
Abstract
Competing methods and devices for blowing (injection) of oxygen and carbon into the bath by means of consumable steel pipes via a furnace slag door; mobile water-cooled tuyeres introduced through openings at a furnace roof and walls; using jet multifunctional modules placed in protective boxes; tuyeres installed in the bottom lining.
Analysis of shortcomings, advantages, and prospects of various methods with taking into consideration of a curtain experience collected in open-hearth furnaces and converters. The reasons for replacing other blowing devices with jet modules. Efficiency of the use of oxygen, carbon, and natural gas in jet modules.
Radical increase in blowing efficiency when submerging tuyeres into the bath to the slag–metal boundary and even lower into metal. The durability and explosion-safety problem of water-cooled tuyeres for a deep blowing installed in the bottom lining. A system providing for the complete tuyere explosion-safety due to the circulation of cooling water in a closed circuit.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
11.1 Blowing by Consumable Pipes Submerged into Melt and by Mobile Water-Cooled Tuyeres
For decades, since the beginning of using oxygen on the industrial scale, the devices for oxygen blowing into the bath of EAFs, open-hearth furnaces, and oxygen converters have been continuously improved and modified. This equipment has been and still is attracting a great deal of attention due to the fact that the impact of this equipment on key performance indices of EAF is comparable with the impact of the devices for introducing electrical energy. The devices for blowing oxygen into the bath operate under very severe conditions. The requirements imposed upon these devices are stringent and diverse. These requirements include technological efficiency as well as high operational reliability and safety and reasonably low operational costs. These requirements are difficult to combine, and, as many years’ experience shows, the devices ensuring higher performance indices are quite frequently preferred to the devices which are less technologically efficient but more reliable and simpler in maintenance.
In the different periods of time, various designs of devices for oxygen blowing were used in the EAFs. These devices differed not only in design features, but in fundamental features as well. These devices came and went, and the search for the most efficient versions continues. In this search, it is essential to rely on the enormous accumulated experience including related to the past experience gained over the years from oxygen blowing of the bath of the open-hearth furnaces.
As already mentioned, the hydrodynamic processes in the baths of EAFs and open-hearth furnaces are similar. Their key geometric parameters, i.e., ratio of the area of the heat-absorbing bath surface to the area of the internal surface of the bottom lining through which the heat is lost to the environment, are similar as well. The average value of this ratio for the electric arc furnaces is 0.84–0.86, and for the open-hearth furnaces 0.86–0.88. The values of their average bath depth are close as well [1]. The experience with oxygen blowing of the open-hearth baths gives many instructive examples for the current practice.
The experience gained from operation of the basic types of blowing devices and the reasons for substituting one device with another are analyzed below. This analysis is not only useful, but essential for the selection of the promising trends of further innovations.
11.1.1 Manually Operated Blowing Through Consumable Pipes
It was this method which laid foundation for oxygen blowing of the bath in the EAFs. It gave quite satisfactory results when handled by experienced steelmakers. The pipes were used not only for blowing of liquid bath, but for scrap cutting in the zones of retarded melting as well. As a result, consumption of small amounts of oxygen allowed to achieve significant shortening of the melting period and reduction of electrical energy consumption. Unfortunately, the electrical energy consumption was reduced, essentially, due to oxidation of iron and significant reduction of yield, which, as is known, is not justifiable.
Since the diameter and the carrying capacity of the pipes manually handled by a steelmaker were quite limited, the method in question was not suitable for using oxygen in large quantities. Furthermore, it did not satisfy the health and safety regulations. Working for long term in front of the EAF’s slag door is not only harmful for the human health, but very dangerous as well. For these reasons, this blowing method is no longer being used. However, the principle of the blowing of the bath by using the consumable pipes was recognized and implemented at the higher technical level in the manipulator of BSE Company.
11.1.2 BSE Manipulator
In the recent past, this manipulator has been widely used in a number of countries. At present, it is still being used at many plants.
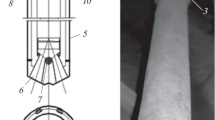
All mechanisms of the manipulator controlling the consumable pipes, together with the safety devices, are mounted to the console (1), which is connected to the rotating supporting unit (2), Fig. 11.1, Chap. 7, Fig 7.1. With the aid of this unit, located on the side of the furnace the manipulator is turned and brought into the operating position in front of the furnace slag door. During the off-period, the manipulator is turned away from the furnace to the initial position and does not interfere with the technological operations carried out in the furnace. The manipulator is equipped with oxygen pipes (3), located on both sides of the pipes for carbon powder injection (4). The length of the oxygen pipes is approximately 5.5 m. As they get burned, they are pushed forward from the movable boxes (5). The mechanisms of manipulator allow to change the pipe inclination in the vertical plane, to move the pipes in the forward–backward or left–right directions, to submerge them in the melt or to direct them onto the scrap for cutting. The pipes are coated from the inside with a special coating preventing their rapid combustion. As the pipes get shorter, they are pushed forward from the boxes (5).

BSE manipulator (designations are given in the text)
The possibility to control the direction of oxygen and carbon jets in such a flexible way, depending on the actual position of scrap in the furnace and the level of liquid bath, increases the effectiveness of the use of these energy carriers and is an advantage of the BSE manipulator. The possibility to submerge the pipes quite deeply into the melt should be specifically pointed out, because it promotes stirring of the bath and melting of the scrap submerged in the bath. However, to what extent these advantages are realized in practice depends in the decisive measure on the qualification of the operator controlling the manipulator. The operator has to monitor continuously through the half-open furnace slag door the rapidly changing situation in the freeboard and to use the capabilities of the manipulator in the best way possible depending on the specifics of the process in the course of each particular heat. With this kind of control, the experienced operator can ensure the sufficiently high efficiency of use of the BSE manipulator.
A strong dependence of the effectiveness of this device on the skills of the operator controlling it can be assessed differently. Some consider it to be an advantage, others a disadvantage. This question relates to the general problem of determining the role of operator in the automated control system of the steelmelting unit. This problem is discussed in Chap. 13.
The operator controls the manipulator while staying in the closed control cabin. The location of this cabin ensures the necessary field of view. This way, the health and safety regulations are completely satisfied. When the pipes installed on the manipulator are consumed, they have to be manually replaced by the operator. Thus, the need for physical labor is not completely excluded, not to mention the quite considerable expenditures on pipes and maintenance of all the mechanisms of the manipulator.
