
Abstract
The automotive industry is one of the most environmental aware sectors of an economy. Car is a very complex product not only due to thousands of components used in a production process and many people involved in this process but especially for the reason that, it creates threats for the environment at each stage of its life cycle. The aim of this chapter is to provide the review of current environmental friendly practices in the automotive industry regarding reducing strategy, reusing strategy and recycling strategy used by car makers.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
Environmental focus is one of the leading trends in many industries. In order to preserve the environment for the next generation people should strive to sustainable development in all activities. Therefore it can be concluded that environment became a part of present economy affected each activity, including automotive industry, especially that intensive development of the automotive industry is a source of hazards for the environment. The introduction of EU regulations for this industry like End-Life-Vehicles (ELV Directive 2000/53/EC) and directive on type approval of vehicles for reusability, recyclability, and recoverability (RRR 2005/64/EC) has created a need for the new business practices in area of materials management. Authors define a feedback between an environment and the automotive industry presented at Fig. 1.

Feedback between environment and automotive industry
There are four factors affecting the automotive industry: technology, market, customers and the most influential factor—environment. Environment is a source of materials, infrastructure necessary for manufacturing but everything is limited. Environmental restrictions have a positive side, because there is a big pressure to avoid wastes during every stages of car life cycle, what let manufacturers to reduce costs and to be more competitive. Not without significance for the environment is that customers present higher level of ecological awareness and there is a trend of buying eco-friendly products.
The process of car or automotive parts manufacturing is very complex, regarding usage of numerous resources and different technologies. It results in potential threats for:
-
polluting water, soil and air;
-
noise;
-
creating waste and landfills;
-
damaging land use;
-
overutilization of materials;
-
disruptions of ecosystem; etc.
Those issues should be perceived in relation to all stages of car life, which are presented at Fig. 2.

Car life cycle based on (Parkinson and Thompson 2003)
Main stages of car life cycle important from environmental point of view are dependent by each other. Beside those relationships there are external factors which have an impact on them. Authors define 4 main stages of vehicle life cycle:
-
1.
Design
There are made crucial decisions about car’s construction and production process. In this phase a number of innovations might appear which are making the product more eco-friendly regarding the subsequent life cycle stages.
-
2.
Manufacturing with logistics support
This is the implementation of the project. This stage is characterized by huge complexity, big number of operations and parts, big diversity. From environmental perspective it might create some threats to the environment mainly in the welding and painting processes. Moreover most of the automotive manufacturers applying just-in-time and just-in-sequence strategy for their components deliveries. The big scope of transport operations is a main environmental burden coming from final assembly.
-
3.
Utilization
This is the longest phase of life of a car. It covers all issues related to the after-sale usage of each vehicle. The environmental burdens which appear in this phase are connected with normal “consumption” of product and its maintenances. When the need for repairs appears, there are necessary: new spare parts, remanufactured components or used parts from recycling. Moreover during usage phase a number of emissions appear which might be potentially dangerous for the environment.
-
4.
End of life
In this stage three different options might be implemented: landfill, illegally tipping and storing of a vehicle or revalorization. This stage is referred to managing the stream of used cars and their components. At this stage are distinguished 3 main strategies used by car manufacturers (described as 3R) (Parkinson and Thompson 2003):
-
1.
Reduce strategy—creating solutions to reduce waste and as a result of it increasing recycling opportunities through the all process of cars’ manufacturing.
-
2.
Reuse strategy—continuing to use an item after it has been relinquished by its previous user, rather than destroying, or recycling it. The extreme case of this strategy is reuse “as is” which refers to the reuse of a product with minimal reprocessing.
-
3.
Recycle strategy related to: creating new consumer goods or new car parts from materials obtained during dismantling process of old car or producing new parts from recycled consumer products (recyclable and non-recyclable materials).
