
Abstract
Additive manufacturing (AM) is a rapidly growing technology descended from the first stereolithography systems. AM describes a variety of material deposition technologies for forming objects in a digital manner layer-by-layer under computer control. Now commonly known as 3D printing, AM quickly branched out into several key directions – material extrusion, sheet lamination, direct energy deposition, vat polymerization, powder bed fusion, binder jetting, and material jetting. The common factor in all AM branches is a foundation in robotics and automation. While most of the mechanical 3D printing structures are based on simple gantry systems, there are Gough-Stewart platforms and, more recently, six or more DoF manipulator-based systems that have been developed. Currently available commercial systems are based on open-loop control with minimum sensing capabilities; the latest systems in development are starting to take advantage of complex feedback loops and layers of advanced sensing and data logging. The Manufacturing Demonstration Facility of Oak Ridge National Laboratory is leading the efforts in applying advanced robotics in the creation of large-scale 3D printers. The recent demonstration of an additively manufactured excavator at the CONEXPO 2017 exhibition in Las Vegas showed that the use of cutting edge robotics and automation is essential for the next generation of additive systems. The future of AM will heavily rely on advanced robotics, machine learning, and the internet of things. This paper summarizes progress in AM; presents the practical aspects, challenges, and lessons learned in developing robotic-based AM systems; and outlines the needs and future directions of robotics for AM.
This manuscript has been authored by UT-Battelle, LLC under Contract No. DE-AC05-00OR22725 with the U.S. Department of Energy. The United States Government retains and the publisher, by accepting the article for publication, acknowledges that the United States Government retains a non-exclusive, paid-up, irrevocable, world-wide license to publish or reproduce the published form of this manuscript, or allow others to do so, for United States Government purposes. The Department of Energy will provide public access to these results of federally sponsored research in accordance with the DOE Public Access Plan (http://energy.gov/downloads/doe-public-access-plan).
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The dynamic development of additive manufacturing (AM) technologies, commonly known as 3D printing, makes it an increasingly important alternative to conventional manufacturing technologies, such as machining. AM technologies are used for increasingly demanding tasks [1]. The increase in the percentage of 3D printing technology used in production has had a direct impact on the sales of materials. In 2014, the total value of the materials sold for additive manufacturing was $ 640,000,000 [2].
Currently, more than 45 global companies are offering AM production machines that are designed directly for industrial usage. As illustrated by the sales data of Stratasys Ltd., 6665 machines were sold to countries around the world in 2014. Poland is ranked 18th (2014) in the number of purchased industrial machines for additive production.
Because of the dynamic, rapid advances in AM technology, the increase in machine requirements and the new challenges for the automation and robotics industries are a major focus. Surface finish, strength of materials, and build rate are of primary concern. No additive technology currently available meets all of these requirements simultaneously. Improving surface finish, material strength, and build rates is driving development of hybrid robotic solutions that are capable of performing more than one process. However, hybrid systems pose a challenge for modern automation and robotics, especially when it is necessary to produce larger components in less time. One example of a commercially available hybrid machine is the LASERTEC 65 3D.
The LASERTEC 65 3D is a machine that combines two technologies—laser engineered net shaping pulverized metal technology and machining [3]. The machine is based on building 3D models by transferring metal powders to a pre-assembled piece. The resulting part is then machined using the appropriate cutters. The machine is designed specifically to regenerate worn or damaged components.
Another novel system is the FAB1 Metal Hybrid, which is the first integrated production system geared toward the needs of the aviation industry [4]. The manufacturer adopted a modular approach for the machine. Modules can be added and configured in any way to allow the use of different materials in one device without the need to clean the powder system.
Hybrids in the 3D printing industry have become more integrated with pure robotics. In this context, one example is a printer designed by Niederberber Engineering AG in Switzerland [5]. This printer allows the use of two materials to build an object. The head consists of two nozzles. What distinguishes this system from other large-scale printers is its completely different approach to X, Y, and Z positioning. Traditionally, large-scale printers are based on a gantry configuration. The design of the Niederberber Engineering system’s crane was inspired by the typical design of a construction crane that makes the printer adaptable in terms of the size of the printed object and the conditions of the construction site.
A new trend in the 3D printing industry is the use of robotic arms for true 3D spatial printing. The robotic arm implements the print in 3D space with extremely durable polymers. A robotic arm system was demonstrated at Hannover Messe. The presented application is applicable in the architectural sector, which includes garden arbors, architectural elements in urban parks, and decorative details of buildings.
The development of additive technology has contributed to the creation of new applications for automation and robotics. Oak Ridge National Laboratory (ORNL) is a leader in this field and has specifically focused on the printing of large-scale polymer and metal objects.
2 Polymer Big Area Additive Manufacturing
While polymer printers are widely available, the build volume of commercially available printers is quite limited. ORNL developed the “Blue Gantry” printer, a 3 degrees of freedom (DoF) Cartesian system, to explore large-scale AM with various polymer materials. The build volume is 1.8 m by 1.8 m by 1.2 m high. The controls are completely open; anything can be modified as needed. The end effector consists of an extruder head and a motorized tamper that shapes the bead after it is extruded. Due to the high build rate, this printer uses pellets instead of filament as feed stock. The typical build material is Acrylonitrile Butadiene Styrene (ABS) with chopped carbon fiber for added strength. The technology developed on the Blue Gantry was transferred to Cincinnati Inc., for use in converting their large-scale gantry style laser cutting machines to AM systems, and the Cincinnati Big Area Additive Manufacturing (BAAM) machines are now commercially available. These printers have been used to produce printed cars, houses, submarines, and wind turbine blade molds (Fig. 1). The bead definition is rather coarse (10 mm wide by 4 mm high). Therefore, post-machining is typically done depending on the final application. ORNL uses a Thermwood 5-axis Cartesian milling machine for large-scale part finishing. The encouraging success with the polymer BAAM led to an interest in large-scale metal printing.