A serious shortcoming of the BSE manipulator is that its blowing zone is limited by the section of the bath near the furnace slag door. This shortcoming impedes the effective use of oxygen in large quantities and is especially noticeable in the big furnaces. In such furnaces with the oxygen consumption for blowing higher than 25–30 m3/ton, it is necessary to disperse the blowing devices along the perimeter of the bath. Otherwise, with increase in the oxygen flow rates, the effectiveness of the use of oxygen drops, the bath overoxidation and splashing increase, which leads to the yield reduction. When carbon powder is injected in the area near the slag door, the substantial portion of this expensive material is lost with the foamed slag overflowing the sill before carbon could react with iron oxides. With the significant flow rates, the injection of carbon into the bath should also be dispersed.
During manipulator operation, the slag door must be at least half way open. In this case, a large quantity of cold air is infiltrated into the furnace, which increases the scrap oxidation, decreases the yield, and considerably increases the costs on off-gas evacuation and its cleaning. At present, the majority of the modern EAFs operate with the closed slag door. This mode of operation is incompatible with the use of the BSE manipulators.
The discussed above as well as some other shortcomings necessitated the substitution of manipulators with the consumable pipes with more advanced blowing devices. For a long period of time, at many plants, the mobile water-cooled tuyeres were used as an alternative.
11.1.3 Mobile Water-Cooled Tuyeres
These tuyeres are inserted into the freeboard with the help of the manipulators not only through the slag door, but through the openings in the sidewalls and roofs of the furnaces. The vertical roof tuyeres were used during the initial stage of development of similar devices in the Soviet Union and a number of other countries. This method was borrowed from the open-hearth furnace practice. However, due to the operational problems, its application in the EAFs has soon ceased.
The water-cooled tuyeres, Fig. 11.2, developed by Berry Metal Company, USA, became widespread. These tuyeres characterized by large length were inserted into the furnace through the openings in the sidewall panels at an angle to the bath surface of about 40°. At the end of the blowing, the tuyeres were removed from the freeboard and lowered back into the horizontal position. Usually, two tuyeres were installed in the furnace. The tips of the tuyeres could have two oxygen supersonic nozzles and one channel for the carbon injection positioned parallel to the axis of the tuyere, Chap. 12, Fig 12.5. With respect to this axis, the oxygen nozzles were positioned so that the oxygen jets attacked the bath at an angle of about 30° to the vertical.

Mobile water-cooled tuyere 1 – tuyere; 2 – hydro-cylinder
Let us note that the inclination of the oxygen nozzles in these tuyeres was practically the same as the inclination of the oxygen tuyeres in the open-hearth furnaces. In both cases the inclinations were chosen so that they could in the best way fulfill two contradictory requirements, namely, maximum possible penetration of the oxygen jets into the melt and, at the same time, minimum possible splashing, Chap. 9, Sect. 9.3.2. The close agreement between the optimum directions of the oxygen jets attacking the melt is yet another evidence of hydrodynamic similarity of the baths of the open-hearth and electric arc furnaces with respect to the blowing processes.
The dependence of the effectiveness of blowing on the position of oxygen tuyeres relative to the surface of the liquid bath is of great practical importance. As early as in the initial stage of introduction of oxygen blowing in the open-hearth furnaces, it has been clearly established that the effectiveness of blowing increases sharply with submerging the tuyeres into the bath. This has led to substitution of the method of blowing by the tuyeres positioned above the slag, which was used earlier because of the fear of the tuyeres burn-back and water leakage, with the method of submerged blowing. This substitution has been promoted by the improvement of the design of the open-hearth tuyeres, which ensured essential increase in their durability.
It has been established later that the maximum effectiveness is achieved when the nozzles of tuyeres are submerged to the slag–metal boundary [2]. In comparison with positioning the tuyeres above the slag, in this case, even with the same or even lower oxygen flow rates, the effectiveness estimated based on the rate of decarburization and heating of the metal has increased by several tens of percent. It seems obvious that this has occurred due to a sharp increase in the intensity of stirring in the bath.
In the Soviet Union, for practical realization of optimum blowing regime, the electrical sensors for detecting the tuyeres position relative to the slag–metal boundary have been developed. Once, these sensors have found widespread use in open-hearth furnaces of a number of plants. These sensors were indicating, with high accuracy, when the tip of tuyere was passing from the gas phase to the slag and from the slag into the metal. In many furnaces, the position of tuyeres at the slag–metal boundary was kept by automatic regulators with the help of these sensors with accuracy of 20–30 mm [2].
Comparative tests carried out in furnaces equipped with this automation system have shown that blowing into the slag is considerably less technologically effective in comparison with blowing into the slag–metal interface. With the tuyeres raised 150–200 mm above this boundary (without withdrawing the tuyeres from the slag), the tap-to-tap time increased considerably, the specific oxygen flow rate and the oxidation of slag increased, and the yield reduced.
The effectiveness of blowing by the tuyeres submerged 100–200 mm below the metal surface has been studied as well. By that time, the open-hearth tuyeres had been perfected to such a degree that their durability allowed to carry out such industrial experiments for the duration of many tens and even hundreds of heats, with the duration of blowing approximately 2.0–3.0 h per heat in 300–600-ton furnaces. Carried out in the furnaces of a number of plants, these tests have not revealed any obvious advantages of blowing with submerging of tuyeres into the metal. On the contrary, even though the decarburization rate increased, the rate of metal heating dropped, which increased the tap-to-tap time. This is explained by the fact that the tuyeres cooled the liquid metal. Calculations show that the cooling effect of three tuyeres submerged into the metal 150–200 mm below its surface is equivalent to a double increase in heat loss through the bottom in a bath of a 600-ton furnace. There is every reason to believe that established for the open-hearth baths’ dependencies of the effectiveness of the blowing of the bath by the oxygen water-cooled tuyeres on their position relative to the slag–metal boundary are accurate for the EAFs as well.
Let us return to the analysis of the practical experience of the use of the mobile water-cooled oxygen tuyeres in the electric arc furnaces. These tuyeres have been developed for the submerged blowing, whose advantages were already well known from the operational experience gained from the open-hearth furnaces. However, the tuyeres in the EAF could not withstand such a mode of operation. Submerging of the tuyeres into the slag caused so frequent burn-backs of the tuyeres that, according to the report of the Nucor Yamato Steel Company (USA), the costs on their tips replacement for two furnaces amounted to $ 400,000 a year [3].
