and findings and thus individualized for the application area. The objective is clear that companies are optimally represented in terms of their interaction potential.
On this basis, the assessment of matching as well as the derivation of possible measures for optimization are carried out. This assessment can be used in the long term based on the created interaction model. For this purpose, an adaptation of the implemented values and dependencies is necessary on a regular basis in order to adjust the actuality of the model to current circumstances.
-
Analysis and classification of commercial estates
The environment can be described by subsystems. According to Wiedemann, the urban environment—regions in which life and work are carried out with a small distance from each other—can be reduced by nine relevant subsystems [22]. The relevant subsystems are
-
Production systems (production agglomerations)
-
Culture
-
Environment
-
capital
-
residents
-
infrastructure
-
Shops and services
-
Knowledge/education and training
-
Information and communication
Based on these relevant subsystems, a further reduction and adaptation is possible for the company settlement. There is a summary of the subsystems inhabitants and knowledge of employees. This is because only a part of the company can be used simultaneously. The integration of knowledge into the subset of employees is based on the assumption that knowledge is introduced by the employee into the company or is transferred to it from outside. Capital is generally important, but it is a subordinate part of the company settlement, since the fiscal-political links are to be considered only marginally. If the location is selected by site analysis, fiscal conditions have already been analyzed. For the commercial space, the transformation involves financial expenses, the source of the funds being dependent on the organizational form. Culture is a relevant commodity for society, but there is no direct link to company settlements. Therefore, culture is not analyzed and integrated as a separate subsystem (Fig. 3.8).

Subsystems of relevance for industrial estates
There are relationships between all remaining subsystems. Depending on the intensity of the characteristics of individual sub-systems, a classification of commercial space appears to be useful (Fig. 3.9).

Assessment factors for subsystems
The potential dimensions, which can have an influence on a classification, are manifold. This diversity, however, makes the consolidation and the related relationship difficult. A reduction of the dimensions to the essentials is therefore the goal. For the classification of the commercial space, five dimensions are identified that allow consolidation with sufficient diversity. The dimensions can be described as follows:
-
Connection to urban centers (see Fig. 3.10),
Fig. 3.10 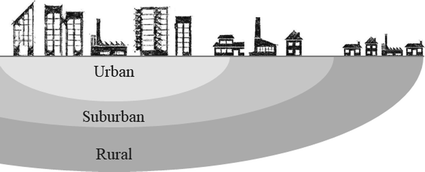
Spatial connection and distance to centers

Urban cities that are classified as central, suburban regions are the wider surrounding around these centers and rural are all other regions that have increased distances to the centers.
-
Area utilization intensity (see Fig. 3.11),
Fig. 3.11 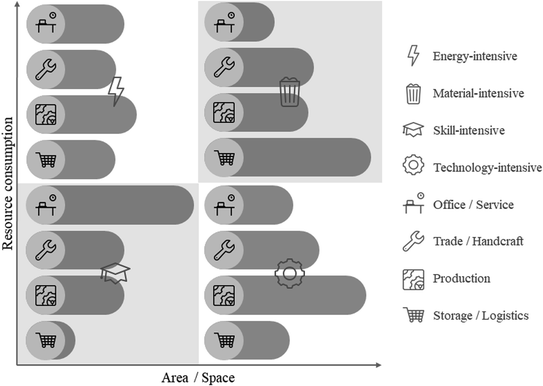
Land use intensity related to the technical-economic classification

The area utilization intensity describes how strongly a limited area is continually loaded by people. There can be many people on a very small area, then the area per employee is very small. If there are only a few people on a large area, the area per employee is large. Consideration is given to the total available net area for the work.
-
company types according to technical-economic classification (see Fig. 3.11),
Companies can be classified technically and economically. The processes implemented in the company are considered. If the processes are associated with high energy consumption, the company is energy-intensive. If a large number of raw materials or large quantities of material are processed in the company, material intensive is the respective term. In processes with a high proportion of intellectual input and the need for highly qualified employees, these are knowledge-intensive and/or person-intensive. Processes that are characterized by high technology quality or a large number of systems, technology is intensively assigned.
-
Control structure (see Fig. 3.12) and
Fig. 3.12 
Control structure (left: centralized, right: decentralized)

The two extreme forms of the decentralized control and the central control system exist in the control system itself. In the case of decentralized control, all stakeholders are equally entitled and implement their own goals. One of the stakeholders can be in the de-central structure of the surface developers themselves. As a result of the ownership conditions, he is no longer in a position to influence other stakeholders. The central control structure has a superior stakeholder. This can be the owner of the whole area and the other parties have rented their land exclusively or an operator organizes the type of use of the areas in the settlement area. The central control system has the advantage of being able to influence the development stronger. On the other hand, the central organization does not always guarantee the optimal creation of symbiotic relationships, since not all dependencies are always clear and transparent.
-
Special features of the supply.
In the simplest case, the commercial areas all have the same offer and offer similar facilities. Only the connection and the access to traffic infrastructure is specific to the location. Independently, there are many commercial settlements, which are distinguished by an additional offer. For example, in some locations, there are non-technical services, such as childcare, catering services or special counseling services. In many cases, however, technical services such as the provision of a computer center, building maintenance and facility management or energy from regenerative energies, infrastructure for electro mobility or energy storage are also highly developed. All these services, which are both centrally organized or provided by individual service providers, increase the supply on site.
Based on an analysis of the commercial settlements in Baden-Württemberg, a classification of settlements has been made. Five basic shapes are possible, which can be further specified with the corresponding design. Each of the basic forms has a certain appearance in the identified six subsystems (Fig. 3.13).

Characteristics of the subsystems in comparison of basic form of industrial estate
-
Office
In the basic form of office, there is a great use of office and service facilities. These areas have a relatively high density of employees. Furthermore, services and services are more in demand and the requirements are higher. In infrastructure, particularly person-related criteria are paramount.
-
Manufacturing
Manufacturing subsumes all areas that are increasingly characterized by manufacturing companies. The density of the employees is medium. Complex requirements are placed on the infrastructure, since, on the one hand, the movements of goods and materials must be reconciled with the additional demands on capacity and/or person-related requirements. Possible services are much more complex to identify, as the utilization of individual offers is significantly more demanding.
-
Hub
Areas that are increasingly developed for goods handling or the storage of products and goods are defined as a hub in the basic form. The infrastructure of these areas is subject to requirements with regard to the connection and heavy load traffic. Furthermore, the density of employees is relatively low, which also has an impact on the services and services.
-
Innovation
In the case of innovation, the use of office and service equipment with use for production and trade use is balanced. Due to the significant use of personnel, there is an increased density of employees. Furthermore, information and communication are a key element.
-
ManufacturingHub
A balanced use of space through production and storage such as logistics is available in the ManufacturingHub. It is characterized by a reduced employee density. The requirements for services are therefore reduced. But the increasing amount of information and communication will be strongly identifiable as a result of the increasing digitalization in the areas.
The subdivision or specification of the description can be further expanded based on the basic forms. The view of the control approach allows the division into the park and area (Fig. 3.14). In a park, there is a central organizational structure, e.g. an operator, a private investor or a local authority. This organization provides targets for further development and also leads to developments with its own financial resources. Furthermore, these organizations can promote the attractiveness or the outside perception by creating an additional service offer.

Characteristics with extended viewing (park and area—with and without additional offers)
Depending on the availability or availability of additional offers, extended parks or areas are possible. They are characterized by an increased range of services and increased information and communication. The strength of the infra-structure depends on the nature of the offer.
A more pronounced development of the environmental subsystem is characterized by the extension Eco. Corresponding to the nature of the subsystem environment, the sub-area infrastructure (Fig. 3.15) will also be identified.

Enhanced character of the environmental subsystem
In the US, the Eco Prelude has established itself as a collection of companies and organizations that have succeeded in improving their performance both environmentally and economically by jointly launching an initiative and co-operating in the management of environmental and resource requirements, They derive double benefits from this as efforts are reduced and the results are better than when individual companies carry out an optimization [23].
The link to local centers and the associated characteristics can also be examined. However, these are already integrated into the analysis of the subsystems infrastructure, employees and companies, which would lead to an additional reinforcement of effects in the sub-areas. This consideration seems to be of little use.
If the classification of the business areas is applied to Baden-Württemberg, an overview of the distribution in the state can be drawn up. When looking at more than 250 of the 1127 currently available industrial areas in Baden-Württemberg, the wider range of business areas is outstanding (Fig. 3.16). The business areas are consolidated to the upper centers and the counties of Main-Tauber, Schwäbisch Hall, Rottweil, Tuttlingen, Baden-Baden and Rastatt, in order to not be too small in the representation.

Distribution of industrial estates according to basic form (left), characteristic of service (center) and focus on environment (right)
-
Classification on manufacturing enterprises for suitable combinations
Companies are very different, both in organization, products, technology and philosophy. Based on this, classification is difficult. The possible classifications are also different in relation to the viewing perspective.
For the further analysis and classification based on this, a reduction and compression was made on essential factors. The consolidation and summary result in 3 main business levels (see Fig. 3.17). These viewing plans result from the combination of grouped details. The aim of this summary is the reduction of degrees of freedom and the associated complexity in classification. The aim is to achieve a relatively simple classification of companies, which makes it possible to comprehend the breadth of the diversity of companies completely without simplifying them too much.

