
Abstract
This chapter reviews the current state of Operational Excellence (OPEX) in the pharmaceutical industry. Based on the St.Gallen OPEX Benchmarking data, the level of implementation of OPEX practices and tools as well as the development of selected Key Performer Indicators (KPI) is discussed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Key-performance Indicators (KPIs)
- Supplier Quality Management
- OPEX Model
- Enabler Implementation
- Total Productive Maintenance (TPM)
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
More and more pharmaceutical companies report success stories about their way to Operational Excellence (OPEX). First implemented only 10 years ago, the history of OPEX in the pharmaceutical industry is relatively short (cf. Chap. 3); Toyota, for example, looks back on 70 years of experience. Pharma’s way to OPEX methods and tools was paved by rising cost pressure, the end of the traditional blockbuster business model and the productivity crisis in pharmaceutical R&D (cf. Chap. 6), in combination with a push from regulatory authorities (cf. Chap. 5). The pharmaceutical industry has invested a lot of time and resources in building up some of the most sophisticated OPEX management frameworks across industries (cf. especially part B of this book). It seems a good point in time to reflect on achievements made over the last 10 years – is it possible to measure the impact of made efforts?
Since 2004, the University of St.Gallen has been conducting an international benchmarking project that deals with the implementation of OPEX in the pharmaceutical industry. As of May 2013, the St.Gallen OPEX database includes data of 248 pharmaceutical manufacturing sites (API, Formulation & Packaging, and Biotech) from more than 90 different companies that range from small and medium-sized companies to Big Pharma. The following chapter presents results from the analysis of 10 years of benchmarking data (2003–2012). This comparison is presented in reference to the two sub-systems of the St.Gallen OPEX model: (1) the technical sub-system, consisting of the building blocks Total Productive Maintenance (TPM), Total Quality Management (TQM), Just-in-Time (JIT), and (2) the social sub-system, represented by the Effective Management System (EMS) (see Chap. 2). The level of OPEX implementation is determined by two indices: First, the median of enablers (Defined as “methods and tools leading to better performance”) and second, by the corresponding performance, which is assessed by calculating the median of Key Performance Indicators (KPIs) (“metrics for tracking progress and comparing with other companies”). The enablers and KPIs can be found in the latest version of the 2013 OPEX questionnaire in the appendix of this book (the enabler definitions are provided in the appendix of this chapter). The final section of this chapter, “enabler implementation – taking a closer look”, then reviews recent scientific findings.
The Development of Enabler Implementation
Since 2003, the St.Gallen OPEX data base has been continuously enlarged by adding more and more participants providing information on general company data, KPIs and so-called enabler implementation evaluations, indicating the undertaken efforts for implementing OPEX. This data allows us to examine advancements in the pharmaceutical industry over the last 10 years, improving our understanding of the industry’s activities in pursuing OPEX. Based on self-reports, implementation of enablers are assessed on a Likert scale from 1-not at all to 5-completely. Figure 4.1 shows the averages of the median growth rates of the different enabler categories between 2003 and 2012.

Average growth rate of enablers over the last 10 years (Comparison of median implementation level in 2003 and 2012)
Overall, aggregated categories show only minor changes in the level of implementation. Therefore, the following section will analyze corresponding sub-categories.
Total Productive Maintenance
The first element of the technical sub-system – TPM – has been described in Chap. 2. The major principles considered in the St.Gallen OPEX model are Preventive Maintenance, Technology Assessment & Usage, and Housekeeping.
A first look at the enabler implementation on the level of these aggregated categories might lead to the conclusion that only little efforts have been made to improve TPM. However, a closer look at single enabler level reveals that the focus on single actions has changed. While some actions and tools received more attention, others decreased in importance. Figure 4.2 gives an overview of the changes in the medians implementation levels of different TPM enablers. Only enablers that show striking changes in their implementation level will be discussed. A complete list and detailed description of the enablers can be found in the appendix of this chapter.

Growth rate of TPM enablers between 2003 and 2012 (Comparison of medians)
Preventive Maintenance programs help the industry to ensure that processes run continuously and stably. The implementation of this enabler category has grown by 4 % over the last decade. In detail, the industry put more emphasis on the relationship between better maintenance and better quality (D03: +25 %), and the continuous improvement and optimization of existing maintenance programs (D05: +17 %) in 2012 compared to 2003. In contrast, assistance of machine operators from the maintenance department to execute preventive maintenance activities declined (D06: −13 %).
The implementation level of TPM’s second pillar – Technology Assessment and Usage – slightly decreased since 2003 (−6 %). Although pharmaceutical companies use new technologies and state of the art machines, they neither expanded their focus on proprietary process technologies, nor did the number of patents on established processes increase. The major change in this category is that pharmaceutical companies increasingly rely on vendors for all of their equipment instead of developing their own solutions (D12: −33 %).
The implementation of Housekeeping activities has been high ever since benchmarking started in 2003; in 2012, it amounted to a median implementation degree of 82 %. Although overall activities have not changed too much, a closer look reveals that compared to 2003, efforts with regards to methodology were higher in 2012 and more checklists used than before (D17: +13 %).
Total Quality Management
In our OPEX model, the major Total Quality Management principles considered are Process Management, Cross Functional Product Development, Customer Involvement, and Supplier Quality Management (Fig. 4.3).