Because of low durability of tuyeres, the operators avoided submerging the tuyeres into the melt and kept the tuyeres mostly above the slag during the blowing. This mode of use, to a considerable extent, has eliminated the potential advantages of the mobile water-cooled tuyeres and, in the majority of cases, their application has ceased. This case shows that selection of the directions of steelmelting process intensification depends on resolution of the problem of durability of the water-cooled elements, blowing devices in particular. Problems of cooling of the EAF components are examined in detail in Chap. 12.
Difficulties in operating the manipulators with submerging into the melt consumable pipes and water-cooled tuyeres, low durability of tuyeres, high operational expenditures, strong dependence of effectiveness of these devices on operator’s qualification and quality of work, impossibility of automating without losing most of their technological advantages – all of these called for the search of the new, free from the enumerated deficiencies, directions in the oxygen blowing of the bath of the electric arc furnaces. This search has led to the development of a new type of water-cooled blowing devices, the so-called jet modules. These new devices use the long-range supersonic oxygen jets with special characteristics, which are called coherent jets.
11.2 Jet Modules: Design, Operating Modes, Reliability
These are the multifunctional devices. They fulfill functions of the oxy-gas burners used for scrap heating, the tuyeres used for blowing the bath with oxygen, the injectors used for blowing carbon into the melt for the purpose of slag foaming and FeO reduction. All structural elements of the modules are usually placed in water-cooled boxes protecting these elements from high temperatures as well as from damage during scrap charging. The boxes are inserted into the furnace through the openings in the sidewall panels, which considerably decreases the distances from the nozzles of the burners and from injectors to the bath surface. There is a wide variety of design versions of the jet modules. The advent and development of this direction is associated with the PTI Company (USA) and with the name of V. Shver. Let us examine the arrangement of the module by the example of a typical design of PTI. Compared to other modules this module can be installed closer to the sill level. Thus, a distance from the oxygen burner nozzle to metal surface does not exceed of 700 mm. Reducing oxygen jet length improves oxygen efficiency. This is a substantial advantage of the PTI module [4]. Further, this design and the similar ones have gained wide acceptance in many countries around the world.
The PTI module contains the water-cooled copper block (1) in which the oxy-gas burner (2) with water-cooled combustion chamber (3) and the pipe (4) for the injection of carbon powder are located, Fig. 11.3. The burner (2) has two operating modes. In the first mode, it is used as a burner for heating of scrap and operates at its maximum power of 3.5–4.0 MW. The gas mixes with oxygen and partially burns within the combustion chamber (3). At the exit from the chamber, the high-temperature flame is formed, which heats and settles down intensively the scrap in front of the burner. The combustion chamber protects, to a considerable extent, the burner nozzles from the clogging by splashes of metal and slag.

PTI module 5 – furnace sill level (the rest of designations are given in the text)
In the second operating mode, the burner is mainly used as a device for blowing of the bath. The gas flow rate considerably decreases, and the oxygen flow rate sharply increases. In this case a long-range supersonic oxygen jet is formed. In this mode, the function of the burner alters. It is reduced to the maintenance of the low-power pilot flame. This flame shrouds the oxygen jet increasing its long range, prevents flowing of the foamed slag into the combustion chamber, and protects the nozzle of the burner from clogging as well.
The burner is controlled by a computer, which switches its operating modes in accordance with the preset program. Immediately after scrap charging, the first mode is switched on. In several minutes, it is switched to the second mode. The highly heated scrap can be cut by oxygen considerably easier than cold scrap. Therefore, the preliminary operation of the burner in the first mode greatly facilitates penetration of the supersonic oxygen jet through the layer of scrap to the hot heel on the bottom. This ensures the early initiation of the blowing of the liquid metal with oxygen, which is the necessary condition for achievement of high productivity of the furnaces. While the upper layers of scrap continue to descend to the level of the burner, the alternation of the operating modes is carried on and is repeated after charging of the next portion of scrap. This considerably increases the effectiveness of the use of oxygen in the initial period of the heat before the formation of the flat bath.
The module operating reliability in a decisive measure depends on durability of the protective boxes and wall panels in the zone of action of the burner. These water-cooled elements operate under super severe conditions. Moreover, the closer to the bath surface, the more severe the conditions. The blow-back of the oxygen jets reflected from the scrap lumps are the main cause of damage of the boxes and panels in the burner zone. Alternating operating modes of the burner reduces this problem, but does not eliminate it completely. In order to increase the durability of the water-cooled elements of the modules, some companies prefer to install them at a greater height, even though this installation increases considerably the length of oxygen jets required for the blowing of the bath and calls for an increase in their long range.
11.2.1 Increase in Oxygen Jets Long Range: Coherent Jets
In practice, the problem of increase in the long range of the jets is solved by two methods, namely, by the use of a pilot flame and the so-called coherent supersonic nozzles.
The first method consists in supplementing the oxygen jet with the annular co-flowing pilot flame of the burner. The gases in the flame have low density due to the high temperature. In this case, the known effect of increase in the long range of the jet flowing into the less-dense ambient medium is used. The following figures give an idea of the quantitative aspect of the effect in question. In the laboratory furnace, with the increase in the temperature from 260°С (533 K) to 1630°С (1903 K) and corresponding decrease in air density by 1903/533 = 3.57 times, the long range of supersonic air jet has doubled (from 0.8 to 1.6 m) [5].
Let us also take into consideration a fact that, even without the supplementing pilot flame, the oxygen jets propagate not in the cold air, but in the EAF freeboard filled with gases with the temperature in the order of 1500–1600°С and higher. These gases contain a large amount of CO. Taking into account post-combustion of CO in the О2 jets, the density of the gases is not much different from the gas density in the pilot flame. Therefore, based on the figures given above, the additional increase in the long range of oxygen jets resulting from supplementing the jets with the pilot flame is relatively small.
The general use of the pilot flame in the modules, which requires significant additional consumption of natural gas, is required not so much for increasing the long range of oxygen jets, as for its protective functions as well as for its ability to facilitate penetration of oxygen jet to the melt through the layer of scrap. At the same time, the probability of reflection of oxygen jets from the scrap lumps to the water-cooled elements decreases.
