
Abstract
Excessive use of fossil fuels leads the world to investigate the other alternative sources of energy. Biofuels are considered as one of the emerging and more reliable energy sources. The present study investigates the potential of Citrus reticulata (orange) fruit waste for efficient production of bioethanol.
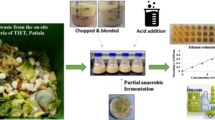
During the study orange peel and pulp waste samples in the ratio of 1:1 were pretreated to acidic and heat treated followed by solid-state and submerged fermentation. Fermented fractions were then subjected to distillation. Distilled fermented fractions were then analyzed by gas chromatography-mass spectrometry (GC-MS). The chromatographic analysis revealed that from Citrus reticulata fruit wastes, biodiesel can be produced, and the highest bioethanol yield (6.0029%) was observed via solid-state fermentation compared to submerged fermentation. Positive and promising results of GC-MS show that Citrus reticulata fruit wastes can be a feasible alternative for efficient bioethanol production.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Consumption and dependency on fossil fuels to meet energy demand continued to increase in 2014–2015 (Statistical Review of World Energy 2015). Excessive use of fossil fuels focused the attention of researchers to investigate the other alternative source of energy. One of such alternative is biofuels. It is also necessary to search and explore more promising ways for the production of biofuels from different materials rather than the conventional lignocellulosic sources. And fermentation is one of the key important ways for the large production of biofuels (Shanmugam 2009; Mark et al. 2007; Deepa et al . 2015; Singh et al. 2015; Zainab and Fakhra 2014). Fermentation requires raw material which can be used as energy source by microorganism, which then can be converted into more valuable end product (Ylitervo 2008; Periyasamy 2009).
Agro-industrial fruits plays a vital role in worldwide economy. Thus agro-industrial and fruit processing industry waste can be considered as a promising source for the fermentation (Ylitervo 2008; Dhillon et al. 2004; Periyasamy 2009; Deepa et al. 2015; Singh et al. 2015; Zhou et al. 2007). Among all the fruits, citrus fruit production has been increased exponentially in recent decades. It was estimated that nearly 100 million metric tons (MMT) of citrus fruits were consumed each year (Citrus: World Markets and Trade 2016). India had produced nearly 11,147 (Eleven Thousend One Hundred Fourty Seven) metric tons (MT) of citrus fruit in the year 2013–2014 (Indian Horticulture Database 2014; Horticultural Statistics at a Glance 2015). Citrus fruits are consumed fresh, or they are mostly preserved by making citrus juice which may be ready to drink or in concentrated form.
After Citrus fruit juice is extracted, the remaining waste of the fruit also serves as a rich source of lignocellulosic material and also can be used as raw material for the bioethanol fermentation (Ylitervo 2008; Dhillon et al. 2004; Periyasamy 2009; Farid 2008; Mishra et al. 2012). Citrus reticulata is composed of carbohydrate polymers (cellulose, hemicellulose) as well as aromatic polymer (lignin). Both the cellulose and hemicellulose fractions are polymers of sugars and can be used as a raw material during fermentation for efficient bioethanol production (Ylitervo 2008; Farid 2008; Wilkins et al. 2007; Jung and Kim 2015; Weiyang Zhou et al. 2007; Shi et al. 2009; Sørensen et al. 2012). But the major hurdle during this process is to get reducible sugar for the fermentation process . Leading microorganism (Saccharomyces cerevisiae) is a highest bidder for the commercial production of ethanol (Tesfaw et al. 2014; Dake et al. 2010; Von Schenck 2013) However, it cannot convert lignocellulosic biomass into bioethanol ; it requires biomass pretreatment to liberate the required sugar for further fermentation. There are numerous techniques available in literature for the efficient pretreatment of biomass which includes enzymatic degradation, acidic treatment, and alkaline treatment followed by fermentation which can efficiently produce bioethanol (Asgher et al. 2014; Li et al. 2014; Jung et al. 2013; Ibrahim 2012; Eisenhuber et al. 2014; Jung and Kim 2015; Passoth et al. 2013; Cuevas et al. 2010; Soudham et al. 2014; Steffien et al. 2014). Earlier research suggests that the solid-state fermentation used for the setup has potential to give a high production of bioethanol (Farid 2008; Shanmugam 2009; Deepa et al. 2015; Prasad 2014; McCue and Shetty 2005). The present study focused to investigate the potential and possibility of mandarin orange (Citrus reticulata) peel and pulp waste in the ratio of 1:1 for efficient bioethanol production via solid-state and submerged fermentation with baker’s yeast.