Factors for the classification of companies in different degrees of detail
By analyzing and consolidating the factors for the classification of companies in the context of resource-efficient location development, the following company classification is conceivable:
-
Tech Industries
Companies of the class Tech Industries produce complex products and product service combinations, so-called systems. The products can be digital as well as physical. The companies are more likely to be located in later stages of the supply chain and access the corresponding suppliers, which is why they can be found in the industry as processing companies. The technical-economic classification is characterized by system-intensive or technology-intensive processes.
Examples for companies in Baden-Württemberg: Agilent Technologies GmbH, Robert Bosch GmbH, [24].
-
Heavy Industries
If individual parts or few complex components are produced by means of energy-intensive processes, these companies can be classified as heavy industries. The products are mainly physical and are rarely combined with a service. Companies are more likely to be allocated to the processing companies.
Examples of companies in Baden-Württemberg: Albert Handtmann Metallguss GmbH, Hornschuh GmbH [24].
-
Light Industries
If individual parts or few complex components are produced as material-intensive processes, the companies can be classified as light industries. The products are predominantly physical and in the case of services, these are rarely intended as an extension of the service offer.
Examples of companies in Baden-Württemberg: Amcor Flexibles Singen GmbH, Carl Edelmann GmbH, [24].
-
Service Organizations
Service organizations are service companies that offer both digital and physical services. Services are classified as knowledge-intensive.
Examples of companies in Baden-Württemberg: Bertrandt AG, SCHOLPP AG [24].
-
Transportation Organizations
Similar to service organizations, transportation organizations are service companies. They mainly offer physical services, which are usually classified as material intensive.
Examples for companies in Baden-Württemberg: Horst Mosolf GmbH & Co. KG, Müller - Die lila Logistik AG, Simon Hegele Company for Logistics and Service GmbH [24].
-
Digital Organizations
If the company’s product is digital and is often extended by a service, the company can be classified as a digital organization. The products are usually complex and the processes can be described as technology-intensive.
Examples of companies in Baden-Württemberg: Bechtle AG, Fiducia IT AG, RAFI GmbH & Co. KG, SAP AG [24].
-
Innovative Organization
Innovative organizations produce products with a high percentage of service, mostly as a product service combination. The processes in the company are knowledge-intensive. Depending on whether the product is digital or physical, Innovative Organizations can be described as processing companies or service companies.
Examples for companies in Baden-Württemberg: Fraunhofer Institutes, Ensinger GmbH, HP Enterprise, IBM Germany Research & Development GmbH [24].
-
Mixed Organizations
Companies which are not clearly assignable to one of the aforementioned categories are classified as mixed organizations.
-
Creation of congruence models
The Congruence model has been postulated for the first time by Nadler and Tushman [21] in the context of organizational modeling for management developments. In the congruence model, input and output parameters exist, as it is common in many currently used control models. Furthermore, the model is completed by control and disturbance variables. This approach is ideally suited for system thinking, since control and control systems are also used for systems.
As already mentioned before, two congruence model approaches are necessary since companies differ significantly from the settlement area. Therefore, the two possible approaches are discussed in detail below.
-
Congruence model for companies with focus on resources
The content of the four parameter fields must be defined by a manufacturing company (see Fig. 3.18).

Approach to a congruence model of a manufacturing company
A strategy (A) is important for a company because it serves as a guideline for controlling and controlling the company. The vision of long-term goals as well as the management of short-term steering play an important role in the company’s strategy.
In order to enable the processes in the company, input values or an input (B) are required. For a manufacturing company, both measurable and non-measurable inputs are important. The measurable quantities include all raw materials, auxiliary materials, purchased parts—together the material. Energy is needed for all processes, especially in the production process. In a company, capital is always important in order to make investments or simply to bridge times with low capacity utilization. Non-measurable inputs are the knowledge of the organization, because without the appropriate knowledge it is not possible to produce products according to defined requirements.
There are mechanisms (C) in the company that influence the production process. The most important parts with influence on manufacture are the people, processes and available tools. If a mechanism falls behind a defined state, this always has negative effects on production and must be compensated by control.
According to classical understanding, an enterprise always has the goal of creating a capital increase through value creation [25]. The result of the added value is the product of the company as part of the company output and the output (D). In addition to the product, there are also residual substances, which are produced as a by-product in value creation. A less measurable output is the increase in experience in the organization, e.g. Employees, executive staff and corresponding units. In addition, prosperity is created for those involved in production.
In the course of resource efficiency, the input of the production company has to be optimized with appropriate approaches in the strategy and adapted use of mechanisms. Measurable input variables should be reduced and non-measurable quantities should be increased according to existing requirements.
The output should also be optimized. In doing so, the relationship between product and residual material is to be transformed in favor of the product.
-
Congruence models for commercial estates with respect of resource efficiency
Business settlements are very different from the established companies in objectives and systemic logic. For this reason, the Congruence model for an enterprise is not similar to the company. There are again the four parameter fields. However, the concrete content is different (see Fig. 3.19).

Approach for a congruence model of industrial estates
In the strategy (A) of the company settlement regulations, which are derived from laws, guidelines and guidelines are very rigid and strictly observable variables. In addition to the regulation, the motivation for the company’s establishment is an important element. Similar to the company vision, long-term goals are to be achieved which are usually defined by the control authority. They have a great influence on the desired output.
The input (B) is a sum of the inputs of the companies located. Energy and materials, which are an important input for enterprises, are direct input of the settlement. In the case of a non-symbiotic business establishment, these variables can simply be combined as the sum of all the requirements of the companies. In addition, companies’ knowledge is also a resource. This cannot be described by purely mathematical methods, whereby the exploitation of distributed knowledge offers enormous potential for the collective [26]. The situation is similar with the people who are employed in the company. They are a resource and a demand carrier and thus an important input in the system of company settlement.
The mechanisms HOW consist of the companies established and the technologies used. Because dependencies and interactions are established, the system is not balanced accordingly in the event of a company’s failure. All relationships must then be analyzed again and appropriate adaptation must be made. Similarly, if a company replaces the established technology with another one, the resulting change in processes can significantly change the demands on energy and materials, which also entails a new analysis and adjustment e.g. usage of additive manufacturing.
The output (D) has only little to do with the congruence model of manufacturing companies. Because other resources are more important under the focus of resource efficiency. Thus an optimal symbiotic net value is striven for. The better the coordination of the network partners fits, the more successfully efficiency strategies can be implemented and sustained in the long term. The values that generates a settlement company as a result, on the one hand carries the result of the corporate value along the other hand, the perception/image as created value may be used. The increase in the attractiveness of the site is to be mentioned as a self-serving goal of the company’s settlement. After all, a suitable successor can be quickly found if a network partner fails. Furthermore, the chances are increased to identify a suitable network partner and to settle in order to advance to a further increase of the other output factors by increasing the potential prospects.
-
Development of a holistic model for the system
Based on the developed congruence models, the development of a holistic interaction model for the system of company settlement is structured (Fig. 3.20). A combination of the various individual models is helpful as a preliminary step towards a holistic model. Because the congruence models according to the chapter before are created for all companies in the existing company resettlement or the potential network partners in new plans, input and output are all easily connected. In addition, the generic models are used to create a concept that is specific to each company. On this basis, a qualified evaluation can be carried out.

Interaction links within the system view
All relationships between the individual units of observation (participants) are documented and analyzed with regard to their active connection. The first step is a qualitative analysis. The qualitative analysis reveals whether the active relationship has a reinforcing or a diminishing effect. After the qualitative evaluation is complete, the quantification has to be carried out. The quantification is necessary in order to have a mathematical model for a simulation. The active relationships are described according to the qualitative evaluation by means of a mathematical relationship. The set of all mathematical descriptions of the active relationships yields a calculation approach for each variable in the system.
1.2.3 Data Acquisition and Information Gathering
As it is apparent from the foregoing, the data and information required are varied and complex. Irrespective of these hurdles, it is imperative to use high-quality data, as this is the only way to make long-term reliable statements. This is important in order to formulate and manage strategic developments. In addition, it is relevant to be up-to-date with the current information in order to always be able to work with an actual and thus realistic data base.
For the data and information as well as their origin, two viewing directions are possible. The “top-down” approach is based on the viewpoint of the business owner. This is almost exclusively to restrict access to publicly accessible data sources opened by licensing. But already from these data sources a large number of information can be aggregated. The “bottom-up” approach is taken by the company as a participant in the system. Here, the amount of potentially available data and information is much more complex because there may already be close links and intermeshing. Furthermore, shares of the information are relevant to the competition and should not be directly visible to all. This increases the complexity of using and providing the available data.
There are various factors to be considered in the data to be used. These factors have a major influence on the usefulness of the data and information (see Fig. 3.21). For before the data can be used effectively, these must be collected or acquired, followed by a processing. If the resulting cost-benefit ratio is unfavorable, a check for reduction is useful [27].

