
Abstract
Analysis of attempts to develop steelmelting units operating with scrap without utilizing electric arcs. Reasons of failures.
Limited possibilities of low-power sidewall oxy-gas burners. The constant flame direction as a basic factor hindering the increase in burner power. High-power rotary (HPR) burners. Moving the flame of HPR-burners from those already heated to the relatively cold zones of scrap pile during the heat allows to increase their power up to 20–30 MW and the energy efficiency coefficient η up to 0.7.
HPR-burner design variants: roof, oriel (balcony), and sidewall. They open new possibilities for replacing electrical energy with fuel. Two-stage process of the heat: at the first stage the scrap is only heated by the burners, and at the second one the scrap is heated with both the burners and arcs or with the arcs only.
Results of trials of both HPR-burners and two-stage process in 6-ton, 100-ton, 200-ton furnaces prove the reality of developing a 120-ton fuel arc furnace (FAF) operating on scrap with basic performances as follows: tap-to-tap time − 35 min; consumptions are electrical energy − 140 kWh/ton; natural gas − 25 m3/ton; oxygen − 80 m3/ton. Maximal power of transformer − 85 MW, that of 5 HPR-burners − 137 MW.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
7.1 Attempts for Complete Replacement
EAF is a high-power energy unit, which includes complex electrical and mechanical equipment as well as expensive electrodes. In comparison with EAF, the oxy-fuel burners with the same power are simple and inexpensive devices. In addition, for a long time, the cost per kWh of natural gas was significantly lower than that per kWh of electrical energy. It is not surprising that, under these conditions and due to insufficient understanding of differences in principles of heat transfer from the electric arcs and that of the flames of burners to the solid metal charge and to the liquid bath, the idea of not only high-temperature preheating of scrap by burners, but also of avoiding completely the use of electrical energy in the process of steelmaking from scrap seemed quite attractive and reasonable. It has been presumed that the flames of oxy-fuel burners using natural gas or oil with temperatures reaching 2800°С could replace for electric arcs in these processes.
One of the first attempts of this kind was undertaken in the 1960 s when BISRA Company in England developed and tried out so-called FOS process [1]. This abbreviation stands for Fuel–Oxygen–Scrap process. The process was implemented in the EAFs of small capacity. In these furnaces, the vertical oxy-gas or oxy-oil burners were inserted in the roof ports instead of electrodes. As the scrap melted and a flat bath formed, the burners, just like the electrodes, were lowered into the freeboard at the optimum depth.
Prolonged industrial testing of FOS process have shown that during the scrap melting, the burner flames have very high oxidizing capacity, being the highest when natural gas was used and slightly lower when oil was used. Despite the fact that in the course of the heat oxygen consumption was gradually reduced to 60–75% of amount required for complete fuel combustion, scrap was oxidized so intensely that the FeO content in the slag exceeded 50% and the yield dropped below 90%. In order to assure the required carbon content in the bath and reduce the yield drop, the charge contained over 15% of pig iron in addition to 2% of coke. Due to a high degree of underburning of fuel in the freeboard of the furnace, the natural gas consumption was approximately 150 Nm3/ton and the oxygen consumption was 200 Nm3/ton.
At the final stage of the heat, the FOS process was very difficult to control because of the discrepancy between the rate of carbon oxidation and the rate of liquid bath heating. The decarburization of metal was taking place quite unevenly. Often, for short periods of time decarburization rate jumped up by a number of times with a relatively stable and limited rate of heating metal with the burners. In order to make the process more controllable, it was necessary to raise input of chemical heat into the bath through the increase of pig iron share in the metal charge. But even when the share of iron was significant, the process was suitable only for obtaining of semi-finished product having a composition quite different from that of the finished steel. In this regard, FOS process is quite similar to the process in EOF units where attempts were made to develop steelmaking process without utilization of iron or with its low consumption. In both cases, the problem was insufficient effectiveness of heating the liquid metal with oxy-fuel burners. Obtained energy and technological characteristics of FOS process made it absolutely unacceptable for practical use.
Until quite recently, further attempts to develop an effective process of steelmaking from scrap without use of electrical energy were made again and again. One of these attempts is so-called NSR process of oxygen melting of scrap developed in Japan [2]. In this process only oxy-fuel burners and coke are used as the sources of energy. Steelmaking unit designed for NSR process includes a shaft installed over the bath divided into heating and refining zones.
Scrap, coke, and fluxes are continuously charged into the shaft from above. Through the same shaft the off-gases are removed from the unit. The tuyeres for post-combustion of CO are installed in the upper section of the shaft, and oxy-oil burners are installed in its lower section. The scrap is heated in the upper section of the shaft and is melted in the lower section. The melted and carburized metal flows down into the bath together with the slag. In the bath the melt is heated with additional oxy-fuel burners. In order to increase yield, carbon powder is injected into the bath. The semi-finished product flows down to the refining zone where it is blown with oxygen and reaches the required final temperature and carbon content. In the refining zone, as well as in the heating zone, the metal is stirred by inert gas blown into from below.
The pilot NSR unit with productivity of 6 ton/h operated with the following energy carriers’ consumption: oil − 50 L/ton, coke – 40 kg/ton, and oxygen − 100 m3/ton. Due to utilization of heat of gases in the shaft, these consumptions are significantly lower than those in FOS process. There are no data on further development of NSR process and its industrial try-out.
As other methods of steelmaking from scrap without the use of electrical energy, the processes discussed above have a common fundamental feature. At the final stage of the heat, the heating of the liquid metal to the tapping temperature is achieved, as in converters, by means of chemical heat generated in the bath by the oxygen blowing. The heat is generated by the oxidation of carbon and by the partial oxidation of iron. There is no alternative to this method other than the use of electric arcs since the intensity of heat transfer from the flames of oxy-fuel burners to the surface of the liquid bath is too low. The immersion burning of natural gas or liquid fuel, as mentioned above, can be effective only in non-ferriferrous slag but not in the steel bath.
In the converter-type processes, the rates of decarburization and heating of the bath are strictly interrelated and cannot be controlled independently. In order to simultaneously achieve the final values of the bath temperature and carbon content, stabilization of all the process conditions is required.
Electric arc furnaces operate with the cheapest light scrap of widely varying composition. This is quite justified. However, as this kind of metal charge is used, the level of stabilization of heat conditions typical for converters is unachievable. Therefore, complete avoidance of use of electrical energy including the final stage of the heat makes process control extremely difficult and leads to reduced productivity. In the operating furnaces, such avoidance cannot be justified by any means since only about 5% of the total electrical energy consumption is utilized for the heating of liquid metal. Is it possible to develop arc-less steelmaking units for cheap scrap processing capable of competing successfully with the modern EAFs? Until now, there were no indications of the positive answer to this question. Nevertheless, substantial though partial replacement of electrical energy with fuel supplied by oxygen burners seems to be scientifically based and promising innovation direction.
7.2 Potentialities of Existing Burners: Heat Transfer, Limiting Factors
Low-power oxy-fuel burners are widespread in EAFs. Further they are called as conventional burners. Unit power of such burners does not exceed 3.5–5.0 МW. They are installed in the wall panels, usually about 500 mm above the bath level, as well as in the oriel covers and in the slag doors. In the past, three sidewall burners used to be installed in the furnace in the so-called cold zones between the electrodes where the scrap melting required longer time. The sidewall burners equalized the temperature field along the whole perimeter of the furnace. The oriel burners eliminate the cold zone at the oriel, and the door burners do the same at the slag door sill area. The latter makes possible an earlier metal sampling and temperature taking, which allows shortening a heat. As burners had low unit power their use did not significantly affect electrical energy consumption.