2 Material and Methods
2.1 Collection, Sample Preparation, and Total Sugar Determination of Citrus reticulata Fruit Waste
Orange (Citrus reticulata) samples were collected from local market of Nagpur (Maharashtra, India). The waste peel and pulp of Citrus reticulata were separated out after taking out juice by the fruit processor. The sample was kept for sun drying (6 h for 2 days). The dried samples were grinded to particle size of about two to ten mesh in diameter and were stored in sterile flask till further treatment. Ten grams of substrate (orange peel + pulp in the ratio of 1:1) was subjected to the Benedict’s test, so as to estimate the concentration of reducing and nonreducing sugar in the sample.
2.2 Preparation of Inoculums for Fermentation
During the study, the commercially available baker’s yeast was used for the fermentation. Thirty milliliters of distilled water was taken in sterilized Erlenmeyer flask (250 ml) and was boiled for 20 min. The flask was moved into laminar hood, and 5 g of dry weight of baker’s yeast was added to the hot water and stirred properly. Temperature of hot water was not more than 45–50 °C. This was done to rehydrate the baker’s yeast. After 10 min, 10 ml of this baker’s yeast is used as inoculum for fermentation which was added in aseptic condition. Fresh inoculums were prepared before each batch of fermentation.
2.3 Pretreatment on the Sample
2.3.1 Acidic Pretreatment
1N concentrated sulfuric acid and 1N nitric acid were prepared for acid pretreatment and were stored in the reagent bottle. After preparing the reagent, 50 g of Citrus reticulata waste sample containing orange peel and pulp in the ratio of 1:1 was prearranged. Then 100 ml of sulfuric acid and 100 ml nitric acid were added in each flask containing Citrus reticulata waste. The ratio for acid pretreatment was maintained as 1:2:2. These flasks containing substrate + pretreatment reagents were kept on rotary shaker for 6 h at 90 rpm. After the acid pretreatment, the sample was washed six to seven times by distilled water to separate out any acid residues from the substrate with the help of muslin cloth. For further complete neutralization, sodium hydroxide was also added in the substrate to maintain the required fermentation pH, i.e., 6.5–6.7. The pretreated substrate was then filtered, and the filtered substrate (about 20–25 g) was then transferred into another flask for further steam pretreatment.
2.3.2 Steam Pretreatment
After acidic pretreatment the substrate was subjected to the heat pretreatment. During steam pretreatment the substrate sample was autoclaved for about 60 min at 121 °C. Steam pretreatment was mainly performed to ensure that there is no contamination left before subjecting to the fermentation process.
2.4 Fermentation
Fermentation of these above pretreated substrates was done via two methods, i.e., solid-state fermentation and submerged fermentation. All the experiments were done in triplicates.
2.4.1 Solid-State Fermentation
Ten milliliters of earlier aseptically prepared inoculum was added to each flask containing pretreated 20–25 g of substrate. After adding baker’s yeast solution, flasks were covered with balloon, so that the carbon dioxide gas can be stored, which is the indicator of fermentation process. The flasks were then kept for fermentation process for around 74 h at room temperature on rotary shaker at 90 rpm. Once the fermentation period is over, the mixed sample was then subjected to distillation process to separate out the liquid fraction at 75–76 °C. Collected distilled fractions were then analyzed for bioethanol percentage (v/v) by gas chromatography-mass spectrometry (GC-MS).
