
Abstract
In the present study, the laboratory triaxial compression tests were carried out on soil specimens reinforced with steel and aluminium solid plates in horizontal layers. The percentages of reinforcement used were 5%, 4%, 2%, 1% and 0.5%. The solid plates were placed horizontally in five layers in all the tests. Again the triaxial compression tests were repeated by using the perforated circular aluminium plates as horizontal reinforcement instead of solid plate, but the quantity of reinforcements was kept the same as in the previous case. The diameter of the plate in all the cases was 25 mm. To alter the percentages of reinforcement, thickness of layers were varied in each case but thickness in all the five different layers were kept the same. The results show that improvement in strength of soil was not proportional to the increase in the percentage of reinforcement and residual strength ratio was also found to be less. It was also observed that there was an increase in the tangent modulus with increase in percentage of reinforcement at higher confining pressure when aluminium was used as a disc shaped plate reinforcement.
Access provided by CONRICYT-eBooks. Download conference paper PDF
Similar content being viewed by others

1 Introduction
The beneficial effect of using different reinforcing material largely depends on the form in which it is used as reinforcement. When exactly the same quantities of reinforcing material are used in different form like planer layers or discrete fibers, the strength improvement are different for different forms. Again if the same quantities of reinforcement having the same shape are used for different material, strength improvements will be different. This difference in strengths achieved is mainly due to difference in mechanism of failure in the soil reinforced with different form/material. Horizontal layers improve the strength mainly by friction and interlocking between soil and reinforcements whereas the randomly oriented fibers improve the strength by friction and coiling around the soil particles. Much research has been carried out to understand the beneficial effects of planar form of geosynthetic reinforcement in sand and randomly oriented discrete geofibers to reinforce the sand (Haeri et al. 2000; Venkatappa Rao et al. 2005; Madhavi Latha and Murthy 2007; Choudhary et al. 2010; Jha et al. 2014, 2017; Butt et al. 2016). Limited studies are also available on sand reinforced with galvanized iron sheet and hard plastic sheets (Verma and Char 1978; Zhang et al. 2006). This paper reports the relative efficiency of solid circular plates made of steel and aluminium when the reinforcement quantity remains the same by conducting systematic series of triaxial compression tests on reinforced sand with these two forms of circular plates reinforcements. Again the triaxial compression tests were repeated by using perforated circular aluminium plate as horizontal reinforcement instead of solid plate, but the quantity of reinforcements was kept the same as in the previous case. The percentages of reinforcement used for both series of tests were 5%, 4%, 2%, 1% and 0.5%. The results were analysed to compare the form of reinforcement and to study the effect of reinforcement type on the strength properties of sand.
2 Materials and Methods
2.1 Steel and Aluminium
Aluminium sheet having a thickness of 0.45 mm and mild steel sheet having a thickness of 0.16 mm procured from the local market were used as the reinforcing material. Circular plates were cut from these sheets. The stress-strain curve shown in Fig. 1 was used to determine the modulus of elasticity of the materials.

Stress strain behaviour of reinforcing material
2.2 Sand
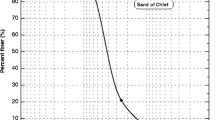
Standard Ennore sand was used in the present investigation. The average particle diameter (D 50) was 0.68 mm. The uniformity coefficient (C u) and effective size (D 10) of the sand used were 1.408 and 0.49 mm, respectively. Grain-size distribution of the Ennore sand is given in Fig. 2. The friction coefficients between the Ennore sand and the two materials (mild steel and aluminium) obtained from direct shear tests were 0.445 and 0.404, respectively.

Grain size distribution
2.3 Triaxial Compression Test
Triaxial compression tests for both series were performed on air-dried sand. In the first series, experiments were conducted using solid circular plates (mild steel and aluminium) whereas in the second series, perforated plates (aluminium) were used. The plates were kept horizontally in five layers in all the tests for both series. The diameter of the plates in all the cases was 25 mm. To alter the percentage of reinforcement, thickness of the each layer was varied but the thickness in all the five different layers was kept constant. Five plates of 25 mm dia. having 0.16 mm thickness gave 0.5% of reinforcement by volume for mild steel plate. 1% of reinforcement was obtained by 10 plates, 2% by 20 plates, 3% by 30 plates, 4% by 40 plates and 5% by 50 plates. Since each time 5 layers of reinforcements were to be used, the plates were fixed in groups of 2, 4, 6, 8 and 10 by araldite adhesive. This was done to avoid the sliding of plates among themselves when subjected to external stresses. The required thickness for aluminium plates were also computed for different percentages of reinforcement and the number of layers of reinforcement in this case was again kept at five. All tests were conducted on samples of 38 mm diameter with an aspect ratio 2. The test specimens were prepared by a procedure similar to that adopted for preparing specimens of sand for conventional unconsolidated undrained triaxial tests. The sand was filled in the split mould in six layers and each time 50 tampings were given with 6.35 mm diameter glass rod. To get the fairly uniform density for all the samples, this tamping method was used several times for sample preparation before running the tests. The weight of the total amount of sand was used to determine the density. The density for different sample was 1.5 g/cm3 and this was maintained constant for all cases. The amount of sand to fill one sixth of the split mould was measured in a container and the same was used to fill the sand in the sampler. This container was used to place the sand in six layers. After putting the first layer required number of tamping was given by the glass rod. The plate reinforcement was placed horizontally on the sand layers and the next layer of sand was poured. The same procedure was repeated till the split mould was filled in six layers. All tests were conducted at a strain rate of 1.25 mm/min for three different confining pressures [0.70 kg/cm2 (70 kPa), 1.40 kg/cm2 (140 kPa) and 2.80 kg/cm2 (280 kPa)] and the observations were continued up to at least 20% strain. The experimental set up showing the experiment in progress is shown in Fig. 3 and the variables of study are given in Table 1.