Growth rate of median TQM enablers between 2003 and 2012
Process Management deals with the continuous improvement of processes by means of measuring, documenting, and analyzing. Although the overall Process Management shows no changes, the continuous measuring of activities within the production processes (E02) increased by 13 % in the observed period. An even more impressive change can be seen in the application of Statistical Process Control (E05), which increased by 50 % between 2003 and 2012. Yet, the industry still seems to struggle in defining responsibilities for planning management and improvement of their processes (E04: −25 %). After all, Process Management is well implemented. This is likely due to GMP requirements. Another important component of TQM is Cross Functional Product Development, to guarantee that the processes are designed for Quality (manufacturability). Over the last 10 years, communication and exchange between R&D and manufacturing engineering specialists has been reduced (E09: −33 %, E10: −25 %), despite the Quality by Design (QbD) initiatives that have been intensively discussed throughout the pharmaceutical industry (we still believe that we will see a positive outcome of QbD in the near future, cf. Chap. 16). Yet, compared to 2003, participants in 2012 pushed for faster product launches (scale ups) (E11: +33 %) and less delays in product launches (E12: +33 %). There is a certain trade-off between this “time to market” focus and the resources and time needed to develop a stable, cross-functional production process.
One of our TQM principles deals with Customer Involvement. In 2012, participants appreciated the key role of customer involvement more than 10 years ago, as indicated by more regular customer requirements surveys (E16: +33 %), more frequent customer feedback on quality and delivery performance (E15:+13 %) and an increasing pursuit of an on-time delivery philosophy (E18: +13 %). Yet, the industry reduced satisfaction survey activities (E17: −17 %). Overall, the implementation level of the Customer Involvement enabler was already high in 2003, at a level of 72 %, and has slightly increased since then by 7 %.
Another influential and critical business practice impacting the quality of output is Supplier Quality Management. Since quality aspects can be very costly and time-consuming, it is vital to establish a strong relationship with suppliers. Even though the observed increase of 1 % in the implementation of the respective overall enabler seems insignificant, efforts have been made in this field. For instance, the focus on quality in supplier selection rose by 25 % (E20). Additionally, the industry now relies much more on suppliers that have been validated (E22: +25 %). In turn, opposing trends to the positive effects in the Supplier Quality Management are the more rigorous control of the whole shipment (E25: −33 %) or inspections of incoming materials are usually not performed in proportion to the past quality performance or type of supplier (E24: −13 %). A reason for this could be the impact of reported issues with supplier quality and a strong focus of regulatory agencies on the legal responsibility of drug application owners with regards to the quality of products.
Just-In-Time
In the St.Gallen model, Just-in-Time (JIT) consists of Set-up Time Reduction, Pull System, Layout Optimization and Planning Adherence (see Chap. 2) (Fig. 4.4).

Growth rate of median JIT enablers between 2003 and 2012
Increasing emphasis on set-up time reductions results from companies’ higher JIT awareness: The benchmark reveals an increase of 33 % in activities in continuous Set-up Time Reduction (F01), and an increase of 17 % in the optimization of Set-up scheduling (F05). However, activities for set-up training (F03: −17 %) and lower batch sizes have been reduced (F04: −25 %) since 2003.
The pull system (F08), in which customer demand triggers production, shows the biggest increase within the JIT category. In the last 10 years, the implementation level of this enabler increased by remarkable 200 %. This development is in line with the increased implementation of on-time delivery by suppliers (F12:+17) and demand-orientated JIT delivery (F13: +50). However, participants’ production schedules do not allow capacity for backlogs due to interruptions in the productions (F07: −25 %). In terms of layout optimization, trends are contradictory: while processes for products with the same requirements were collocated (F19: +17 %), focus on the reduction of material handling activities and storage by better layouts dwindled (F15: −13 %). For enabler implementation in the Planning Adherence category negative trends can be observed. Compared to 2003, in 2012 data was to a smaller extent shared with customers (F26: −25 %), production capacities were not leveled out (F27: −13 %), and shift flexibility lost importance in production (F28: −13 %).
Effective Management System
The Effective Management System (EMS) is another key component of the St.Gallen OPEX model. It is regarded as essential to establish a sustainable OPEX system in a manufacturing site. EMS is determined by Direction Setting, Management Commitment & Company Culture, Employee Involvement & Continuous Improvement as well as Functional Integration & Qualification (Fig. 4.5).

Growth rate of median EMS enablers between 2003 and 2012
Compared to 2003, alignment of the site vision with OPEX as well as the communication of both the vision and its relationship to OPEX was intensified in 2012 (G01: +25 %). We can see the same for management focus on, and prioritization of, crucial success factors for production (like low cost, delivery, or quality) (G06: +25 %).
Since an aligned corporate culture is an important prerequisite for a sustainable OPEX implementation, particular importance is given to the employees. However, we observed reduced encouragement of employees’ striving for continuous improvement (G15: −13 %). This shows how difficult it can be to establish a sustainable corporate identity in the context of operational excellence.
This development is paralleled in the category of employee involvement and continuous improvement: In 2012, less methods and tools were used to realize a Continuous Improvement Process (G17: −13 %). Though cross-functional teams became more frequent (G24: +25 %), teamwork and its organizational integration was cut back (G26/G27: −25 %). The increased use of cross-functional teams was also reflected in the increased implementation of its prerequisite, i.e., additional Cross-skilled Training of staff (G29: +17 %).
Basic Elements
Basic Elements are crucial components of the holistic model – they cannot be uniquely assigned to one of the building blocks, but support all of them. Sub-categories of the Basic Elements are Standardization and Visual Management (Fig. 4.6).