The second method of increasing the jets’ long range consists in configuring the optimum profile of the supersonic nozzle, which ensures the minimum turbulence of the flow, Fig 10.3b, Chap. 10. By analogy with the lasers, these nozzles and the supersonic jets formed by them are called coherent. Due to the quite low turbulence, the coherent jets involve into their motion several times smaller mass of the ambient gas, expand considerably slower, and maintain initial velocity at considerably greater distance from the nozzle, in comparison with the jets flowing from the simple de Laval nozzles, Fig 10.3b.
In the tests conducted in the laboratories on the testing ground, the achieved increase in the length of the initial region of the coherent jets was up to 37 calibers, which approximately 5 times exceeds the average length of the initial region of the jets flowing from the simple de Laval nozzles [6]. Let us recall that initial region is the region of the jet where its axial velocity does not decrease and remains equal to the initial velocity, Chap. 10, Sect. 10.2, Fig 10.1.
Such results of the stand tests can make a false impression regarding the possibility of quite significant increase in the distances from the jet modules to the bath surface. It is necessary to understand that the conditions of the coherent nozzles operation in the EAF differ considerably from the laboratory conditions. Even the simple de Laval nozzles are quite sensitive to the most insignificant deviations of the oxygen parameters from the design parameters. To an even greater degree, this relates to the coherent nozzles. It is noted that small deviations from the design operating conditions eliminate the advantages of these nozzles, whereas under the production conditions, such deviations occur constantly. Furthermore, even quite small deposits of droplets of metal and slag inside the nozzles, which cannot be avoided in practice, cause strong turbulence of the flow disrupting its coherence. It is also necessary to note that there are no any direct or indirect data obtained under the actual conditions in the furnaces, which could confirm the results of the stand tests.
However, when analyzing the capabilities of jet modules with coherent oxygen nozzles, the following main aspect should not be neglected. As noted in Chap. 10, Sect. 10.1, the impact force of the jet on the bath, which determines submerging of the jet into the melt and stirring of the melt by the jet, depends neither on the jet velocity nor on its kinetic energy. This force is determined by the ratio between the momentum of the jet and the area of its cross-section at the bath level, i.e., by the specific pressure of the jet on the bath surface measured in kg/m2. The momentum of any free jets, regardless of their velocities and nozzle configurations, does not change over the length of the jet and remains equal to the initial momentum, Sect 10.2, formula (10.3). In case of identical oxygen flow rates and initial velocities at the nozzle exit, the momenta of the free jets are also identical; moreover, the lower velocity can be compensated by a proportional increase in the flow rate and vice versa.
The actual advantage of coherent jets in the processes of their impact on the bath consists in their smaller expansion, i.e., in the smaller central expansion angle α, Chap. 10, Fig 10.1. In the electric arc furnaces, the oxygen jets attack the bath not at a right angle, but at a sharp angle β, which is close to 45°. However, this is not essential for further analysis. Without significant error, it is possible to assume that the area S of a surface of the liquid bath, over which the jet exerts pressure, is related to the length of the jet L and to the angle α by the following formula:
The values of α of the supersonic jets do not exceed 10°. In this range, tanα changes directly proportional to the angle α. Therefore, the same directly proportional dependence is valid for the area S and the value of (L × α)2.
According to the data obtained from the ground tests, the angle α in supersonic coherent jets decreases approximately by 1.5 times in comparison with regular jets from the simple de Laval nozzles. As a result, the area S of the coherent jet, in case of identical distance from the nozzles to the bath surface measured along the jet axis L, decreases by 1.52 = 2.25 times in comparison with the regular supersonic jet. Accordingly, in case of identical momentum, the pressure on the bath surface (kg/m2) in the coherent jet is 2.25 times higher. If we assume identical values of area S and pressure, then, from the elementary geometric relationships, it follows that for the identical angles β the length of the coherent jet L and the height from its nozzle to the bath can be increased not more than 1.5 times. Such is an actual increase in the long range of the coherent oxygen jets in the processes of their interaction with the liquid bath. This increase is considerably lower than that obtained in the ground trials when determining the long range by jet velocity.
The advantages of the coherent jets must manifest themselves to a fuller extent in the processes of scrap cutting, which require the high degree of purity of oxygen. As the distance from the nozzle increases, the initial purity of oxygen and the initial velocity of jets are reduced practically to the same extent. Therefore, the coherent oxygen jet is capable of cutting scrap effectively at the distances, which are several times greater than those reached by the ordinary supersonic jet.
11.2.2 Effectiveness of Use of Oxygen, Carbon, and Natural Gas in the Modules
When installing in the furnaces, the modules are dispersed along the perimeter of the freeboard with due consideration of its temperature asymmetry and other characteristics of a particular furnace, Fig. 11.4. The possibility of the optimum spacing of the points of injection of oxygen and carbon appears to be the fundamental advantage of modules in comparison with the use of the manipulators with consumable pipes and the water-cooled tuyeres. Such spacing allows to considerably increase the total oxygen and carbon consumptions per heat without reducing the effectiveness of their use.

An example of modules dispersal along the furnace perimeter
In the furnaces of average and large capacity, four or five or even larger number of modules are installed. Quite often, separate modules are used for injecting carbon, Fig. 11.4. It should be noted that the advantages of coherent nozzles and those of jets with the long range higher than usual can become apparent when the modules are installed at a relatively great distances from the bath. In the PTI modules, located close to the bath, with the length of oxygen jets of approximately 700 mm, Fig. 11.3, the substitution of simple de Laval nozzles with coherent nozzles did not lead to any apparent improvements in the furnaces’ operation.
The essential drawback of all modules is a quite limited use of natural gas for heating of scrap. In the EAFs equipped with the modules, the consumptions of natural gas are usually not higher than 6–8 m3/ton, i.e., are at the level which, many years ago, was typical for the old furnaces with three sidewall burners. This is basically explained by the low power of the modular oxy-gas burners which, like in the seventies, is equal to 3.5–4.5 MW.
