
Abstract
This chapter surveys the applications and properties of the fibre metal laminate (FML) concept GLARE. This concept includes a family of FMLs that can be tailored to specific requirements for aerospace applications, including resistance to fatigue crack growth, fracture, impact and fire and blast damage.
Access provided by CONRICYT-eBooks. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Fibre metal laminates (FMLs) intended for aerospace structures have a long history, going back at least to the 1970s [1]. Their development has not been easy, and some initially promising candidates have proven non-viable as property and cost-effective alternatives to all-metal structures.
GLARE (GLAss REinforced aluminium laminates) have, however, succeeded in reaching production and service deployment, notably in the Airbus A380 civil transport aircraft, but also for other applications, as will be mentioned. This success has been made possible by a huge and well-documented R&D effort [2].
The first point of contact concerning GLARE and other FMLs is the Fibre Metal Laminates Centre of Competence (FMLC), founded in 2001 and based at the Delft University of Technology in the Netherlands. GLARE production currently takes place at Fokker Papendrecht (Netherlands) and Premium Aerotec Nordenhamm (Germany).
2 GLARE: A Family of Materials
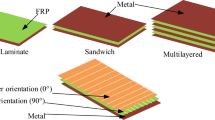
GLARE is a member of the family of FMLs. A GLARE laminate consists of alternating layers of aluminium alloy sheets and unidirectional (UD) prepregs of S-glass fibres. The number and orientation of the UD prepreg layers between the aluminium alloy sheets can be varied to ‘tailor’ the engineering properties to the required application, see Table 13.1, which shows that there are currently six different standard grades of GLARE. Within each grade there can be many variations, depending upon the thicknesses of the aluminium alloy layers and the numbers of interleaved aluminium and prepreg layers. These variations are captured in a standard classification system, examples of which are shown in Fig. 13.1.

GLARE standard notation examples
Figure 13.2 illustrates the build-up of a GLARE 3 laminate with a 3/2 lay-up, see Table 13.1 also.

Illustration of the build-up of a GLARE 3 laminate with a 3/2 lay-up: see Table 13.1 also
3 GLARE Applications
The most notable success of GLARE in airframe structures is its use in the Airbus A380, Fig. 13.3. Four grades of GLARE have been used: grade 2A for stringers, grade 2B for butt straps, grades 3 and 4A for fuselage skins [3, 4] and grade 5 for the horizontal and vertical stabiliser leading edges [5].

It should also be noted that the A380 airframe employs several classes of materials. These include conventional aluminium alloys, aluminium-lithium (Al–Li) alloys, GLARE and carbon fibre reinforced plastics (CFRPs) [6]. This reflects the modern trend of designing and using hybrid structures for optimum efficiency, in both civil and military aircraft and especially helicopters and VTOL configurations.
Other applications of GLARE include [7, 8]:
-
cargo bay floor replacements for civil transport aircraft (GLARE 5)
-
radome front bulkhead for Learjet 45 (GLARE 5)
-
blast-resistant cargo containers (GLARE 5 and 6)
-
bonded patch repairs on Lockheed C-5A fuselage crowns (GLARE 2A/B).
Besides these actual uses, there are more possibilities. The following have been suggested: upper and lower wing skins, fuselage frames, passenger floors, flat or curved fuselage bulkheads, firewalls and cargo barriers [9].
Notwithstanding these possibilities, GLARE must generally compete with several other candidates, especially in primary structures. This is discussed in Sect. 13.5.
4 GLARE Properties
The main incentive for developing GLARE and other FMLs has been the quest for improved Damage Tolerance (DT) properties combined with high structural efficiency (strength and stiffness). Vogelesang [1] describes the history of FML developments in the Netherlands that led to GLARE, pointing out that fatigue damage dominates during the service life of an aircraft. Other sources amply support this [10, 11].
This section will focus on the DT properties of GLARE. Other properties that will be (briefly) considered are impact, flame and corrosion resistance; and inspection and repair, both with respect to repair of GLARE itself and the use of GLARE patches to repair other structures. Much more information is in the modestly titled book Fibre Metal Laminates: An Introduction [2].
4.1 Damage Tolerance (DT): GLARE Basics
GLARE is produced by elevated temperature curing of the assembly of aluminium alloy and prepreg layers. Thermal expansion differences between the aluminium alloy and prepreg layers result in residual tensile stresses in the aluminium layers [12]. Although these stresses are minimised by careful design and production, they nevertheless adversely affect the resistance to fatigue crack initiation in the aluminium layers.
On the other hand, GLARE has a very high resistance to fatigue crack growth. The reason is ‘crack bridging’, see Fig. 13.4. Intact fibres in the aluminium alloy crack wake restrain the crack opening and reduce the crack driving force owing to load transfer into the fibre layers. Some delamination does, however, occur between the aluminium and fibre layers along the crack flanks.