In European conditions the three strategies were addressed in the RRR Directive 2005/64/EC on type approval of vehicles for reusability, recyclability, and recoverability. This Directive came into force in December 2005 and requires cars and light vans (M1/N1), newly introduced to the market after December 2008 to be 85 % reusable and/or recyclable and 95 % reusable/recoverable by mass (Directive 2005/64/EC). Focus on recyclability has driven the new model planning process. Newly applied advanced recycling methods (post shredder treatment) allow nowadays the recycling and recovery of literally all materials. Moreover there is a shift in design approach so called product modularity. It allows improving disassembly operations. To speed up the dismantling operations all components are labeled in accordance with international ISO standards, enabling materials to be sorted according to their type. In order to reach the challenging goal of 95 % recovery target by 2015 some efficient material separation technologies for end-of-life vehicles are promoted that allow the utilization for shredder residue and boosting the usage of recycled materials for some specific car components. The Japan Automotive manufacturers are also obliged to reach the goal of recycling rate by over 95 % till 2015. US manufacturers don’t face as strict regulation as in EU or Japan. On average they reach the goal of 75 % materials recoverability and recycling ability.
2 Reducing Strategy
“Reduce” is the key word of this strategy. Figure 3 presents the mind map of issues related to reducing strategy in the automotive industry. There are considered four areas of adopting reducing strategy by carmakers (FIAT 2011; Toyota 2011):

-
1.
Logistics activities
This area includes a range of all activities required to handle materials, components and products across the supply chain, from suppliers to manufacturers and final customer. Reducing strategy in the transport is driven by a series of actions, ranging from the reducing emissions linked to the transportation of finished goods particularly by using alternatives means of transport to road (rail, sea) and optimization of transport capacity in order to achieve reduction of CO2 emission. The second point is packaging with the particular focus on minimizing packages and protective materials and increasing the use of reusable packages (for example containers).
-
2.
Vehicle utilization
At the design stage, there are made crucial decisions about the environmental impact of a car during its utilization, including: vehicle energy demand, the noise level, emissions of CO2, used materials and components, other concern solutions of carmakers. The greatest attention is related to the following issues:
-
Optimizing the ecological performance of conventional engines.
-
Alternative fuels such as: natural gas, biofuels, biomethane.
-
Alternative propulsion systems including: conventional hybrids, plug-in hybrids, fully electrified and range-extended electric vehicles.
-
Promotion of eco-driving among consumers.
Decisions about car energy consumption affect the noise level and greenhouse gases (GHG) emissions, moreover there are installed some systems cutting gases’ emissions. Steps taken for used materials aimed at limitation kinds of materials and components used in manufacturing process and limiting the use of potentially hazardous substances with promoting their substitution wherever it is possible. Beside those solutions there are introduced many innovations, for example Fiat contributes the following solutions reducing fuel consumption and emissions (FIAT 2011):
-
Start&Stop technology (shutting off the engine at the stoppage idling and restarting after engaging the clutch),
-
Gear Shift Indicator (virtual co-pilot suggesting gears shifts to reduce emissions and energy demand),
-
Smart Alternator (system enabling battery charging independently).
Automakers try to apply reduce strategy also for the activities unrelated, which are not directly related to the manufacturing process. Some examples of such actions which can be found in automotive sector are:
-
Rationalizing employ travels by participating in conferences via the Internet, giving priority to cheaper means of transport such as rail.
-
Changes in the IT: effective hardware, reduction in PC power consumption by automatically powering down PC when it is not in use.
-
Reduction is paper usage by application of the IT systems to communicate downstream and upstream of the supply chain.
3 Reusing Strategy
Automotive industry is a part of industrial sector that consumes large volumes of material and energy, therefore it is essential to save them, what is the result not only of financial factors but also ecological activity. Possibilities of reusing are defined by designers and engineers at the beginning of car life cycle when materials and components are selected to use. Reusing is a way to stop waste at the source.
3.1 Reusing Strategy Possibilities
There is some confusion about regarding the classification of the reuse options. In the rather narrow way the reuse variants can be defined as:
Reuse can be divided into (www.remanufacturing.org.uk):
-
straight reuse by other user with lower quality expectations (less developed markets),
-
refurbishment—cleaning, lubricating or other improvement,
-
repair/rebuilt
-
redeployment & cannibalization—using working parts elsewhere.