Factors influencing the potential use of data and information
1.2.4 Generic Approach for System Modelling
System modeling is carried out using system dynamics. Variable variables are defined for this purpose. For system dynamic modeling, the viewing space must be defined. According to the preceding considerations, consideration of the subsystems is suitable for this purpose. System dynamics are characterized by closed loop diagrams (see Fig. 3.22). The advantage of this representation is that all relationships between the viewing variables are directly visible. To create closed-loop diagrams, define the frame. Through the system boundary, the framework determines the viewing space, which is delineated by the system environment. The interaction between system and system environment takes place through a limited defined exchange. Regardless of these system input and system output variables, interactions are not considered in the system dynamics view. The analysis of the system variables as well as the established links is carried out in the system view.

Approach to system modeling [24]
The strengths and weaknesses of system dynamics are also associated with this. Strengths can be seen in the complexity of interactions. Large quantities of relationships can be described [27]. Furthermore, the system dynamics allow conclusions to be drawn about the backflow of information or the reaction. This allows dynamic dependencies to be assessed both in terms of time and importance. The weaknesses of system dynamics include the limited precision of the calculation results. This correlates with the exactness of the mathematical description of links. Since every relationship involves a number of unknowns, the results of system dynamics are difficult to make use of for a reliable statement of reality in absolute size. It is, however, very suitable for the estimation of trends and developments [28].
The analysis of the subsystems identifies the variables for the evaluation of interactions (see Fig. 3.23). This is the output information to derive the relationships. Each identified variable has been examined for connection to all other variables.

Identified variables for interactions
In interaction modeling, the effect is always analyzed, starting from a change in the factor. In the first approximation, the relationship is assessed only qualitatively. If factor A increases, the effect on factor B is positive, this results in an increase of factor B. If the influence is negative, an increase of factor A leads to a reduction of factor B. In order to obtain a complete system model, all factors are investigated with respect to each other. If all relationships are identified and evaluated, a visualization can be created. This presentation allows a quick understanding of the interactions and dependencies.
If the holistic model is created, the qualitative representation must be quantified. Only through the quantification simulation results can be calculated which allow to directly compare different scenarios.
An example of quantification can be found below. A simple example is used for the concrete representation. An increase in traffic density leads to an increase in emissions. This statement is comprehensible under current circumstances, that the multiplicity of transport emissions generate emissions, as more means of transport lead to more emissions [29]. Now the mathematical link must be established in order to create a calculation basis (Fig. 3.24).

Example for quantification of a relationship from the interaction model
An adaptation of the generic interaction approach (see Fig. 3.25) is made by specifying the interaction and linking to quantifiable dependencies. Furthermore, the company’s image can be reproduced by replicating the company-specific variables in a generic approach. In particular, the networks of the various companies are focused on achieving improved networking and synergies.

System dynamic network for holistic sustainable development
1.3 Evaluation Approach for Long-Term Resource Efficiency
Using the activities described lastly, a status quo analysis needs to be carried out for the environment to be considered. This survey of the current situation is important in order to develop good-looking, meaningful scenarios. For a meaningful assessment, the distinction between existing development and the new settlement is necessary. If the new business development is planned again, the flexibility in the selection of potential interaction partners as well as the appropriate requirements are significantly higher than the development of existing areas.
Two objectives can be pursued, which are defined by the respective boundary conditions: stock development and the new settlement.
Inventory development is significantly characterized by grown structures. In particular, existing links and connections must be taken into account. In most cases, the development of the stock is about the resettlement of one or fewer companies on areas with a lot of space or a building complex. Rarely, the existing structures meet the requirements for the new use. This has to be considered, with all its advantages and disadvantages.
1.3.1 Evaluation of Classification Levels
Resettlement offers the developer or future operator all degrees of freedom during the development process. This also entails the requirements that the future operator will set up for collaboration and data provision for holistic control. In the case of resettlement, the development of the settlement can be divided into individual steps. The step-by-step construction always leads to situations that are similar to the development of the stock. Accordingly, the procedure for inventory development is significant for many situations.
In the case of a resettlement, but also in the case of integration into an existing commercial area, the extent to which the company is suited to the boundary conditions at the location and to the other companies must be examined. Here, statements early on in the decision-making process on the basis of classification data are useful and desirable.
If the classifications of the commercial area and the company can be carried out in a first step, a profile matching can be carried out.
By matching commercial space and companies on the basis of qualitative characteristics, it is determined how well a company fits into the commercial area. This helps the companies in the pre-selection as well as the municipal side and the management of the commercial area. Table 3.1 shows how the matching can be performed using a simple table as a tool. Such a profile can also be used for communication and negotiation between companies and local authorities or operators. Differences in supply and demand or demand become obvious and can be negotiated efficiently.
In addition to the coordination between companies and the infrastructure, the question arises of how well companies fit in a commercial area. This is true both in the sense of synergies through commonalities and symbiosis through differences. The matching between companies gives a first indication of the similarity of the companies. It is assumed that similar companies, through their similarities, also create prerequisites for synergies. A possible summarization of the factors in companies A and B can be found in Table 3.2.
The results of the matching of companies can be summarized and compared in tabular form. The sum of the matching values per company can be used to determine synergistic potentials. Table 3.3 shows an example of such a similarity matrix.
At this stage, companies that do not fit into the commercial zone can be excluded. However, the similarity between companies alone is not sufficient to derive conclusions about the quality and degree of possible symbioses. Often, different companies complement each other with regard to resource efficiency, since they are not competing for scarce resources. This can also be formally mapped in a matching matrix in which similarity or symbiotic matching is highly valued for certain criteria. Such algorithms are often dependent on the order of evaluation. Typically, most recently rated companies have disadvantages with limited resource criteria.
1.3.2 Assessment of Congruence Models
The data obtained is used in the development of the congruence models. To this end, the input variables and the output variables for companies and commercial settlements are firstly defined. In addition, the company strategies as well as the strategy of the business area developers are described and the mediating resources designated as “mechanisms”, are characterized.
It is a good idea to create congruence models based on templates, and then join them together to get a good base for an integrated congruence model. Figure 3.26 shows such an integrated model. In doing so, the inputs and outputs of companies, their strategies and mechanisms/resources are brought together.
The integrated congruence model reveals whether the initial strategy of the business area is in harmony with the company’s strategy and whether the understanding of mechanisms, inputs and outputs is covered. It is possible to identify contradictions in the system that go beyond the pairwise matching on classification level. In the present example, the sustainability strategies of the commercial region and of the three companies considered fit together well. This is also reflected at the operational level in the mechanisms.
Figure 3.26 also shows that the views of the companies can differ from the viewpoint of the operator of a commercial establishment or an economic developer. Thus, the increase in purchasing power in the region is an important argument for him, whereas this does not play an important role in the company’s view.

Integrated Congruence model of an industrial estate
Important for the creation of congruence models is their specificity and meaningfulness for the respective situation and application. In this way, machines, consumer products and the flow of goods from the »Transportation Organization« can be combined again into the material output of the commercial area. The separate presentation, however, says more about the specific characteristics of the commercial settlement. The companies “Tech Industry A”, “Tech Industry B” and “Transportation Organization”, which are generically named here, should also be replaced by speaking names in the specific case. Here, company names can be found, or »mechanical engineering«, »manufacturers of consumer electronics« and »commodity distribution centers«.
1.3.3 Assessment of System Models
On the basis of the integrated congruence model, the input and output variables can also be operationalized and an estimation of magnitudes can be carried out. Thus, there are indications of bottlenecks. In the above example, a bottleneck could be assumed by the required load capacities for electric vehicles in the distribution network and the shared vehicle fleet. Are the transport capacities sufficient for the intensive inflow and outflow of the goods capacities in the distribution center? Does the environment of the commercial area provide enough technical personnel?
Typical questions for evaluation at the level of congruence models are:
-
Comparison of input and output variables for network analysis (informational, physical). What input does a company need from other companies? What output does the company provide to other companies?
-
Are company strategies compatible? Are there any conflicts of interest and interests, or can synergistic or symbiotic mechanisms be developed?
-
Can the mechanisms in companies be reconciled? Are there potentials for shared resources?
On the basis of the understanding gained with the profile analysis and the congruence models qualitative and later quantitative system models of the commercial settlement can be created.
In contrast to Congruence models, this is not the case with the creation of individual models. As shown in Fig. 3.27, the modeling of key variables that characterize the commercialization (Start A) proceeds. Partially, they are extracted from the integrated congruence model. In the beginning, the most important target size, Such as the number of companies established or the number of employees in the commercial area. Further key variables can then be ecological balance variables such as energy consumption or traffic volumes. This can not only be simply quantifiable variables but also more abstract values such as company development or symbiosis potentials. However, in contrast to the representation of the congruence models, it is necessary that the variables for system modeling increase or decrease. System models are displayed as graphs. The key variables are written to a block diagram. Subsequently, the variables which influence each other are connected to one another. The direction of the interaction between the variables is also determined. For example, the number of established companies may have an impact on the attractiveness of the commercial area and not vice versa. Finally, the effect direction must be specified. Thus, the number of companies being established will have a positive effect, i.e. steadily, on the attractiveness of the industrial area.