Growth rate of median Basic Element enablers between 2003 and 2012
Compared to 2003, participating sites in 2012 extended their use of documented operating procedures to standardize their processes (H02: +25 %), and in the case of best-practice processes, processes were increasingly rolled-out throughout the whole site (H03: +17 %). However, consistent functional descriptions of processes were limited, as they did not meet expectations regarding the reduction of the vocal training time for new employees (H04: −25 %). Yet, Standardization in the industry goes beyond processes and practices, and therefore sites increasingly relied on standardized machines and equipment in order to achieve high up-times in 2012 (H05: +33 %). But the development of enabler H06 shows that standardization is not cost driven (−33 %).
Visual Management is a tool to create transparency which, in turn, motivates employees. In 2012, annual targets (H07: +17 %) and current performance charts (H09: +17 %) were displayed and accessible to all shop floor employees. Nevertheless, it seems that full transparency through showing current schedule compliances is not intended (H10: −25 %). Another declining trend in this category concerns the easy access to, and the visibility of, technical information, which was found to be reduced in 2012 compared to 2003 (H08: −13 %).
Interim Conclusion
A closer look on the different categories of TPM, TQM, JIT, and EMS in the preceding section has revealed that notable developments and improvements have been attained in the last 10 years. From a TPM perspective, one of the major advancements is the acknowledgment of the positive relationship between maintenance and quality.
One of the most important steps that has been taken in the previous years is an expansion of measuring activities and the use of tools like Statistical Process Control. Knowledge derived from precise measuring is essential in quality terms and fosters a science-driven approach to pharmaceutical manufacturing. JIT production in 2012 seems to be predominantly driven by aligning processes to the customer and by implementing pull production. Thereby, scrap is decreased whilst processes can be better coordinated. On a cultural level, the major change is the promotion of OPEX with all its aspects. In contrast, reduced efforts to implement OPEX in employee structures (i.e., in the form of team work) has led to a decreased acceptance of OPEX amongst employees.
The observed developments of enablers correspond to changes in the performance of manufacturing sites, which will be discussed in detail in the next section of this chapter.
The Development of Performance
The St.Gallen OPEX Benchmarking assesses a set of production-specific KPIs that are closely linked to the technical sub-system (comprising TPM, TQM and JIT), as well as KPIs that are related to the EMS. The benchmark shows an improvement in performance over the last 10 years in the pharmaceutical industry in terms of both effectiveness and efficiency.
Total Productive Maintenance Performance
The core idea of TPM is to maximize effectiveness of equipment used in production (see Chap. 2) at moderate costs. Therefore, the main focus of TPM optimization does not lie on a short-term reduction of costs of equipment and maintenance; rather, TPM is concerned with the optimal support of production processes based on stable and reliable equipment. Thereby, TPM provides the basis for improvements in efficiency. TPM does not only focus on technical aspects such as equipment reliability, but also involves engaging all employees in maintenance-related activities.
Looking at the technical aspect, it is clear that equipment breakdowns and lossesFootnote 1 in the manufacturing process result in different kinds of waste and thus create no value but costs. The overall equipment effectiveness (OEE) is an appropriate KPI to reveal hidden costs and to identify losses (Nakajima 1988; Jonsson and Lesshammar 1999). Nakajima (1988) introduced OEE as a measure of TPM to analyze the interrelated effects of plant availability, performance and quality. Within this context, OEE is considered as an operational measure of internal efficiency. We use OEE to ensure a valid and distinct measurement of equipment usage and stability. The OEE also indicates efforts in continuous improvement of equipment. In the St.Gallen OPEX Benchmarking, the OEE is calculated as a product of (OEE-) Availability, (OEE-) Performance, and (OEE-) Quality (see also Nakajima 1988). Between 2003 and 2012 the OEE score increased by 53 %. In 2012, the median score of the pharmaceutical industry in production and packaging was 55 %. A closer look at the OEE, however, reveals that while (OEE-) Performance and (OEE-) Quality are on a rather high level, Availability shows room for improvement. The OEE increase goes hand in hand with a decrease in Unplanned Maintenance of nearly 30 % between 2003 and 2012 (see Fig. 4.7). While the Unplanned Maintenance score was 25 % in 2003, a decrease to 18 % could be observed in 2012. Nevertheless, most pharmaceutical companies still need a more comprehensive maintenance program to further reduce Unplanned Maintenance. This would be beneficial as the reduction in Unplanned Maintenance as a percentage of the overall time spent for maintenance work has a positive impact on the overall availability of the machines. In addition, we can observe a positive influence on the quality of products and the workplace safety.

Growth rate of median TPM performance between 2003 and 2012
As described in the enabler section, the overall score for TPM did not significantly change between 2003 and 2012. However, key components like Preventive Maintenance and Housekeeping did show improved levels of implementation in 2012, which can explain the improvements pharmaceutical companies have achieved in the field of TPM over the last 10 years. Stably running machines do have a positive impact on other sub-systems such as TQM (e.g., Rejected Batches) and JIT (e.g., Service Level). Positive effects of TPM on subsequent building blocks of the technical sub-system are discussed in the following section.
Total Quality Management Performance
TQM is a holistic quality philosophy. It is based on the assumption that costs for correcting quality activities and complaints management exceed costs for preventive quality activities like continuous improvement and the involvement of suppliers (Hackman and Wageman 1995).