Rebuilt operations are applied for automotive industry mainly for heavy duty equipment such as bus and truck fleets, farming equipment and construction equipment when new parts many be difficult or impossible to obtain. In this paper we will extend this classification and treat remanufacturing as a part of reuse strategy. Remanufacturing is the only option that requires a full treatment process to guarantee the performance of the finished object ().
It is important to distinguished reuse from recycle strategy. Recycling activities require the destruction of the product to its components and materials so they can be melted, smelted or reprocessed into new forms ().
-
3.
Plant functioning
With the functioning of the plant are related many dangers for the environment what is a result of manufacturing process and all activities related to them. Reducing strategy at this field focuses on: energy consumption and air pollution by GHG, water use, waste management and noise level. Energy is the most important store for a car plant which is very energy-intensive, what is associated to huge amount of greenhouse gases (GHG). Car makers put a lot of efforts to reduce energy demand and GHG emissions such as (FIAT 2011):
-
renewable energy (solar energy, wind energy, hydro energy, paint fumes or landfill gases as a energy source);
-
high-efficiency motors and electric motor inverters in the area of power;
-
high-efficiency lighting systems;
-
frequency control and smart stand-by systems for equipment;
-
thermal isolation of facilities;
-
elimination of compressed air leaks;
-
automated control systems increasing energy efficiency;
-
free-cooling systems rather than electric air-conditioners.
A big problem of car manufacturing are volatile organic compounds (VOCs) emissions from painting operations which are reduced by innovation in paint application and materials technology. Ford uses VOC to produce energy. Noise level is monitored and reduced where it is possible by the installation of sound-absorbing elements and noise abatement walls, for example.
Car manufacturers take actions to implement potential solutions for reducing overall water consumption and ensuring the high quality of discharged water by minimizing emissions of hazardous substances to water from manufacturing. The common practice is using rainwater.
Beside the management of water and energy car makers manage waste seeking which is reflected in the financial results. Waste management is related to packages (discussed at the Logistics area) and materials, components used at manufacturing process. In the automotive industry landfills are the extremity—when generated waste is not able to be reused or recycled, it is disposed of, seeking to use technologies with minimal environmental impact. More often car makers strive to use materials and components recyclable, susceptible to re-use because it is connected to financial profits, what will be described in more detail in the next sections.
-
4.
Non-manufacturing processes
Recycling is putting used materials back into the manufacturing chain at a very basic level. Reusing means continuing using of a product, not destroying it what is a main characteristic in recycling (Parkinson and Thompson 2003). Reusing is used to indicate all forms of material product and component reutilization (Parkinson and Thompson 2003).
There are some difficulties with determining the meanings’ relationships between all terms related to reusing strategy. In Fig. 4 authors present the scheme of possibilities of reusing strategy. It is a modification of division founded by Parkinson and Thompson (2003).

Possibilities of reusing strategy modified from Parkinson and Thompson (2003)
Following Parkinson and Thompson (2003) distinguish three types of activities as components of reusing strategy: further use, reuse “as is” and product reprocessing.
Further use. Used products are utilized for a different purpose than it was originally intended. Example: using tires on harbor walls to cushion vessels.
Reuse “as is”. Used products are utilized at the same purpose they were designed for through minimal or no reprocessing. The minimum contribution to restore parts to working conditions includes for example: cleaning, cursory inspection, etc. Example: obtaining mirrors from a used vehicle. Lack of precise definitions provide to fuzzy boundaries between terms what results in artificial divisions such as treating reprocessing and reconditioning as two terms independent one from another. Authors presents the statement that product reprocessing and recondition are synonyms.
Product reprocessing consists of all actions involving more than only superficial works, required to return the condition for sale (Parkinson and Thompson 2003). This definition is too “scant” for the authors, because the key for right division is taking into account appropriate criteria. They suggest: warranty and the level of quality of product in comparison to new product as the criteria of distinction. Thanks to that they were able to show how do they depend on each other: repair, remanufacturing and so called “recovery characteristics” (what causes the most problems for authors with this term).
Remanufacturing. Remanufacturing includes disassembling, cleaning, refurbishing, replacing parts (as necessary) and reassembling a product in such a manner that the part is at least as good as, or better than, new in terms of appearance, reliability and performance (Oleszczuk 2003; Parkinson 2001). The greatest emphasis of this definition is placed on the condition of remanufactured product—“as good or better than new” with a warranty at least as new item.