Aluminium alloy crack bridged by unbroken fibres in the crack wake [12]: original diagram by J. Schijve
The residual strength of GLARE is more complicated to evaluate [13]. This is because there are two different possible scenarios: (i) cracks with completely or mainly intact fibre layers, typically resulting from fatigue, and (ii) cracks through all the layers owing to severe Foreign Object Damage (FOD) e.g. an uncontained engine failure due to rotor burst.
4.2 Fatigue Evaluation: The MLB Test
Many laboratory tests have determined the fatigue and fatigue crack growth properties of GLARE, but probably the most definitive test is the Airbus MegaLiner Barrel (MLB) full-scale fatigue test. This test was done by Airbus Deutschland in Hamburg, Germany.
Figure 13.5 shows (i) the MLB; (ii) the types of applied loads, namely fuselage pressurisation (ΔP) and bending (MY, MZ) and ground loads QZ) and (iii) the number of simulated flights applied during testing. This is slightly more than twice the nominal Design Service Goal (DSG) of 20,000 flights.

Airbus A380 MegaLiner Barrel (MLB) full-scale fatigue test ‘specimen’, the general loading conditions, and the number of simulated flights applied during testing [4]
After the test there were teardowns of three key GLARE areas and details [4]:
-
stringer coupling (GLARE 2A, stiffener; 2B, butt strap; 4A, skin)
-
passenger window area (GLARE 3)
-
passenger door beam (GLARE 3).
Cracks at fastener holes were detected by eddy current non-destructive inspection (NDI) after removal of the fasteners. Selected cracked holes from the windows and door beam were broken open for Quantitative Fractography (QF). The results are summarised here:
Stringer couplings: Figure 13.6 classifies the NDI-indicated crack lengths for the GLARE coupling assembly and two AA7349-T7651 stringers. There were many crack indications for the GLARE components, but all were less than 4.5 mm. However, two crack indications for the aluminium alloy stringers were longer: 6.3 and 7 mm.

Classification of NDI-indicated cracks for the MLB GLARE stringer coupling assembly and two AA7349-T7651 stringers [4]
Windows and door beam: Figure 13.7 compares the fatigue crack growth behaviours of the largest cracks from these areas, which had differing local load levels and histories. However, the GLARE window skin and AA7175-T73 window frame were directly comparable. There are two main points to note:

-
1.
The fatigue crack growth rates in the GLARE window skin were much lower than those in the AA7175-T73 window frame and tended to decrease.
-
2.
The door beam crack had a nearly constant growth rate up to its end point (6.54 mm).
In a broader context, Figs. 13.6 and 13.7 show that fatigue cracks readily initiate in GLARE but do not accelerate. They also grow more slowly than in monolithic aluminium alloys. This agrees with small-scale test results, e.g. Ref. [1], crack growth modelling for GLARE [4], and the following contract report available from the first author and the author of this chapter:
-
Schijve, J., Wiltink, F.J. and Bodegom, V.J.W., 1994, “Flight-simulation fatigue tests on notched specimens of fiber-metal laminates”, Report LRV-10, Faculty of Aerospace Engineering, Delft University of Technology, Delft, the Netherlands.
However, the MLB results are more significant because they represent full-scale fatigue testing of GLARE to more than twice the DSG. Also the load levels were set conservatively high [14]. Thus the fact that no GLARE fatigue crack exceeded 6.54 mm in length (the largest detected crack in the door beam) indicates the high DT capability of GLARE under realistic service-related conditions.
4.3 Residual Strength
As stated in Sect. 13.4.1, there are two different scenarios to evaluate the effectiveness of GLARE: (i) cracks with completely or mainly intact fibre layers, typically resulting from fatigue, and (ii) cracks through all the layers owing to severe FOD:
-
1.
Figure 13.8 shows that the residual strength of GLARE with cracked aluminium alloy layers is much better than that of through-cracked GLARE, as would be expected.
Fig. 13.8 
Residual strength of partially (aluminium layers) and completely through-thickness cracked GLARE 3-3/2-0.3 laminates [13]
-
2.
Figure 13.9 shows crack growth resistance (K R) curves for several through-cracked GLARE types together with K R curves for the standard damage tolerant alloy AA2024-T3 and the improved modern alloy AA2524-T351.
Fig. 13.9 
Comparison of crack growth resistance (K R) curves for through-thickness cracked GLARE laminates and the AA2024-T3 and AA 2524-T351 damage tolerant aluminium alloys [13]. The results have been adjusted to account for the different densities (ρ) and hence specific weights of the materials


All the GLARE types showed better crack growth resistance than AA2024-T3. However, it is clear that crack growth resistance equivalent to or better than that of AA2524-T351 depends on the type of GLARE: a better crack growth resistance is certainly achievable with GLARE.
An important practical aspect is fulfilment of the civil transport fuselage Fail-Safe crack criterion. This requires that a complete through-crack in two adjacent fuselage bays must be arrested within those bays under Limit Load conditions (see Fig. 18.3 in Chap. 18 of Volume 2 of these Source Books also). For GLARE this can be achieved by incorporating extra ‘crack stopping’ fibre layers in the fuselage skin laminate [1, 13].
4.4 DT Certification of GLARE
Laboratory tests and the MLB test have consistently shown that fatigue cracks initiate more readily in the aluminium alloy layers of GLARE than in monolithic aluminium alloy sheets. This negative aspect represents a potential issue for the Damage Tolerance certification of GLARE, despite the excellent resistance to fatigue crack growth. This issue, its resolution, and many other considerations are addressed in the book Flying GLARE® [15].
4.5 Impact Resistance
Impacts can occur from various sources, at both high and low velocities. Examples are runway and tyre debris, maintenance damage (dropped tools), collision with service vehicles and cargo, hail, bird and lightning strikes, and debris from uncontained engine failures (which fortunately rarely occur).
Figure 13.10 shows some impact results for aluminium alloy AA2024-T3, a Glare 3 laminate and a quasi-isotropic carbon fibre reinforced plastic (CFRP) laminate [1]. The CFRP impact resistance was low, as would be expected, since this is a major disadvantage of these materials. However, the GLARE laminate had better impact resistance than AA2024-T3, especially against high velocity impacts. This is attributed to high-strain-rate strengthening and a relatively high failure strain of the glass fibres [1, 16].

