
Abstract
The forming of balloons used in medical treatment is a kind of “black box art”. When a new balloon is being developed, the process parameters and tube dimension are usually determined by a method of trial and error. This method is inefficient in current rapid development of computer technology. Numerical simulation is expected to replace the experiments and experience to guide the development of the new products. In this study, the moulding of the balloon was simulated by a finite element method and the results obtained from the simulation agreed with that of the experiments under the same actual process parameters. Therefore the numerical simulation used is feasible for the process of balloons forming. The effect of process parameters on the wall thickness of balloon was analyzed based on orthogonal design method. The results showed that the effect of first stretch rate on the wall thickness of the balloon was the most significant compared with other process parameters. A regression model of the relationship between wall thickness and the process parameters was established, which could be used to guide the selection of production process parameters.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
The balloon plays an important role in angioplasty with the functions of vascular pre-expansion, shaping and stent delivery [1,2,3,4,5]. The human body’s blood vessels are very complex and the location for the arterial blockage is not the same. So the treatment of cardiovascular disease has a variety of specifications on the balloon size, which is a challenge for the moulding of balloons. When a new balloon is developed, the tube size, mold size, process parameters and other factors need to be considered, the experimental method is very low efficiency. How to determine the process parameters of the new balloon forming quickly is of great help to improve the market competitiveness of enterprises.
Numerical simulation for balloon forming process is difficult because the temperature, tensile speed, inflation pressure and other process parameters are variable in the forming process. At present, few reports on the numerical simulation of balloon formation at home and abroad can be found. Only Menary and Armstrong [6] have used the finite element software to simulate the first phase of the balloon formation and verified that the numerical simulation can be used in the balloon forming process by comparing forming process shoot in high speed camera with the simulation.
In this study, the finite element software was used to simulate the first stretching process at low blowing pressure and the secondary stretching process at high blowing pressure. In order to short the production development and improve production efficiency and product quality, the wall thickness of the balloon was taken as the research object, and the relation of wall thickness with process parameters was expected to be set up.
2 Balloon Forming Equipment and Process
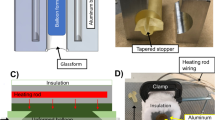
The manufacturing process for balloons requires two kinds of equipment respectively. They are the Pipe drawing machine and Balloon forming machine (see Fig. 1). the Pipe drawing machine is used to make the tube into a parison, it can improve the stability of balloon molding. Balloon molding machine is controlled by the computer program, it can achieve synchronization among heating, axial stretching and internal pipe pressurization. Another advantage for balloon molding machine is its mold can be designed flexibly according to the needs of manufacturers.

Balloon forming machine
Figure 2(a) is the flow chart of the balloon molding process. First, the tube is stretched by using the pipe drawing machine to produce the parison. Then, the parison is put into the mold of the balloon forming machine whose process parameters such as temperature, drawing speed and inflation pressure are set. Finally, check the balloon quality after the process is completed. The forming procedure for the balloon forming machine is as follows: The first stage is to increase the mold temperature and to a certain blowing pressure at the same time. When the temperature reaches the set temperature, the parison is axially stretched. The second stage is to maintain the stability for a period of time after the first stage. Then increase the pressure with the secondary axial stretching. The third stage is to hold high pressure for some time, then cooling and demoulding. The evolution of the balloon in the forming process is shown in Fig. 2(b).

Balloon forming process diagram.
3 Numerical Simulation
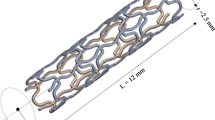
In this study, the size of a common PTA balloon for numerical simulation study is 9 × 40 mm and the material is PA12.
3.1 Geometry
The components involved in balloon molding are consisted of clamps, mold in the balloon molding machine. Clamps and mold can be considered to be excessively stiff relative to the tube. They were therefore modelled using an analytical rigid surface. Parison has two parts, one is the stretched part and the other is the unstretched part. Part of stretched section does not participate in the formation of the balloon, so the length of the stretched part can be appropriately reduced when building a geometric model. The structure and dimensions of the parison and target balloon are shown in Figs. 3 and 4, respectively.

