
Abstract
The present work was addressed toward the ash characteristic of Zhundong coal using computer-controlled scanning electron microscopy (CCSEM), and discussed the effect of gas phase conditions on the distributions of particle size, minerals, and elements. In this study, Zhundong coal was burned with air and three kinds of oxyfuel conditions in the high-temperature drop-tube furnace. The ash characteristics were measured by CCSEM, which can determine the size, composition, and abundance of minerals in coal and ash on a particle-by-particle basis. The CCSEM results indicated that the mass of fine particles in oxyfuel conditions was less than that in air condition, increased with the O2 concentration and the mass of coarse ash particles in oxyfuel conditions was more than that in air condition, decreased with the O2 concentration. It also can be found that higher particle temperature enhances the co-melting of mineral. Under oxyfuel conditions, the high CO2 concentration not only affects the transformations of coal minerals, but also shortens the decomposition process and extends the oxidation process slightly, which leads to increase in carbonate mineral. The increase in particle temperature can not only enhance the vaporization of refactory oxide, but also enhance interaction of the finely dispersed combined with inherent mineral particles. Avoiding the enrichment of Ca and S in fine particles is a good idea to reduce the ash deposit potential.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Oxyfuel coal combustion is envisaged as a promising technology for near-future CO2 reduction from conventional fuel power plants. Ash-related problems, as slagging, fouling, and corrosion, are still a matter of concern and are recognized as a major source of uncertainty in the technology [1, 2]. To study the ash-related problems under oxyfuel condition, the ash quality, the effects of gas composition on particle formation, the ash particle formation mechanisms, and the particle transport mechanisms need to be carefully considered [3].
Alkali metals were considered to be the main cause of fouling, slagging, and corrosion on the surface of the boiler heater. Many studies on the alkali metals in the pyrolysis and combustion of coal and biomass have been reported previously [4–7]. Wang et al. [6] found that there was higher degree of adherence to surfaces because of the higher level of Na in the deposit composition during the co-firing of coal with agricultural residues. Wang et al. [7] studied the release and transformation of sodium during pyrolysis of Zhundong coal. They found that high concentration of CO2 would inhibit the release of sodium and its conversion into insoluble form, compared to that under pyrolysis of N2 condition.
Yu et al. [8] studied ash and deposition formation during oxyfuel combustion on 100 KW oxyfuel combustion facility. They suggested that the higher ash deposition rate under 32 % O2/68 % CO2 oxyfuel condition was determined by the lower gas flow rate, higher combustion temperature, and chemical changes of the flue gas. Fryda et al. [9, 10] found that the chemical compositions of fly ash and ash deposits were not significantly different between air condition and oxyfuel condition, but higher deposition rate and deposition propensity in oxyfuel condition. Sheng et al. [11] observed more iron melted into the glass silicates and less was oxidized using the X-ray diffractometer approach, because of the lower char temperature and the high CO concentration within the char particles.
CCSEM (computer-controlled scanning electron microscopy) is a useful technology on the basic of the mineral particles that can characterize the minerals of ash particles in term of size, shape, abundance, and associations. Miller and Schobert [12] found that more than 50 % of minerals in Beulah-Zap lignite ash is analyzed as “unclassified particles,” that cannot be classified into any specific category for minerals in raw coal. Matsuoka et al. [13] and Huffman and Shah et al. [14, 15] used CCSEM to classify the molten and crystalline quartz in air samples collected during power plant maintenance activities. Wen and Xu et al. [16] investigated the melting potential of various inorganic ash components by CCSEM.
In this study, high-sodium Zhundong coal was burned at 1450 °C under air condition and three kinds of oxyfuel conditions to generate ash samples. The ash samples were measured by CCSEM to investigate the physical and chemical changes of ashes as well as the ash deposit potential under different gas phase conditions.
2 Experimental Methods
2.1 Ash Sample Collection
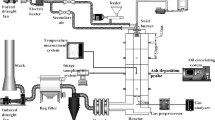
A high-sodium Zhundong coal was sieved to the size fractions of 38–74 μm. The analyses of coal are listed in Table 1. The pulverized coal was burned at 1450 °C in a high-temperature drop-tube furnace (HDTF). Synthetic flue gases (20 % O2/N2, 20 % O2/CO2, 30 % O2/CO2, and 50 % O2/CO2) were used to simulate air and three kinds of oxyfuel conditions. The gas flow rate was maintained at 5L/min, and coal feed rate was set at 10 g/h. A water-cooled sampling probe was inserted into the bottom of HDTF to collect the ash samples, using a glass fiber filter with a pore size of 0.3 μm, which was placed at the outlet of the sampling probe.