Repair is related to actions taken to return a product’s functioning condition after detected failure, particularly at the service. Repairs are not equivalent to return its state as good as new. Repairs are related to warranties which are very often shorter than new products (Lund 1983) .
Refurbishment is the reprocessing of product in order to provide required functionality. Usually is it connected with some improvement in existing product parameters. For example it might require some improvement of product existing operating software.
3.2 Remanufacturing
Remanufacturing allows companies to capture the residual value-added in forms of materials, energy and labor. Remanufacturing is the most advanced form of reprocessing operations, but in case of End-of-Life products or almost at this stage sometimes it is not appropriate. The reason is the cost and complexity of remanufacturing operations. Lund (1998) has identified seven criteria for profitable remanufacturability:
-
the product is a durable good,
-
the product fails functionally,
-
the product is standardized and the parts are interchangeable,
-
the remaining value-added is high,
-
the cost to obtain product is low compared to the remaining value,
-
the product technology is stable,
-
the costumer is aware that remanufactured goods are available.
The remanufacturing industry of the automotive components is large and important due to economic, societal and environmental benefits. Up to two-thirds of remanufacturing businesses globally is estimated to involve auto parts (Steinhilper 1998).
The environmental benefits are related to energy and material savings gained through reusing parts, what is a result of saving the value concluded into the component during manufacturing process. The size of saving is associated to a huge amount of parts used at the automotive industry. According to studies at the automotive industry, approximately 85 % of the energy expended in components’ manufacture was preserved at the remanufactured item (Henstock 1988).
Starters and alternators are the most typical products to be remanufactured due to the fact that most car require two of each throughout their lives, and these two components are mass produced and remanufactured by thousands of companies. Alternator and starter motors are ideal candidates for a profitable remanufacturing, as these components have very high production volumes and low un-manufacturability (Severengiz et al. 2008).
To present disparities at material and energy use of manufactured and remanufactured car parts, authors adduce two examples: starters and alternators, which are the most frequently remanufactured car units. Results of those studies are presented in Fig. 5.

Remanufacturing and manufacturing demand of energy and material of starters and alternators (REMAN 2013)
According to previous research (e.g. REMAN 2013): manufacturing process of one new starter on average requires more than eleven times the amount of energy of a remanufactured one. In the case of alternators new one requires about seven times more energy than a remanufactured one. In a case of material demand with the same amount of the material it is possible to manufacture one new part or 8 remanufactured alternators, in the case of starters—9 remanufactured starters. This example underline very clearly issue of materials and energy saving during manufacturing.
Remanufacturing process is a sequence of activities required to obtain remanufactured item. Authors present a remanufacturing as a flowchart in Fig. 6.

Remanufacturing process consist of six main activities including (Amezquita et al. 1998; Guide 2000; Parkinson 2001):
-
(a)
Disassembling—products are disassembled to the level of a part. Reusable parts are passed to next operations. Other elements may be recycled or they are disposed.
-
(b)
Cleaning—removing all contamination, including degreasing, derusting, removal coatings of the surface as a paint.
-
(c)
Inspection and sorting—sorting items into groups with assessing the parts’ reusability and possibilities of reconditioning.
-
(d)
Reprocessing—includes: milling, turning, grinding, material deposition, heat treatment, welding, powder coating, chroming, painting.
-
(e)
Reassembling—it is a process of assembling with used components (sometimes with new elements).
-
(f)
Testing—every remanufactured part is tested to preserve efficiency at the level of 100 %. Remanufactured parts obtain a warranty.
Remanufacturing process is associated to many difficulties considered in Fig. 6.
Remanufacturability is the result of decisions at the designing stage of car life cycle. Existing criteria for remanufacturability include (Guide 2000):
-
1.
Durability of a product.
-
2.
Failure product’s functions.
-
3.
Product is a standardized good with interchangeable parts.
-
4.
Low cost of obtaining failed product.
-
5.
Stable technology of production.
-
6.
Awareness of costumers of availability of remanufactured products.