The concept of the modules gives only the supporting functions to the oxy-gas burners, which help increase the effectiveness of the use of the blown oxygen and the reliability of the devices’ operation. These functions include protecting the oxygen nozzles and nozzles of the burner itself from clogging with metal and slag by means of maintaining the pilot light, enveloping the blowing oxygen jets with the pilot light for the purpose of increasing their long range, facilitating the scrap cutting with oxygen in front of the burner. Approximately 30% of the natural gas consumed is used for maintaining of the pilot light. The task of the high-temperature heating of the large masses of scrap for the purpose of increasing the productivity and maximum possible substituting of electric power with natural gas is not being set. This task and the means of achieving these objectives, namely the HPR-burners, Chap. 7, Sect. 7.3, are incompatible with the concept of the modules.
The technological effectiveness of the modules as a whole can be reliably inferred only from a change in the corresponding performance indices of the furnaces. Unfortunately, the published data are insufficient for drawing the unambiguous conclusions. In the majority of the cases, substituting one blowing device with another has been carried out gradually, and the old and the new devices have worked simultaneously for quite a long period of time. Besides, in the majority of case of such substitution, a significant increase in oxygen and carbon consumption has occurred, and it remains unclear to what extent the improvement of the performance indices was due to the new design of the blowing device, and to what extent due to the increase in consumption of the energy carriers which could take place in case of using the old equipment as well.
On the average, the obtained results are considerably lower than those which could be expected based on the increase in the long range of both coherent oxygen and enveloped by the pilot flame jets. The increase in the productivity of the furnaces and reduction of the electrical energy consumption due to installation of the modules do not exceed several percent (with a parallel increase in the oxygen and carbon consumption). This leads one to assume that the depth of penetration into the melt of the oxygen jets generated by the modules and stirring of the bath by the jets are nevertheless insufficient and do not properly compensate for the fact that these most important characteristics are worse than those of the oxygen blowing by the tuyeres submerged into the bath.
At present, the jet modules gradually replace all other types of blowing devices in the EAFs. However, this is explained not so much by improvement in the performance indices of the electric arc furnaces, which do not always appear sufficiently convincing, as by increase in the operational reliability of the new devices, as well as by the reduction of the operational expenditures and the possibility of almost complete automation of their operation. It can be assumed that the jet modules will in turn give place for more effective blowing devices the usage of which will ensure the fundamental advantages of the submerged blowing without reduction in the reliability and increase in the operational expenditures.
11.3 Blowing by Tuyeres Installed in the Bottom Lining
The stationary tuyeres for the submerged blowing can be installed in an inclined position in the lining of the banks or in the bottom of a furnace. They are usually dispersed along the perimeter of the furnace or the bottom area. The operation of these devices can be automated in the same way as the operation of the jet modules. The main problem of this method of blowing is durability of the tuyeres themselves and of the adjacent parts of the lining. Installation of the water-cooled tuyeres in the lining at the level lower than the level of the liquid bath is considered absolutely unacceptable because it creates an explosion hazard in case of water leakage. As a result, the tuyeres cooled by other methods are used for operating under these conditions. Among these are the converter-type tuyeres for the bottom blowing and the tuyeres with evaporative cooling.
11.3.1 Converter-Type Non-water-Cooled Tuyeres
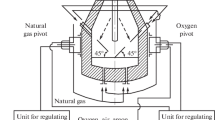
Using the experience of bottom blowing accumulated in the oxygen converters, Klöcker Company (Germany) in the 1990s has developed the technology of EAF’s steel melting with blowing of the bath from below, which has been called the K-ES (ES stands for electric steel). In order to implement this technology, several blowing tuyeres of the pipe-in-pipe type are installed in the furnace bottom. The design of these tuyeres is analogous to that of the tuyeres for the bottom blowing in the oxygen converters, Fig. 11.5. Oxygen is delivered through the inner pipe, while natural gas or other hydrocarbon fuel is delivered through the annular gap. The oxygen jet entering the liquid metal is enveloped by gas, which prevents direct contact of oxygen with the bottom lining. Hydrocarbon gas entering the high-temperature zone undergoes carbonization and forms at the tuyere exit a porous carbonaceous build-up (“a mushroom”), which protects the refractory lining against intensive wear, Fig. 11.5.

Tuyere for bottom blowing
Simultaneously with the bottom oxygen blowing, powder carbon is injected into the bath, in some way or other. A portion of carbon in the form of coke is charged into the furnace together with the scrap. Carbon monoxide CO evolving from the bath in large quantities is post-combusted above the bath with the help of the oxygen tuyeres installed in the sidewall panels along the entire perimeter of the furnace. The wall oxy-gas burners are used for the scrap preheating. In the liquid bath stage, more oxygen is added for the post-combustion of CO. With the use of the K-ES technology, the total oxygen flow rate for blowing of the bath and post-combustion reaches 55 m3/ton, and carbon consumption is 27 kg/ton. The preponderant amount of oxygen is used for post-combustion of CO, and the share of carbon injected into the bath is equal to about 50% of its total consumption.
The use of this technology and of some of its elements in a number of plants in Italy and other countries has ensured a significant decrease in tap-to-tap time, as well as in electrical energy consumption. As in the oxygen converters, the bottom blowing has improved the bath stirring and facilitated its attaining a state of equilibrium. The content of oxygen in the metal and of FeO in the slag has decreased, and the yield has increased. However, due to fundamental design differences between oxygen converters and EAFs, especially due to relatively small depth of the furnace bath, the intensity of the bottom oxygen blowing in the K-ES process could not be brought up to the desired level. It remained relatively low despite increasing the number of tuyeres. Therefore, the obtained results have not been substantially different from those achieved by other methods without serious problems due to intensive wear of bottom tuyeres and bottom lining. This wear, in comparison with regular operation of furnaces with top oxygen blowing, has required significant additional efforts and operational expenditures for bottom maintenance. As a result, the bottom oxygen blowing in the EAF has not become widespread. In the furnaces with bottom tuyeres, in the majority of cases, these tuyeres are used not for the oxygen blowing, but for injection of inert gases, namely, argon, nitrogen, or their mixtures. Although their blowing is carried out with low intensity of the order of 0.1 m3/ton × min, it appears to be quite effective, because it considerably improves the bath stirring and facilitates its homogenization. The bottom tuyeres become essential for furnaces with a large capacity.