As shown in the enabler section, efforts with regards to Process Management, the application of Statistical Process Control, and a better understanding of customer requirements have been increased over the last 10 years. This reflects in a positive development of the Complaint Rate Customer.Footnote 2 It has decreased from 1 % in 2003 to 0.57 % in 2012. The Rejected Batches score (given as percentage of all batches produced) stayed at 0.75 % from 2003 to 2012. To achieve a higher score, further activities need to be considered; a higher availability level with less breakdowns could be one of these. However, process quality itself must be improved. Further increasing the rate of equipment on the shop floor that is under Statistical Process Control could prove beneficial for process quality. Yet, it is not only technical aspects that are important; notoriously underestimated levers are people’s knowledge and leadership that empowers employees in their daily work. Training employees and delegating responsibility for planning, managing and improving processes to them could be beneficial. Quality should be the joint responsibility of employees from different departments and hierarchical levels, and not an isolated task of the quality department.
Quality is also affected by suppliers. A better integration of suppliers into the company could have a significant impact on quality. The Complaint Rate SupplierFootnote 3 shows an increase from 1 % in 2003 to 2 % in 2012. This increase may have been caused by more rigorous controls of whole shipments (see respective enabler, p. 39 of this book) due to reported issues as well as by the influence of regulatory administration. The fact that pharmaceutical manufacturer require higher quality to get closer to a zero-failure quality can lead to a higher Complaint Rate Supplier, too. The increased focus on quality in supplier selection, and the fact that more pharmaceutical manufacturer rely on suppliers which have been validated (see enablers, p. 39 of this book), is positive and shows that the pharmaceutical industry is on a good way in terms of long-term supplier management. And this is getting more and more important. Given that the average number of active suppliers in 2012 amounted to 180, a well-managed supplier base is the prerequisite for improvements in quality and productivity (Fig. 4.8).

Growth rate of median TQM performance between 2003 and 2012
Just-In-Time
A guiding principle of JIT is the continuous reduction of overproduction, unnecessary inventory and inconsistencies by creating a pull production with reduced set-up times and an optimized layout. As inventories decrease in an OPEX environment, the number of turns over a certain period of time should increase. We take these inventory turnovers as main measures of JIT performance and also take a look at the Service Level. This allows us to observe how OPEX enablers affect performance.
Looking at the median score of performance of the overall sample, a change in Raw Material TurnsFootnote 4 from 4 turns per year in 2003 to 5.35 turns per year in 2012 can be seen (see Fig. 4.9). In the same period, Finished Good TurnsFootnote 5 decreased from 9 to 7 turns per year. Taking a look at the performance of high performingFootnote 6 production sites only, we can observe a much higher 2012 performance with a median of 7.1 Raw Material, and even 16.1 Finished Good Turns per year. This parallels the higher implementation level of JIT in high performing sites (10 % higher than the median sample level).

Growth rate of median JIT performance between 2003 and 2012
Within the pharmaceutical industry the most important increase is the stronger use of a Pull system (Kanban squares, containers or signals) for production control, in which customer demand triggers production. Within the last 10 years, the Pull enabler increased by 200 %. A JIT system aims to reduce the amount of pre-process and post-process inventories as well as the in-process inventory. Kanbans especially are used to control work-in-progress (WIP), production, and inventory flow (Ohno 1988). We can observe that high performing sites have WIP of 12.40 turns per year while the median is only 8 turns per year. A higher level of turn goes hand in hand with less inventories in the process, which leads to a reduced danger for products to be damaged during handling and storage. However, as evidenced by the median calculation, there is room for improvement on the performance side. Companies more and more try to deliver their customers with a demand-oriented JIT instead of a stock-oriented approach (see rise of enabler F13); this effort can be seen in the improvement of the Service Level.Footnote 7 The median Service Level score increased from 95 % in 2003 to 97 % in 2012. This higher score in perfect order fulfillment (i.e., order fulfilled in the right quantity and quality) parallels a lower score in Complaint Rate Customer, reflecting the increased quality level companies delivered to their customers 2012.
In the enabler section, the St.Gallen OPEX Benchmark revealed an increase of 33 % in Continuous Set-up Time Reduction and 17 % in the optimization of the Set-up Scheduling between 2003 and 2012. As we can observe the trend to a smaller batch size and a greater number of batches (increase of 67 % in the number of batches in packaging (median calculation) from 2009 to 2012) and a corresponding higher number of changeovers, this increased effort in Set-up Reduction and optimization in Set-up Scheduling is indeed needed. JIT is also concerned with the cooperation between supplier and customer (Ohno 1988). As we can observe from the TQM, Supplier Integration needs be extended.
JIT with the demand-orientated pull of products and Kanban as a method for the realization of JIT as well as the organization of work help to reduce overproduction and inventory (see Chap. 2). However, other industries have shown that activities are only beneficial if reductions derive from sustainable process improvements instead of being achieved by simply driving down inventories without stabilizing the processes. This requires highly controlled processes in an organized, well-maintained and clean work environment. Therefore, a sophisticated TPM and TQM system is needed from the technical perspective, but the right management has to be in place, too. Thus, the subsequent section takes a look at the developments of the Effective Management System.
Effective Management System
The St.Gallen OPEX questionnaire’s EMS performance assesses the performance of companies’ management systems on their way to OPEX. As the use of rating scales has been criticized for being based on subjective perception only, our model uses KPIs to operationalize EMS performance.