2.4.2 Submerged Fermentation
Ten milliliters of earlier aseptically prepared inoculums was added to each flask containing pretreated 20–25 g of substrate, and the volume is made up to 250 ml. After adding baker’s yeast solution, flasks were covered with balloon. The flasks were then kept for fermentation around 74 h at room temperature on rotary shaker at 90 rpm. After fermentation, distillation process was carried out to separate out the liquid fraction at 75–76 °C. Collected distilled fractions were then analyzed for ethanol percentage (v/v) by GC-MS.
2.5 Determination of Biodiesel by GC-MS
The distilled fractions for the presence of bioethanol were conducted using gas chromatography-mass spectrometry (GC-MS) (Thermo Fisher model 8610C), equipped with a 60 m column (Restec MXT-1, Id 0.53 mm, 5 μM), with column injector and FID conditions: 220 °C; H2, 25 PSI, equivalent to 12 ml/min; air, 2 PSI, 3,613 ml/min; gain set to medium. The GC was also equipped with an internal air compressor and hydrogen generator and was also coupled with mass spectra. N2 was used as carrier gas with pressure control (24 PSI constant; equivalent to 27 ml/min). The oven temperature (column and injector temperature ) was initially set at 50 °C and then elevated at the rate of 7 °C/min to 100 °C, thus giving a total run time of 7 min. Furthermore, 2 μL sample was injected manually at time 0, using a 5 μl Hamilton syringe, and temperature cycle was started. Syringe was thoroughly washed with ethyl acetate between injections to avoid cross contamination. Each injection was repeated three times; ethanol routinely came out at retention time equivalent to 65 °C. The mass spectra of pure ethanol were also run on GC-MS as a reference.
3 Results and Discussion
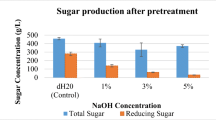
The Benedict’s test gives enough estimation of sugars that can be subjected to saccharification and fermentation. The presence of reducing sugar in the given substrate after Benedict’s test (orange peel + pulp) was found to be 1.5% by comparing Benedict’s reagent before acid pretreatment. The acid and steam pretreatment were performed to improve the further fermentation process. Most of the cellulosic components can be converted to reducing sugar after acid pretreatment followed by autoclaving which thereby improve hydrolysis efficiency (Hsu et al. 2011).
The GC-MS analysis of 1N pretreated distilled sample shows that the amount of bioethanol present during submerged fermented sample after comparing with standard gas chromatograms and mass spectra of pure ethanol was 1.94%, whereas for solid-state fermentation, it was observed to be 6.0029%. In Citrus reticulata fruit waste samples, the highest bioethanol yield (6.0029%) was obtained via solid-state fermentation. It was observed that Citrus reticulata fruit waste sample had the potential for biodiesel production via solid-state fermentation as well as submerged fermentation process.
4 Conclusions
The present study revealed certain interesting facts about bioethanol production from Citrus reticulata fruit wastes. The waste sample after acidic and autoclave pretreatment which is a well-established method shows promising results. Though the bioethanol production from the orange peel is a well-exploited area, less work is done on pulp. The study highlights that 1:1 w/w ratio of orange peel and pulp with acidic and autoclave pretreatment followed by submerged and solid-state fermentation can be a promising method for biodiesel productions.
It can be concluded that the waste from the Citrus reticulata fruit wastes (peel + pulp) can be an alternative and promising resource for the efficient bioethanol production. Still the feasibility and practicability of this process for efficient biodiesel production in an optimized way need to be explored intensively.