Qualitative system modeling and evaluation
It is recommended to start with the key variables from the conception of the commercial area and to network them. This model should include balance figures that also reflect company interests and needs. Subsequently, additional key sizes of the individual companies can be added to improve the specificity of the model and to incorporate the respective company interests into the model. In addition, all the companies involved are added to the modeling (Start B), the scheme being retained.
System models are typically no longer created on paper. There is relevant software for this. This also allows the analysis of qualitative system models. A dependency diagram shows how strongly variables can be influenced and whether they have a strong influence on the other. With this analysis, levers can be identified, in particular. These are variables which have a strong influence on others without being strongly influenced by themselves. These are the driving forces in the commercial settlement. Both the individual companies and the developers of the commercial area have their levers, which should be clear to all parties involved in order to drive the entire system together optimally.
In addition, the qualitative system models can be used to perform stability analyzes. Software-based systems for system modeling can identify amplifying circuits that promote desired growth (Fig. 3.28) but also show limitations of growth (Fig. 3.29).

Increasing feedback

Self-stabilizing feedback
However, the use of qualitative system models is limited. They do not allow the temporal development of the variables to be projected. This requires the functional relationships between the sizes. Figure 3.30 shows the procedure for quantitative system modeling. Non-quantifiable variables are either to be eliminated or replaced by quantifiable variables. The functional relationships between the variables are then to be defined as well as the time units used.