In general, most participating sites organize production employees into production area teams. For each team, one dedicated team member is responsible for supervisory tasks. Employee involvement and active delegation of authority are crucial aspects to improve OPEX. This is reflected by the recent development towards flatter organizations with fewer layers and higher span of control. Reducing layers and empowering employees on all levels are often sought to achieve in conjunction. At the same time, pharmaceutical companies tried to work more in cross-functional teams in 2012 (see enabler G24: +25 % since 2003). This leads to a higher level of cross-trained employees, which better understand the entire process and are more responsive to changing needs and demands of customers. Training employees is critical in this context, and this is evidenced by an increase in Training Days. Training Days have more than doubled over the last 10 years: While in 2003 employees were trained for 3 days a year, in 2012 employees received 7.7 days of training a year. This also leads also to a lower Level of Unskilled Employees: In 2012, only 4 % of employees had no work-related qualification, while in 2003 the score had been 10 %. A high level of qualification is important to achieve a continuous improvement culture and to obtain a certain degree of flexibility. Each production worker is expected to be a multi-skilled operator, who has the ability to run multiple machines, to do his own quality control, to solve quality problems, and to fulfill a variety of jobs involving a variety of skills and talents.
Continuous improvement is only possible with the contribution of employees. Thus, workers need to feel appreciated and valued. We use Absenteeism and Fluctuation as measures of employee satisfaction. Absenteeism, measured as the percentage of the total working time an employee is absent, decreased from 4 % in 2003 to 3.3 % in 2012. Fluctuation,Footnote 8 however, increased by about 50 % from 5 % in 2003 to 7.5 % in 2012. If we disrecard economic aspects, we can assume that a higher level of employee involvement and continuous improvement would be beneficial for OPEX. As we can see from the enabler sections, especially the increased existence of a site vision and increased alignment with corporate vision and strategy (G01: +25 %), and an increased management’s focus on identifying crucial success factors of production (G06: +25 %) seemed to have had a positive impact on the EMS. The pharmaceutical industry is on a good way to provide the right framework for OPEX (Fig. 4.10).

Growth rate of median EMS performance between 2003 and 2012
So far, we have taken a look at the development of the level of OPEX implementation in the pharmaceutical industry over the last 10 years, and related effects on technical and management performance. We proceed with presenting new scientific findings on enablers in the following section.
Enabler Implementation: Taking a Closer Look
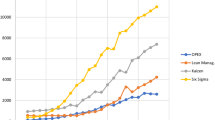
Decisions on which enabler to implement or to focus on are often rather based on gut feelings than led by facts. We tried to determine if there are visible patterns of enabler implementation by taking a closer look at the manufacturing strategy of the single plants. As a result, we could identify four distinct strategic groups. For each of these groups the implementation level of single enablers and their correlations are analyzed in depth and results are compared.
The first group emphasizes all four investigated strategic priorities (Flexibility, Quality, Service Level and Costs), leading us to name it “do all”. Implementation levels for the do all group range between 56 % for Layout Optimization and 90 % for Management Commitment and Company Culture. For the do all group, the five enablers with the highest level of implementation are: Management Commitment and Company Culture, Housekeeping, Process Management, Customer Involvement, and Supplier Quality Management. The second group focuses on delivery and flexibility and is therefore named “flexible deliverers”. Implementation levels range between 54 % for Set-up Time Reduction and 82 % for Management Commitment and Company Culture. The group flexible deliverers prioritizes the following enablers: Management Commitment and Company Culture, Housekeeping, Customer Involvement, Supplier Quality Management, and Process Management (Fig. 4.11).

Implementation of the five highest enablers in the four strategic groups
The third group, “flexible starters”, has a low emphasis on the development of competitive priorities, with the highest value for Flexibility. Implementation levels range between 42 % for Layout Optimization and 79 % for Management Commitment and Company Culture. The flexible starters have the highest implementation levels for: Management Commitment and Company Culture, Housekeeping, Process Management, Customer Involvement, and Supplier Quality Management. The fourth group, “efficient conformers”, has high emphasis on cost and also on quality. Implementation levels range between 45 % for Layout Optimization and 80 % for Management Commitment and Company Culture. For the group efficient conformers the implementation of the following five enablers is rated highest: Management Commitment and Company Culture, Housekeeping, Preventive Maintenance, Supplier Quality Management, and Customer Involvement.
For all four groups the best-implemented enabler is Management Commitment and Company Culture, followed by Housekeeping. Supplier Quality Management, Process Management, and Customer Involvement are among the enablers with the highest implementation levels for each but the fourth group, efficient conformers. For efficient conformers the enabler Process Management is replaced by Preventive Maintenance. A similar picture can be seen for the five enablers that show the lowest implementation in each group. Except for flexible deliverers, the enabler Layout Optimization is the least implemented. The second lowest implementation level (respectively the lowest for flexible deliverers) can be found with the enabler Set-up Time Reduction. The enablers Employee Involvement and Continuous Improvement, Technology Assessment and Usage, as well as Cross-functional Product Development show low levels of implementation, too.
This shows that independent of the strategic group, the same enablers are regarded as important, though they vary in their extent of implementation. The basis for a successful OPEX implementation seems to be the same for all pharmaceutical production strategies. The same holds true for the correlations between enablers; some correlations can be observed in each of the four groups.
One is the association of Layout Optimization and Pull Production, which are strongly and positively correlated in all four groups, and especially so for do alls. Nevertheless, the implementation level of Pull Production has changed faster than has that of Layout Optimization.
Though in general positively correlated, effect sizes for the association of Set-up Time Reduction and Process Management vary greatly between the single groups. The correlation coefficient in the efficient conformers group is rather high, for the do all group it is still moderate whereas the values for the flexible deliverers and the flexible starters are already weak. Obviously, efficient conformers, with their emphasis on high quality and low costs, benefit more from the positive impact of Set-up Time Reduction than the other groups do.