Designing for remanufacturing is associated to facilities at the level of a part from the point of view of each activity in remanufacturing process (Amezquita et al. 1995).
Car producers are making some Design-for-Remanufacturing guidelines by setting the criteria that facilitate the remanufacturing of analyzed part.
In Table 1 are presented criteria that facilitate the remanufacturing of a Chrysler LHS door.
The method is based on a method proposed by Pahl and Beitz (1984). The requirements of a product are classified into several main categories which consist of different subcategories. There is presented a specification of the requirements related to the each category. There are: Demands (D)—defined as requirements that must be satisfy regardless of the circumstances and Wishes (W)—defined as requirements that should be taken into consideration whenever it is possible. This example show how remanufacturability can be improved using a list of specified criteria.
Car parts are remanufactured very often, especially due to economic factors. The list of remanufactured car parts is long and includes (APRA 2013):
• Air Brakes | • Front Axles |
• Air Conditioners | • Fuel Pumps |
• Alternators | • Fuel Injectors |
• Brake Calipers | • Generators |
• Carburettors | • Master Cylinders |
• Clutches | • Pumps |
• CV Drives | • Power Steering |
• Cylinder Heads | • Rack and Pinions |
• Differentials | • Starters |
• Electronic Units | • Steering Units |
• Engines | |
• Fan Motors | |
• Heater Blowers | |
• Water Pumps | |
• Turbochargers |
The industry leader in terms of remanufacturing Toyota already in 2002, introduced on all European markets, remanufactured compressors for air conditioners and power steering gears. The next step was the introduction at the beginning of 2003 the remanufactured engines with accessories and without fittings and cylinder heads. In addition, Toyota in Europe coordinates the development and implementation of effective systems of reimbursement of exchanged components, which are directed to the main European distribution center, instead of directly from the dealership to the suppliers. Every year an increasing number of the remanufactured parts are being offered. The automaker Volkswagen AG uses worn parts for production “the replacement”, having both the value and the same warranty as new parts. According to the data provided on the website of the group remanufactured in carbon-neutral factory the Kassel per year (VW 2012): 48,000 engines (in 490 versions), 60,000 cylinder heads (in 220 versions) and 49,000 transmissions (in 550 versions). In 2011, Volkswagen also began remanufacturing selected components in markets outside Germany and opened a new powertrain remanufacturing facility in China. This facility can remanufacture 15,000 engines a year to “as-new” quality.
Most of the automakers have remanufactured parts in their offer. It is a way to achieve win–win situation, when economics benefits can be combined with the fulfillment of legal regulations.
4 Recycling Strategy
Recycling is the process of collecting and processing materials destined to be thrown away as a rubbish into new products (EPA 2013). Recycling has a big influence at each stage of car life cycle, what is presented in Fig. 7.

Influence of recycling on car life cycle
At the designing stage there are made crucial decisions from recycling point of view. Designers and engineers are making restrictions of kinds of used materials, particularly there are chosen materials which are able to further processing—recyclable materials. At the same time using hazardous materials is avoided, because of difficulties for the manufacturer and the environment, too. Examples of design which takes into consideration recycling issues are presented in Table 2.
Utilizing recyclable materials causes possibilities of closed loop of used materials what minimize cost of manufacturing. For example Volkswagen has developed and introduced many processes ensuring at least 85 % recyclable and 95 % “recoverable” of his vehicles (VW 2011).
During manufacturing process there are given marks (according to requirements of ISO) what is useful at the next stages of parts’ life. There are used recyclable parts chosen during the designing stage. Next stage—utilization is directly related to environment. There is a big problem—increasing number of old cars end of life, so there are some collecting points, which are collaborate with dismantling points from the next stage. It becomes a huge problem to deal with the stream of old vehicles. To solve this problem there are created huge networks where end of live cars are collected and then dismantled to recycle.