3D printed Shelby Cobra (left) and 3D printed house (right)
3 Metal Big Area Additive Manufacturing
3.1 Current Use of Robotics and Automation in Additive Manufacturing
Most 3D printers are based on 3 DoF gantry systems. These gantry systems allow for low-cost hardware and control solutions. The drivetrain usually uses an inexpensive stepper motor, and belt driven pulleys actuate the 3 DoF X, Y, and Z stages. While the hardware cost is a critical factor for desktop 3D printers, it is not as critical regarding high-end metal deposition.
The use of gantry system simplifies the controls but limits the flexibility of the system. Traditional 3D printing is based on 2.5D motion, which means only the X and Y coordinates are controlled at the same time, while the Z- height for the part is adjusted once per layer (not including travel motion). Gantry systems are perfect for this limited scenario. If any adjustment of the head orientation is necessary, 3 DoF gantry systems are not adequate. The use of robotic manipulators removes these constrains. They enable flexible head orientation and come with built-in, advanced control systems ready to implement.
While common knowledge of 3D printing is achieved by extrusion or stereolithography processes, they do not represent the whole field. The common feature among these 3D printing techniques is process omnidirectionality. This means the head does not need to change its orientation even in the X and Y plane (horizontally). In many direct energy deposition processes or hybrid extrusion, this is not the case. If the energy source, filament, and post/pre-processing instrument are sequential, the printing is directional and requires at least one more degree of freedom.
Another feature of traditional 3D printing is the use of an open loop control approach. This means that once the printing path is programmed, the system executes it without any feedback or corrections. Open loop controls occasionally result in failed parts or damaged hardware as the motion of the head is blind.
As detailed above, AM has the potential to drastically disrupt the manufacturing industry. However, improvements in AM systems’ part surface finish, material strength, and build volumes and rates are required to create a more significant impact. ORNL’s Metal Big Area Additive Manufacturing (mBAAM) program aims to achieve this.
3.2 Goals
The goal of the ORNL mBAAM program is to create a family of 3D metal printing processes with the ability to create large parts (100 cm+ in the long axis) with high complexity and adequate mechanical properties that are otherwise impossible or very hard to manufacture with conventional manufacturing. This requires the use of advanced automation and robotics solutions.
4 mBAAM System Description
The initial work on large-scale metal deposition systems was done with the use of Gas Tungsten Arc Welding (GTAW) system mounted on a Mitsubishi PA10 robotic manipulator. This system fabricated a metal Jeep bumper that was 100 cm in length (Fig. 2). Initial data was gathered on AM mechanical properties and published [6].