Parison structure and dimensions

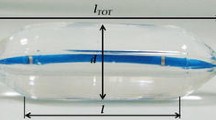
Target balloon structure and dimensions
3.2 Meshing
Parsion was undergone a large deformation at biaxial directions in the formation process. Also the other dimensions are much larger than that of the wall thickness and the final shape of the balloon has the thin-walled structure, so the shell element is used for the meshing [7, 8]. In the meshing, the spacing between elements in the stretched part is lower than the unstretched part (see Fig. 3). The total number of mesh is 12240, as shown in Fig. 5.

Meshing of the parison
3.3 Material Behaviour
PA12 is a semi-crystalline plastic. After stretching, the crystallinity increases, its glass transition temperature increases [9]. According to Literature [10,11,12,13,14,15,16], the yeoh model [17] was used to express the mechanical behavior of the material in the unstretched material. The Yeoh model was expressed as follows:
Where W is the density of strain energy function, I1 is the first principal strain invariant, C10, C20, C30 are model coefficient. The Yeoh model has a good prediction ability for a variety of deformation modes, and has a good expression ability for the medium and large deformation range. In the case of small deformation, C10 represents the initial shear modulus; When C20 is negative, which can reflect the material softening phenomenon in the secondary deformation; When C30 is positive, which can describe material hardening in the case of large deformation. The biaxial tensile data of PA12 at the temperature 110 °C is from the literature [6]. The material parameters of the yeoh model were fitted in the software, the fitting results were C10 = 5.04808, C20 = −0.0162656, and C30 = 0.00445334, the fitting results were shown in Fig. 6. In the process of balloon formation, the stretched part of parison does not participate in the molding, a linear elastic material was used, elastic modulus is 200 MPa, and Poisson’s ratio is 0.33.

Fitting curve of stress-strain and experimental data of PA12
3.4 Process Conditions
Table 1 shows the actual parameters of the balloon formation.
According to the balloon forming parameters of Table 1, the chart of ideal time and the balloon forming process is drawn, as shown in Fig. 7. Use the “Table” command in the software to define the speed of the clamp stretching and the inflation pressure during the molding process. Isothermal numerical simulation was used because the first stretching and the second stretching were carried out under isothermal conditions.

Relationship between molding process and time.
4 Results and Discussion
In order to verify the feasibility of this numerical simulation, both the balloon forming process and the final wall thickness distribution for the work segment were compared to that of the actual situation.
Balloon molding process is unable to be observed directly because the mold is opaque. Observation and recordation this process could be carried out by opening the mold after the completion of each stage. Figure 8 shows the process of the numerical simulation and the experiment. When the first stretching was completed, the balloon had been basically formed. From the numerical simulation, it could be seen that only the corner part near the mold had not yet formed. After the second stretching, the balloon has been fully formed under the high pressure and the axial tension. Figure 8 shows that the balloon forming process described in the numerical simulation (left) is fully consistent with the actual process (right).

Comparison between numerical simulation and experimental process of balloon molding
Balloon wall thickness is very thin, ordinary measuring instruments cannot meet the requirements to measure it. The axial wall thickness of the balloon was measured by a Peacock G2-205 thickness gauge. Figure 9 is the comparison of wall thickness distribution of numerical simulation with the experiment. As can be seen from the Fig. 9, the change of the overall thickness simulated has the same trend as that in the experiment, but there is little difference in size. The wall thickness for 80% length of working segment changes gently. The actual wall thickness value of this part is smaller than the simulated wall thickness. The simulated wall thickness of this segment was 0.03812 mm, the experimental wall thickness is of this segment was 0.03683 mm, the difference between them was 3.5%. In engineering, the error less than five percent is acceptable, So the simulated wall thickness could be used to predict the actual wall thickness. There were two reasons for the actual wall thickness value of this part smaller than the simulated wall thickness. On the one hand, after the first stretching and the second stretching, the material will crystallize and retract in the subsequent high temperature holding and cooling stages, which results in a smaller thickness value. On the other hand, the material model may differ from the actual one, which also results in a difference between the actual value and the numerical simulation value. The wall thickness for the left 20% length of working segment increases, see Fig. 9, because this part is near the cone of the mold and the mold cone would result in a decrease in radial tensile ratio. The actual wall thickness simulated near the cone is too large because the constitutive equation used in the numerical simulation does not take the viscous factors into account. In the actual processing, PA12 has a certain viscosity, and the stickiness will cause the material to accumulate near the taper. The above analysis and comparison shows that the numerical simulation is feasible.