Composition of coal ash (wt%) | ||||||||
SiO2 | Al2O3 | Fe2O3 | TiO2 | CaO | MgO | K2O | Na2O | SO3 |
44.75 | 19.33 | 5.47 | 1.52 | 11.24 | 3.44 | 1.52 | 4.79 | 7.55 |
2.2 Sample Pretreatment and Analysis for CCSEM
The coal was mixed with carnauba wax in a mold, and then it was melted at 120 °C. Due to the fine size of ash particles, the ash samples are easily to agglomerate. So we add some graphites as dispersant, and mix the samples with resin other than carnauba wax to avoid it. Then add hardener to the mixture and place it in a temperature of 55 °C to solidify. Before analyzed by CCSEM, the samples were carefully grinded, polished, and carbon-coated for test. SEM (FEI Quanta 250) and EDAX GENESIS spectrometer combined with a controlling software program automatically characterized minerals in terms of size, shape, abundance, and associations. With the magnification of 1000×, 3500–5000 mineral particles were analyzed and classified into many undefined mineral groups automatically. The relative element contents of undefined mineral groups can be defined with EDS manually. According to the contents of elements normalized without oxygen, those undefined mineral groups were classified into 33 mineral categories, which were developed by Huggings et al. [17] and widely used by others [13, 16].
3 Results and Discussion
3.1 Size Distribution of Bulk Ash Particles
The results of ash particle size need to be corrected, because a random section of a particle of a given shape has only an upper bound and the size of particles is very likely to be smaller than the real size of solid. The correction equation for the transformation of actual size and sectioned area is given by King [18]
In the Eq (1), g(A) was considered to be the probability density of measured sectioned area; f(D) was the probability density of actual size; p(A|D)was the probability of measuring a section from a particle of size. In our study, most of the particles are spherical in shape. p(A|D) can be simplified as follows [18]
And
Figure 1 shows corrected size distribution of bulk ash particles under air-firing and oxyfuel combustion. It can be seen that at the same O2 concentration (20 %), oxyfuel combustion produced less fine particles (<10 μm) and more coarse particles (>10 μm) than air combustion, due to the lower particle temperature achieved during oxyfuel combustion, which reduced the ash vaporization and the particle fragmentation [19, 20]. With increase in O2 concentration, there were more fine particles (<10 μm) and less coarse particles (>10 μm) in oxyfuel combustion, because the higher particle temperature increases O2 concentration in oxyfuel combustion and enhances the refactory vaporization and the particle fragmentation [11, 19, 20].

Corrected size distribution of bulk ash particles under air-firing and oxyfuel combustion
3.2 Mineral Composition in the Bulk Ashes
Figure 2 shows the weight fraction of various mineral associations for Zhundong coal ashes under air-firing and oxyfuel combustion, based on the melting point of mineral. The minerals analyzed by CCSEM were divided into three types: high-melting-point minerals, co-melting minerals, and low-melting-point minerals. It can be seen that the weight fractions of low-melting-point minerals and high-melting-point minerals were decreased during oxyfuel combustion compared with air condition at the same O2 concentration. The higher O2 concentration enhanced the co-melting of mineral under oxyfuel combustion, because the higher particle temperature increasing with the O2 concentration can promote the finely alkali and alkaline earth species to combine with the inherent mineral particles. The high CO2 concentration not only affects the transformations of coal minerals, but also shortens the decomposition process and extends the oxidation process slightly, so it can be found that the carbonate minerals increased with increase in CO2 concentration.

Weight fraction of various mineral associations for Zhundong coal ashes under air-firing and oxyfuel combustion
3.3 Ash-Deposition-Related Element Distribution
To study the ash deposit potential, the ash-deposition-related elements, namely Fe, Ca, Na, and S, were correlated from the CCSEM data. Among these three conditions, oxyfuel condition with 50 % O2 centralization has the highest particle temperature and oxyfuel condition with 20 % O2 centralization has the lowest particle temperature.
In Fig. 3, Fe transformed from fine particles to coarse particles, and other three kinds of elements were opposite to the transformation of Fe with increase in particle temperature. Although the vaporization of refactory oxide was enhanced by increase in particle temperature, the interaction of the finely dispersed combined with inherent mineral particles was also enhanced by the higher particle temperature. The bulge appeared in 10–30 μm from Fig. 3 (b-d) was just really clear on it.

Element distribution of ash from different conditions a Fe, b Ca, c Na, d S
Figure 3b, d shows that both Ca and S were enriched in fine particles together. The fine sulfate particles can deposit on the windwide of tube and capture other viscous particles. The sulfate deposition is hard to be removed by soot blowing. So avoiding the enrichment of Ca and S in fine particles is a good idea to reduce the ash deposit potential.
4 Conclusions
In this study, high-sodium Zhundong coal was burned out in a HDTF under air condition and three kinds of oxyfuel conditions to generate ash samples. The effect of gas phase conditions on the physical and chemical changes of ashes as well as the ash deposit potential was investigated. The following results are obtained:
-
(1)
Oxyfel combustion produced less fine particles (<10 μm) and more coarse particles (>10 μm) than air combustion at the same O2 concentration (20 %), and there are more fine particles (<10 μm) and less coarse particles (>10 μm) in oxyfuel combustion with increase in O2 concentration.
-
(2)
Higher O2 concentration enhances the co-melting of mineral, and the carbonate mineral was increased with CO2 concentration. The high CO2 concentration not only affects the transformations of coal minerals, but also shortens the decomposition process and extends the oxidation process slightly.