Quantitative system modeling and evaluation
The system-dynamic evaluation can then be carried out with a corresponding software. The typical result of the analysis is time series of the key variables or target variables of the commercial settlement. They are interested in the development of the size of the companies, the number of workers employed in the settlement, and the tax revenue that can be achieved therewith. The same applies to the balance of sustainability, such as traffic volumes, energy consumption, water consumption, environmental pollution, etc. The individual sizes can also be broken down into the corresponding companies.
While qualitative models can also be created and analyzed at a higher level by a developer with basic knowledge in system modeling, dynamic system models require greater effort and are typically created by a team of specialist and specialist planners.
1.4 Summary and Outlook
Within the framework, it is possible to present an approach to the creation of resource-oriented commercial settlements. A first step towards establishing symbiosis with respect to resource efficiency can be presented through a correspondingly described procedure. With the method presented above, commercial settlements with narrow control logic should be able to establish symbiosis resulting in resource efficiency.
The concept is based on the current state of research and already implemented in several projects. The idea of the symbiosis is not new. The symbiosis has already been postulated in 2012 as the basis for an urban-focused production [30]. Even in these scientific treatises the symbiosis predicts a reduction of effort. Today, some exemplary approaches [31, 32] have been implemented, but the created connections are less for the creation of resource efficiency as for the compatibility of production in the context of urbanity. Approaches like Urban manufacturing can play an important role for the further development and implementation of sustainable procedures in manufacturing enterprises.
In the future, it is required to adapt the approach to different industries. With an industry specific model and approach the development will be even increased.
2 Strategic Approach for Enterprise Improvement
2.1 Introduction
Current trend is the individualization of products. This provides the challenge of smaller lot sizes and high numbers of variants in final assembly of companies. Parallel the rural areas where plenty of world leading manufacturing companies are situated in Germany, a lack of qualified personnel can be stated. Reasons for that are multiple.
Facing these challenges the following approach is promising to address the question occurring. A general approach is the differentiation between customer-neutral manufacturing and customer-specific individualization. Therefore, an approach could be to keep centralized manufacturing of costumer-neutral pre-products and to decentralize the customer-specific production steps, e.g. final assembly, into smaller units which are close to the customers and near to hubs of qualified personnel, like in urban surroundings. To support companies in the transition towards the resulting urban manufacturing, in this contribution, a development path is introduced. For this, at first urban manufacturing is characterized, then the concept of development paths is highlighted. Based on this, perspectives for a development path towards urban manufacturing are described and a generic development path to support the respective transition is presented. The contribution ends with a summary and an outlook to future work.
2.2 Urban Manufacturing
Urban manufacturing can be seen as an approach to tackle current challenges for industrial companies like the need for more flexibility and labor shortage [33]. Urban manufacturing is a manufacturing approach, which is so compatible with its surroundings that it may even take place in urban surroundings and furthermore results in advantages for all related parties [34]. Thereby, its application area is especially products with a high degree of customization, a high ratio of value to volume, and which require knowledge-based processes in production. So, branches like heavy industries are not seen in the focus of urban manufacturing. Obviously, the request to be city-compatible results in demands on a factory, based on potential disadvantages of manufacturing in urban surroundings (cf. [33]).
An essential disadvantage of urban locations is the low availability of areas, which tend to be expensive. Consequently, to be city-compatible, factories have to have a low land consumption. This results in the demand for products with low dimensions, which are produced in low quantities and which have short dwell times in the site. Furthermore, to be city-compatible, manufacturing has to produce a low amount of emissions. In addition, as traffic is mostly heavy in cities, logistics should be low to keep the impact of the factory on the traffic volume low, thereby not worsening the traffic situation. Thereby logistics not only concerns the transport of goods, like material and products but also of humans, i.e. employees and customers.
Essential advantages of urban manufacturing are based on the premise that urban manufacturing results in short distances to the markets. Proximity to the resourcing market supports the collaboration and cooperation with suppliers for goods and services like research and development as well as training. Short distances to the output market reduce efforts for distribution logistics and facilitate the integration and bonding of customers.
Furthermore, short distances between housing and workplaces of employees support flexibility in working times and therefore in production capacity and work-life-integration.
2.3 Concept of a Development Path
Typically, companies will not realize urban manufacturing from scratch, but a respective transition process is needed. This process has to lead from individual starting points to company-specific target states. To guide the transition process, we suggest the concept of a generic development path which can be applied to different kinds of companies. Thereby, the development path considers essential perspectives of the development of a company towards urban manufacturing and is based on a set of development steps for the different perspectives. Interpreted as a process, the development may be run through completely from initial state to target state or in a company-specific range. By this interpretation of the term development path we follow the work of Lopez et al. [35] but are in contrast to Perkins and Small [36]. Lopez introduced a Digital Business Development Path to support companies in assessing their position related to digitalization. In this development path, the state of a company can be characterized by 5 perspectives with 6 development steps. Here, it is not needed that the steps have to be passed one after the other. Perkins and Small presented a Product Development Path for Microbial Diagnostics consisting of 7 steps in 3 perspectives. For advancing on this development path, it is needed to successively go through the steps one after the other without skipping one or more steps. Furthermore, it is needed to run through the complete development path from the starting point to the final stage.
So, in the following, development paths and maturity models are seen as instruments to guide the transition of an object, e.g. a factory, from an initial state to a desired state along a series of steps or stages, respectively. Thereby the starting point of the transition is to be determined based on an as-is characterization of the object and is not necessarily at the initial stages of the development path, but the object may already have a specific maturity. During the advancement, no step or stage should be skipped completely, but all respective characteristics have to be fulfilled, which may be the case for several steps at once. Thereby we see the difference between a development path and a maturity model in the fact that in a maturity model along the steps more perspectives and more characteristics or criteria, respectively, have to be fulfilled, meanwhile the amount of perspectives and criteria along the transition stays constant along the transition for a development path.
2.4 Development Path for Urban Manufacturing
2.4.1 Structure
The development path for urban manufacturing is structured into perspectives, covering essential characteristics: the factory (representing the overall manufacturing distribution approach), the product, manufacturing and its organization, sales, the human side consisting of employees and citizens as well as of the cooperation perspective. Therefore, in the development path emphasis is given to leveraging the advantages of urban manufacturing based on short distances to the output and resourcing markets as well as for the employees. Along the 7 perspectives, the development path is divided into 5 steps including the initial state and the target state, thereby following the most popular way of evaluating maturity as stated by de Bruin [37]. Obviously, besides the considered perspectives, other elements of the company and its processes like logistics, low-emission equipment, and IT-infrastructure have to be shaped in accordance to the state of the company, too. These elements are not directly considered in the development path as they are not seen as drivers for urban manufacturing, but enablers which have to be shaped based on the occurrence of the driving perspectives which are represented in the development path. Nevertheless, elements as logistics are of high importance for the city-compatibility of factories and should be shaped in a low-impact manner, e.g. by using electrically driven vans instead of heavy trucks for the case of logistics.
2.4.2 Factory
With the perspective factory, we refer to the manufacturing distribution approach including decentralization and number of factories as well as the respective work distribution between the sites.
The first characteristic in the perspective factory is the number of sites. In the classical manufacturing approach, we assume that manufacturing takes place in one central site, thereby leveraging economies-of-scale. The location of this site is typically selected without considering advantages of urban manufacturing but with traditional locational factor analysis. Therefore, the sites are often placed in more rural areas, and may be surrounded by cities over time. In these central sites, all organizational functions are bundled and products are entirely manufactured, also based on supplied components. The central sites are controlled in a centralized manner.
In the final state of the development path, the urban manufacturing state, we assume a decentralized approach, consisting of one or more pre-factories which are dedicated to manufacture customer-neutral pre-products, thereby still leveraging economies-of-scale and city factories, dedicated to the final manufacturing of customer-specific products, e.g. by configuration and final assembly. The manufacturing sites also contain indirect organizational units, e.g. for internal control and administration, but also for product development. In the case of city factories, product development focusses on localization of products towards regional needs and costumer integration in engineering and innovation. The proximity of engineering and manufacturing also supports short feedback loops to advance products with regard to manufacturing, like manufacturability and quality issues. The distribution of organizational units for administration and control also enables a decentralized manufacturing planning and control approach, thereby reducing the complexity of managing the overall manufacturing network and its parts.
For the development path towards urban manufacturing, we suggest the following steps from classical factories to the decentralized urban manufacturing approach.
-
Initial State:
-
Classical factory for complete manufacturing, which is often in an initially rural area and is operated in a centralized manufacturing approach.
-
-
Step 1:
-
establishment of a first city factory for final manufacturing of customer-specific products, thereby emphasizing on a specific urban area,
-
Core factory remains unchanged but is complemented by first city factory.
-
-
Step 2:
-
establishment of further city factories,
-
Core factory remains unchanged but gets focus on manufacturing of pre-products, and is complemented by city factory.
-
-
Step 3:
-
Check if initial factory brings substantial market access, if not: question to transform it into pre-factory.
-
-
Final State:
-
Urban manufacturing by a decentralized manufacturing approach of one or more pre-factories for the manufacturing of costumer-neutral pre-products and city factories for the final manufacturing of customer-specific final products.
-
Furthermore, it could be reasonable to decentralize also the innovation and engineering process as well as manufacturing control along the transition towards urban manufacturing. The product development-related area can thereby be seen as linked to customer-integration which is considered in the sales perspective and to its subject-matter the product, addressed in the following chapter. Manufacturing control is considered along with Industry 4.0 in the manufacturing.
2.4.3 Product
Another essential base for a transition of the manufacturing approach in a company is the product itself, delivering possibilities and boundary conditions for manufacturing.
As stated in Sect. 3.2, the development path for urban manufacturing especially addresses the manufacturing of discrete, complex series products with a high degree of customization, resulting in a high variety.