Comparison of wall thickness distribution of simulation with that of experiment.
5 Relationship Between Balloon Wall Thickness and Process Parameters
In the actual production, the balloon wall thickness refers to the thickness of the following three points, the middle point and both ends of balloon work segment. The wall thickness at the middle point is generally smaller than the wall thickness at both ends, where is most likely to burst when used. The study of the relationship between the thickness at the middle point and the molding process parameters is of great significance to the actual production guidance.
5.1 Orthogonal Experiment Design
According to the actual processing parameters and range, orthogonal experiments were carried out on the four factors, first stretching speed (V), low blowing pressure (P), second stretching speed (S) and high blowing pressure (H). Each factor was set to four levels, uniformly-spaced between the levels was selected according to the actual process range. For 4 factors 4 levels, select L16 Taguchi Orthographic Table as an experimental scheme [18, 19], as shown in Table 2. The results of orthogonal experiment are shown in Table 3. From these results, it was found that the first stretching speed is the most significant influence on the thickness compared with the other factors. This is consistent with the actual forming results, and this phenomenon can be explained from a qualitative point of view. Since the size of tube and mold were defined and the radial draw ratio of the balloon could be deduced, the wall thickness was largely determined by the axial tensile ratio. The effect of the first stretching speed on the axial tensile ratio is the largest, so the first stretching speed has the greatest impact on wall thickness.
5.2 Regression Model for Wall Thickness
The regression model of wall thickness with process parameters was established based on above results simulated. Assuming that the variables of the regression model are the first stretching speed (V), low blowing pressure (P), the second stretching speed (S) and high blowing pressure (H) and the objective function is wall thickness f (x). Because process parameters affect each other and the relationship between each parameter and wall thickness is nonlinear, the objective function can be defined as follows:
Where r, q, y, t, k are the model coefficients.
With the help of the mathematical analysis software MATLAB, the least square method [20] was applied to the nonlinear fitting of the formula (2). The model coefficients were obtained, r = 0.0669, q = −0.10957, y = −0.02556, t = −0.00916, k = −0.03473.
Then the final regression model became as follows:
The equation was tested for significance, F = 5.19 > F0.05(4,11) = 3.36. The result showed that the regression effect of fitting model was significant, which was consistent with F test. The correlation coefficient R = 0.9978, very close to 1, which showed that there was a strong linear relationship between the balloon wall thickness and the process parameters. Figure 10 shows that the fitted curve by using formula (3) was consistent with the simulation results. Therefore the regression model can be used to express the relationship between wall thickness and process parameters for balloon forming.

