
Abstract
Mixing of granular materials is very widespread operation used in many industrial applications. Nevertheless, at present time the descriptions of homogenization mechanisms are still not well explained. Therefore, in this work the mixing process of approximately 42,000 spherical beads differed only by their colors was studied in a vertical mixer with two opposed flat blades with 45° rake angle by using Discrete Element Method (DEM). Generally, it is known for liquids that rotational flow can be divided into two types: primary and secondary motions. Homogenization is especially caused by secondary flow. In case of granular mixing, the situation is not so simple. Even though many investigations deal with the influence of secondary flow in liquids, knowledge about existence of the granular secondary motion is almost negligible. In this work, the methodology for granular secondary flow detection is proposed by averaging radial and axial velocity fields in tangential direction. The main aim of this work is the description of influence of primary and secondary flows on the homogenization process. It has turned out that tangential velocity has significant effect on the homogenization of side-by-side configuration and secondary flow influences especially effectiveness of mixing process for bottom-up initial packing.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1 Introduction
Mixing of granular materials is used to provide uniformity of the system. Nevertheless, at present time the descriptions of homogenization mechanisms are still not well explained. Therefore, the exploration of the particles flow and homogenization mechanisms needs to be investigated.
Stewart et al. [1] focused their research on the flow of granules and they have observed special 3D flow patterns in front of the blades as a result of heap formation. Zhou et al. [2] found out that increasing sliding friction coefficient and decreasing the rolling friction coefficient support formation of these 3D structures (vortexes). Remy et al. [3] studied the effects of mixing kinetics within a four bladed mixer. Chandratilleke et al. [4] dealt with the effects of blade rotational speed on the dynamics of the mixing system. Havlica et al. [5] described formation of recirculations in mixing system and suggested methodology for their disclosure. The detected recirculations are the secondary flow commonly appeared when mixing liquids. According to their research the mechanism of their development is also analogical. Barczi et al. [6] focused on the influence of packed-bed depth and blade rotational speed on the dynamics of mixing process and homogenization.
2 Parameters of Geometry, Material and Mathematical Model
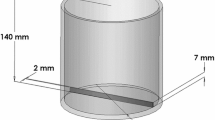
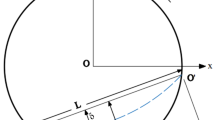
This work deals with DEM which is used for mixing simulations of glass spherical beads in a vertical bladed mixer. The mixer is a cylindrical vessel with stirrer consisting of two opposed flat blades with a 45° rake angle. The vessel was filled by 42,212 particles differed only by their colors. The blade rotational speed ω b was changed from 0.1 to 960 rpm (revolutions per minute). The parameters of geometry, particles material and simulation are presented in Table 1. Mathematical model was already published in [5].
3 Results and Discussion
The dynamics of whole granular media is very complex. Therefore, the individual particles were tracked in order to get more detailed information about the process of mixing, see Fig. 1. It shows that particle reveals two periodically repeating movements [5]. The higher frequency is linked to the motion of the stirrer and it corresponds to particles being shifted up by the stirrer and falling when the stirrer moves. It has impact especially on the axial displacement. The second movement with lower frequency reveals that particle is dragged through the vessel systematically in periodically repeating motion. This observation leads to idea, that granular material exhibits secondary flow (common for mixing liquids) during the process of mixing.

Typical trajectory of the individual particle in the dependence on the impeller revolutions for 15 rpm: trajectory a radial and b axial position
3.1 Velocity Profiles
Examining the dynamics of the system by using the tracking of each particle is very time consuming. Therefore, another approach was applied to explore the granular dynamics more effectively. The cylindrical mixing vessel was divided into bins (Δr = 0.25 cm; Δz = 0.25 cm; Δφ = 2π/20). Average velocities were evaluated inside each bin.
In the Fig. 2 the obtained velocity field (axial and radial) rescaling by the blade tip speed for 150 rpm and half of the vessel is presented in planes with different Δφ. Obtained velocity profiles are associated with motion of higher frequency.