Comparison of impact properties for AA2024-T3 aluminium alloy, a GLARE 3 laminate and a quasi-isotropic CFRP [1]: PEEK polyetherether ketone, a thermoplastic polymer; m the mass of the impactor (unspecified for the high velocity impacts)
GLARE responds to impacts in a similar way as monolithic aluminium alloys, in that the damage is visually detectable and can be covered by the Code of Federal Regulations Section 25.571 [17, 18].
As mentioned in Sect. 13.3, the excellent impact resistance of GLARE, notably GLARE 5, has been exploited for cargo floors and liners, and the leading edges of the A380 horizontal and vertical stabilisers. GLARE 5 has been ‘tailored’ for high impact resistance by providing it with more prepreg layers than the other types, see Table 13.1.
Lightning strikes damage only the outer aluminium alloy layer, with local melting and a small disbonded area around the impact point [1, 19]. The damage is less extensive than that in a monolithic aluminium alloy panel [19].
4.6 Flame Resistance
The flame resistance of GLARE is extremely good [19]. Similarly to lightning strike damage, only the outer aluminium alloy layer melts. The exposed glass fibres withstand the flame temperature, while carbonisation of the epoxy matrix and delamination insulate the remaining laminate layers.
As an example, when aluminium alloy sheets 1.5–2 mm thick were exposed under standard test conditions [20] to an 1100 °C flame, the burn-through time was about 90 s. However, similar thickness GLARE 3 and 4 laminates resisted flame penetration for more than 15 min [19]. These tests showed that GLARE can be qualified as fireproof and used for firewalls [19].
4.7 Corrosion Resistance
The aluminium alloy sheets used for GLARE are anodised and coated with a corrosion-inhibiting primer before laminate assembly and bonding. Furthermore, to avoid bondline corrosion only the outside surfaces of GLARE laminates are clad, if required [21].
Under severe accelerated corrosion testing conditions GLARE performs as well as, or better than, monolithic aluminium, see Fig. 13.11. Through-thickness corrosion in GLARE is prevented by the fibre-epoxy layers. It is worth noting here that the glass fibres are not electrically conducting, so there is no risk of galvanic corrosion of the aluminium layers.

Extent of corrosion in AA2024-T3 sheet and a GLARE 4 laminate after 175 h of EXCO testing [21]: EXCO EXfoliation COrrosion testing, ASTM Standard G34-01
4.8 Inspections and Repairs
Inspections: C-scan ultrasonic inspection is used for quality assurance of as-produced GLARE laminates [1]. Eddy current techniques may be used to detect fatigue cracking from fastener holes [22] (cracks only in the aluminium layers).
GLARE self - repairs: Damaged GLARE laminates may be repaired with GLARE patches using riveted [23] or bonded [24] repair techniques already developed for aluminium alloy structures [1].
GLARE repairs on other structures: GLARE bonded patches on aluminium alloy structures behave better than CFRP patches and also boron fibre composite patches [24]. The main reason for GLARE’s better performance compared to CFRP patches is the closer match of the aluminium and GLARE thermal expansion coefficients [24].
As mentioned in Sect. 13.3, GLARE 2A/2B patch repairs have been applied to the fuselage crowns of Lockheed C-5A aircraft. The design and manufacture of these patches is discussed in detail by Guijt et al. [8]. Figure 13.12 shows a patch in situ before fastener re-installation.