Further practice has lead to understanding the necessity of increasing the fuel consumption in the burners not so much for the purpose of saving electrical energy as for intensification of the process. With tap-to-tap time being continuously reduced, this required a significant increase in the power of the burners. However, all attempts made in this direction have not given positive results. At present, unit power of burners, due to the reasons discussed in detail below, remains at the same level as 20–30 years ago. Therefore, in order to increase overall power of the burners, the number of burners has been increased. The number of burners in the furnaces reached six to nine, and even 12, as in the Danarc Plus furnace, Chap. 6, Sect. 6.6.2.
Despite the increase in the number of burners, specific consumption of natural gas in the furnaces did not grow significantly. Usually, it does not exceed 8–10 m3/ton. This is a result of the further reduction of the tap-to-tap time and, correspondingly, burners’ operation time. The effectiveness of the burners did not change as well. As before, they ensure reduction of tap-to-tap time and electrical energy consumption by not more than 6–8%.
In the vast majority of cases, natural gas is used in the burners of EAF. All conventional burners are similar in general principles, regardless of a furnace size and their location. The design of these burners provides for intense mixing of gas and oxygen either inside the burner or close to its orifice. When used for scrap heating, the burners operate with oxygen excess coefficient of approximately 1.05. Usually, they form a narrow high-temperature flame. Initial flame speeds are close to the sonic speed or exceed it; maximum flame temperatures reach 2700–2800°С. When the burners are used for scrap cutting or for post-combustion of CO, the oxygen excess is increased to 2–3.
Heating of liquid bath with burners is ineffective. However, small amounts of both gas and oxygen have to be supplied to the burners to maintain the so-called pilot flame. This allows to avoid clogging of the burner nozzles with splashed metal and slag. These forced non-productive consumptions of energy carriers noticeably worsen burners’ performance indices including energy efficiency coefficient of gas \(\eta _{{\rm{NG}}}.\) A pilot flame only diminishes but does not completely eliminate clogging of the nozzles. Periodically, they have to be purged, which poses certain difficulties considering the number of burners.
Let us review the causes hindering the increase in power of burners and their application for high-temperature scrap heating. During the operation of these burners, the direction of flame remains constant. Burner flames attack the scrap pile from the side, in the direction close to radial. The kinetic energy of the flames of conventional burners is low due to their low power. Penetrating into a layer of scrap these flames quickly lose their speed and are damped out. Therefore, their action zones are quite limited.
Since emissivity of oxy-fuel flame in the gaps between the scrap lumps is low, heat from flames to scrap is transferred almost completely by convection. With convection heat transfer, the amount of heat transferred to scrap per unit time is determined by the following aerodynamic and thermal factors: the surface area of the scrap lumps surrounded by gas flow; the speed of gas flow, which determines the heat transfer coefficient α; and the average temperature difference between gases and heat absorbing surface of the scrap, Chap. 3, Sect. 3.3. In the action zone of the burners, at high temperatures of oxy-gas flame the light scrap is heated very quickly to the temperatures close to its melting point. Then the scrap settles down and leaves the action zone of the flame, which loses the convective contact with the scrap. In the course of the burners’ operation, the area of the heat absorbing surface of the scrap lumps and the temperature difference between the scrap and the flame diminish progressively. The heat transfer remains high only during a short period after the start of the burners’ operation. Then the heat transfer reduces gradually and finally, drops so low that the burners must be turned off, as their operation becomes ineffective.
Besides, potential duration of conventional burners’ operation is also limited by the physical–chemical factors. At the scrap temperatures approaching 1400–1450 °С and especially during the surface melting of scrap, the rate of oxidation of iron by the products of complete combustion of fuel sharply rises. In doing so, the products of fuel combustion are reduced to CO and H2 according to the following reactions:
The fuel underburning increases, and CO and H2 burn down in the gas evacuation system. The temperature of the off-gases rises sharply which, along with the other signs of reduced effectiveness of the burners’ operation, requires turning the burners off.
The described above processes in the scrap pile attacked by a narrow high-temperature flame explain comprehensively the futility of attempts to increase the power of conventional burners. Indeed, in accordance with well-known aerodynamic principles, the length and the volume of the flame and, therefore, its action zone increases insignificantly as the burner power increases. As a result, the critical temperatures causing fuel underburning and settlement of the scrap in this zone are reached in a shorter time. Respectively, approximately proportional to the increase in power of the burner, potential time of the effective burner’s operation is shortened, whereas the amount of heat transferred to the scrap increases insignificantly. Only a relatively small portion of scrap pile is heated, which has little effect on energy characteristics of the furnace.
How to increase power of the burners? How to spread their action over the entire scrap pile in the furnace and assure relatively uniform high-temperature heating of scrap without significant oxidation of iron? It seems that there is only one way to actually solve this complex technical problem. It is necessary to replace the burners with fixed direction of flame with the rotary burners capable of changing direction of the flame during the operation and over a wide range.
This idea is explained by the example of intensive high-temperature heating of scrap on the conveyor by the hit oxy-fuel burners, Chap. 6, Sect. 6.5.3. Design of these burners and their flame characteristics are similar to those of the conventional burners of the EAFs. However, under conditions of the conveyor heating, the power of the burners is not limited by the processes taking place in a layer of scrap and can be quite high. This is explained by the fact that as soon as the scrap is heated to the final, maximum permissible temperature, it is immediately withdrawn from the action zone of the burners, and the relatively cold scrap comes in its place. The hit burners are capable of heating a relatively thin layer of scrap on the conveyor to 1200°С within 4–6 min. Such a speedy high-temperature heating of scrap did not find practical application because of the insufficient durability of conveyors. With the conveyor heating, the scrap moves relative to the flames of the burners. It is possible to achieve the same result for heating the scrap pile in the furnace by moving flames relative to scrap. This principle is the basis for the high-power rotary burners, the so-called HPR-burners (HPR being an abbreviation for “high-power rotary”).
7.3 High-Power Rotary Burners (HPR-Burners)
7.3.1 Fundamental Features
The main fundamental feature of the HPR-burners is that in the course of the heat the flames of HPR-burners can be moved from those already heated to the relatively cold zones of the scrap pile. This new feature enlarges considerably the action zone of the flames and allows to increase by several times the effective power of the burners. The flames of HPR-burners, in comparison with the conventional burners, are also characterized by lower temperatures and by several times higher kinetic energy. The latter allows the flames to penetrate through the scrap pile down to the bottom. In this case, the heating gases pass the maximum distance in the layer of scrap, which considerably increases the heat transfer and the fuel efficiency coefficient \(\eta _{{\rm{NG}}}.\)
The number, the location, and the power of HPR-burners must ensure the sufficiently rapid and relatively uniform heating of the entire scrap pile. Reduction in the temperature of the flames is necessary for preventing the intensive oxidation of iron. For this purpose, the temperature of the scrap heating must be limited as well. It must not exceed 1200°С.
7.3.2 Two-Stage Heat with HPR-Burners
The high power of HPR-burners opens up fundamentally new possibilities for replacing electrical energy with natural gas. The amount of useful heat transferred to the scrap by the burners per unit time, i.e., the useful power of the burners \(P_{{\rm{NG}}}^*,\) is determined by the expression: \(P_{{\rm{NG}}}^* = \sum P_{{\rm{NG}}} \times \eta _{{\rm{NG}}}\)., where \(\sum P_{{\rm{NG}}}\) is the total power of the burners. The analogous expression for the useful electrical power of the arcs is \(P_{{\rm{EL}}}^* = P_{{\rm{EL}}} \times \eta _{{\rm{EL}}},\) Chap. 5, Sect. 5.3, formulae (5.12) and (5.13). It is obvious that for the duration of time when the equality \(P_{{\rm{NG}}}^* = P_{{\rm{EL}}}^*\) is true, a complete replacement of electric arcs with burners can be implemented.