Nondimensional radial and axial velocities for 150 rpm (80th rev. of the impeller) for different Δφ (half of the vessel). The green lines are streamlines. The position of the impeller is showed by red lines. Vector of 1 cm length corresponds to unit velocity vector (Color figure online)
For investigating the secondary flows (motion with lower frequency), it is necessary to remove the impact of the impeller by averaging axial and radial profiles in the tangential direction and also in time (Fig. 3). The 3D cylindrical system is reduced to a 2D vertical plane by connecting bins with the same r and z coordinates in the tangential direction. Subsequently, velocities are evaluated into the newly created 2D bins [5]. The transformed axial and radial velocity fields for different blade rotational speed ω b are shown in Fig. 4. Recirculation zones presented in Fig. 4 are the secondary flows .

Reduction of 3D cylindrical system into 2D vertical planes by transformation [5]

Recirculation zones (secondary flow) of dimensionless radial and axial velocities transformed into vertical plane (see Fig. 3) for six different blade rotational speeds ω b . The green lines are streamlines. The position of the impeller is presented by red lines. Vector of 7 cm length corresponds to unit velocity vector (Color figure online)
Last component is the tangential velocity. Tangential motion is the most prevailing movement of particles in the system. Due to the high ratio between the height of the stirrer to the heights of the layer, tangential motion does not support formation of 3D vortexes commonly observed in the literature [1–3]. Therefore, in Fig. 5 the tangential velocity (dimensionless rotational velocity ω*) distribution is presented only in the vertical plane. For lowest rotational speed (ω b < 1 rpm) the particles have the same rotational velocity ω* as the stirrer. For higher rotational speed, the difference of the tangential velocity in different parts of the vessel occurs. Whereas the greater the blade rotational speed is applied, the greater differences of ω * occur in the mixing system.

Dimensionless rotational velocity ω* transformed into the vertical plane (see Fig. 3) for five selected different blade rotational speeds ω b : 15, 150, 360, 480 and 960 rpm. The black lines are isocurves
3.2 Homogenization and Concentration Patterns
The main aim of the mixing is to reach the homogeneity. For purposes of examining the homogenization process two initial particle loading configurations are used: side-by-side (radial) and bottom-up (axial). The level of homogenization was determined by relative standard deviation (RSD). In the dependence on the revolutions of the stirrer, results of RSD for both initial packing configurations and for nine specific different blade rotational speeds are presented in Fig. 7. For low blade rotational speeds (ω b < 1 rpm), the system of particles remain segregated during whole process of mixing. For side-by-side initial packing configuration and ω b ∈ < 1; 180 > rpm, results of the homogenization process exhibit very similar trends and from the viewpoint of the system homogenization, these rotational speeds of stirrer are optimal. Subsequent increasing blade rotational speed causes degradation of the mixing efficiency of the system for the side-by-side initial configuration, see Fig. 6a. Similar trends as side-by-side configuration, but with greater sensitivity to the blade rotational speed has a homogenization process for bottom-up packing configuration especially in the interval ω b ∈ < 1; 180 > rpm. In this case, optimal homogenization process occurs around the value ω b = 150 rpm, see Fig. 6b.

Selected RSD in dependence of stirrer revolutions for two initial packing configurations: a side-by-side (radial), b bottom-up (axial)
For side-by-side initial packing configuration, the influence of mixing process dynamics on concentration patterns and thus also on homogenization process is presented in the Fig. 7. In this case, concentration patterns are mainly influenced by primary tangential motion. Unlike mixing liquids tangential motion in granular material exhibits a much greater diversity, see Fig. 5. Various tangential velocities of individual granular layers have a direct effect on the shape of concentration patterns. As can be seen when comparing Fig. 5 (for 15 rpm) and Fig. 7, shapes of isocurves of ω * correlate with the shapes of the concentration profiles.