Experimental set up
3 Results and Discussion
The stress strain behaviour of the unreinforced sand at confining pressures of 70, 140 and 280 kPa is shown in Fig. 4. The shear strength parameters of unreinforced sand are c = 0 and ø = 36˚. Typical stress-strain relationships of sand reinforced with an equal amount of reinforcements for the three different forms of reinforcements (A- Solid Disc Circular Plate Mild Steel, B- Solid Disc Circular Aluminium Plate, C-Perforated Disc Circular Aluminium Plate) are shown in Fig. 5. Quantity of reinforcement considered in all the three cases is 4%.

Stress-strain behaviour of unreinforced sand

(a) - Stress-strain behaviour of reinforced sand (A-Solid Disc Circular Plate Mild Steel). (b) - Stress-strain behaviour of reinforced sand (B-Solid Disc Circular Aluminium Plate). (c) - Stress-strain behaviour of reinforced sand (C-Perforated Disc Circular Aluminium Plate)
Comparing the stress strain behaviour of reinforced case (Fig. 5) with unreinforced case (Fig. 4), it can be observed that all reinforced specimens, exhibited improved stress–strain response in terms of increase in peak deviator stress and increased failure strains. Some typical peak deviator stress value at different percentage of strain has been given in Table 2 and it can be observed that at a given confining pressure, the peak deviator stress and corresponding strain for unreinforced case was always less than their corresponding value for the reinforced case.
Table 3 shows the variation of strain at failure, peak deviator stress and the strength ratio for sand reinforced with different forms of reinforcement at a given percentage of reinforcement with increasing confining pressure. The strength ratio is defined as the peak deviator stress of reinforced specimen to the peak deviator stress of unreinforced specimen. The peak deviator stress for unreinforced sand at 70 kN/m2, 140 kN/m2 and 280 kN/m2 are 205 kN/m2, 405 kN/m2, 790 kN/m2 respectively. Now comparing this value with reinforced case, It can be observed from Table 3 that the improvement in peak deviator stress ranges from 2.75–3.68 for A (Solid Disc Circular Plate Mild Steel), 2.46–3.55, for B (Solid Disc Circular Aluminium Plate) and 2.42–2.98 for C (Perforated Disc Circular Aluminium Plate) respectively. Similarly the strength ratio ranges from 1.44–2.25 for A (Solid Disc Circular Plate Mild Steel), 1.84–2.60, for B (Solid Disc Circular Aluminium Plate) and 1.85–2.77 for C (Perforated Disc Circular Aluminium Plate), respectively. Result of strength ratio shows that aluminium as reinforcement is more effective in improving the strength ratio as compare to mild steel, despite the fact that it has high tensile strength than aluminium. Hence it can be concluded that improvement is not dependent on tensile strength alone, but other factors like ductility and confining stress also plays a significant role in enhancing the strength ratio and peak strength.
The shear strength parameters have been determined from the p–q diagram at failure for sand reinforced with different form of reinforcements. The values of c and ø obtained from p–q plots for various forms and different types of reinforcing materials are summarized in Table 4. As observed from the table, the shear strength parameters varied for different form and types of reinforcing materials. The difference in the friction angle is marginal. But the c value is observed to be quite sensitive to the reinforcement form and type. As can be seen from the table that when the same amount of reinforcement is used, the perforated aluminium is found to give the value of cohesion ‘c’ in the range of 1.4–2.4 times more than that of mild steel which has comparatively a very high tensile strength though the increase in friction angle is marginal. The possible reason of the improved performance of the perforated aluminium inclusion is related to the presence of the perforations which allow soil-to-soil frictional resistance.
Initial tangent modulus is the slope of the line which is tangent to the stress-strain curve at zero load, and it gives an idea of initial stiffness and the elastic range of the material. It can be observed from Table 5 that when the same amount of reinforcement is used, the initial tangent modulus increases with an increase in confining pressure for all the type and form of reinforcement. Secant modulus is the slope of the line which is joined by any point on the stress strain curve with the origin was determined at the maximum deviator stress. For a given amount of reinforcement, the secant modulus also increases with an increase in confining pressure. With few exceptions, it can be observed from the result of Table 5 that the value of moduli depends on amount of reinforcement/confining stress or both and aluminium reinforcement was found to be far more effective than the mild steel despite having low tensile strength. The possible reason for such result is due to the high ductility of aluminium.