Let us assume that at some period of the heat the efficiency coefficients of benefit use of electrical energy \(\eta _{{\rm{EL}}}\) and energy of natural gas in the burners \(\eta _{{\rm{NG}}}\) are equal. Then, from the expressions shown above, it follows that for the duration of this period the furnace can operate, without the loss in productivity, with the burners only, and without the electric arcs, if the power of the burners \(\sum P_{{\rm{NG}}}\) and the power of the arcs \(P_{{\rm{ARC}}}\) are equal. In order to ensure the same productivity with \(\eta _{{\rm{NG}}} < \eta _{{\rm{EL}}},\) the total power of burners \(\sum P_{{\rm{NG}}}\) must be proportionally higher than the power of the arcs.
The values of \(\eta _{{\rm{NG}}}\) close to \(\eta _{{\rm{EL}}}\) can occur only during the period of scrap heating. Thus, with the sufficiently high power of HPR-burners, it becomes possible to implement the so-called two-stage heat. During the first stage the scrap is heated only by the burners without the arcs, and at the subsequent second stage both the burners and the arcs or the arcs only are used. Such a process ensures maximum possible replacement of electrical energy by fuel in the furnaces. The HPR-burners make possible not only to radically increase the effectiveness of two-stage process in the twin-shell steelmelting units, where heating of scrap occurs in the second bath, Chap. 6, Sect. 6.6.4, but also to implement this process on the regular single bath furnaces.
Let us examine the influence of energy parameters on the difference Δτ between the tap-to-tap time of the regular heat τ 1 and of the two-stage heat τ 2: Δτ = τ 1–τ 2. The duration of operations carried out without arcs and the burners for both types of the heat may be considered equal and ignored in further calculations. Let us introduce the designations:
-
\(\tau _{{\rm{EL}}}^{\rm{^{\prime}}}\) – the duration of arcs operation in one-stage heats
-
\(\tau_{\rm EL}^{\prime\prime}\) and \(\tau _{{\rm{NG}}}\) – the duration of arcs operation and of burners’ operation in two-stage heats
In these designations, \(\tau _1 = \tau _{{\rm{EL}}}^{\rm{^{\prime}}}\); \(\tau _2 = \tau _{\rm NG} + \tau_{\rm EL}^{\prime\prime} \); \(\Delta \tau = \tau _{\rm EL}^{\prime} - (\tau^{\prime\prime} _{\rm EL} + \tau _{\rm NG} )\), or
By dividing both left and right sides of the equation by \(\tau _{{\rm{NG}}}\) we get the following equation:
The amount of useful heat absorbed during the scrap heating is equal for the both types of the heat:
\(P_{{\rm{EL}}}\) and \(P_{{\rm{NG}}}\) – the power of the arcs and of the burners. Dividing both left and right sides of this equation by \(P_{{\rm{EL}}} \times \eta _{{\rm{EL}}}\) gives us \(\tau _{\rm EL}^{\prime} = (P_{\rm NG} \times \eta _{\rm NG} /P_{\rm EL} \times \eta _{\rm EL} ) \times \tau _{\rm NG} + \tau_{\rm EL}^{\prime\prime} \), or
By substituting the expression for \((\tau _{\rm EL}^{\prime} - \tau^{\prime\prime} _{\rm EL} )\) from (7.2′) into formula (7.1′), we obtain the following equation:
In comparison with the regular heats, the tap-to-tap time of the two-stage heats can increase (τ 2 > τ 1 and Δτ < 0), if the duration of scrap heating by the burners \(\tau _{{\rm{NG}}}\) exceeds shortening power-on furnace operation time \((\tau _{\rm EL}^{\prime} - \tau_{\rm EL}^{\prime\prime} )\), formula (7.1), or if the ratio \(P_{{\rm{NG}}} \times \eta _{{\rm{NG}}} /P_{{\rm{EL}}} \times \eta _{{\rm{EL}}}\) is less than one, formula (7.3). The tap-to-tap times will decrease (Δτ > 0), if \(\tau _{\rm NG} < (\tau _{\rm EL}^{\prime} - \tau^{\prime\prime} _{\rm EL} )\) or \(P_{{\text{NG}}} \times \eta _{{\text{NG}}} /P_{{\text{EL}}} \times \eta _{{\text{EL}}} > 1\). As already mentioned, the tap-to-tap time of the two-stage process will not be different from that of the regular heat (Δτ = 0) under the condition of \(\tau _{\rm NG} = (\tau^{\prime} _{\rm EL} - \tau^{\prime\prime} _{\rm EL} )\) or \(P_{{\rm{NG}}} \times \eta _{{\rm{NG}}} = P_{{\rm{EL}}} \times \eta _{{\rm{EL}}}.\)
The difference between electrical energy consumptions \(\Delta E_{{\rm{EL}}},\) upon switchover to the two-stage process is determined by the formula analogous to formula (5.18) in Sect. 5.4.2 of Chap. 5:
In accordance with (7.4), electrical energy consumption for the two-stage process is reduced directly proportional to the fuel consumption \(E_{{\rm{NG}}}\) , and the higher the ratio \(\eta _{{\rm{NG}}} /\eta _{{\rm{EL}}}\) the greater the reduction. The parameters of the burners and of the two-stage operating mode of the furnace, which reduce both electrical energy consumption and tap-to-tap time. are of the greatest practical value. The potentialities of both traditional and two-stage processes have been compared based on the results of the industrial trials with the use of several types of the HPR-burners developed by the authors.
7.4 Industrial Trials of HPR-Burners
7.4.1 Slag Door Burners: Effectiveness of Flame Direction Changes
The past long and extensive experience of the use of conventional slag door burners is of great interest for the application of the HPR-burners. Specifically, it was the door burners to clearly show for the first time the need for changing the direction of the flame in the course of scrap heating.
In the 1980 s, at many plants in the former Soviet Union, a large number of 100-ton EAFs and the furnaces with smaller capacity were equipped with non-water-cooled slag door burners. These burners were mounted on the two-arm brackets, which allowed changing the flame direction in horizontal and vertical planes within sufficiently wide limits. In the course of heating of each basket of scrap, a steelmaker assistant repeatedly turned a burner by hand directing the flame toward those sections where the settling down and melting of scrap were taking too long. Only apparent and significant shortening of the heat resulting from such burner manipulations could force the steelmakers to stay for a long time at the half-open door enduring the highest levels of noise and radiation. Operation with the changing flame direction allowed increasing the power of the burners up to 7–8 MW, i.e., by 1.5–2 times in comparison with the conventional burners. This range of power was not justified if the burners were not being rotated. Later, the rotary slag door burners have been mechanized in some furnaces.
The experience of developing and application of a mechanized slag door burner in the 60-ton EAF at the mini-mill in Akko (Israel) [3] is of special interest for the developments in the field of HPR-burners. Maximum actual power of the furnace is 32 MW. The charging of 65 ton of scrap is carried out by the three baskets. The furnace is equipped with a BSE manipulator with consumable pipes for blowing oxygen and injecting carbon into the bath through the slag door, Fig. 7.1. Oxygen is blown through the two pipes located in lateral boxes (1); carbon is injected through the pipe in the middle. The oxygen burner operating on liquid fuel is installed under middle box (2) of the manipulator. For heating the scrap, the burner is pushed forward by the pneumatic cylinder. When the operation is finished, the burner is brought back to the “off” position. In this position, burner head (3) is closed with guard (4) which protects the nozzles of the burner from splashes of metal and slag during the liquid bath.