GLARE patch bonded to the fuselage crown skin of a Lockheed C-5A aircraft [8]
Glare may also be used to repair CFRP structures, since the stiffnesses are better matched than if using aluminium or titanium alloy patches. The external aluminium layers of GLARE are then omitted to avoid galvanic corrosion.
5 GLARE and Other Candidates for Primary Aircraft Structures
In practice, the selection of materials for aircraft structures is a complex process [25]. Table 13.2 lists many factors that may be considered as advantages and disadvantages of conventional (legacy) aluminium alloys, the latest (3rd generation) Al–Li alloys, CFRPs and GLARE [6]. The importance of these factors differs greatly, but some broad indications can be given:
Engineering properties: These must meet the aircraft load requirements, which vary for different structural areas.
Improved properties: The importance of these depends on both the load requirements and the weight savings potential. The greatest weight savings potentials come from low-density materials, which favours CFRPs and also Al–Li alloys as replacements for legacy alloys.
Other properties, especially strength and stiffness, also contribute to weight savings. For example, GLARE’s excellent DT and impact properties have been combined with efficient design and manufacturing (see below) to enable competitive weight savings and actual deployment in the Airbus A380 upper fuselage and horizontal and vertical stabiliser leading edges, see Sect. 13.3 and Fig. 13.3.
Costs and weight savings: Material and manufacturing costs are relatively high for GLARE and CFRPs, but can be at least partially offset by their weight savings potentials. (CFRP material costs are particularly high—a significant disadvantage.)
GLARE is some 5–10 times more expensive per kg than conventional aluminium alloys [27], and this difference cannot be offset by weight savings alone. Additional savings must come from cost reductions during manufacturing, and these are best achieved by producing components directly from GLARE rather than half-product GLARE sheets [27].
Design principles and safety: Not only must aircraft have lightweight and highly efficient structures, but they must also be safe, see Chaps. 16 and 18 in Volume 2 of these Source Books. The design principles developed for the aircraft industry are based on mature engineering experience and well-established safety factors for metallic aircraft structures. This is an important advantage for aluminium and Al–Li alloys and also GLARE, which can be treated basically like a metallic material [15].
CFRPs, however, cannot use the design principles for metallic aircraft structures. In addition to problems in analysing complex components and predicting the onset of failure, even in nominally undamaged components, CFRPs are susceptible to impact damage and subsequent fatigue cracking and delamination.
The damage growth is difficult to predict, and this also makes it difficult to validate repairs. The overall result of these issues is that safety must be ensured by over-designing CFRPs according to the ‘No Growth’ damage tolerance principle [28, 29]. This increases their weight and manufacturing costs.
6 Summary
GLARE is a versatile FML concept that has been successful in important and diverse aerospace applications that exploit its excellent Damage Tolerance (DT) properties and impact and flame resistances. GLARE is also eminently suitable for repair patches on cracked and damaged aluminium alloy and CFRP aircraft structures.
GLARE has the advantage that well-established design methods for metallic structures can be used. However, the high material costs in comparison to aluminium alloys necessitate highly cost-effective manufacturing, whereby components are made directly as GLARE assemblies rather than from half-products.
The expertise in designing, manufacturing and using GLARE is primarily accessible via the Fibre Metal Laminates Centre of Competence (FMLC), founded in 2001 and based at the Delft University of Technology in the Netherlands. GLARE production currently takes place at Fokker Papendrecht (Netherlands) and Premium Aerotec Nordenhamm (Germany).
References
Vogelesang LB (2004) Fibre metal laminates, the development of a new family of hybrid materials. In: Guillaume G (ed) ‘ICAF 2003: fatigue of aeronautical structures as an engineering challenge, vol I. Engineering Materials Advisory Services, Warrington, UK, pp 3–27
Vlot A, Gunnink JW (eds) (2001) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands
Wit GP (2001) Fuselage barrel design and design for manufacturing (Chapter 15). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 237–254