First generation metal AM system (left) and the 3D printed Jeep bumper (right)
The second generation mBAAM printer was developed through a collaboration with Wolf Robotics, a Lincoln Electric subsidiary. The system was originally an automated welding station (ArcZero +) that was repurposed to serve as an advanced metal deposition printer. Below is a detailed explanation of the robotics and automation aspects of this system.
4.1 mBAAM Hardware
The main components of the mBAAM system are: IRB 2600 ABB manipulator, ABB IRC5 controller, PowerWave R500 Lincoln electric welding system with Autodrive SA wire feeder, ABB IRBP-A750 positioner, safety system, desktop host station, shielding gas delivery, and auxiliary systems such as ventilation. The main components are enclosed by a protective wall that shields the operator from harmful UV radiation, heat, mechanical injury, and welding fumes (Fig. 3).

mBAAM protective wall (left) and the robotic manipulator with printing head and wire feeder (right)
The positioner is a 2 DoF turn table that can be used to orient the printing object and coordinate its motion with the arm. It can be especially useful when building mixed shapes of helical or cylindrical shapes.
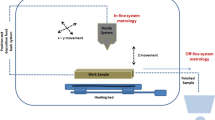
The IRC5 controller is used for more than simple arm control (Fig. 4). It serves as a central hub and controls the whole printing process. It receives the printing programs from the desktop host and communicates directions to all equipment components. This includes the welder, wire feeder, shielding gas supply, manipulator, positioner, maintenance station, and safety systems.

mBAAM system diagram
The PowerWave R500 is an advanced [7], fully automatic, digitally controlled welding station. It communicates with the controller and the wire feeder via ArcLink interface. It can be CAN or Ethernet (UDP) based.
The safety system includes the protective light fence, walls, access door, user interface screen, and shielding gas pressure sensors. The system is interrupted if the safety barriers are breached during the print, and messages are presented to the operator on the arm pendant and the user interface screen.
The desktop host station runs the ABB Robot Studio – a framework that is used to translate G-code into an internal manipulator language (RAPID) and to simulate the kinematics. Successfully translated final code is transferred to the IRC5 controller.
The shielding gas is usually supplied from a 16-tank argon bank and is mixed with CO2 depending on the required ratio. The wire usually comes from 1000 lb (455 kg) spool boxes that provide uninterrupted printing for days.
The auxiliary system includes a maintenance station that consists of wire cutter, nozzle cleaner, nozzle spray, and torch calibration unit.
5 mBAAM Printing Process
The printing process consists of several steps: design for mBAAM, slicing, print bed preparation, translation into RAPID language, dry run, and final printing.
The mBAAM printing process creates parts layer by layer. Each layer consists of sets of beads. A bead is considered a continuous printing path built from varying linear movements. Curves are approximated with sets of short linear moves without sacrificing resolution during the process. Think of beads as the building blocks of final parts.
Designing parts for wire arc processes must take into consideration the nature of the process, its resolution, and its properties. These parameters govern the minimum and maximum dimensions of geometric features. In addition, as with any AM process, the general concept is to deposit as little material as necessary to achieve the final part.
Slicing is a software process that divides designed parts into layers, which provide the necessary geometric toolpaths to build the part. Slicing is often coupled with the design phase and is done in an iterative way to achieve the final effect (Fig. 5). The usual output from the slicer is G-code [8]. G-code is a legacy language for CNC motion and is only used for geometry definitions. ORNL developed their version of slicing software based on open source software and called it the ORNL Slicer [9].