At the stage called “End of life” there is a materials recovery. There are some level of salvage set by law regulation (for example in UE it is 95 % for salvage and 85 % for recycling according to ELV). Car manufacturers are striving to high level of salvage what is a result of law regulations,Footnote 1 but not only. From recycling point of view very important is IDIS (The International Dismantling Information System)—it was created by the automotive industry to meet the legal obligations of the ELV directive (IDIS 2013). The IDIS is a complex database with comprehensive information for each vehicle model relating to the removal of fluids such as fuel, oil and coolant, as well as the triggering of airbags and seat belt tensioners. It contains descriptions of the dismantling/removal of selected subassemblies and components, in particular for components with hazardous substances, such as batteries. It is free software for recovery and recycling companies (VW 2011).
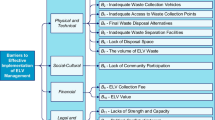
Recycling process. Recycling process is very complex. ELV is a source of recycling process. In Fig. 8. authors present the flow of ELV taking into account the recycling process.

Car users, car dealers and car commissions are the source of the stream of ELV. All ELV regarding to law regulation, are allocated to dismantling process, where is made decision about the destiny of particular elements through the following activities:
-
(a)
verification the condition of a part;
-
(b)
drainage of all fluids;
-
(c)
right dismantling with the particular attention to dangerous substances such as brake pad, battery, which are removed;
-
(d)
segregation into right groups which is a basis for the crucial decision about the destiny of an element.
After segregation components are divided into the groups which are remanufactured, disposed or recycled (Lejda 2013; Nader and Jakowlewa 2009).
There are the following possibilities of recycling (Lejda 2013):
-
1.
Material recycling
The result of material recycling is obtaining materials able to using in a manufacturing process. The process of material recycling includes melting scrap metal, pulverization of plastic material elements etc. The most important issues in material recycling are:
-
recovery of the same compounds,
-
manufacturing of new compounds,
-
re-construction of new car parts,
-
manufacturing of other commercial products.
The simplest example is metal recycling process—for example steel, which in the recycling process cannot achieve the same quality parameters as before, but it can be used for manufacturing of less important car parts or elements used in building construction. Thermoplastic materials, e.g. polypropylene, polyethylene, polyurethane materials etc. are well-adapted for recycling.
For example—the Mercedes company recovers about 90 % of used plastic materials and they produce multi-layered bumpers, sound-dumping screens, air ducts, electric cross-cable tubes, hub cover caps, chassis protection shields etc. Another example is Renault company, which has set an objective of using 50 kg recycled plastic per car in 2015, equal to an average 20 % of all plastic content.
-
2.
Energy recycling
Energy recycling includes not only burning waste, but also generating fuels from them and processing them to create the thermal insulation materials. Examples of energy recycling includes: producing energy for water heating, steam and electricity generation, etc. Tires are the most important item in energetic recycling of car.
-
3.
Chemical recycling
Chemical recycling consists of thermal and chemical processing of elements made of plastics into elementary compounds such as gases or oils which are used as chemical components or as fuels. Chemical recycling is also processing of used-up motor oils and other dispensable fluids, for example brake fluid is processed into household cleaning chemicals.
Car which is ELV is decomposed into prime factors. There can be distinguished five main material fraction (Oleszczuk 2003):
-
rubber and plastic
-
ferrous
-
nonferrous metal
-
glass
-
plastic.
Car consists of: different kind of plastic, glass, ferrous and nonferrous metal and rubber/tires. Each of material can be recycled. Possibilities of recycling are the result of: available technology of processing, demand on remanufactured parts and economic relationship between new part and recycled one.
Toyota company is very advanced car manufacturer at the recycling. It is a leader in the use of recycled materials for several years. In Table 3 are presented some of examples of technologies of material recycling used in Toyota company.
Recycling is not a possibility of energy, cost and material savings but it is a necessity to deal with limited resources. Car manufacturers try to build up recycling strategy also in relations with their suppliers practice. In last decade a number of sustainable practice was introduced like e.g. issuing recycling guidelines to the suppliers.
5 Conclusion
The number of cars is growing every year, as well as numbers of cars which are not any more in use and need recycling. Automotive industry became a big load for the environment, but there is no chance to stop it. We can only decrease negative influence, what car makers are already doing. There are 3 strategies in automotive industry related to environment: reducing, reusing and recycling strategy, which are differed from each other, but all of them are taking into account the environment protection.
All strategies should be considered by the point of view of different sides of automotive industry including: car makers (processes and employees at each stage of car life cycle), car users, suppliers, etc.