References
Asgher M, Bashir F, Iqbal HMN (2014) A comprehensive ligninolytic pre-treatment approach from lignocellulose green biotechnology to produce bio-ethanol. Chem Eng Res Des 92:1571–1157
Chuan-Liang Hsu, Ku-Shang Chang, Ming-Zhang Lai, Tsan-Chang Chang, Yi-Huang Chang, Hung-Der Jang (2011) Pretreatment and hydrolysis of cellulosic agricultural wastes with a cellulase-producing Streptomyces for bioethanol production. Biomass Bioenergy 35(5):1878–1884
Citrus: World Markets and Trade (2016) World production, markets, and trade reports web: http://www.fas.usda.gov/data/citrus-world-markets-and-trade
Cuevas M, Sánchez S, Bravo V, García JF, Baeza J, Parra C, Freer J (2010) Determination of optimal pre-treatment conditions for ethanol production from olive-pruning debris by simultaneous saccharification and fermentation. Process Biochem 89:2891–2896
Dake M, Jadhv J, Patil N (2010) Variations of two pools of glycogen and carbohydrate in Saccharomyces cerevisiae grown with various ethanol concentrations. J Ind Microbiol Biotechnol 37:701–706
Deepa A, Da Costa M, Hriiyia M (2015) Production of bioethanol from Citrus limetta and citrus maxima fruit waste by batch fermentation. Int J Pharma Biosci 6:567–578
Dhillon SS, Gill RK, Gill SS, Singh M (2004) Studies on the utilization of citrus peel for pectinase production using fungus Aspergillus niger. Int J Environ Stud 61:199–210
Eisenhuber K, Krennhuber K, Steinmüller V, Jäger A (2013) Comparison of different pre-treatment methods for separating hemicellulose from straw during lignocellulose bioethanol production. Energy Procedia 40:172–181
Farid T (2008) Ethanol production from cellulosic biomass by encapsulated Saccharomyces cerevisiae. Thesis of University College of Boras, School of Engineering, pp 210–221
Hassan Al-Haj Ibrahim (2012) Pretreatment of straw for bioethanol production. Energy Procedia 14:542–551
Horticultural Statistics at a Glance (2015) Horticulture statistics division department of agriculture, Cooperation & Farmers Welfare Ministry of Agriculture & Farmers Welfare Government of India. Web: agricoop.nic.in/imagedefault/hortstat_glance.pdf
Indian Horticulture Database (2014) web: http://nhb.gov.in/area-pro/NHB_Database_2015.pdf
Mark W, Wilbur W, Karel G (2007) Simultaneous saccharification and fermentation of citrus peel waste by Saccharomyces cerevisiae to produce ethanol. Process Biochem 42:1614–1619
McCue P, Shetty K (2005) A model for the involvement of lignin degradation enzymes in phenolic antioxidant mobilization from whole soybean during solid-state bioprocessing by Lentinus edodes. Process Biochem 40:1143–1150
Ming Li, Shengli Si, Bo Hao, Yi Zha, Can Wan, Shufen Hong, Yongbo Kang, Jun Jia, Jing Zhang, Meng Li, Chunqiao Zhao, Yuanyuan Tu, Shiguang Zhou, Liangcai Peng (2014) Mild alkali-pretreatment effectively extracts guaiacyl-rich lignin for high lignocellulose digestibility coupled with largely diminishing yeast fermentation inhibitors in Miscanthus. Bioresour Technol 169:447–454
Mishra J, Kumar D, Samanta S, Vishwakarma MK (2012) A comparative study of ethanol production from various agro residues by using Saccharomyces cerevisiae and Candida albicans. J Yeast Fungal Res 3:12–17
Passoth V, Tabassum MR, Nair HAS, Olstorpe M, Tiukova I, Ståhlberg J (2013) Enhanced ethanol production from wheat straw by integrated storage and pre-treatment (ISP). Enzym Microb Technol 52:105–110
Periyasamy S, Venkatachalam S, Ramasamy S, Srinivasan V (2009) Production of bio-ethanol from sugar molasses using Saccharomyces Cerevisiae. Mod Appl Sci 3(8)