Sliced section of a stamping die CAD model. Beads paths are shown in green red and grey
The wire-arc metal deposition process is performed on a substrate plate located on the print bed. It must be sufficiently cleaned, mounted with clamps adequate for the expected warping forces, and located in the manipulator coordinate frame. This preparation ensures that design coordinate frame position and orientation are aligned with the print bed substrate frame.
Next, the G-code, generated by the slicing software, is translated into ABB RAPID programming language [10]. It includes all the routines used for process control. The system is meant for closed loop control, so most of the process settings are available to the operator for testing and adjustment with the intention of automated adjustment in the future.
In the final step, the system is tested for any unexpected mechanical collisions as the path is automatically generated, but the coordinate frame calibration is semi-manual process. At this point, the part is ready to be printed.
6 Smart Printing Functionality
6.1 Full Automation and Maintenance
GMAW deposition is a very complex process, and to successfully build large parts, it requires proper calibration, maintenance, and gas shielding. The process is very sensitive to wire offset and to the shape of the wire’s end. Therefore, a properly calibrated wire cut is executed after every deposition bead. Splatter is a natural part of the GMAW process, and it builds up on the printing head (torch). To eliminate build-up, the arm positions the torch in a mechanical cleaning station periodically. After the torch is cleaned, it is also sprayed with a ceramic coating as an anti-sticking agent.
Part of the maintenance process is the tip replacement. The tip conducts welding current, and due to carbon soot build up, it requires periodic replacement to provide a high-quality arc. The system positions the arm in the maintenance window automatically, informs the operator, and waits for him/her to acknowledge the completion of the tip replacement before continuing the print. The change itself is manually completed as it does not need to occur frequently.
The process of starting and stopping the weld is fully automatic. This includes the arc start sequence, shielding gas pre-flow, shielding gas post-flow and shut down, and proper time delays.
6.2 Part Searching
One of the characteristic features of direct energy deposition metal AM is its variability, especially in the Z direction. Vertical growth of a part heavily depends on the geometry of the part, environmental conditions of build area, and process settings of the AM system. A variable geometry and an open chamber with an ambient environment cause fluctuation in layer height. On the other hand, the GMAW process depends on proper wire-to-part contact. Proper arc starts are important for limiting deposition voids.
6.3 Tracking
A constant distance between the bead and the electrode is also important for high quality builds. In standard, open loop processes, the head’s Z height is preprogrammed. In the mBAAM process, the electrode’s relative elevation is constantly measured by the welder. These measurements are then used by the robotic controller for position adjustments to ensure proper process conditions.
6.4 Height Control
Even with excellent proper starts and height tracing, final part shape is not guaranteed. While the process is stable and the material quality is high, the Z (vertical) geometrical tolerances are not guaranteed without minimizing the absolute Z height error. The Z build errors tend to accumulate from layer to layer resulting in eventual catastrophic failures. For example, build corner features tend to overbuild, while overhang features tend to underbuild. The typical associated problems can be seen in Fig. 6.

Typical error printing problems and the effect of correction
The implemented solution is a closed loop control system that automatically adjusts the amount of material deposited. This results in long-term geometrical accuracy and limits the number of print faults.
7 Results
The first major result of the mBAAM process was the Additively Manufactured Excavator. It was a 215 cm long excavator arm. It was printed during a five-day, nonstop process with 22 km of mild steel wire-ER70S6. The part, as printed, weighted roughly 190 kg and was machined to fit the excavator. The complete excavator was demonstrated and live tested during the CONEXPO 2017, Las Vegas (Fig. 7).

3D printed excavator during CONEXPO 2017 demo tests
The arm was designed from scratch to show the potential of additive manufacturing. It included embedded load-bearing hydraulic channels and weight optimization features.
Since then, several other large-scale, complex parts were printed including: excavator bucket, excavator teeth, compression molding tools, engine block, and stamping tools (Fig. 8).