A significant property of the product with regard to the distribution of its production is its structure, i.e. in how far the product is composed from modules or single parts. Thereby, we assume for the initial state a classically developed product with no consideration of modularization, and for the final state a very high level of modularization of the products, which, in addition, are built on product platforms. Consequently, the following steps for the product perspective are suggested:
-
Initial State:
-
Classical product without modularization or platform consideration.
-
-
Step 1:
-
First modules in a part of the products.
-
-
Step 2:
-
Cross-product platform/s.
-
-
Step 3:
-
Modularization of the full product range.
-
-
Final State:
-
Products, modules and platforms optimized for decentralized manufacturing with pre-factories and city factories, including late customization.
-
2.4.4 Manufacturing
To enable the envisaged decentralized manufacturing approach for customized products, classical production systems have to be transformed towards systems which enable the efficient manufacturing of very small lot sizes, i.e. down to lot size 1. This can be supported by applying lean approaches as well as by using technologies from the so-called Industry 4.0 [38], resulting in the following steps.
-
Initial State:
-
Classical manufacturing based on push principle.
-
-
Step 1:
-
Lean production with pull principle in sync with customer requests at city factory/factories.
-
-
Step 2:
-
Decentralized production triggered by customer orders at city factories which order components at pre-factory.
-
-
Step 3:
-
Manufacturing in lot size 1, enabled by Industry 4.0 to allow fine granular manufacturing control.
-
-
Final State:
-
Self-organization by products which are cyber-physical systems (CPS) that control their own flow through the overall manufacturing network as well as the manufacturing parameters.
-
2.4.5 Sales
An essential advantage of a manufacturing location for customized goods which is situated in an urban surrounding is its proximity to potential clients with the respective possibilities for customer integration. To leverage these possibilities, measures besides typical integration aspects like internet-enabled open innovation should be taken. These measures can range from face-to-face open innovation approaches to exploit customer ideas for designs and product solutions to the incorporation of customers in the actual manufacturing processes. Therefore, steps for the advancement towards leveraging the potentials of urban manufacturing can be the following:
-
Initial State:
-
Typical approaches for customer integration like internet-based open innovation.
-
-
Step 1:
-
Face-to-face open innovation by incorporating customers in idea development and problem-solving.
-
-
Step 2:
-
Integration of customers in indirect processes like product development, i.e. face-to-face co-creation.
-
-
Step 3:
-
Advancing the transparency of the factory by providing customers access to the production of their personal products, potentially including manufacturing and quality data.
-
-
Final State:
-
Opening the factory by integration of customers also in direct processes, e.g. by incorporating them in the final assembly of their personal products.
-
Reason for doing costumer involvement in early phases of product creation earlier than in later phases is that in these phases, a one-way information flow from customer to company can be established. In contrast, by incorporating externals like customers in later phases of the product creation, also insight in these value adding processes is provided—which is an approach that may be seen as critical by the company at first.
2.4.6 Employees
To leverage the potential to increase the flexibility of working hours and of production capacity based on the possibly short distances between housings and workplace, which may be accompanied with short transfer times, new working-time models can be applied. This may range to a very high short-term flexibility based on self-organization approaches like KapaFlexcy [39] which may result in new levels of work-life-integration, too. So, potential steps for the transition are:
-
Initial State:
-
Rigid working-time model.
-
-
Step 1:
-
Flex-time model, especially for indirect employees.
-
-
Step 2:
-
(multi-)annual working time accounts.
-
-
Step 3:
-
Participative working time planning.
-
-
Final State:
-
Self-organization of working times.
-
Besides this flexibility-oriented perspective, depending on the company-case, an increase of the degree of employee participation may be reasonable but is not mandatory for urban manufacturing but desirable.
2.4.7 Citizens
Seeing a factory as integral part of a city, which in the best case acts as a “friendly neighbor”, the relation between the factory and its neighbors, i.e. the citizens of the city, can be seen as crucial. Therefore, a perspective to present the relation between the factory and the citizens is suggested. Presentations for this feature may range from no active relation management up to an open factory, which is not only participative planned but which offers its infrastructure partly or as a whole to the public. Whereby the opening of the infrastructure as a whole may be difficult and even unachievable, the opening of parts could concern parking areas, canteens or day-care centers, so low critical areas, to externals. This results in the following steps for the perspective of the citizens of the development path:
-
Initial State:
-
No specific relation-oriented measures towards citizens.
-
-
Step 1:
-
Provision of information about the factory, its state or future, to citizens.
-
-
Step 2:
-
Information exchange and citizen involvement by events like workshops.
-
-
Step 3:
-
Participative planning of the factory and its further development by incorporating citizens.
-
-
Final State:
-
Open factory which allows the usage of infrastructure, partly or fully, to externals, especially citizens.
-
2.4.8 Cooperation
The proximity to suppliers supports a close cooperation between the companies. This relates not only to suppliers of goods like material and components, but also of services. The mode of operation for this perspective may range from the classical supplier-client approach up to an integrated planning and operation of the supply chain including strategies, capacities and inventories in the sense of an Extended Enterprise as presented by Dold et al. [40] among others. Therefore, potential steps along the development path are the following:
-
Initial State:
-
Classical supplier-client relations.
-
-
Step 1:
-
dedicated identification of local suppliers nearby the factory and begin of respective relations for sourcing.
-
-
Step 2:
-
sharing of forecast and inventory level, supported by linked IT-systems.
-
-
Step 3:
-
Collaborative planning of the overall supply chain, thereby ensuring a global optimum in performance instead of local optimizations.
-
-
Final State:
-
integrated management of the supply chain.
-
2.5 Application of the Development Path
The presented development path has the objective to support the transition of a manufacturing enterprise by guiding it towards the vision of an urban manufacturing through the identification of possible next steps for advancement. Thereby, the company may decide the actual target state, which is not necessarily the long-term oriented characterization of the perspectives of the final states, but company-specific.
The application of the development starts with an as-is analysis resulting in a classification of the company in the states of the development path. Each of the states identified shows the option of a next step for advancement of the company towards its goal by examining the difference between the current state and the next step or state in the development path.
Table 3.4 shows the example of a company which produces design-oriented, complex series products with a high amount of customization. Thereby, starting points for the advancement are marked in green, intended target states in red. The promising next steps for the advancement of the company along the perspectives of the development path are identified as follows.
Concerning the factory and overall manufacturing approach, the current state at the company is the manufacturing at one central, classical factory. The company intends to open city factories to get better access to the output markets but would continue to manufacture final products at the core factory in future, too, if this is reasonable—as shown by the intended target state. In accordance to the development path, the next step can be to create a first city factory to complement the existing factory and to gain first experiences in manufacturing in urban surroundings, while already addressing one dedicated market.
The products of the company are already composed out of first modules, whereby the intention is to introduce cross-product platforms in addition. At the same time, these gaps also represent the next step to be done for advancement with regard to the product.
For the perspective manufacturing, the as-is analysis resulted in a classification in the lean production-state. As objective the company identified to apply approaches and technologies of Industry 4.0 to support the manufacturing in lot size 1 with innovative information technology. Therefore, the next step can be to realize decentral manufacturing, triggered by customer orders, thereby controlling the manufacturing in the system resulting from the establishment of a complementary city factory besides the original core factory.
Concerning sales, the company currently uses typical approaches and want to reach a state with high customer involvement including a transparent factory which enables customers to visit the factory and regard the manufacturing of its product, including the availability of manufacturing- and quality-related data. For this, the development path suggests as a next step, to start with customer involvement in local open innovation processes to address issues like design and the solution of customers’ problems.
As shown in Table 3.4, the company currently applies a flex-time model for the working time of the employees where possible and wants to remain at this level. Therefore, no steps for advancement are needed for the perspective employees. Besides, it may be questioned if even if the working time model remains unchanged, if the degree of employee participation is advanced.
In the as-is state, the company has a one-way communication behavior towards the citizens, e.g. by press releases, information meetings or open days. For the perspective citizen, an information exchange was determined. So, the establishment of events for information exchange is a potential next step for advancement.
For the cooperation perspective, the as-is state of the company is based on classical supplier-client relations. The aim of the company is to source locally at suppliers but not to advance the supply chain by integration or joint activities. Therefore, a potential next step is to identify nearby to suppliers and to start the respective sourcing.
The application of the development path should not be once, but in the long-term on a regular base. Thereby, the actual achievements may be compared with the defined objectives and the objectives may be verified and adopted where needed.
2.6 Summary and Outlook
Companies face ever higher challenges based on trends like product individualization and talent shortage. A promising strategy to cope with the challenges is the implementation of an overall manufacturing approach, which is based on a decentralization of manufacturing into pre-factories and city factories. In this context, pre-factories are intended to manufacture customer-neutral components at economies-of-scale, and city factories are responsible for steps of product creation which are customer-specific—so an approach based on a partitioning by means of the customer decoupling point of order fulfilment. To support the transition of classical manufacturing companies into this decentralised “urban manufacturing” approach, a generic development path is suggested in this contribution.
The development path for the transition towards the urban manufacturing approach is divided into thematic perspectives and development steps. The perspectives of the development path are based on drivers of urban manufacturing. In the contribution, the following perspectives are suggested:
-
factory, which also represents the overall manufacturing distribution approach,
-
product,
-
manufacturing and its organization,
-
sales,
-
employees,
-
citizens, as well as
-
Cooperation.
Besides these perspectives, other factors are important for the realization of an urban manufacturing approach, too. Among others, this refers to logistics, low-emission equipment and machinery as well as to the information technology. These factors have to be realized in a manner, which fits to the requirements of the company in its respective state and which supports the city-compatibility of the site.
As next steps, the development path will be advanced based on discussions and expert talks with the scientific community before first tests in company applications will be done. The tests will serve for the further development and detailing of the path.
3 Additive Manufacturing—A Technology Supporting Sustainable Urban Manufacturing
3.1 Introduction
As mentioned in the preceding statement, decoupling of highly individualized production steps will be a possible strategy. Therefore a transition to more flexible production processes will be needed. The ever faster developing technology of additive manufacturing (AM) is becoming a serious alternative for manufacturing small series of end customer products. Regarding a survey from KPMG [41] a majority of companies see impacts on four main fields - suppliers, production, logistics and customer relation. The results of the survey are summarized in Fig. 3.31.