Shanmugam P (2009) Production of bio-ethanol from sugar molasses using Saccharomyces cerevisiae. Can Cent Sci Educ 3:32–37
Shi J, Sharma-Shivappa RR, Chinn M, Howell N (2009) Effect of microbial pretreatment on enzymatic hydrolysis and fermentation of cotton stalks for ethanol production. Biomass Bioenergy 33:88–96
Singh ARP (2014) A comparative study of bioethanol production ability of Bacillus subtilis and Saccharomyces cerevisiae using banana and Orange peels. Int J Sci Eng Res 5:1–5
Singh J, Suhag M, Dhaka A (2015) Augmented digestion of lignocellulose by steam explosion, acid and alkaline pretreatment methods: a review, carbohydrate polymers. Process Biochem 117:624–631
Sørensen A, Teller P, Hilstrøm T, Ahring B (2012) Hydrolysis of miscanthus for bio-ethanol production using dilute acid presoaking combined with wet explosion pre-treatment, enzymatic treatment. Bioresour Technol 99:6602–6607
Soudham VP, Brandberg T, Mikkola J-P, Larsson C (2014) Detoxification of acid pretreated spruce hydrolysates with ferrous sulfate and hydrogen peroxide improves enzymatic hydrolysis and fermentation. Bioresour Technol 166:559–565
Statistical Review of World Energy (2015) Web: http://www.bp.com/en/global/corporate/about-bp/energy-economics/statistical-review-of-world-energy.html
Steffien D, Aubel I, Bertau M (2014) Enzymatic hydrolysis of pre-treated lignocellulose with Penicillium verruculosum cellulases. J Mol Catal B Enzym 103:29–35
Tesfaw A, Assefa F (2014). Current trends in bioethanol production by Saccharomyces cerevisiae: substrate, inhibitor reduction, growth variables, coculture, and immobilization. Int Sch Res Not 2014, Article ID 532852
Von Schenck A, Berglin N, Uusitalo J (2013) Ethanol from Nordic wood raw material by simplified alkaline soda cooking pre-treatment. Appl Energy 102:229–240. 38
Weiyang Zhou, Wilbure Widmer, Karel Grohmann (2007) Economic analysis of ethanol production from citrus peel waste. Fla State Hortic Soc 120:310–315
Wilkins M, Widmer W, Grohmann K, Cameron R (2007) Hydrolysis of grapefruit peel waste with cellulase and pectinase enzymes. Bioresour Technol 98(2007):1596–1601
Ylitervo P (2008) Production of ethanol and biomass from orange peel waste by Mucor indicus. Thesis of University College of Boras (School of Engineering), pp 181–300
Young Hoon Jung, Kyoung Heon Kim (2015) Acidic pretreatment, pretreatment of biomass. Chapter 3 Book Korea University Graduate School, Seoul, Republic of Korea, pp 27–50
Young Hoon Jung, In Jung Kim, Hyun Kyung Kim, Kyoung Heon Kim (2013) Dilute acid pretreatment of lignocellulose for whole slurry ethanol fermentation. Bioresour Technol 132:109–114
Zainab B, Fakhra A (2014) Production of ethanol by fermentation process by using yeast Saccharomyces cerevisiae. Dep Environ Sci 13:24–32
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer Nature Singapore Pte Ltd.
About this paper
Cite this paper
Chahande, A.D., Gedam, V.V., Raut, P.A., Moharkar, Y.P. (2018). Pretreatment and Production of Bioethanol from Citrus reticulata Fruit Waste with Baker’s Yeast by Solid-State and Submerged Fermentation. In: Ghosh, S. (eds) Utilization and Management of Bioresources. Springer, Singapore. https://doi.org/10.1007/978-981-10-5349-8_13
Download citation
DOI: https://doi.org/10.1007/978-981-10-5349-8_13
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-5348-1
Online ISBN: 978-981-10-5349-8
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)