11.3.2 Tuyeres Cooled by Evaporation of Atomized Water
In the second-half of the 1990s, understanding the fundamental advantages of the submerged blowing resulted in the development by the KT-Köster Company (Germany) of the blowing tuyeres of a new type, the so-called KT-tuyeres. These tuyeres are installed in the lining of the banks of bottom of the furnace. According to the initial concept, the oxygen KT-tuyeres had to be installed at the slag level, and the KT-tuyere for the carbon injection even lower, i.e., near the slag–metal boundary. The developers of this system believe that the explosion-proof nature of the KT-tuyeres is totally ensured by the original method of evaporative cooling. The cooling water is used in the mixture with the compressed air. The air supply rate per tuyere is equal to 50 m3/h. The water is atomized in the heat-stressed frontal zone near the tuyere head. The small drops of water evaporate on the extended surface of the head. There is no water in the tuyere head itself. In case of the tuyere burn-back, only a small amount of highly atomized water can get into the liquid metal.
In this system, the heat is removed not so much due to heating of water as in the usual water-cooled devices, as due to its evaporation. It is known that the quantity of heat required to heat water from 0°С to the boiling point of 100°С is approximately 5 times less in comparison with the quantity of heat required for its total evaporation at this temperature. This allows reducing water consumption for cooling of one KT-tuyere with the diameter of 110 mm to approximately 2 m3/h. The mixture of air, residual portion of atomized water, and water vapor is sucked off from the tuyere by the vacuum pump. As a result, there is no excess pressure in the tuyere. This increases its safety even more. After exiting the tuyere, the air separates from the water and exits into the atmosphere, the vapor condenses, and water is returned into the cooling system of the furnace.
The industrial trials of the KT-tuyeres have shown that the cooling system utilized in them does not allow the contact of the tuyere head with the liquid metal. Therefore, at a later stage, not only oxygen KT-tuyeres have been installed at the slag level at the sufficiently great distance from the slag–metal boundary, but carbon tuyeres as well. As the slag foaming takes place, the heads of the KT-tuyeres are submerged into the slag to a significant depth. It is impossible to install the stationary blowing devices of the module type at that height.
Additional compressed air is used for injecting of carbon powder into the slag in the amount of 300 kg/h. Up to 1500 m3/h of oxygen and from 50 to 100 m3/h of natural gas are delivered to the oxygen KT-tuyeres. This gas, like the gas in the bottom tuyeres, is introduced through the annular gap surrounding the oxygen jet. The flow of gas protects the refractory from the contact with oxygen and, thus, prevents rapid wear of the lining. Compressed air and oxygen provide protection from the slag flowing in the KT-tuyeres. Similar to jet modules, oxygen KT-tuyeres are used for blowing of the bath during the liquid bath stage, and used as burners for scrap heating at the beginning of the heat. Oxygen and carbon KT-tuyeres are installed in pairs, next to each other. These pairs are dispersed along the entire perimeter of the bath. The oxygen, carbon, natural gas and compressed air supply to the tuyeres is fully automated.
KT-tuyeres have been become widespread. The obtained results confirm a sharp increase in the effectiveness of blowing when the tuyeres are submerged deep into the slag. In this respect, the most demonstrative are the data obtained from 100-ton DC EAF operating on a charge material containing from 80 to 90% of metallized pellets [7]. The pellets are charged into the bath by a conveyor through the opening in the furnace roof.
In 2003, manipulators with consumable pipes were replaced with the KT system. Four oxygen and two carbon KT-tuyeres were installed. Before the installation of these tuyeres, it took 60 min to charge 65 ton of pellets. It was impossible to charge the pellets faster, because this led to the formation of large “icebergs” from the unmelted pellets floating on the bath surface. When working with the KT system, 74 tons of pellets are charged in 33 min. In this case, the furnace productivity with regard to the pellets’ melting process increased from 65/60 = 1.08 ton/min to 74/33 = 2.24 ton/min, i.e., more than doubled.
Though an increase in the oxygen flow from 30 to 45 m3/ton and in the electrical power of the furnace by 18% have taken place, such a sharp rise in productivity cannot be explained by these factors. These results could be obtained only in case of radical increase in the intensity of bath stirring by oxygen jets due to submerging of the heads of the KT-tuyeres into the slag. The same can be said about the results obtained from the 100-ton EAF of another plant operating on scrap. Installation of the KT-tuyeres has led to a sharp acceleration of melting of the large lumps of scrap submerged in the liquid metal. This has allowed to charge into the furnace considerably larger lumps of scrap and, thus, to decrease the cost of scrap preparation for melting without decreasing the productivity. The maximum permissible size of the lumps has been increased from 0.5 to 2 m [8].
In addition to advantages resulted from the stirring intensification, the submerged blowing of the bath by the KT-tuyeres also facilitates the slag foaming and increases the durability of the central refractory part of the furnace roof. Facilitating and improving the slag foaming allows to increase the electrical power of the furnace [6] and to use cheaper powders with the reduced carbon content [7]. Increase in durability of the central part of the roof by 2–3 times reduces the consumption of refractory materials and repair costs. It is known that the durability of the roof refractories is directly related to intensity of bath splashing. The studies of splashing conducted by the methods of physical modeling and under the industrial conditions have shown that submerging tuyeres into slag decreases splashing by many times, Chap. 9, Sect. 9.3.2. Application of KT-tuyeres in practice completely confirms the results of these studies, which proves, once more, the similarity between blowing processes in the baths of open-hearth and EAFs.
Unfortunately, even in case of the KT-tuyeres installed not lower than the slag level, the evaporative cooling does not ensure their sufficiently high reliability and durability. Although the design of KT-tuyeres allows for the possibility of replacing the worn part of the head without dismantling of the entire tuyere, their maintenance costs, in comparison with the jet modules are quite significant. This limits their wide use. Further increase in the effectiveness of the submerged blowing requires the development of more durable stationary tuyeres capable of operating reliably and safely at the slag–metal boundary level and even lower. Such tuyeres can be developed only based on their intensive cooling with water and on condition that complete safety of their use is provided.
11.3.3 Explosion-Proof Highly Durable Water-Cooled Tuyeres for Deep Blowing
Production safety is one of the most important and most complex problems. Two possible approaches can be taken when selecting the innovations related to this problem. In each specific case, there is a struggle between these opposing approaches. In the first approach, the principle of prohibition prevails. A new, potentially dangerous element of technological process or equipment is simply ruled out on the basis of the prevailing stereotypical opinions about degree of its hazard. The second approach allows to accept such innovations, if the conditions of their safe operation can be provided for and assured.