Slag door HPR-burner on BSE manipulator
The mechanisms of the manipulator allow an operator to change the position of the lateral boxes by inclining them and turning to the left and to the right. This way, the optimum directions of the oxygen jets to the scrap or into the melt are being chosen, Chap. 11, Sect. 11.1.2. The burner can be inclined together with the middle box and moved in the lateral directions together with the manipulator. In order to increase the possible rotation angles of the flame in the horizontal plane limited by the water-cooled arc of the slag door of the furnace, burner head (3) was made rotary and supplied with special rotating mechanism. This considerably enlarged the zone of flame action in the lateral directions and increased the effectiveness of the burner.
The possibility to change the flame direction within wide limits allowed increasing the power of the burner up to 12–15 MW, which is approximately 50% of the actual power of the electric arcs during the stage of scrap heating and melting. Thus, taking into account its power, this burner can be considered as an HPR-burner. There is another reason for considering this burner as an HPR. An important characteristic of this burner is a relatively low temperature of the flame resulting from the dilution of oxygen with air. This burner is supplied with approximately half of the amount of oxygen required for complete combustion of the fuel. The rest of the oxygen comes with the compressed air used for the atomizing and with the air infiltrated from the atmosphere into the flame on its way from the burner to the freeboard of the furnace. Reduction in the flame temperature together with periodical change of its direction contributed to a significant increase in the reasonable duration of the burners’ operation and in the amount of heat transferred to the scrap.
The burners’ operation gets started immediately after the charging of another basket of scrap. At the same time, blowing of the furnace with the oxygen pipes begins. By directing the flame and the oxygen jets into the zones of insufficiently heated scrap, an operator accelerates the settling down and melting of the scrap. On the other hand, the oxygen jets clear the passages for deep penetration of the flame into the scrap pile. As a result, the efficiency of both fuel and oxygen use increases.
Depending on the fractional composition of the scrap charged, the duration of the burners’ operation was 5–7 min after charging the first and the second baskets, and 2–3 min after charging the third one. A continuous use of a burner with consumption of liquid fuel of 4.1 L/ton reduced the tap-to-tap time by 6.4% and the electrical energy consumption by 5.2% [3]. Approximately the same effect is produced by installation of several conventional sidewall burners.
7.4.2 Two-Stage Process with a Door Burner in 6-ton Furnaces
In the studies of the two-stage process, the 6-ton plasmarc furnaces of the Chelyabinsk Metallurgical Combine (CMC), Russia [4] were used as the pilot units. These furnaces were utilized in the production of special high-alloy steels and alloys by the method of remelting of clean materials in the neutral atmosphere. The special features of plasmarc furnaces allowed to most fully and with high accuracy determine the potentialities and the basic laws controlling the two-stage process. For this purpose, the doors of the furnaces were equipped with two shutters: one regular shutter for insulating the freeboard and the second additional shutter with a powerful rotary oxy-gas burner installed in it. The second shutter had an exit aperture for the combustion products. In order to reduce the flame temperature the burners with a retarded mixing of gas and oxygen are used.
The studies were conducted during the charge melting period, which was divided into two stages; the stage of the burners’ operation with the duration of \(\tau _{{\rm{NG}}}\) and the stage of the plasmatron operation with the duration of \(\tau _{{\rm{EL}}}\). The end of the melting period with the duration of \(\tau = \tau _{{\rm{NG}}} + \tau _{{\rm{EL}}}\) was timed after the thorough manual stirring of the bath carried out for the purpose of ensuring that there were no lumps of the unmolten charge left on the bottom. The temperature of the liquid bath t MET was also measured after the stirring.
The two-stage heats in amounts of 260 were conducted as follows. At the first stage, immediately after charging of the entire metal charge, the shutter with the burner was placed in the door of the furnace, and the charge was heated up to the maximum temperature. Then the burner was switched off, the shutters were transposed, the furnace was filled with argon, the plasmatron was switched on, and then the melting and the subsequent heating of the liquid metal were conducted as per conventional procedure without any changes in the electrical regime.
The design of the shutter with the burner allowed to change the flame direction within wide limits in the course of heating the charge and, at the same time, practically completely eliminated the air infiltration into the furnace. With the small dimensions of the bath, this ensured the sufficiently uniform heating of the entire charge without the noticeable additional oxidation of iron and alloying elements.
The maximum power of the burner \(P_{{\rm{NG}}}\) was 6 MW; the power density was more than 1 MW/ton of metal charge. Such power density of the oxy-gas flame during heating of scrap in the electric furnace has been achieved for the first time ever. It exceeded the achieved in practice maximum values of the density of actual electrical power of the furnaces of the same capacity. The average power of plasmatrons in the 6-ton furnaces during the period of melting, \(P_{{\rm{EL}}},\) was equal to 2.2–2.4 MW. Since the power of the burners \(P_{{\rm{NG}}},\) in this case considerably exceeded \(P_{{\rm{EL}}},\) the two-stage process ensured not only the large electrical energy savings, but also a significant increase in the productivity due to shortening of the duration of melting τ, Sect. 7.3.2, formula (7.3).
The two-stage heats and the regular heats without the use of the burner alternated. This decreased the effect of the random factors on the results of comparison. For the remelting of clean materials in an atmosphere of argon, the insignificant heat evolution resulting from the chemical reactions of oxidation of the elements of the charge can be disregarded. The entire charge was thoroughly weighed. All this allowed to establish with high accuracy that the total oxidation of metal charge in the two-stage process did not increase despite the presence in the charge of easily oxidized alloying elements. This result was obtained due to the uniform heating of charge by the rotary burner as well as due to practically complete absence of free oxygen in the freeboard of the furnace [4].
The tests conducted showed that the electrical energy efficiency coefficient of the plasmarc furnaces \(\eta _{{\rm{EL}}}\) for smelting of different grades of steels and alloys varies within quite narrow limits and is equal on the average to 0.45. The energy efficiency coefficient of the gas \(\eta _{{\rm{NG}}},\) and the amount of useful heat absorbed by the scrap during the first stage of the process \(E_{{\rm{NG}}}^{\rm{*}} = \eta _{{\rm{NG}}} \times E_{{\rm{NG}}},\) kWh, were determined by using formula (7.4) and the known values of \(\eta _{{\rm{EL}}} = 0.45,\) \(E_{{\rm{NG}}},\) and of the reduction in electrical energy consumption \(\Delta E_{{\rm{EL}}}\). From the values of \(E_{{\rm{NG}}}^{\rm{*}}\) and the average heat capacity of metal charge c, kWh/kg °С, the medium mass temperature of the metal charge heated by the burner \(t_{{\rm{SCR}}}\) was determined according to the formula \(t_{{\rm{SCR}}} = E_{{\rm{NG}}}^{\rm{*}} /c,\) °C.
For the two-stage heats, the power of the burner \(P_{{\rm{NG}}}\) was varied within the limits of up to 5.5 MW, the burners’ operation time – up to 30 min, and the natural gas consumption – up to 43 m3/ton, or 400 kWh/ton. Oxygen consumption in the burner was varied, respectively, within the limits of up to 86 m3/ton. Within these quite wide limits of gas consumption, the coefficient \(\eta _{{\rm{NG}}}\) remained practically constant and was close to 0.5. In this particular case, it exceeded \(\eta _{{\rm{EL}}}\) by 0.5/0.45 = 1.1 times.
With \(\eta _{{\rm{NG}}}\) = 0.5, the gas consumption of 400 kWh/ton corresponds to the enthalpy of scrap of 0.5 × 400 = 200 kWh/ton and to the medium mass temperature of the scrap \(t_{{\rm{SCR}}}\) =1050°С. The enthalpy of the completely melted liquid metal, in this case, is equal to 380 kWh/ton. Therefore, during the two-stage heats with the maximum gas consumption, approximately half of the total heat required for complete melting was obtained by the metal charge from the oxy-gas flame.