Correlation coefficients for Management Commitment and Company Culture and Functional Integration and Qualification vary, too. In general it can be stated that an engaged management and a common culture slightly foster the integration and qualification of employees in a plant, independent of the competitive objective. For Management Commitment and Company Culture and Preventive Maintenance the correlation coefficients are rather low. Nevertheless, a weak correlation exists between a committed management and the implementation of preventive maintenance. Obviously, the implantation of a preventive approach to maintenance is at least somewhat affected by the commitment and mind-set of management and employees.
Contrasting an enabler’s implementation level (and thus the importance it has in a company) with the influence it has according to the correlations allows for further insights. Management Commitment and Company Culture, which has a high implementation level, could positively influence the implementation of two other enablers in all four groups. Consequently, a committed management that promotes a common company culture is not only a prerequisite for the implementation of other enablers, but also supports the process of implementation.
The other correlations shared by all four groups mainly involve enablers with low levels of implementation. The least implemented enablers do not seem to be regarded as important when starting with the OPEX implementation. But their correlations with other enablers show that they can have positive impacts during an advanced stage of OPEX implementation. Therefore, it is necessary to put more effort into the implementation of those enablers after the first successes with other enablers. They can then unfold their positive impact and be a promoter for a successful OPEX implementation.
Summary and Outlook
The illustrated results are an excerpt of the on-going St.Gallen Operational Excellence Benchmark and provide an overview of the development in the industry. The results we presented in our 2010 book “The pathway to Operational Excellence” indicated that the pharmaceutical industry was on the right path. Back then, we had not observed any grand-scale developments, but continuous improvement steps across the practices TPM, TQM, JIT and EMS. In particular, the effectiveness blocks TPM and TQM had seemed to be in the focus of most pharmaceutical companies while they now more work on efficiency (JIT).
As the pharmaceutical industry is facing increasing challenges, like a rising complexity the time has come to realize the potential of sustainably implementing OPEX. Because of the complex and inter-connected nature of integrated production systems, adjustments of one sub-system affect all of the other sub-systems. In conclusion, there is more potential in TPM and TQM performance that could and should be activated, while keeping mind interdependencies between sub-systems and in their impact on performance. We have shown that over the past 10 years, notable improvements have been attained within the different categories of TPM, TQM, JIT, EMS. From a Total Productive Maintenance perspective, one the major advancements is the increased awareness of the relationship between good maintenance and good quality. But as evidenced by the (OEE-) Availability in the OEE calculation, there is still room for improvement regarding breakdowns (unplanned downtimes) and set-up downtime availability. One of the most important steps which has been taken in the previous years is an expansion of measuring activities and the use of tools such as Statistical Process Control. The knowledge which can be derived from precise measuring is essential in terms of quality terms and fosters a science of manufacturing.
The majority of OPEX implementations has focused on improving manufacturing operations, without an accompanying focus on the rest of the supply chain, such as procurement. Without focusing on the entire supply chain, however, benefits will be limited; long lead times and high inventories within external logistics pipelines can cancel out OPEX successes in operations. JIT production so far has been predominantly driven by aligning the processes to the customer and by implementing pull production.
The major driver on a cultural level is the promotion of OPEX with all its aspects and the increasing effort in training. In contrast, the implementation of team work has decreased which led to decreasing acceptance amongst the employees. Taking a closer look at the enablers, data shows for all four described groups that the implementation of the enabler Management Commitment and Company Culture is highest followed by Housekeeping.
For the future there are several aspects of performance improvements. First, the set of KPIs should cover those aspects that indicate potential future improvements. Second, instead of functioning as passive control only, the measure itself should identify and generate continuous improvements. This is especially true for operational measures focusing on non-value adding activities, such as OEE. According to Ishikawa (1982), data should not be collected to provide the basis for nice figures, but to create a basis for action and the development of processes. Collecting the right data and using it as an objective performance indicator in a continuous improvement process will prove to be highly beneficial to pharmaceutical companies.
Notes
- 1.
Robinson and Ginder (1995) define the following losses: (1) downtime due to machine breakdown; (2) time required for set-up and adjustments; (3) time or cycles lost to inefficient start-up; (4) time or cycles lost to tooling; (5) time or cycles lost to minor stoppages; (6) operating at less than ideal speed; and (7) producing defective or off-spec product that is rejected, requires rework or repair, or is sold at a lower price.
- 2.
We define Complaint Rate Customer as “Number of justified complaints as a percentage of all customer orders delivered.”
- 3.
We define Complaint Rate Supplier as “Number of complaints as a percentage of all deliveries received (from your supplier).”
- 4.
We define Raw Material Turns as “Annual cost of raw materials purchased divided by the average raw material inventory.”
- 5.
We define Finished Good Turns as “Annual cost of goods sold divided by the average finished goods inventory.”
- 6.
Definition of high performers see Chap. 2.
- 7.
We define Service Level as “Perfect order fulfillment (percentage of orders shipped in time from your site (+/− 1 days of the agreed shipment day) and in the right quantity (+/− 3 % of the agreed quantity) and right quality) to your customer.”
- 8.
We define fluctuation as “Employees leaving per year your site due to terminations, expired work contracts, retirements etc. as a percentage of all employees.”