The history of technics shows that the first, prohibiting approach has no prospects. If new technics ensure major advantages and if it is feasible to make it practically safe, it will necessarily be accepted and implemented. Steelmaking, like other technologies, is developed by means of application of more and more effective, but in the same time more complex and, in principle, far more unsafe equipment. However, due to improvements and mastering the equipment, the modern steelmaking shops are not more, but less dangerous than those 50 or more years ago. This results from implementation of new technical solutions, as well as from the fact that new equipment is operated and maintained by well trained, highly skilled, experienced, and disciplined personnel. If these requirements for the personnel were not met, the modern steelmaking shop would continually present danger to life and health of the personnel. Thus, despite all technical achievements, which reduce the danger to the minimum due to the means of informatics and automation among other factors, the human factor remains the key element of safety assurance.
Let us illustrate the aforesaid with a typical example. From the very beginning of development of EAFs with the high-power transformers (in the 1960s), it became obvious, that the potential advantages of these furnaces could not be realized without substituting the quickly fracturing lining with the wall and roof water-cooled panels. However, at that time, one of the inventors of the high-power electric arc furnaces, W.E. Schwabe, strongly opposed the water-cooled panels. He was concerned with the experience obtained by Japan, which was the first to start the widespread application of these panels. The explosions due to the water leaks resulting from the burn-backs occurred repeatedly at the Japanese plants during the implementation stage of the panels. Later, the new technology was mastered, received ample recognition, and became widespread.
Unfortunately, although extremely rare, explosions due to burn-backs of the panels occur at the present time as well. However, this is always a result of major violation of regulations for manufacturing, installation, or operation of the panels, as well as of improper actions of the poorly trained operators who lacked the experience of dealing with water leaking into the furnace. But at the present day, no one will ever consider getting back to the refractory lining. Each of these accidents leads to analysis and elimination of its causes and reinforces preventive measures in order to ensure that such an accident does not occur in the future.
Summing up the aforesaid, we may stipulate three basic conditions which must be observed when implementing new, potentially dangerous innovations in the technological process. First, such innovations must quite considerably improve the basic performance indices of technological process, as well as its productivity, efficiency, etc. Second, innovations must satisfy the following unconditional requirement, namely that compliance with clear, simple, and easy to follow rules must completely ensure the operational safety of innovation. Third, the innovations must be put in operation only after the operators and maintenance personnel get proper training on working with new equipment.
We will further distinguish the submerged blowing into the slag and the deep blowing into the slag–metal boundary or even lower, i.e., into the liquid metal. Does the deep blowing satisfy the first condition which requires a sharp increase in the effectiveness in comparison with the existing blowing methods? The data already given above show that, with an increase in the depth of tuyere submersion into the melt, the intensity of stirring and the effectiveness of blowing grow quite significantly. Yet it is necessary to give one more example, namely the results obtained from testing of the so-called SIP process in the open-hearth furnaces. These results must be taken into consideration, since, as was already shown, the baths of open-hearth and EAFs, with respect to the processes of the oxygen blowing, are similar.
The SIP process is an impressive example of effectiveness of deep oxygen blowing of the bath of the hearth furnaces by lateral single-nozzle tuyeres. In the beginning of 1980s, this process was tested in Hungary. Later, over a period of several years, the extended industrial trials were conducted in the Soviet Union, mainly in the 600-ton open-hearth furnaces of the Magnitogorsk Metallurgical Combine which operated on the charge containing 65% hot metal and 35% scrap. The tuyeres of the converter type for bottom blowing were installed in one row on the hearth bank on the rear wall side of the furnace at the level of the slag–metal boundary or somewhat lower. Oxygen was blown through the internal pipes of the tuyeres, while natural gas was blown through the annular gaps between the pipes. In comparison with blowing of the bath by the usual roof six-nozzle oxygen tuyeres which (and this should be emphasized) were also submerged in the bath to the level of slag–metal boundary, the following results were obtained.
With the identical, or even somewhat smaller, oxygen flow rates, the duration of the periods of melting and refining (from hot metal charging to tapping) reduced by 30–40%, the rates of carbon decarburization and bath heating increased by 1.5–2 times, the yield increased by 1%. The heat power of the furnaces remained at the same level. These results can only be explained by the quite sharp increase in bath stirring intensity.
At the same time, the wear of the lining of the bottom banks in the tuyere zones reached an unacceptable rate. The studies by the method of physical modeling showed that this wear was mainly caused by the turbulent pulsations of the bath formed by the oxygen jets nearby nozzles. Unlike in the converter practice, the annular gas jets enveloping the oxygen jets directed horizontally or inclined did not prevent the rapid wear of the lining. Mushroom-shaped build-up protecting refractory, Fig. 11.5, was not formed. Installation of special high-density and high-fireproof blocks made of expensive ceramic materials in the tuyere zones did not solve the problem either. Their durability under these conditions was also unacceptably low. As a result, despite persistent efforts to overcome this obstacle, the attempts to master the SIP process eventually had to be abandoned.
Taken altogether, the data examined do not leave any doubt that the deep blowing could radically increase productivity and operating economy of the EAF. However, this process requires the application of highly durable water-cooled tuyeres. When examining the possibilities of its realization, it is first necessary to clarify what exactly the danger of blowing by these tuyeres is. The water cooling of the submerged in the bath blowing tuyeres does not exclude the possibility of water entering the bath in case of burn-back. Does it mean that blowing by these tuyeres is always unacceptable due to safety conditions? With respect to the mobile tuyeres, the long-standing practical experience accumulated at the open-hearth and EAFs gives an unambiguously negative answer to this question.
Roof oxygen tuyeres have been used in the Soviet Union in more than 100 open-hearth furnaces (2–3 tuyeres in a furnace) for more than 30 years. The durability of these tuyeres has amounted on the average to 30–40 heats prior to their burn-back. They were replaced only after burn-backs and, as a rule, not during the heat, but after tapping. A burnt tuyere was not raised, and blowing was carried out until the completion of heat. A tip of tuyere was always submerged in the slag as deeply as possible and kept as near the slag–metal boundary as possible. It happened quite often that a water jet was spurting out from a burnt tip for several hours under the pressure of several bars, hitting under the layer of slag whose thickness varied from 150 to 300 mm. In the course of more than 30 years of operation, such situations have happened hundreds of thousands of times and have been considered usual. There have been no explosions in the process.