For the conventional burners, the natural gas consumption for scrap heating does not exceed 8–10 m3/ton. This is explained by the rapid drop in the coefficient \(\eta _{{\rm{NG}}}\)in the course of heating for the reasons discussed in detail in Sect. 7.2. The industrial trials conducted showed that the use of the HPR-burners for the high-temperature heating of scrap in the two-stage process ensures the sufficiently high constant value of \(\eta _{{\rm{NG}}}\) for the gas consumption up to more than four times exceeding the maximum consumption in the conventional burners. With the constant \(\eta _{{\rm{NG}}},\) the electrical energy savings \(\Delta E_{{\rm{EL}}}\) grows directly proportional to an increase in the gas consumption, Fig. 7.2 [4].

Dependence of decrease in electrical energy consumption ΔE EL on E NG at the two-stage process in a 6-ton EAF

Roof HPR-burners
With the natural gas consumption of 400 kWh/ton (43 m3/ton), the average electrical energy consumption, in comparison with the regular heats, was reduced, on account of shortening of the melting period, from 840 to 380 kWh/ton, i.e., by 460 kWh/ton or 2.2 times, which sufficiently closely corresponds with the results of calculation according to formula (7.4). The duration of two-stage heats with \(P_{{\rm{NG}}} \times \eta _{{\rm{NG}}} /P_{{\rm{EL}}} \times \eta _{{\rm{EL}}} > 1\) decreases directly proportional to the duration of heating of scrap \(\tau _{{\rm{NG}}},\) formula (7.3). With \(P_{{\rm{NG}}}\) = 5.5 MW and \(\tau _{{\rm{NG}}}\) = 25 min (0.42 h), the duration of the power-on period of melting reduces from 117 to 52 min (by 2.3 times), and the tap-to-tap time – by 42 min (36%), which corresponds well with the results of calculation according to formula (7.3). These results indicate one more potentiality of the two-stage process. With the sufficiently high actual power of the HPR-burners and for a certain limited level of productivity of a furnace, the power of the electrical system of a furnace can be considerably reduced. Under certain conditions, this direction can be found quite rational.
The tests conducted revealed another important feature of the two-stage process. Despite a very high unit power of oxy-gas burners which more than twice exceeded the power of plasmatrons, the temperature of the furnace lining only slightly exceeded the temperature of the surface of the scrap and was not higher than 1450–1550°С. With the arc heating, this temperature was approximately 200°С higher. This difference is explained by the fact that the temperature of the oxy-gas flame is considerably lower than the temperature of the arc plasma, as well as by the fundamental differences in the laws of heat transfer by radiation and by convection. If the two-stage process is implemented in the EAFs, this feature ensures the decrease in heat losses due to water cooling the wall and roof panels of the freeboard.
7.4.3 Two-Stage Process with Roof Burners in 100-ton and 200-ton EAFs
The vertical roof HPR-burners with the retarded mixing of gas and oxygen and reduced temperature of the flame were developed by the authors for the high-temperature heating of scrap in the big furnaces. These burners are inserted into the furnace freeboard through the roof ports near the roof ring. The burners were designed for the furnaces whose charge contained a large amount of heavy rolling scrap. When such scrap is used, there is a free space left near the walls of the furnace enough for inserting the burners, Fig. 7.3.

HPR-burners in main and extra oriels of EAF (designations in the text). Patent of Russian Federation, No. 1838736 A3
Roof burners (1) can be lowered and raised as well as turned around the vertical axis up to 60° with the help of the mechanisms mounted on carriage (2) and on column (3) along which the carriage moves. The gas and oxygen nozzles are located on the side surface of the burner at an angle to the bath. The flame direction changes within wide limits when the burner is moved along the vertical axis or turned. Changing the flame direction of the burners in the course of the melting period can be carried out either with the help of automatic device according to the specified program, or manually. In the latter case, an operator directs flames into those zones of the freeboard where the scrap settlement is going slowly. This allows to consider the specifics of the heats and to accelerate the process essentially. Prolonged industrial trials showed that two roof HPR-burners, when being properly controlled, ensure quite uniform heating of the entire scrap pile charged into the furnace. This is promoted by high kinetic energy of the flames, which allows them to penetrate deep into the layer of scrap practically reaching the bottom, as well as by the design of the burners providing the retarded mixing of gas and oxygen and reduced combustion temperatures. The burners are lowered into the freeboard only for the duration of their operation. This excludes a necessity to consume gas and oxygen for keeping up a pilot flame.
The tests of the HPR-burners were carried out in the old 100-ton furnaces at CMC with the power of 32 MVA and in the 200-ton furnaces at the plant “Red October” (city of Volgograd) with the power of 60 MVA [4, 5]. The furnaces had ceramic walls and roofs. The combined maximum power of two burners in the 100-ton furnaces was 25 MW. Two roof burners, 15 MW each, and a slag door burner with the power of 5 MW were installed in the 200-ton furnaces. At the Orsko-Khalilov Metallurgical Combine (OKMC, city of Novotroitsk), the 100-ton EAFs with the power of 80 MVA with the water-cooled wall and roof panels were equipped with two roof HPR-burners with the power of 20 MW each. However, because of the limited resources of oxygen at the Combine and insufficient capacity of the furnace gas evacuation system, only the restricted in scope tests of these most powerful burners could be conducted.
Two-stage operating mode of the HPR-burners during the melting period was tested on an industrial scale in the furnaces at CMC and “Red October.” Each portion of scrap was heated and settled down first by the burners without the use of electrical energy, and then by the burners together with the arcs or by the arcs only. Furthermore, the burners were used during the power-off breaks caused by the reasons of organizational nature, as well as during the electrodes’ replacement. During the simultaneous arcs’ and burners’ operation, the gas and oxygen consumption in the burners were being decreased.
The effectiveness of the burners’ operation was evaluated based on a change in the performance indices of the melting period, which, in comparison to the indices of the entire heat, are more closely correlated with the use of fuel for scrap heating. In the old furnaces, which operated without treatment of steel in the ladle-furnace units, the electrical energy consumption for the heat and tap-to-tap time strongly depended on the technological factors not associated with heating of scrap by burners. In accordance with common practice, the end of the melting period was determined by formation of the flat bath with the temperature of approximately 1560–1580°С.
The tests were conducted under the actual conditions of current production, which are considerably less stable than the conditions in the plasmarc 6-ton furnaces. The heats with and without the use of burners alternated. However, with the small number of heats in both groups that were being compared, it was impossible to avoid random variations of some of the external factors, which affected the results of comparison. Thus, for instance, in the group of heats with the burners in the 100-ton furnaces, the yield reduced by 0.8%, and the chemical heat input increased due to the increased iron oxidation rate. In the same group of heats in the 200-ton furnaces, the yield increased by 1%, whereas the chemical heat input, which strongly affects the electrical energy consumption, decreased. In these same furnaces, during the heats with the use of burners, the power of arcs increased considerably. This increase to a great extent resulted from the increase in the stability of the arcing in the preheated scrap. Nevertheless, the detailed analysis of the obtained data unambiguously indicates the high effectiveness of the two-stage mode of melting scrap by the HPR-burners, Table 7.1.
The duration of burners’ operation without the arcs in the 100-ton furnaces was 29%, and in the 200-ton furnaces, it was 36% of the total duration of the melting period. In the 100-ton furnaces, the average for the melting period power of the burners and that of the arcs were practically equal. In the 200-ton furnaces, the power of the burners was 16% lower than the power of the arcs. Despite that, the duration of melting was reduced in both cases. In the 200-ton furnaces the total duration of the melting period was shortened by 12.1% and that of the power-on melting was 1.8 times; in the 100-ton furnaces those were 6.6% and 1.5 times, respectively. For the melting period electrical energy consumption was reduced 1.5 times in the 200-ton furnaces, and that was reduced 1.7 times in the 100-ton ones. An increase in the effectiveness of the arcs operation in the preliminarily heated scrap contributed to the shortening of the melting period.