Wanhill RJH, Platenkamp DJ, Hattenberg T, Bosch AF, De Haan PH (2009) GLARE teardowns from the MegaLiner Barrel (MLB) fatigue test. In: Bos MJ (ed) ICAF 2009, Bridging the gap between theory and operational practice. Springer Science + Business Media, Dordrecht, the Netherlands, pp 145–167
Rendigs K-H, Knüwer M (2010) Metal materials in Airbus 380. In: 2nd Izmir Global Aerospace and Offset Conference, 6–8 Oct 2010, Izmir, Turkey
Wanhill RJH (2013) Aerospace applications of aluminum-lithium alloys. In: Prasad NE, Gokhale AA, Wanhill RJH (eds) Aluminum-lithium alloys, processing, properties and applications. Butterworth-Heinemann, Elsevier Inc., Oxford, UK, pp 503–535
Evancho JW (2001) Secondary applications (Chapter 20). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 309–324
Guijt CB, Verhoeven S, Greer JM (2001) Bonded repairs for C-5A fuselage crown cracking (Chapter 31). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 477–497
Roebroeks GHJJ (2001) Glare features (Chapter 2). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 23–37
Findley SJ, Harrison ND (2002) Why aircraft fail. Mater Today 5(11):18–25
Tiffany CF, Gallagher JP, Babish IV, CA (2010) Threats to structural safety, including a compendium of selected structural accidents/incidents. USAF Technical Report ASC-TR-2010-5002, Aeronautical Systems Center Engineering Directorate, Wright-Patterson Air Force Base, Ohio 454-33-7101, USA
Alderliesten RC (2001) Fatigue (Chapter 11). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 155–171
De Vries TJ (2001) Residual strength (Chapter 13). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 197–217
Wagner M (2001) Fatigue loads program for MegaLiner Barrel. Airbus Deutschland GmbH, Hamburg, Germany
Beumler T (2004) “Flying GLARE®, a contribution to aircraft certification issues in non-damaged and fatigue damaged GLARE® structures. Doctor’s Thesis, Delft University of Technology, Delft, the Netherlands
Hagenbeek M (2001) Impact properties (Chapter 27). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 409–426
Beumler T (2001) Damage tolerance aspects (Chapter 14). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 219–233
Code of Federal Regulations (annual edition), Section 25.571, Damage-tolerance and fatigue evaluation of structure. Federal Aviation Administration, U.S. Department of Transportation, Washington, DC, USA
Hooijmeijer PA (2001) Burn-through and lightning strike (Chapter 26). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 399–408
Federal Aviation Administration (1990) Powerplant installation and propulsion system component fire protection methods, standards, and criteria. Advisory Circular FAA AC 20-135, U.S. Department of Transportation, Washington, DC, USA
Borgonje B, IJpma MS, ’t Hart WGJ (2001) Corrosion (Chapter 28). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 427–439
Borsboom C (2001) Eddy current inspection (Chapter 32). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 499–512
Hooijmeijer PA (2001) Riveted repairs (Chapter 29). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 441–449
Woerden HJM, Mortier WJ, Guijt CB, Verhoeven S (2001) Bonded repair patches (Chapter 30). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 451–475
Hinrichsen J (2003) Praxis-Seminar Luftfahrt, Hochschule für Angewandte Wissenschaften Hamburg, DGLR, VDI. Airbus A380: Vertical Tailplane, 10th Apr 2003, Hamburg, Germany (in German)
Mouritz AP (2012) Introduction to aerospace materials. Woodhead Publishing Limited, Cambridge, UK
Vlot A (2001) Historical overview (Chapter 1). In: Vlot A, Gunnink JW (eds) Fibre metal laminates: an introduction. Kluwer Academic Publishers, Dordrecht, the Netherlands, pp 3–21
Federal Aviation Administration (2009) Composite aircraft structure, Advisory Circular FAA AC-20-107B. U.S. Department of Transportation, Washington, DC, USA
U.S. Department of Defense (2013) Military composite materials handbook, volume 3. Polymer matrix composites materials usage, design, and analysis. MIL-HDBK-17-3F, U.S. Department of Defense, The Pentagon, Arlington, Virginia 20301-1400, USA
Acknowledgments
The advice and assistance of Dr. René Alderliesten and Professor Jaap Schijve, Faculty of Aerospace Engineering, Delft University of Technology, the Netherlands, is much appreciated.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Science+Business Media Singapore
About this chapter
Cite this chapter
Wanhill, R.J.H. (2017). GLARE®: A Versatile Fibre Metal Laminate (FML) Concept. In: Prasad, N., Wanhill, R. (eds) Aerospace Materials and Material Technologies . Indian Institute of Metals Series. Springer, Singapore. https://doi.org/10.1007/978-981-10-2134-3_13
Download citation
DOI: https://doi.org/10.1007/978-981-10-2134-3_13
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-2133-6
Online ISBN: 978-981-10-2134-3
eBook Packages: EngineeringEngineering (R0)