Concentration patterns divided into vertical planes for different Δφ for side-by-side initial packing, ω b = 15 rpm and 2nd revolution of the stirrer
For bottom-up initial packing configuration, development of concentration patterns is presented in Fig. 8. Even when the tangential motion is the most significant component of the velocity field, on the homogenization of the axial configuration is involved mainly by secondary flows especially at the beginning of mixing process. Based on comparison of Fig. 8 with Fig. 4 for 15 rpm can be claimed that the influence of recirculation zone on the development of concentration patterns is clearly obvious.

Concentration patterns transformed into vertical plane (see Fig. 3) for bottom-up initial packing, ω b = 15 rpm and different revolutions of the stirrer
4 Conclusions
This study deals with DEM simulations of granular mixing process in vertical mixer with two opposed flat blades and the effect of different blade rotational speeds ω b on the dynamics and homogenization was investigated. The individual particles were tracked for getting more detailed information about the process of mixing. It shows that particle reveals two periodically repeating movements. Both of these movements could be also observed by displaying averaged radial and axial velocities of particles. In order to set them apart, it is necessary to use transformation into a vertical plane. Tangential motion is the most prevailing motion of particles in the system. For lowest rotational speed (ω b < 1 rpm) the particles have the same rotational velocity ω* as the stirrer. For higher rotational speed, the difference of the tangential velocity in different parts of the vessel occurs. The level of homogenization was determining by RSD and these results show that the optimal blade rotational speed for the side-by-side initial packing configuration is located in the interval ω b ∈ < 1; 180 > rpm and for the configuration bottom-up are around the value ω b = 150 rpm. Tangential velocity has a direct effect on the homogenization of side-by-side configuration and secondary flow influences especially effectiveness of mixing process for bottom-up initial packing.
References
Stewart, R.L., Bridgwater, J., Parker, D.J.: Granular flow over a flat-bladed stirrer. Chem. Eng. Sci. 56, 4257–4271 (2001)
Zhou, Y.C., Yu, A.B., Stewart, R.L., Bridgwater, J.: Microdynamic analysis of the particle flow in a cylindrical bladed mixer. Chem. Eng. Sci. 59, 1343–1364 (2004)
Remy, B., Khinast, J.G., Glasser, B.J.: Discrete element simulation of free flowing grains in a four-bladed mixer. AICHE J. 55(8), 2035–2048 (2009)
Chandratilleke, G.R., Zhou, Y.C., Yu, A.B., Bridgwater, J.: Effect of blade speed on granular flow and mixing in a cylindrical mixer. Ind. Eng. Chem. Res. 49, 5467–5478 (2010)
Havlica, J., Jirounkova, K., Travnickova, T., Kohout, M.: The effect of rotational speed on granular flow in a vertical bladed mixer. Powder Technol. 280, 180–190 (2015)
Barczi, T., Travnickova, T., Havlica, J., Kohout, M.: Effect of bed depth on granular flow and homogenization in a vertical bladed mixer via discrete element method. Chem. Eng. Technol. 38, 1195–1202 (2015)
Acknowledgments
This work has been supported by the grant GACR P105/12/0664 from the Czech Science Foundation. Klara Jirounkova acknowledges support of this work by the SGS project no 53223 15 002 01.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer Science+Business Media Singapore
About this paper
Cite this paper
Havlica, J., Jirounkova, K., Petrus, P., Travnickova, T., Kohout, M. (2017). The Effect of Rotational Speed on Granular Dynamics and Homogenization in a Vertical Bladed Mixer. In: Li, X., Feng, Y., Mustoe, G. (eds) Proceedings of the 7th International Conference on Discrete Element Methods. DEM 2016. Springer Proceedings in Physics, vol 188. Springer, Singapore. https://doi.org/10.1007/978-981-10-1926-5_117
Download citation
DOI: https://doi.org/10.1007/978-981-10-1926-5_117
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-10-1925-8
Online ISBN: 978-981-10-1926-5
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)