For the 100-ton and 200-ton EAFs with HPR-burners, the coefficient \(\eta _{{\rm{EL}}}\) can be assumed to be approximately equal to 0.75 for the melting period. Utilizing this value of \(\eta _{{\rm{EL}}}\) and formula (7.4), let us determine, in accordance with the data in Table 7.1, the values of \(\eta _{{\rm{NG}}}\). For the 100-ton EAF, \(\Delta E_{{\rm{EL}}}\) = 181 kWh/ton, \(E_{{\rm{NG}}}\) = 164 kWh/ton, and the ratio \(\eta _{{\rm{NG}}} /\eta _{{\rm{EL}}}\) = 181/164 = 1.10. However, taking into account the correction for the additional heat input resulted from a random increase in iron oxidation by 0.8%, this ratio should be decreased to 1.0. The value \(\eta _{{\rm{NG}}}\) will be then equal to 0.75. For the 200-ton furnaces, the ratio \(\eta _{{\rm{NG}}} /\eta _{{\rm{EL}}}\) is equal to 120/161 = 0.75. Taking into account the correction for the decrease in iron oxidation by 1%, it should be assumed to be equal to 0.88. This value corresponds to \(\eta _{{\rm{NG}}}\) = 0.88 × 0.75 = 0.66. Therefore, for the 100-ton and 200-ton furnaces, the average energy efficiency coefficient of the gas in the roof HPR-burners \(\eta _{{\rm{NG}}}\) can be assumed to be equal to 0.7. This value only slightly differs from \(\eta _{{\rm{EL}}}.\)
Knowing \(\eta _{{\rm{NG}}},\) let us find an increase in both the enthalpies of the scrap \(\Delta E_{{\rm{SCR}}} = E_{{\rm{NG}}}^{\rm{*}}\) and its medium mass temperature Δ\(t_{{\rm{SCR}}}\) obtained due to the burners’ operation. For the 100-ton EAF, Δ\(E_{{\rm{SCR}}}\) = 164 × 0.75 = 123 kWh/ton. This value of enthalpy corresponds to Δ\(t_{{\rm{SCR}}}\) ≅ 720 °С, Table 6.1, Chap. 6. For the 200-ton EAF, Δ\(E_{{\rm{SCR}}}\) = 161 ×0.66 = 106 kWh/ton and Δ\(t_{{\rm{SCR}}}\) ≅ 650°С. For two furnaces, in the average Δ\(t_{{\rm{SCR}}}\) ≅ 685°С.
The weighing of electrodes showed that their loss changed approximately proportional to the power-on furnace operation time. The average duration of the power-on period of melting in the 100-ton and 200-ton furnaces was reduced approximately by 40%, Table 7.1. This gives grounds to expect the corresponding reduction in electrode consumption for the whole heat as well. The durability of the lining of the 200-ton furnaces did not change during the trial period, but that of the 100-ton furnaces somewhat increased. This agrees well with the results obtained in the 6-ton plasmarc furnaces and is explained by the same factors.
Thus, the industrial trials of the roof HPR-burners showed the following. With the right design, the flames of the burners, despite their very high power, are not damaging for the refractory and, all the more so, for the water-cooled elements. If the power of the HPR-burners is the same as that of the electric arcs, then the burners have practically the same energy efficiency and rate of scrap heating as the arcs, at least in the examined temperature range.
7.5 Oriel and Sidewall HPR-Burners
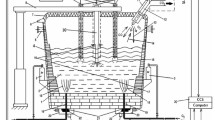
The roof HPR-burners cannot be used under the normal conditions of EAF operation with utilization of the cheap light scrap. This scrap fills the entire freeboard of the furnace with no space left near the walls for lowering the burners. For the large-scale application, the authors have developed the new types of the vertical HPR-burners, namely the oriel and the sidewall burners. The oriel burners are designed for the installation in the covers of the main and supplementary oriels outside of the furnace. The sidewall HPR-burners must be installed in the protective water-cooled boxes located on the inner side of the wall panels.
The installation of the HPR-burner in the main oriel is shown in Fig. 7.4. Water-cooled burner (1) is fixed to bracket (2). It can be turned in both directions from the mid-position around its axis with the help of the hydraulic cylinder (3). The gas and oxygen nozzles of the burner are located on its lateral surface near the lower end, at an angle to the bath. The vertical displacements of the burner are carried out with the help of hydro-plunger (4) serving as a stand for bracket (2) fixed to it in a manner allowing the rotation in a horizontal plane. The rotation of bracket (2) with the burner is carried out with the help of hydraulic cylinder (5). The cooling and shielding from the radiation are provided for all the mechanisms including the gas and oxygen lines of the burner.
The burner operates as follows. After charging of the first portion of scrap, the burner with the help of the mechanisms of horizontal and vertical displacement is inserted into the technological opening in the cover of the oriel intended for maintenance of the tap hole of the furnace. Then the burner is brought down into the chamber of the oriel to the lowest position, and the flame is ignited. Due to the fact that only insignificant amount of the scrap gets into the oriel chamber, it becomes possible to lower the burner almost to the bottom of the furnace or to the level of the hot heel left in the furnace bottom from the previous heat. Thereat, the gases pass the maximum distance through the scrap pile from bottom to top.
In the course of scrap heating, the burner is periodically turned around its axis from one end position to another and back with the help of cylinder (3). By combining the heating of the layer of scrap from below and the periodic change in the direction of flame in the horizontal plane, the zone of flame action is being enlarged considerably, and the local overheating in the scrap is being eliminated. As a result, the optimum heat transfer conditions are being ensured as well as, consequently, the possibility to increase sharply the power of the burner, the fuel efficiency coefficient \(\eta _{{\rm{NG}}}\) , and the medium mass temperature of scrap preheating.
As the liquid metal accumulates on the bottom, the burner is gradually pulled up so that it does not immerse into the slag. At the end of the heating of the first portion of scrap, the burner is switched off and raised above the oriel cover. This way the nozzles of the burner are protected from clogging with splashed metal and slag with no use of a pilot flame. The operations of heating of each new portion of scrap charged are repeated in the same order. At the end of the heating of the last portion, the burner is raised to the upper position and is swung together with bracket (2) in the horizontal plane to the off position on the side of the oriel with the aid of hydro-cylinder (5). The technological opening in the cover of the oriel is freed for conducting the maintenance of the tap hole of the furnace.
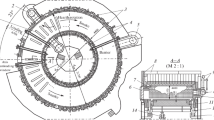
The usage of just one HPR-burner located in the main oriel is not enough for heating of the entire scrap charge. The additional oriels in the form of special niches (6) in the sidewalls of the EAF are required for installation of several HPR-burners. Such niches opened from the side of the bath make free space for the burner installation and for changing the flame direction. The number of niches and their positioning in the furnace can be different. The version with one of side niches intended for the installation of an HPR-burner is shown in Fig. 7.5. The lining of walls and bottom of the niche is the extension of the lining of the banks and the bottom of the furnace. From the top, the niche is closed with water-cooled cover (1) with the opening for inserting burner (2). The burner is turned by using cylinder (3) installed on bracket (4). In order to preclude the gases emission, the opening is equipped with jet-type gas-dynamic seal (3).

Installation of HPR-burner in an extra oriel (designations in the text)
The application and the function of the mechanisms of each burner (2) are completely analogous to those of the oriel burner shown in Fig. 7.4. The main difference is that the shaft-type mechanisms with supporting rollers (6) installed on the operating platform of the furnace are used for raising and lowering of the burners. The burner displacement to off position is carried out with the help of mechanism (7) turning bracket (4) with the burner in a horizontal plane. This brings the burner outside the boundaries of the furnace. This layout of the mechanisms of the burner facilitates the conditions of their operation and maintenance considerably in comparison with the installation shown in Fig. 7.4.