For a long time, the open-hearth and the twin-shell furnaces at a number of plants have been operating with submerging tuyeres into the metal at the depth of 100–150 mm. The tuyeres in the metal have burnt back more frequently, but even in case of this kind of blowing the safety-related problems have not occurred. The experience of operation of the mobile water-cooled tuyeres in the electric arc furnaces is quite similar in this regard. During the extended period of usage of these tuyeres, the situations have happened thousands of times when, in case of tuyeres burn-back, the water jets have been blown under the pressure in the bath. The use of these tuyeres is being gradually abandoned, and not due to safety-related issues, but because of their low durability and high operating costs, Sect. 11.1.3.
In contrast to the mobile tuyeres, there are reasons to regard as quite dangerous the installation of stationary water-cooled tuyeres and other water-cooled devices in the lining of the bottom banks of the EAF even higher than at the level of the sill of the slag door. The accumulated practical experience shows that, in this case, a real danger is posed not by the noticeable tuyeres burn-backs, because they are easily and rapidly detected due to a number of signs indicating the burn-backs, which allows to stop the water leakage in a timely manner by shutting down the burnt tuyere. A real danger is posed by the small concealed leakages, which are difficult to detect early enough. Such leaks damage the inner, hidden from observation, layers of lining, which leads to severe accidents with explosions and metal escape. Therefore, these installations must be used only with the application of highly reliable technical equipment which guarantees practically inertialess detection of any smallest hidden water leaks.
The schematic diagram of installation of water-cooled tuyere in the lining of the bottom banks of the EAF completely satisfying this requirement is shown in Fig. 11.6. A complete safety of installation is ensured by the system in which the tuyere (1) is cooled by water circulating in a closed circuit (2), which includes a pump (3), a heat exchanger (4), and a water pressure sensor (5). Physically and chemically prepared water circulating in the circuit is cooled in the heat exchanger (4) by regular water.

A safety water-cooled oxygen tuyere installed in the bottom lining for intensive deep blowing of the bath (designations are given in the text)
An amount of water circulating in the closed circuit is very small, i.e., several liters in all. Water is a practically incompressible fluid. Therefore, the occurrence of even very minor water leak from the tuyere is detected practically inertialess by the sensor (5) due to a sharp drop in the pressure of water in the circuit. As this takes place, in response to a signal from the sensor (5), the valves (6) are shut down cutting off the water supply into the tuyere, and an injector (7) starts working, which creates rarefaction in the tuyere and thus sucks water out. The amount of water which in this case can get into the furnace and the bottom lining is negligibly small and cannot cause any negative consequences. The installation shown in Fig. 11.6 is quite compact and can serve both for deep oxygen blowing and for deep injection of carbon powder into the bath. It should be emphasized that unlike vertical bottom tuyeres, Fig. 11.5, the inclined position of tuyeres in bottom banks allows to carry out blowing of the bath with a high intensity.
The main problem with these installations is durability of the tuyeres which can come into contact with liquid metal and, furthermore, undergo the blow-back of the oxygen jets reflected from the unmelted scrap lumps. The resulting heat flows impacting on the tuyeres are extremely high and, in case of usual methods of cooling of the tuyeres, cause the burn-backs. Cooling of the tuyeres in the circulation circuit with individual low productivity, but high pressure pumps allows to use new hydraulic diagrams capable of reliably diverting any extremely high heat flows occurring in practice. These problems are examined in detail in the following chapter.
Ensuring the durability of the lining adjacent to the tuyere is no less important problem. Cooling the lining by the tuyere itself is insufficient. Therefore, installation of an additional copper ribbed cooler, Fig. 11.6, whose water-cooled part is placed outside of the bottom, is provided for in the tuyere zone. Such coolers are capable of sharp enhancing the durability of the lining. This is ensured by an increase in the density of heat flux removed out of the lining surface approximately six times [9].
Mechanism of this process is as follows. With an increase in the heat flux the temperature gradient in the vicinity of the lining surface rises. The lining layer thickness having high temperatures decreases. The impregnation pace of the lining with oxides of iron and other elements, which sharply deteriorates refractory properties, reduces correspondingly. Deceleration of this process provides with significant increase in the lining durability.
The described above installation solves the specific technical problem and must not be regarded as universal. It is yet another example which shows that further increase in the effectiveness of devices for blowing the bath with oxygen and carbon requires new, nontraditional approaches to this problem.
References
Glinkov M A, Thermal performance of steelmelting of baths, Moscow, Metallurgia, 1970
Markov B L, Methods of open-hearth bath blowing, Moscow, Metallurgia, 1975
Pujadas A, McCauly J, Tada Y et.al. Electric Arc Furnace energy optimization at Nucor Yamato Steel, 7th European Electric Steelmaking Conference, Venice, May 2002
Jaroslav B, Shver V, Akemore R Bl et.al. An improved method of applying chemical energy into the EAF, 7th European Electric Steelmaking Conference, Venice, May 2002
Allemand B, Bruchet P, Champinot C et.al. Theoretical and experimental study of supersonic oxygen jets – industrial application in EAF, Process Technology Conference, 2000
Sarma B, Mathur P C, Selines R J et.al. Fundamental aspects of coherent gas jets, Process Technology Conference, 1998
Malek A O, DC EAF with DRI feeding rates through multipoint injection, MPT International, 2004, No 2, 58–67
Rondi M, Bosi P, Memoli F, New electrical and chemical technologies implemented in the Dalmine steel plant, MPT International, 2002, No 5, 44–51
Kirschen M, Kronthaler A, Molinari T et.al. Economical aspects of using water-cooled copper blocks in refractory linings, MPT International, 2007, No 6, 30–31
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Copyright information
© 2010 Springer-Verlag Berlin Heidelberg
About this chapter
Cite this chapter
Toulouevski, Y.N., Zinurov, I.Y. (2010). Devices for Blowing of Oxygen and Carbon into the Bath. In: Innovation in Electric Arc Furnaces. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-03802-0_11
Download citation
DOI: https://doi.org/10.1007/978-3-642-03802-0_11
Published:
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-03800-6
Online ISBN: 978-3-642-03802-0
eBook Packages: EngineeringEngineering (R0)