There are presented many possibilities of realizing 3R strategy in the automotive industry but authors indicate that protection of the environment and all activities related to sustainable development is not a presentation of higher awareness of people. The source of interest in environmental issues is law regulations and profitability—possibility of reducing cost by car manufacturers. The environmental issues will be more popular not only due to economic benefits but also due to higher environmental awareness among car manufacturer, suppliers, car users and all participants of so called “automotive world”.
Notes
- 1.
In the UE—the main law regulation for automotive product end-of-life—Directive on End-of-Life Vehicle 2000/53/EC (Eur-lex 2013).
References
Amezquita T, Hammond R, Bras B (1998) Issues in the automotive parts remanufacturing industry—a discussion of results from surveys performed among remanufacturers. Int J Eng Design Autom Special Iss Environ Conscious Design Manuf 4(1):27–46
Amezquita T, Hammond R, Marc M, Bras B (1995) Characterizing the remanufacturability of engineering systems. Massachusetts, DE-Vol 82, pp 271–278
APRA (2013) http://www.apra-europe.org/main.php?target=availableproducts
Directive 2005/64/EC of the European Parliament and of the Council of 26 October 2005 on the type-approval of motor vehicles with regard to their re-usability, recyclability and recoverability and amending Council Directive 70/156/EEC
EPA (2013) http://www.epa.gov/recycle/recycle.html
Eur-lex (2013) http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=CELEX:32000L0053:EN:NOT
FIAT (2011) Sustainability report. http://www.fiatspa.com/en-US/sustainability/enviromental_responsibility/logistics/Pages/environmental_performance.aspx
Guide VDR Jr (2000) Production planning and control for remanufacturing: industry practice and research needs. J Oper Manag 18(4):467–483
Henstock ME (1988) Design for recyclability. Institute of Metals, London
IDIS (2013) http://www.idis2.com/index.php?&language=english
Lejda K (2013) Selected problems in car recycling. http://www.pan-ol.lublin.pl/wydawnictwa/TMot4/Lejda.pdf
Lund R (1983) Remanufacturing: United States experience for developing nations. The World Bank, Washington, DC
Lund R (1998) Remanufacturing: an American resource. In: Proceedings of the 5th international congress on environmentally conscious design and manufacturing, June 16–17, Rochester Institute of Technology, Rochester, NY
Nader M, Jakowlewa I (2009) Selected aspects of the organization of car recycling plant. Scientific papers of the University of Warsaw, z.70/2009, Warsaw, pp 127–138
Oleszczuk P (2003) Characteristics and possible ways of disposing of the residue after crushing a car. Protection Air Waste Probl 5(2003):151–156
Pahl G, Beitz W (1984) Engineering design (trans: Wallace K). The Design Council/Springer, London/Berlin
Parkinson HJ (2001) Systematic approach to the planning and execution of product remanufacture. PhD thesis, Department of Mechanical Engineering, UMIST
Parkinson HJ, Thompson G (2003) Analysis and taxonomy of remanufacturing industry practise. Proc Inst Mech Eng E J Process Mech Eng 217(3):243–256
REMAN (2013) http://www.reman.org/pdf/steinhilper_part4.pdf
Steinhilper R (1998) Remanufacturing: the ultimate form of recycling. Fraunhofer IRB. Verlag, Stuttgart
Severengiz S, Sezgin C, Yonk NK (2008) Automotive remanufacturing in Europe: survey results. TU Berlin
Toyota (2011) Car recycling brochure. http://www.toyota.de/Images/Car_Recycling_Brochure_EN_tcm281-210236.pdf
VW (2011) Sustainability report. http://sustainability-rport2011.volkswagenag.com/fileadmin/download/71_Recycling_Sicon.pdf
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2014 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Golinska , P., Kosacka, M. (2014). Environmental Friendly Practices in the Automotive Industry. In: Golinska, P. (eds) Environmental Issues in Automotive Industry. EcoProduction. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-23837-6_1
Download citation
DOI: https://doi.org/10.1007/978-3-642-23837-6_1
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-23836-9
Online ISBN: 978-3-642-23837-6
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)