Setting-up of the additional oriels requires a substantial change in the furnace design, which is not always acceptable. The sidewall HPR-burners do not have this shortcoming. The general arrangement of the sidewall HPR-burner is schematically shown in Fig. 7.6. Burner (1) is located in water-cooled box (2) installed in the aperture of sidewall panel (3). The same type of the boxes is used for the installation of the so-called jet modules, which became widespread in recent years (Chap. 11). The burner in the box can be moved vertically and turned around its axis. The burner is moved into the lower operating position through the opening in the base of the box. In the upper “off” position, the end of the burner shuts this opening. Being placed in the box, the burner does not require a pilot flame for the protection of its nozzles. The box works as a reflector beating back the scrap lumps during the charge, leaving free space under the box big enough for lowering the burner, for the formation of the flame, and for changing the flame direction within the required limits. The proximity of the flame to the box is not dangerous. As already mentioned, the characteristic feature of the flames of the HPR-burners is their reduced temperature. As a result, they do not damage the water-cooled elements.

Sidewall HPR-burner in protecting box 7 – sill level (the rest of designations are given in the text)
Hydraulic cylinder (4) carries out the vertical displacement of the burner by generating the force sufficient to exclude the burner jamming the opening of box (2) due to the skull adhered to the burner. When the burner is raised, the skull is purged off from its side surface by special insert (5). The burner is turned around its vertical axis with the help of hydraulic cylinder (6).
The sidewall HPR-burners have the essential advantage. They give options in selecting the number of the burners and their placement location along the perimeter of the furnace freeboard depending on dimensions of the furnace, as well as the power of the transformer and the technological parameters of the heat. In addition, there is no need for substantial changes in the furnace design. The power of the sidewall burners, as well as that of the oriel burners, can vary over wide limits up to 30 MW for each burner. The mechanisms other than those already described can also be used in the installations of the oriel and sidewall HPR-burners.
The quite high total power of the burners makes it possible to implement the two-stage process, which allows heating the scrap during the first stage, without using the arcs, to the medium mass temperatures of close to 1000°С. With such scrap heating requiring the natural gas consumption of about 30 m3/ton, the electrical energy consumption can be decreased by approximately 2.5 times, Chap. 6, Sect. 6.3.1. The share of electrical energy in the final enthalpy of the metal before tapping decreases to approximately 25%, and the role of the burners in the thermal performance of the furnace becomes as essential as that of the electric arcs. Such a process is no longer a strictly electric steelmelting process, and can be called “fuel arc process,” just like the steelmelting unit utilizing this process [6].
7.6 Fuel Arc Furnace (FAF)
Let us examine the basic calculated indices of the 120-ton FAF unit operating in the two-stage process mode. Similar to the Danarc Plus furnace, this unit has the tall shell containing the whole amount of scrap (130 ton) with the density of 0.7 ton/m3 charged in a single charge. The result of such charging is not only the shortening of the heat, but also a notable increase in the path length of the gases passing through the scrap from its lower layers reached by the penetrating flames of the HPR-burners to the uppermost layers. This considerably increases the heat transfer from the gases to the scrap as well as the fuel efficiency coefficient \(\eta _{{\rm{NG}}}.\)
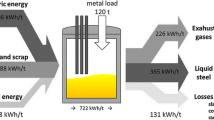
The unit is equipped with four sidewall HPR-burners with the power of 30 MW each and one oriel HPR-burner with the power of 20 MW. The experience acquired shows that the development of such HPR-burners is not a problem. The burners with the total power of 140 MW and \(\eta _{{\rm{NG}}}\) = 0.7 operating in the power-off regime in the first stage of the process with a duration of 13 min (0.22 h) can transfer to the scrap 140,000 × 0.7 × 0.22/130 = 166 kWh/ton of useful heat. This value of enthalpy of the scrap corresponds to its medium mass temperature of 880°С. The maximum temperature of heating of the lower layers of scrap in this case will be equal to ~1050°С, and that of the upper layers ~700°С, which excludes the considerable iron oxidation. The given values agree with the data obtained in the industrial trials of the roof HPR-burners. With \(\eta _{{\rm{NG}}}\) = 0.7, the natural gas consumption is equal to 166/0.7 × 9.5 = 25 m3/ton. The value of 9.5 kWh/m3 is the heat of gas combustion.
At the second stage, both the electric arcs and the heat of chemical reactions are the sources of energy. The heat of oxidation of iron and its alloys is being completely absorbed. The amount of this useful heat is about 100 kWh/ton. The heat of oxidation of 17 kg/ton of the coke charged with the scrap and injected into the bath gives approximately 25 kWh/ton of useful heat. The enthalpy of the metal before tapping is \(E_{{\rm{MET}}}\) = 390 kWh/ton. Therefore, the amount of useful heat, which must be introduced into the metal at the second stage of the process by the electric arcs, is equal to 390–166–100–25 = 99 kWh/ton. With \(\eta _{{\rm{EL}}}\) = 0.7, this value corresponds to the electrical energy consumption of 99/0.7= 141 kWh/ton. With the duration of the second stage of 14 min (0.23 h), this value of consumption corresponds to the average actual power of the arcs equal to 141 ×120/0.23 × 103= 73.5 MW. In accordance with the data on the most highly productive electric arc furnaces with capacity of 100–140 ton, the duration of technological operations in the FAF conducted with both the burners and the arcs off can be assumed to be equal to 8 min. Then, the tap-to-tap time for the FAF amounts to 13 + 14 + 8 = 35 min.
Table 7.2 gives the basic energy indices of the 120-ton FAF in comparison to the best indices of the most modern EAFs of the same capacity and productivity in case of operating with light scrap [7]. The energy differences between these steelmelting units are not quantitative, but rather qualitative, i.e., fundamental. The electric arcs are the main energy source for the EAF, whereas for the fuel arc units the main source of energy is the flame of the burners, which justifies the introduction of a new term – “FAF.” High productivity of the EAF is achieved basically due to an increase in the electrical power, and that of the FAF – due to an increase in the power of the burners and fuel consumption. In comparison to EAF, the power of the burners increases by 6.7 times and the fuel consumption by 3.6 times. Accordingly, the electrical power of the FAF is reduced approximately by 1.5 times and the electrical energy consumption by more than 2 times. The short power-on operation time and relatively low electrical power of the FAF decrease the electrode consumption by approximately 2 times. Stable arcing in the high temperature preheated scrap ensures a sharp decrease in the level of noise and flicker, which decreases the costs on the protection of the external networks against electrical interference. Furthermore, it is possible to expect a notable increase in the service life of the roof and wall panels as well as the central refractory part of the furnace roof, since, in contrast to the high-power electric arcs, the low-temperature flames of the HPR-burners do not produce intensive thermal effect on these elements. Reduction in the electrical power of the FAF must also be accompanied by a decrease in costs on electrical equipment. This reduction is of special importance for the regions which do not have sufficiently powerful grids.
7.7 Economy of Replacement of Electrical Energy with Fuel
The economic expediency of intense replacement of electrical energy with natural gas and of use of such steelmelting units as FAF can be evaluated by two methods: either on the scale of a plant as well as on the scale of the national economy of the entire country or its separate region. The results of estimation according to the first method are determined almost exclusively by the electrical energy and gas prices which can strongly vary over time and from one country to another. Thus, for instance, in the United States in the period from 2000 to 2005, the price of electricity has barely changed, whereas the price of natural gas has approximately doubled. The cost of 1 KWh of electricity has practically equaled that of natural gas, which created unfavorable conditions for the furnaces of the FAF type. On the contrary, the calculations carried out with regard to the current prices in Russia showed that the cost of the energy absorbed by the EAF bath is approximately 3 times higher in case of electrical energy usage (taking into account the electrodes consumption) than in case of usage of natural gas in the burners. The values assumed in these calculations were \(\eta _{{\rm{EL}}}\) = 0.75 and \(\eta _{{\rm{NG}}}\) = 0.5 [8].