Regression model values versus calculated values.
In the actual production, the regression model can be used to estimate the wall thickness of the balloon. If the difference between the wall thickness of the balloon and the target value is larger, give priority to adjust the first stretching speed so as to achieve the target wall thickness. Fine adjustment for the process parameters could be done, such as low blow pressure, secondary drawing speed and high blowing pressure when the difference with ideal wall thickness was little.
6 Conclusions
Numerical calculation for the forming process of the balloon was carried out and the feasibility of such simulation was verified by comparing with the experimental data. It showed that the numerical computation method can be used to simulate the process of balloon forming.
On the basis of simulation results from orthogonal experiment, it was found that the first stretching speed is the main technological factor to determine the wall thickness forming of the balloon.
Based on the computation results, the regression model of the wall thickness with the process parameters was established. It can be used to quickly optimize the combination of process parameters of the stretching and inflation stages of balloon forming within a given parameters range.
At present research about the balloon numerical simulation is isothermal. The effects of temperature and material crystallization could be considered in future research.
References
Xu, L., Liu, Y., Lu, C., et al.: State of aggregation changes of Nylon-12 balloon in molding process. Polymer Bull. 7, 104–110 (2012)
Wang, Z., Wang, S., Wu, J., et al.: Balloon dilatation and stent placement method for treatment of Budd Chiari syndrome. Chinese Med. J. 2, 97–99 (1995)
Ling, J., Xie, R., Xu, L., et al.: Experience and long-term outcome of percutaneous balloon pulmonary valvuloplasty. Chin. J. Cardiol. 5, 6–8 (2003)
Yang, H., Shi, X.: Research progress of medical balloon. In: The First National Conference on Interventional Medical Engineering, Shandong, Weihai, China (2007)
Shichong, X., Biao, G.: Application of nylon 12 in medical equipment. New Chem. Mater. 2, 183–184 (2014)
Menary, G.H., Armstrong, C.G.: Experimental study and numerical modelling of injection stretch blow moulding of angioplasty balloons. Plast., Rubber Compos. 35(8), 348–354 (2006)
Lv, C.: The optimization of process conditions and preform structure parameters for PET bottles. Doctoral dissertation. Zhejiang University (2014)
Jie, L., Yaomin, H.: Finite element analysis of superplastic bulging process. J. Plast. Eng. 15(3), 56–60 (2008)
Zhihan, P., Zupei, S.: Handbook of Plastics Industry: Polyamide. Chemical Industry Press, Beijing (2001)
Duan, Y., Saigal, A., Greif, R., et al.: A uniform phenomenological constitutive model for glassy and semicrystalline polymers. Polymer Eng. Sci. 41(8), 1322–1328 (2001)
Schang, O., Billon, N., Muracciole, J.M., et al.: Mechanical behavior of a ductile polyamide 12 during impact. Polymer Eng. Sci. 36(4), 541–550 (1996)
Zhang, K.: Numerical simulation of breadthwise stretching process of biaxially oriented plastics film. Doctoral dissertation. Nanchang University (2006)
Schmidt, L.R., Carley, J.F.: Biaxial stretching of heat-softened plastic sheets using an inflation technique. Int. J. Eng. Sci. 13(6), 563–578 (1975)
Delorenzi, H.G., Nied, H.F.: Blow molding and thermoforming of plastics: finite element modeling. Comput. Struct. 26(1–2), 197–206 (1987)
Erwin, L., Pollock, M.A., Gonzalez, H.: Blowing of oriented PET bottles: predictions of free blown size and shape. Polymer Eng. Sci. 23(15), 826–829 (2004)
Martin, L., Stracovsky, D., Laroche, D., et al.: Modeling and experimental validation of the stretch blow molding of PET. In: Annual Technical Conference of SPE, pp. 14–22 (1999)
Yeoh, O.H.: Some forms of the strain energy function for rubber. Rubber Chem. Technol. 66(5), 754–771 (1993)
Yong, H.U., Bolin, H., Hong, Y.: Numerical simulation of semi-solid die casting process of magnesium matrix composite. Chin. J. Nonferrous Met. 20(7), 1260–1266 (2010)
Wu, Y., Wu, A.: Taguchi Methods for Robust Design. Mech. Eng. 5, 78 (2001)
Gharaibeh, K.M.: Simulation of nonlinear systems in MATLAB ® nonlinear distortion in wireless systems: modeling and simulation with MATLAB, pp. 221–278 (2011)
Acknowledgements
The authors thank the support from CHEMCLOUDCOMPUTING@BUCT.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2017 Springer International Publishing AG
About this paper
Cite this paper
Fu, X., He, H., Wang, W. (2017). Numerical Simulation of Forming Process Conditions and Wall Thickness for Balloon. In: Huang, Y., Wu, H., Liu, H., Yin, Z. (eds) Intelligent Robotics and Applications. ICIRA 2017. Lecture Notes in Computer Science(), vol 10464. Springer, Cham. https://doi.org/10.1007/978-3-319-65298-6_72
Download citation
DOI: https://doi.org/10.1007/978-3-319-65298-6_72
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-65297-9
Online ISBN: 978-3-319-65298-6
eBook Packages: Computer ScienceComputer Science (R0)