References
Hackman JR, Wageman R (1995) Total quality management: empirical, conceptual, and practical issues. Adm Sci Q 40:309–342
Ishikawa K (1982) Guide to quality control. Asian Productivity Organization, Tokyo
Jonsson P, Lesshammar M (1999) Evaluation and improvement of manufacturing performance measurement systems – the role of OEE. Int J Oper Prod Manag 19(1):55–78
Nakajima S (1988) Introduction to Total Productive Maintenance (TPM). Productivity Press, Cambridge, Herter
Ohno T (1988) Toyota production system. Productivity Press, Portland
Robinson CJ, Ginder AP (1995) The North American way. Productivity Press, Cambridge
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendix
Appendix
Total Productive Maintenance
Preventive maintenance | |
|---|---|
D01 | We have a formal program for maintaining our machines and equipment |
D02 | Maintenance plans and checklists are posted closely to our machines and maintenance jobs are documented |
D03 | We emphasize good maintenance as a strategy for increasing quality and planning for compliance |
D04 | All potential bottleneck machines are identified and supplied with additional spare parts |
D05 | We continuously optimize our maintenance program based on a dedicated failure analysis |
D06 | Our maintenance department focuses on assisting machine operators perform their own preventive maintenance |
D07 | Our machine operators are actively involved into the decision making process when we decide to buy new machines |
D08 | Our machines are mainly maintained internally. We try to avoid external maintenance service as far as possible |
Technology assessment and usage | |
|---|---|
D09 | Our plant is situated at the leading edge of new technology in our industry |
D10 | We are constantly screening the market for new production technology and assess new technology concerning its technical and financial benefit |
D11 | We are using new technology very effectively |
D12 | We rely on vendors for all of our equipment |
D13 | Part of our equipment is protected by the firm’s patents |
D14 | Proprietary process technology and equipment helps us gain a competitive advantage |
Housekeeping | |
|---|---|
D15 | Our employees strive to keep our plant neat and clean |
D16 | Our plant procedures emphasize putting all tools and fixtures in their place |
D17 | We have a housekeeping checklist to continuously monitor the condition and cleanness of our machines and equipment |
Total Quality Management
Process management | |
|---|---|
E01 | In our company direct and indirect processes are well documented |
E02 | We continuously measure the quality of our processes by using process measures (e.g. On-time-in-full delivery rate) |
E03 | Our process measures are directly linked to our plant objectives |
E04 | In our company there are dedicated process owners who are responsible for planning, management and improvement of their processes |
E05 | A large percentage of equipment on the shop floor is currently under statistical process control (SPC) |
E06 | We make use of statistical process control to reduce variances in processes |
E07 | For root cause analysis we have standardized tools to get a deeper understanding of the influencing factors (e.g. DMAIC) |
E08 | We operate with a high level of PAT implementation for real time process monitoring and controlling |
Cross-functional product development | |
|---|---|
E09 | Manufacturing engineers (e.g. Industrial engineers) are involved to a great extent in the development of a new drug formulation and the development of the necessary production processes |
E10 | In our company product and process development are closely linked to each other |
E11 | Due to close collaboration between the R&D and the manufacturing department, we could significantly shorten our time for product launches (“scale-ups”) in our plant |
E12 | For the last couple of years we have not had any delays in product launches at our plant |
E13 | For product and process transfers between different units or sites standardized procedures exist, which ensure a fast, stable and complied knowledge transfer |
Customer involvement | |
|---|---|
E14 | We are frequently in close contact with our customers |
E15 | Our customers frequently give us feedback on quality and delivery performance |
E16 | We regularly survey our customer’s requirements |
E17 | We regularly conduct customer satisfaction surveys |
E18 | On time delivery is our philosophy |
E19 | We jointly have improvement programs with our customers to increase our performance |
Supplier quality management | |
|---|---|
E20 | Quality is our number one criterion in selecting suppliers |
E21 | We rank our suppliers; therefore we conduct supplier qualification and audits |
E22 | We use mostly suppliers that we have validated |
E23 | For a large percentage of suppliers we do not perform any inspections of the incoming parts/materials |
E24 | Inspections of incoming materials are usually performed in proportion to the past quality performance or type of supplier |
E25 | Basically, we inspect 100 % of our incoming shipments |
E26 | We jointly have improvement programs with our suppliers to increase our performance |
Just-In-Time
Set-up time reduction | |
|---|---|
F01 | We are continuously working to lower set-up and cleaning times in our plant |
F02 | We have low set-up times for equipment in our plant |
F03 | Our crews practice set-ups regularly to reduce the time required |
F04 | To increase the flexibility, we put high priority on reducing batch sizes in our plant |
F05 | We have managed to schedule a big portion of our set-ups so that the regular up-time of our machines is usually not effected |
F06 | Optimized set-up and cleaning procedures are documented as best-practice process and rolled-out throughout the whole plant |
Pull production | |
|---|---|
F07 | Our production schedule is designed to allow for catching up, due to production stoppings because of problems (e.g. quality problems) |
F08 | We use a pull system (kanban squares, containers or signals) for production control |
F09 | We mainly produce according to forecasts |
F10 | Suppliers are integrated and vendors fill our kanban containers, rather than filling our purchasing orders |
F11 | We value long-term associations with suppliers more than frequent changes in suppliers |
F12 | We depend on on-time delivery from our suppliers |
F13 | We deliver to our customers in a demand-oriented JIT way instead of a stock-oriented approach |
F14 | We mainly produce one unit when the customer orders one. We normally do not produce to stock |
Layout optimization | |
|---|---|
F15 | Our processes are located close together so that material handling and part storage are minimized |
F16 | Products are classified into groups with similar processing requirements to reduce set-up times |
F17 | Products are classified into groups with similar routing requirements to reduce transportation time |
F18 | The layout of the shop floor facilitates low inventories and fast throughput |
F19 | As we have classified our products based on their specific requirements our shop floor lay-out can be characterized as separated into “mini-plants” |