Impacts on different areas [41]
The surveyed companies see the biggest impact in the forthright area of usage—the production area. Furthermore, the impact on Sales and Customer relation management is estimated quite high. The possibility for impacts in the field of Logistics and Suppliers is seen indifferent by the companies. Opposing to that, research describes AM as a “powerful complement to traditional manufacturing and the end-to-end supply chain” [42]. Even more drastically formulated by Gravier “It should be a warning sign for companies that if they don’t innovate their supply chains, they may become irrelevant” [43]. These findings directly tie in with the hypothesis of distributed production networks, whereby additive manufacturing can be a main enabler to realize such networks.
In the following paragraph, additive manufacturing, the reasons for using it and the different levels of application will be described in more detail. For all applications of these technologies, Additive manufacturing is defined as the official industry standard term after ASTM F2792. It describes the process of joining materials layer upon layer to produce physical objects from 3D model data. In contrast to subtractive manufacturing methodologies, where the “inverted” 3D model has to be removed from a blank of material. Widely used synonyms for AM are 3D-printing, additive fabrication, additive processes, additive technologies, additive layer manufacturing, layer manufacturing, and freeform fabrication [44].
The reasons for AM are manifold, it enables companies to flexibly react on volatile markets, produce spare parts on demand and realize individual customer requests directly. Therefore three main potentials of Implementing AM are:
-
Realization of complex geometries, that were not possible with traditional methods
-
Integration of functionalities through producing movable parts in one process without assembly
-
Complete adoption of customer needs
A first differentiation of the field additive technology can be made by using a level approach. This differentiation is required, to have a definition of the wording ‘rapid manufacturing’ and is provided in Fig. 3.32. The field of additive technology can be examined either from a technological point of view or from an application point of view.

Levels of AM application [41]
The technology level comprises technological aspects, like parameter setting, material specification etc. This will not be discussed in detail.
The application level determines the type of usage of AM. The required performance differs significantly according to the intended use. Lowest level of integration of AM is rapid prototyping. The target is fast manufacturing of prototypes for functional testing or concept models for decision support. The capacity utilization is not major priority in this case. Rapid Prototyping is already widely spread in the industry. Rapid manufacturing is used to produce parts for customers. Quality and cost efficiency requirements are high because the technology is measured against conventional manufacturing technologies. Rapid tooling is in-between those application fields. It is used to manufacture tools for conventional manufacturing procedures, e.g. moulding. For example, tools for plastics moulding have lower durability at lower costs. Changes and optimization of the tool can be performed fast and cost effective.
3.2 Impacts on a Traditional Product Lifecycle Through AM
The lifecycle of a product is heavily influenced by using AM technologies. The impact of potential changes is presented on a general value added chain (see Fig. 3.33). The value chain is divided in two threads, the product realization (grey) and the order processing (white). The scenario is based on the assumption all processes will be changed to additive manufacturing given a small lot size production.

Impacts on a traditional product lifecycle
In product realization, one factor is the impact on used material. The material is a key factor for additive manufacturing because the conditions of material required differ much from conventional manufacturing [44]. Depending on the used technology, the material needs to be distributed in a different form and shape, ranging from solid blocks to powder or liquids. However, the number of different materials for AM is limited as of today, it will increase based on further application areas [45].
The required material specification does have an impact on the availability and distribution time of it [46]. Furthermore, the number of materials will have an impact on storage facilities. The different consistence of the raw material will change the way of storage as well as the storage strategy [47].
Internal logistics will change drastically in this scenario. Depending on the number of production machines, the material provision can be done automatically (many) or manually (some). Additionally, additive machine manufacturers are developing tools and approaches to automate part handling as well as material removal under respect of treatment regulations [48].
A change in technology has always a huge impact to the production processes, its KPIs, the factory layout and required tools. Efforts will be moving towards post-processing. Most of the parts need post-processing to fulfil the requirements. Additionally, the material processing will be more important for additive technologies to make sure a high percentage of material can be reused after processing. New feedback-systems are needed to achieve same process quality and stability as with conventional technologies [49]. Regarding cost calculation, economies of scale get less relevant with small lot sizes; therefore, competitiveness of AM will rise. This also means, that a general cost reduction can only be realized with better process efficiency through technology improvement [50, 51]. In addition, factories will change in layout and size. AM allows distributed production, which results in more but smaller facilities, mainly closer to the customer [51]. Changed requirements in tooling and machinery are followed by a change of required competencies. Currently, employees on shop floor level need to know about setting-up and adjustments, in future they need to be aware of post-processing and digital data handling.
Moreover, new possibilities in design will affect the assembly effort. By integrating functions and reduction of parts to be assembled, the effort in assembly is decreasing in general [52].
The part distribution will increase in frequency because the order-to-delivery time is decreasing. The distribution effort is minimized further, if the visionary business case “the customer produces its parts on his own” is becoming reality [53]. Physical part distribution is replaced by the distribution of 3D data sets to the customer. This will lead to a stronger inclusion of the customer in the product configuration process by adaption of relevant parts [45].
Regarding the order processing, additive technology is changing sales approaches extensively. The upcoming possibilities in design and customization require a basic knowledge of the sales personal. This expertise allows the right determination of price and delivery time. The service potential during consultancy in product design can widen the sales opportunities.
This has an influence on the philosophy to develop and shape products. The technology allows integration of functionality and high degree of design freedom. For that, the product data needs to be adaptable which requires consideration during the development and design phase to reduce efforts for the future [54]. This is even more important for complex products where assembly steps are eliminated [45]. On the other side, also restrictions and boundary conditions given by AM have to followed [55]. For optimal usage of the new degree of freedom, simulation within design procedures becomes more important. This is fundamental to secure the functionality of new complex structures.
Operations management is also changing. The planning of workflows is different. However, the creation of work plans is still required, but with different focus. The production planning will be more flexible. Due to smaller lot sizes, the adaption of changes needs to be done faster but with consistent quality [56].
Quality insurance is a field with high relevance for using AM technologies. Based on the process chain a higher effort is required to secure stable quality and a prediction of life expectancy for the parts [57]. Additionally, new processes for failure parts needs to be defined—e.g. repair or re-production. For hybrid production, the effort will be even higher [52].
Looking at the after sales area there was research done on the effect that additive manufacturing would have on the supply chain of spare parts that could possibly be manufactured using AM. Main result of this work is that only 7–23% of the parts have an economical benefit but the lead-time was lowered significantly [58]. Furthermore, the spare parts supply chain of the F-18 Super Hornet has been investigated in another work, resulting in: e.g. lower overall operation costs, lower down time, higher potential for customer satisfaction, lower capacity utilization and higher flexibility [59].
3.3 Flexible Spare Parts Production with AM by Deutsche Bahn AG
The application case from Deutsche Bahn AG (DB) is presented in this paragraph, it addresses the production of non-security-relevant spare parts. In the first phase of the project, the DB team has decided to work together with experienced additive manufacturing service providers. Therefore, a standardized process for admission of suppliers has to be put in place, when the demand for parts is rising. This is currently in research and development. Independently a process for qualification of spare parts is developed. A first version of this procedure is shown in Fig. 3.34.