-
(3)
The increase in particle temperature can not only enhance the vaporization of refactory oxide, but also enhance interaction of the finely dispersed combined with inherent mineral particles. Avoiding the enrichment of Ca and S in fine particles is a good idea to reduce the ash deposit potential.
References
Buhre BJP, Elliott LK, Sheng CD, Gupta RP, Wall TF (2005) Oxy-fuel combustion technology for coal-fired power generation. Prog Energy Combust Sci 31(4):283–307
Stanger Rohan, Wall Terry (2011) Sulphur impacts during pulverised coal combustion in oxy-fuel technology for carbon capture and storage. Prog Energy Combust Sci 37(1):69–88
Toftegaard Maja B, Brix Jacob, Jensen Peter A, Glarborg Peter, Jensen Anker D (2010) Oxyfuel combustion of solid fuels. Prog Energy Combust Sci 36(5):581–625
Wibberley LJ, Wall TF (1982) Alkali–ash reactions and deposit formation in pulverized-coal-fired furnaces: experimental aspects of sodium silicate formation and the formation of deposits. Fuel 61(1):83–99
Yang T, Kai X, Li R, Sun Y, He Y (2014) The behavior of alkali metals during the co-combustion of straw and coal. Energy Sour Part A Recovery Util Environ Eff 36(1):15–22
Wang GL, Pinto T, Costa M (2014) Investigation on ash deposit formation during the co-firing of coal with agricultural residues in a large-scale laboratory furnace. Fuel 117:267–277
Wang CA, Jin X, Wang YK, Yan Y, Cui J, Liu YH, Che DF (2015) Release and transformation of sodium during pyrolysis of Zhundong coals. Energy Fuels 29:78–85
Yu DX, Morris WJ, Erickson R, Wendt JOL, Fry A, Senior CL (2011) Iron Ash and deposit formation from oxy-coal combustion in a 100 kW test furnace. Int J Greenhouse Gas Control 5(Supplement 1):S159–S167
Fryda L, Sobrino C, Cieplik M, van de Kamp WL (2010) Study on ash deposition under oxyfuel combustion of coal/biomass blends. Fuel 89(8):1889–1902
Fryda L, Sobrino C, Glazer M, Bertrand C, Cieplik M (2012) Study of ash deposition during coal combustion under oxyfuel conditions. Fuel 92:308–317
Sheng C, Li Y (2008) Experimental study of ash formation during pulverized coal combustion in O2/CO2 mixtures. Fuel 87:1297–1305
Miller SF, Schobert HH (1994) Effect of the occurrence and composition of silicate and aluminosilicate compounds on ash formation in pilot-scale combustion of pulverized coal and coal-water slurry fuels. Energy Fuels 8(6):1197–1207
Matsuoka K, Suzuki Y, Eylands KE, Benson SA, Tomita A (2006) CCSEM study of ash forming reactions during lignite gasification. Fuel 85:2371–2376
Cprek N, Shah N, Huggins FE, Huffman GP (2007) Computer-controlled scanning electron microscopy (CCSEM) investigation of quartz in coal fly ash. Fuel Process Technol 88:1017–1020
Huffman GP, Shah N, Cprek N, Huggins FE, Casuccio G, Ramer E, Hicks JB (2012) CCSEM investigation of respirable quartz in air samples collected during power plant maintenance activities. Fuel 95:365–370
Wen C, Xu MH, Zhou K, Yu DX, Zhan ZH, Mo X (2015) The melting potential of various ash components generated from coal combustion: indicated by the circularity of individual particles using CCSEM technology. Fuel Process Technol 133:128–136
Huggins FE, Kosmack D, Huffman GP, Lee R (1980) Coal mineralogies by SEM automatic image analysis. Scan Electron Microsc, 531–540
King RP (1982) Determination of the distribution of size of irregularly shaped particles from measurements on sections or projected areas. Powder Technol 32(1):87–100
Sheng CD, Lu YH, Gao XP, Yao H (2007) Fine ash formation during pulverized coal combustion—a comparison of O2/CO2 combustion versus air combustion. Energy Fuels 21(2):435–440
Sheng CD, Li Y (2007) Ash particle formation during O2/CO2 combustion of pulverized coals. Fuel Process Technol 88:1021–1028
Acknowledgments
This work was supported by the National Natural Science Foundation of China (51390494), Ministry of Science and Technology (2011CB707301 and 2011BAC05B03), and Shenhua Group (GHFKJJS12-067).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2016 Springer Science+Business Media Singapore and Tsinghua University Press
About this paper
Cite this paper
Zhang, T., Liu, Z., Huang, X., Sun, Q., Liu, C., Zheng, C. (2016). CCSEM Analysis of Ash from Oxyfuel Combustion of Zhundong Coal. In: Yue, G., Li, S. (eds) Clean Coal Technology and Sustainable Development. ISCC 2015. Springer, Singapore. https://doi.org/10.1007/978-981-10-2023-0_46
Download citation
DOI: https://doi.org/10.1007/978-981-10-2023-0_46
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-2022-3
Online ISBN: 978-981-10-2023-0
eBook Packages: EnergyEnergy (R0)