F20 | Currently our manufacturing processes are highly synchronized over all steps by one take |
F21 | Currently our manufacturing processes from raw material to finished goods involve almost no interruptions and can be described as a full continuous flow |
F22 | At the moment we are strongly working to reach the status of a full continuous flow with no interruption between raw material to finished goods |
F23 | We use “Value Stream Mapping” as a methodology to visualize and optimize processes |
Planning adherence | |
|---|---|
F24 | We usually meet our production plans every day |
F25 | We know the root causes of variance in our production schedule and are continuously trying to eliminate them |
F26 | To increase our planning adherence we share data with customers and suppliers based on a rolling production plan |
F27 | We have smoothly leveled our production capacity throughout the whole production process |
F28 | Our plant has flexible working shift models so that we can easily adjust our production capacity according to current demand changes |
F29 | A smoothly leveled production schedule is preferred to a high level of capacity utilization |
Effective Management System
Direction setting | |
|---|---|
G01 | Our production site has an exposed site vision and strategy that is closely related to our corporate mission statement |
G02 | Our vision, mission and strategy is broadly communicated and lived by our employees |
G03 | Goals and objectives of the manufacturing unit are closely linked and consistent with corporate objectives. The production site has a clear focus |
G04 | The overall objectives of the production site are closely linked to the team or personal objectives of our shop-floor teams and employees |
G05 | Our manufacturing managers (Head of manufacturing, Site-leader etc.) have a good understanding of how the corporate/divisional strategy is formed |
G06 | Our manufacturing managers know exactly what the most important criteria for manufacturing jobs are (i.e. low costs, delivery, quality etc.) |
Management commitment and company culture | |
|---|---|
G07 | Plant management empowers employees to continuously improve the processes and to reduce failure and scrap rates |
G08 | Plant management is personally involved in improvement projects |
G09 | There is too much competition and too little cooperation between the departments |
G10 | The communication is made via official channels |
G11 | The company has an open communication culture. There is a good flow of information between the departments and the different management levels |
G12 | About innovations we are informed early enough |
G13 | Problems (e.g. reclamations etc.) are always traced back to their origin to identify root causes and to prevent doing the same mistakes twice |
G14 | The achievement of high quality standards is primarily the task of our QA/QC departments |
G15 | Our employees continuously strive to reduce any kind of waste in every process (e.g. waste of time, waste of production space etc.) |
G16 | Command and control is seen as the most effective leadership style rather than open culture |
Employee involvement and continuous improvement | |
|---|---|
G17 | We have implemented tools and methods to deploy a continuous improvement process |
G18 | Our employees are involved in writing policies and procedures (concerning site vision down to standard operating procedures) |
G19 | Shop-floor employees actively drive suggestion programs |
G20 | Our work teams cannot take significant actions without supervisors or middle managers approval |
G21 | Our employees have the authority to correct problems when they occur |
G22 | Occurring problems should be solved by supervisors |
G23 | Supervisors include their employees in solving problems |
G24 | Our plant forms cross-functional project teams to solve problems |
G25 | The company takes care of the employees |
G26 | We have organized production employees into teams in production areas. For each team there is one dedicated team member that is responsible for supervisory tasks |
G27 | We have organized production employees into teams in production areas. For team leadership we have an additional supervisory level in our organization |
Functional integration and qualification | |
|---|---|
G28 | Each of our employees within our work teams (in case workers are organized as teams) is cross-trained so that they can fill-in for others when necessary |
G29 | At our plant we have implemented a formal program to increase the flexibility of our production workers. Employees rotate to maintain their qualification |
G30 | In our company there are monthly open feedback meetings |
G31 | The information of these official feedback meetings is used systematically in further training |
G32 | We continuously invest in training and qualification of our workers. We have a dedicated development and qualification program for our production workers |
Basic Elements
Standardization and simplification | |
|---|---|
H01 | We emphasize standardization as a strategy for continuously improving our processes, machines and products |
H02 | We use our documented operating procedures to standardize our processes (e.g. set-ups) |
H03 | Optimized operating procedures (e.g. shortened set-ups) are documented as best-practice processes and rolled-out throughout the whole plant |
H04 | Standardized functional descriptions have reduced the period of vocational training for new employees |
H05 | We use standardized machines and equipment (e.g. standardized machine design, standardized spare parts etc.) to achieve a high up time of our machines |
H06 | By using standardized machines and fixtures we could significantly lower our material costs for spare parts |
Functional integration and qualification | |
|---|---|
H07 | Performance charts at each of our production processes (e.g. packaging) indicate the annual performance objectives |
H08 | Technical documents (e.g. maintenance documents) and workplace information (e.g. standardized inspection procedures, team structures) are posted on the shop floor and are easily accessible and visible for all workers |
H09 | Charts showing the current performance status (e.g. current scrap-rates, current up-times etc.) are posted on the shop-floor and visible for everyone |
H10 | Charts showing current take times and schedule compliance (e.g. Andonboards) are posted on the shop-floor and visible for everyone |
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Friedli, T., Lembke, N., Schneider, U., Gütter, S. (2013). The Current State of Operational Excellence Implementation: 10 Years of Benchmarking. In: Friedli, T., Basu, P., Bellm, D., Werani, J. (eds) Leading Pharmaceutical Operational Excellence. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-35161-7_4
Download citation
DOI: https://doi.org/10.1007/978-3-642-35161-7_4
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-35160-0
Online ISBN: 978-3-642-35161-7
eBook Packages: Business and EconomicsBusiness and Management (R0)