Instability in gas prices and inadequacy of the price of the gas to its real cost make it necessary to turn to the more objective method for evaluating the directions of the use of energy in EAF, namely, to the estimations on the scale of the country. This approach allows considering not only the prices of the energy carriers, but also the fundamentally important interdependences between the two branches of the national economy, that of production of electrical energy and electric steelmelting. In the majority of the countries, in Russia and in the United States in particular, most of the electrical energy is produced in the thermal power stations (TPS) utilizing as a fuel not coal only, but natural gas as well. About 20% of electric power in the United States are produced by the gas TPS. In Russia this figure totals approximately 40%. The combustion of coal releases considerably larger amount of СО2, as well as sulfur oxides and other harmful emissions into the atmosphere . As a result, substituting gas with coal in TPS would require quite significant additional environmental protection costs. Furthermore, transporting gas is considerably cheaper than transporting electricity.
Setting aside for a moment the vital ecological problems examined in Chap. 14, let us compare the effectiveness of the use of natural gas for production of electrical energy which later is used in EAF, with the effectiveness of the use of gas directly in the furnace. The overall efficiency coefficient of primary energy of natural gas in the chain of TPS–EAF, \(\eta _{{\rm{TPS}}}^{{\rm{EAF}}},\) is determined by the expression:
-
\(\eta _{{\rm{EL}}}\) – the efficiency coefficient of electrical energy in the furnace
-
\(\eta _{{\rm{EL}}{\rm{.GR}}}\) – the efficiency of electrical power grids taken with consideration for all energy losses due to voltage transformations
-
\(\eta _{{\rm{TPS}}}\) – the efficiency of the thermoelectric power stations operating on gas
Assuming, in accordance with the current data, \(\eta _{{\rm{EL}}}\) = 0.7, \(\eta _{{\rm{EL}}{\rm{.GR}}}\) = 0.92, and \(\eta _{{\rm{TPS}}}\) = 0.41, and using expression (7.4), we will obtain \(\eta _{{\rm{TPS}}}^{{\rm{EAF}}}\) = 0.26. Therefore, with the use of natural gas in TPS, only approximately one-fourth of chemical energy of gas used in TPS is ultimately transferred to the metal charge heated and melted by the electric arcs in EAF. For direct heating of scrap in a furnace by HPR-burners, the energy efficiency coefficient of the burners, \(\eta _{{\rm{NG}}},\) is considerably higher. Therefore, any expansion of the application of such burners must lead to in the savings on the overall natural gas consumption in TPS and in EAF (or in FAF) expressed in m3/ton of steel. The calculations of these savings must incorporate the energy consumption for production of oxygen. Utilizing the energy indices of EAF and FAF, Table 7.2, let us carry out this calculation for the HPR-burners.
In comparison with EAF, the natural gas consumption in FAF increases by 25–7= 18 m3/ton, and the oxygen consumption by 80–47 = 33 m3/ton, Table 7.2. The electrical energy consumption for production of oxygen in the modern oxygen-compressor stations is approximately 0.55 kWh/m3 of О2. Production of additional 33 m3/ton of oxygen requires 34 × 0.55 ≅ 18.2 kWh of electrical energy per 1 ton of steel. With an increase in the gas consumption by 18 m3/ton and taking into account the electrical energy consumption for production of oxygen, the reduction in the electrical energy consumption in FAF will be equal to 340–141 + 18.2 ≅ 217 kWh/ton or 217/18 = 12.0 kWh/m3 of natural gas.
In order to produce this amount of electrical energy in TPS (\(\eta _{{\rm{TPS}}}\) = 0.41), it would be necessary to consume the gas with the heat of combustion equal to 9.5 kWh/m3 in the amount of 12.0/0.41 × 9.5 = 3.1 m3. Therefore, the application of the HPR-burners in the FAF (\(\eta _{{\rm{NG}}}\) = 0.7) saves for the national economy 2 m3 (3.1–1.0 = 2.1) of gas per each 1 m3of gas consumed by the burners. These absolute savings are an evidence of an unquestionably high energy efficiency of replacement of electrical energy with gas by means of the HPR-burners in FAF on the scale of the country. If we express these savings from a financial point of view, then they grow directly proportional to an increase in gas prices.
The development of highly productive fuel arc steelmelting units FAF with HPR-burners would allow to implement yet another option of effective replacement of electrical energy with fuel. We mean the option of combining, FAF and oxygen converters at integrated metallurgical plants. Such plants, as a rule, have unutilized resources of coke gas in which heat of combustion is equal to 4.1–5.3 kWh/m3. This gas can be used in the HPR-burners in a mixture with natural gas.
As already mentioned, the fundamental feature of the HPR-burners ensuring their successful application is the reduced temperature of the flame, in comparison with the conventional oxy-gas burners. This reduction can be achieved through the use of HPR-burners with the retarded mixing of gas and oxygen, or through the use of a fuel with the lower heat of combustion. If the natural gas (9.5 kWh/m3) is mixed with the coke gas (5 kWh/m3, on average) in the proportion of three to two, then we will obtain a fuel with the heat of combustion equal to 7.7 kWh/m3, which meets the requirements of the HPR-burners. At the same time, the fuel costs will be approximately by 40% lower, in comparison with the use of natural gas. This will considerably reduce the cost of steel produced in FAF.
The use of fuel arc units can give to the integrated plant yet another additional advantage. It will allow reducing the share of hot metal in the metal charge processed at the plant due to the use in the FAF of 100% of the light, lowest cost scrap. Usually, the share of scrap in the charge of the oxygen converters is 25%. If one-fourth of steel at the plant is produced in the FAF, then the share of scrap in the entire metal charge processed at the plant will increase to 44%, which can substantially reduce total production costs.
References
Rudzki E M, Reinbold R I, Pease B K, Oxy-fuel process of steelmaking, Iron and Steel, 1967, No 11, 30–35
Kobayashi N, Development of a new NSR process of oxygen scrap melting, Iron and Steel Engineer, August 1999, 61
Toulouevski Y N, High power oxygen-fuel burner for electric arc furnaces, MPT International, 2000, No 6, 66–69
Toulouevski Y N, Mizin V G, Zinurov I Y, et.al. Flame–arc processes of electric melting, Stal, 1988, No 8 с. 42–46
Toulouevski Y N, Zinurov I Y, Popov A N et.al. Electrical energy savings in arc steelmelting furnaces, Мoscow, Energoatomizdat, 1987
Toulouevdki Y N, Zinurov I Y, Outlook for reduction in energy consumption of electric arc furnaces, 7th European Electric Steelmaking Conference, Venice, May 2002
Narholz T, Villemin B, The VAI FUCHS Ultimate – a new generation of electric arc furnaces, 8th European Electric Steelmaking Conference, Birmingham, May 2005
Kiselyov A D, Zinurov I Y, Makarov D N et.al. Effectiveness of oxy-gas burner applications in modern arc steelmaking furnaces, Metallurg, 2006, No 10, 60–62
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2010 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Toulouevski, Y.N., Zinurov, I.Y. (2010). Replacement of Electric Arcs with Burners. In: Innovation in Electric Arc Furnaces. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-03802-0_7
Download citation
DOI: https://doi.org/10.1007/978-3-642-03802-0_7
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-03800-6
Online ISBN: 978-3-642-03802-0
eBook Packages: EngineeringEngineering (R0)