Qualification process for spare parts
The example of DB shows that a use-case of using AM in the sector of after-sales/maintenance has very high potential. The first impression of this use-case is that the realization is not very complex. However, along with the progress and the first realized prototypes the challenges of using AM became clear, even for this level of implementation. The demand for standardized processes and required knowledge is easily underestimated. Regarding a complete changeover towards AM technologies, the amount of influences and required changes increase dramatically. The adoption of production with its challenges concerning material, quality, process stability etc. is only a small step towards completeness. For successful overall implementation of AM, a well-defined framework is needed to tackle the extensive impacts on development, operational planning, organization and logistics. Furthermore, it becomes clear, that AM competencies for employees are needed across multiple divisions in the company.
Furthermore the example shows the potential of AM for a sustainable, flexible and very fast way of producing spare parts for the public transport sector. Especially in this field idle times of trains have to be kept as short as possible to keep the transport operational.
References
Weber R, Hauser I (2008) Eine kleine politische Landeskunde (a little political applied geography), Landeszentrale für polische Bildung Baden-Württemberg, Version 6, Stuttgart 2008)
Wirtschaftsregion Stuttgart - Zahlen und Fakten (Region Stuttgart—data, information and figures), Industrie und Handelskammer Region Stuttgart, Stuttgart (2017)
Die Region Stuttgart – Hightechregion in Europa; Information paper, Wirtschaftsförderung Region Stuttgart GmbH (WRS), Stuttgart (2014)
Dispan J, Koch A, Krumm R, Seibold B (2015) Strukturbericht Region Stuttgart 2015 - Entwicklung von Wirtschaft und Beschäftigung (structurel report region Stuttgart 2015 – development of economy and employment, Verband Region Stuttgart, Handwerkskammer Region Stuttgart, Industrie und Handelskammer Region Stuttgart, IG Metall Region Stuttgart, Stuttgart, 2015
United Nations (2015) Adoption Of the Paris agreement—framework convention on climate change, Paris, 30 Nov–11 Dec 2015
Chertow MR (2000) Industrial symbiosis: literature and taxonomy. Ann Rev Energy Environ 25:Seite 313–337
Verordnung über die bauliche Nutzung der Grundstücke (Baunutzungsverordnung – BauNVO), Bundesministeriums der Justiz und für Verbraucherschutz, Letzte Änderung 11.06.2011, Berlin (2011)
https://www.bundesregierung.de/Content/DE/Artikel/2015/12/2015-12-12-klimaabkommen.html, veröffentlicht 12.12.2015, letzter Besuch 15.11.2016, 16:22
Wraneschitz H, Böckmann C, Eder SW (2016) Der CO2-Entzug, VDI nachrichten, Ausgabe 45, 10. Nov 2016, VDI Verlag, Düsseldorf
Tiilikainen K (2016) Finland addresses climate actions in agriculture, climate action, Marrakesch. http://www.climateactionprogramme.org/climate-action-publication
Gödecke M, Keller B, Munz J, Pflüger J (2015) „Wasser – ein knappes Gut? “, E-learning-Projekt, Lateinamerika-Institut, WS 2014/15, 2015. http://www.lai.fu-berlin.de/disziplinen/literaturen_und_kulturen_lateinamerikas/studiengaenge/elearning-projekte/brennpunkte_la/ressourcen/wasser.pdf
FM Global (2016) Wasser – das knappe Gut, TouchPoints – Resilienz als Wettbe-werbsvorteil, 27 April 2016
Spath D, Weisbecker A, Peissner M, Hipp C (2013) Potenziale der Mensch-Technik Interaktion für die effiziente und vernetzte Produktion von morgen. Fraunhofer IAO, Stuttgart
Bauer
Jeanneret-Gris CE (Le Corbusier) (1943) Entretien avec les étudiants des Ecoles d’Architecture. Paris, 1943
http://www.urban-is.de/Quellennachweis-Internet/StadtPlanung@CD/Charta_v_Athen.pdf, last viewed: 10 Nov 2016
Romero E, Ruiz MC, Álvarez R, Bayona E (2013) Eco-industrial areas modeling proposal. In: First international conference on resource efficiency in interor-ganizational networks—ResEff 2013—13 Nov–14 Nov 2013, Georg-August-Universität Göttingen, Universitätsverlag Göttingen
Lambert AJD, Boons FA (2002) Eco-industrial parks: stimulating sustainable development in mixed industrial parks. Technovation 22 (2002) Seite:471–484
Romero E, Ruiz MC (2013) Framework for applying a complex adaptive system approach to model the operation of eco-industrial parks. J Ind Ecol. https://doi.org/10.1111/jiec.12032
Reuter C, Prote JP (2015) Standortentscheidungen systematisch herleiten, ZWF Online, Jahrg. 110 (2015) 10, Carl Hanser Verlag, München, 2015
Nadler DA, Tushman ML (1980) A model for diagnosing organizational behavior: applying a congruence perspective, Managing Organizations—readings and cases, reprint of Organizational Dynamics, Little, Brown and Company
Wiedemann C (2014) Identifikation und Modellierung von Wirkzusammenhängen zwischen Produktionssystemen und ihrem urbanen Umfeld. AKAD University of Applied Sciences, Stuttgart
Lowe EA, Moran SR, Holmes DB (1995) Field book of the development of eco-industrial parks. Report draft. Indigo Dev. Co., Oakland, CA
Očigrija A, Kreh O (2013) Die größten Unternehmen in Baden-Württemberg, In-dustrie- und Handelskammer Region Stuttgart, Stuttgart, 2013
http://wirtschaftslexikon.gabler.de/Definition/unternehmen.html, last viewed: 22 Dec 2016, 15:37
Bernet M (2010) Foren und Wikis: verteiltes Wissen, Social Media in der Medienar-beit, Seite 143-146, VS Verlag für Sozialwissenschaften, Wiesbaden
Vester F (2002) Die Kunst vernetzt zu denken – Ideen und Werkezuge für den neu-en Umgang mit Komplexität, Der neue Bericht an den Club of Rome, akt. Auf-lage, Deutscher Taschenbuch Verlag GmbH & Co. KG, München
Forrester J (1971) Counterintuitive behavior of social systems. Technol Rev 73(3):52–68
https://www.bundesregierung.de/Content/DE/Magazine/MagazinInfrastrukturNeueLaender/014/s1-verkehrssituation-auf-deutschlands-strassen.html, last viewed: 28 Dec 2016, 13:42
Spath D, Lentes J (2012) Flexibler produzieren in der Stadt, FtK 2012 – Fertigungstechnisches Kolloquium Stuttgart: schriftliche Fassung der Vorträge zum fertigungstechnischen Kolloquium on 25 and 26 September in Stuttgart. In: Proceeding, Gesellschaft für Fertigungstechnik, Stuttgart
N.N.: WITTENSTEIN AG – Urbane Produktion & Industrie 4.0. http://www.wittenstein.de/urbane-produktion-industrie-4.html, last viewed: 08 June 2014, 18:57
Standort GMD – Die Gläseren Manufaktur. http://www.glaeserenmanufaktur.de/de/idee/standort, last viewed: 06 June 2014, 19:27
Spath D, Lentes J (2013) Urban production to advance the competitiveness of industrial enterprises. In: Proceedings of ICPR22, Iguassu Falls, 5 pp
Spath D, Bauer W, Lentes J (2015) A quick-check to identify potentials by urban manufacturing for industrial enterprises. In: Proceedings of ICPR23, Manila, 6 pp
Lopez J, Meehan P, Prentice S, Raskino M, Howard C, Willis D (2014) Get ready for digital business with the digital business development path, Gartner Research. http://www.gartner.com/doc/2777417, last accessed 31 May 2017
Perkins M, Small P (2006) Partnering for better microbial diagnostics. Nat Biotechnol 24:919–921
De Bruin T, Freeze R, Kaulkarni U, Rosemann M (2005) Understanding the main phases of developing a maturity assessment model. In: Australasian conference on information systems, Sydney, 10 pp., authors version. http://eprints.qut.edu.au/25152/, last accessed 31 May 2017
Kagermann H, Wahlster W, Helbig J (2013) Securing the future of German manufacturing industry: recommendations for implementing the strategic initiative INDUSTRIE 4.0. Final report of the Industrie 4.0 working group. Forschungsunion im Stifterverband für die Deutsche Wirtschaft, Berlin
Bauer W, Hämmerle M, Gerlach S, Strölin T (2014) Planning flexible human resource capacity management. In: 19th IFAC world congress, Cape Town, pp 4459–4464
Dold C, Mauro P, Nøstdal R, Pierpaoli F (2003) Development and management of east-west European extended enterprises. In: Proceedings of PRO-VE 2003, Lugano, pp 467–474
KPMG (2015) Additive manufacturing—Strategy & Operations Fokusanalyse
Attaran M (2017) Additive manufacturing: the most promising technology to alter the supply chain and logistics. J Serv Sci Manage 10:189–205
Gravier M (2016) 3D printing: customers taking charge of the supply chain. Industry Week, April 12
Wohlers Associates Inc. (2016) Wohlers report 2016—rapid prototyping, tooling & manufacturing state of the industry, United States of America
Gebhardt A (2013) Generative Fertigungsverfahren: additive manufacturing und 3D Drucken für prototyping—tooling—Produktion. Carl Hanser Verlag, München
Deloitte University Press (2015) The future of manufacturing—making things in a changing world. Deloitte Development LLC
Jones Lang Lasalle GmbH (2013) Produktion im Wandel. Höhere Komplexität, größere Chancen
EOS (2017) Systeme und Zubehör zur additiven Fertigung von Metallteilen. URL: http://www.eos.info/systeme_loesungen/metall/systeme_und_zubehoer
National Institute of Standard and Technology (2013) Measurement science roadmap for metal-based additive manufacturing
Coenenberg AG, Fischer TM, Günther T (2012) Kostenrechnung und Kostenanalyse. Schäffer-Poeschel Verlag, Stuttgart
Seliger (2015) Additive manufacturing im Leichtbau - strategisches und betriebswirtschaftliche Herausforderungen und Perspektiven. Leichtbau BW GmbH
Breuninger J, Becker R, Wolf A, Rommel S, Verl A (2013) Generative Fertigung mit Kunststoffen, Konzeption und Konstruktion für Selektives Lasersintern, Heidelberg, Springer Verlag
Schmoll A, Ballestrem J, Hellenbrand J, Soppe M (2015) Dreidimensionales Drucken und die vier Dimensionen des Immaterialgüterrechts, in GRUR, S.1041-1050
x-Technik IT & Medien GmbH (2015) Additive und hybride Produktion mit 3D-Druck, Additive Fertigung
Deradjat D, Minshall T (2015) Implementation of additive manufacturing technologies for mass customization. In: International association for management of technology IAMOT 2015 conference proceedings
Werner H (2010) Supply chain management: Grundlagen, Strategien, Instrumente und Controlling. Gabler Verlag, Wiesbaden
Schmitt R, Pfeifer T, Beaujean P (2014) Qualitätsgerechte Organisationsstrukturen, Masing Handbuch Qualitätsmanagement, München. Carl Hanser Verlag
Augustsson R, Becevic D (2015) Implementing additive manufacturing for spare parts in the automotive industry. Chalmers University of Technology, Report no E2015:108
Khajavi S, Partanen J, Holmström J (2013) Additive manufacturing in the spare parts supply chain. Elsevier B.V
Acknowledgements
The colleagues of the team of authors are gratefully thanked for providing input of their topics as well as discussing different aspects. Furthermore, the number of assistant researchers has to be stated as well supporting the work by collecting data, adjust it and provide it during the research work. Prof. Dieter Spath, Head of the institute for human factors and technology management at University of Stuttgart, can be also named because his offer to discuss all details in context of a broader view helped the development as well.
Furthermore, the ministry of environment, climate and energy economy, of Baden-Württemberg is gratefully thanked for choosing the project and providing the funding. The funded project HoliPOrt—holistic development of manufacturing location was a very important base for the development of the content of the chapter.
Sven Gaede was doing his thesis under surveillance of Nikolas Zimmermann. The discussions about his work at Deutsche Bahn AG inspired to have a closer look on those aspects in additive technology.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Glossary
- Area
-
As an area, areas are described within the concept study, which are characterized by decentralized control. The reasons for this are the absence of an operating company or distributed ownership (each company owns the property with real estate). Each stakeholder in the system therefore has little or no dependency on others
- Module
-
Modules are composed of several components. The complexity and the range of functions are still very limited. The integration of external competencies in the manufacturing process is low. Individualization is still limited, since assemblies are also components of systems
- Component/part
-
A component is a product produced by processing from a raw material/ raw material. The complexity and the range of functions are limited. These products are usually required in larger quantities because they function as components of assemblies or systems
- Bottom-Up
-
Bottom-up approaches are given by the executive level. The impulse comes due to needs, needs or experiences that can be interesting from the perspective of the appropriate level for all. Usually, different impulses are agglomerated across the planes in the bottom-up approach in order to achieve a central image
- Brownfield
-
In the field of urban and land development, partial living areas are free from the current use through the life cycle. In the field of Brownfield development, the aim is to reuse these freed areas and properties. Since there are inventory areas, the prevailing framework conditions must also be taken into account or even be adapted. However, the flexibility is usually very small
- Congruence
-
English agreement or congruence—in the context of consistency, it is intended to serve as a representation of reality. It is intended to help shape certain contexts more structurally and also serve as a model through abstraction. It is especially used in management to describe complex processes and relationships in a simplified manner
- Greenfield
-
If new areas are indicated in urban and land development that is, also redefined in terms of their use one speaks of green-field development. The advantages of the Greenfield development are the high flexibility in design and usability
- Industries
-
The term is used in the study for companies and organizations that have a clear reference to production. Furthermore, the facilities are also companies of industrial production
- Input
-
The input can be any input variable or parameter. For the execution of processes, these are initial values that are necessary
- Organizations
-
In the case of organizations, the allocation is not clearly possible or there are suitable companies and facilities which are less suitable for industrial production
- Output
-
The output can be any result or part of the result. It is the result of a process
- Park
-
Within the framework of the concept study, a construct with centralized control and partly also ownership conditions is described with Park. This means that there is an owner or operator who manages the units in the settlement, provides guidelines and, if necessary, offers additional services and services. The operator may be either a private-law organization or a local authority
- Rural
-
Rural are rural areas, which are relatively remote from main and secondary centers. These areas are characterized by little flexible infrastructure connection. The size of people settlements is limited, which can correlate with the challenges faced by specialists and appropriate competencies in the immediate environment
- Suburban
-
Suburban are areas around of centers. Usually the cconnection and infrastructure are well developed and the access to suitable specialists and competences is moderate to good. The proximity to larger population settlements is moderate, so the conflict probability is lower than in the urban but higher than in the rural areas
- System
-
A system is a complex product that combines many different competences and disciplines. These products are customized on the basis of customer requirements and often lead to the integration of external and internal competencies throughout the entire production process. Also the support processes are characterized by the high complexity
- System dynamic
-
The system dynamics is a relatively young science, which in the 1950er years for the first time by J.W. Forrester [Forrester 1971] was used. The focus is on the viewing element, which is, however, viewed as a system with many dependencies and interactions with other system components. System dynamics is currently a recognized process for modeling complex contexts and simulations
- Throughput
-
The sum of the transformation processes can be seen as a throughput in the context of the study. An output is generated from input by transformation. In the study, the throughput is considered a white box. The transparency is preserved, but no more detailed consideration of the transformation processes takes place. However, the White Box offers the possibility to look more in detail and thus to analyze individual aspects
- Top-Down
-
Usually as a way of providing information from the lead to the leading organs. Visions and objectives are often formulated in this way and are then implemented further into the implementation via downstream levels. In the concept study, this is understood as a path from the holistic idea to the concrete implementation
- Urban
-
The term urban is referred to in the study on main and secondary centers and specifies areas that belong to the urban area or are directly connected. These areas are characterized by their proximity to large human settlements and residential areas. The available infrastructure and connection is excellent
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Hertwig, M., Lentes, J., Zimmermann, N., Dangelmaier, M. (2019). Stuttgart Region—Sustainable Industrialization in Stuttgart Metropolitan Region. In: Vinod Kumar, T. (eds) Smart Metropolitan Regional Development. Advances in 21st Century Human Settlements. Springer, Singapore. https://doi.org/10.1007/978-981-10-8588-8_3
Download citation
DOI: https://doi.org/10.1007/978-981-10-8588-8_3
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-8587-1
Online ISBN: 978-981-10-8588-8
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)