Printed trenching bucket, engine block, and bucket tooth
8 Future Concepts
There are three major areas requiring more attention in the future: sensing, controls, and data logging.
Advanced AM can take advantage of incorporating more sensing and instrumentation. This includes temperature sensing using thermocouples and infrared or near-infrared imaging, laser scanning, and digital image correlation.
Temperature sensing is critical for proper geometric properties, mechanical properties, and weld melt pool control. Laser scanning can be used for more efficient geometry control, and digital image correlation can be used for internal stress analysis.
Sensing is useful for two reasons – controls and data logging. The information gathered by the sensors can be used to affect the process on the fly and to further improve quality and performance. This could be used to further improve variable deposition rates, part properties, and hybrid materials.
Data logging is required to properly document the process with step by step and second by second accuracy. This way even minor deviations from the planned process can be analyzed post-print. It would also serve as a foundation for part certification.
9 Conclusions
This work presents the advantage of using robotics and automation concepts to further capabilities in AM. Specifically, it shows that using closed loop control concepts allows for the creation of AM systems with highly dynamic deposition processes that correct for build height errors in situ. The need for dynamic deposition is very apparent when fabricating large-scale metal parts. The control system must rely on advanced sensors and instruments. Some of the sensing capability is already available but not always fully taken advantage of as in the case of high end welders for metal AM. Similarly, some processes might benefit from using robotic manipulators instead of gantry systems. Finally, this paper shows complex engineering examples of successfully 3D printed parts with the use of mBAAM technology.
References
Wohlers, T.: 3D printing and additive manufacturing state of the industry. Annual Worldwide Progress Report. Wohlers Report (2014)
Wohlers, T.: Wohlers report 2016. Wohlers Associates, Inc. (2016)
Mori, D.: LASERTEC 65 3D hybrid. https://en.dmgmori.com/products/machines/advanced-technology/additive-manufacturing/powder-nozzle/lasertec-65-3d-hybrid#Technic. Last accessed 29 Nov 2017
Additive Industries: Industrial solutions for metal additive manufacturing. https://additiveindustries.com/. Last accessed 29 Nov 2017
Mahon, L.: The Future of Concrete Printing with Imprimere AG, 3D Printing Industry, the Authority on 3D Printing (2016)
Sridharan, N.N., et al.: On the toughness scatter in low alloy C-Mn steel samples fabricated using wire arc additive manufacturing. Mater. Sci. Eng. A 713, 18–27 (2018)
The business of The Lincoln Electric Company: Power Wave ® R500 (2017). http://www.lincolnelectric.com/assets/global/Products/K3169-1/e1014.pdf
G & M Code: Reference Manual (2016)
Messing, A., et al.: ORNL Slicer 2: a novel approach for additive manufacturing tool path planning. In: Solid Freeform Fabrication Symposium, Austin, TX (2017)
ABB Robotics: Technical reference manual RAPID Instructions, Functions and Data types (2010)
Acknowledgments
This material is based upon work supported by the U.S. Department of Energy, Office of Science, Office of Energy Efficiency & Renewable Energy, Advanced Manufacturing Office, under contract number DE-AC05-00OR22725.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG (outside the USA)
About this paper

Cite this paper
Nycz, A., Noakes, M., Cader, M. (2018). Additive Manufacturing – A New Challenge for Automation and Robotics. In: Szewczyk, R., Zieliński, C., Kaliczyńska, M. (eds) Automation 2018. AUTOMATION 2018. Advances in Intelligent Systems and Computing, vol 743. Springer, Cham. https://doi.org/10.1007/978-3-319-77179-3_1
Download citation
DOI: https://doi.org/10.1007/978-3-319-77179-3_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-77178-6
Online ISBN: 978-3-319-77179-3
eBook Packages: EngineeringEngineering (R0)