The ratio of residual stress to the peak deviator stress is the residual strength ratio and has been tabulated in Table 6. Residual strength ratio ranges from 0.32–0.81 for A (Solid Disc Circular Plate Mild Steel), 0.29–0.71 for B (Solid Disc Circular Aluminium Plate) and 0.24–0.75 for C (Perforated Disc Circular Aluminium Plate) respectively. It also depends on confining pressure and percentage of reinforcement. Since surface of mild steel is more rough as compare to aluminium, it is observed that solid circular plate mild steel is more effective in retaining the residual strength than aluminium. The loss in strength is also partially due to destruction of frictional bonds and reorientation of particles. Again it is observed from Table 6 that at a given amount of reinforcement, the equivalent confining stress increase (Δσ 3) was not found to be effective at low confining pressure but starts increasing with increases in confinement which increases with increase confining stress.
4 Conclusions
Based on the experimental results, the following general conclusions can be drawn.
-
1.
All reinforced specimens exhibited improved stress-strain response compared to unreinforced sand at all confining pressures and forms in terms of improved peak deviator stress and increased strength ratio.
-
2.
Improvement in peak deviator stress and strength ratio is not proportional to the increase in reinforcement amount. These results show that despite being low tensile strength of aluminium, its performance in improving the peak stress and strength ratio is comparable to the performance of mild steel which has comparatively high tensile strength.
-
3.
The cohesion value is observed to be quite sensitive to the reinforcement form and type. When the same amount of reinforcement is used, the perforated aluminium is found to give the value of cohesion ‘c’ in the range of 1.4–2.4 times more than that of mild steel, but the increase in friction angle is marginal.
-
4.
For a given amount of reinforcement, the initial tangent modulus and secant modulus increase with an increase in confining pressure. Despite being low tensile strength, aluminium reinforcement was found to be far more effective than the mild steel in both the cases.
-
5.
At a given amount of reinforcement, the equivalent confining stress increase (Δσ 3) was not found to be effective at low confining pressure but starts increasing with increases in confining pressure.
-
6.
Residual strength ratio ranges from 0.32 to 0.81 depending on the type and form of reinforcement. Solid circular plate mild steel was found to be most effective in retaining the residual strength among the type of reinforcement used.
References
Haeri, S.M., Noorzad, R., Oskoorouchi, A.M.: Effect of geotextile reinforcement on the mechanical behavior of sand. Geotext. Geomembr. 18, 385–402 (2000)
Venkatappa Rao, G., Dutta, R.K., Ujwala, D.: Strength characteristics of sand reinforced with coir fibers and coir geotextiles. Electron. J. Geotech. Eng. USA 10/G (2005). http://www.ejge.com
Madhavi Latha, G., Murthy, V.S.: Effect of reinforcement form on the behaviour of geosynthetic reinforced sand. Geotext. Geomembr. 25, 23–32 (2007)
Choudhary, A.K., Jha, J.N., Gill, K.S.: A study on CBR behaviour of waste plastic strip reinforced soil. Emir. J. Eng. Res. 15(1), 51–57 (2010)
Jha, J.N., Choudhary, A.K., Gill, K.S., Shukla, S.K.: Behaviour of plastic waste fibre- reinforced industrial wastes in pavement applications. Int. J. Geotech. Eng. 8(3), 277–286 (2014)
Jha, J.N., Shukla, S.K., Choudhary, A.K., Gill, K.S.: Triaxial behaviour of steel reinforced soil. In: ASCE Conference: Geo Frontier (2017, paper submitted for acceptance)
Butt, W.A., Mir, B.A., Jha, J.N.: Strength behaviour of clayey soil reinforced with human hair as natural fiber. Int. J. Geotech. Geol. Eng. 34(1), 411–417 (2016)
Verma, B.P., Char, A.N.R.: Triaxial tests on reinforced sand. In: International Symposium on Soil Reinforcing and Stabilising Techniques, Sydney, Australia, pp. 29–39 (1978)
Zhang, M.X., Javadi, A.A., Min, X.: Triaxial tests of sand reinforced with 3D inclusions. Geotext. Geomembr. 24, 201–209 (2006)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2018 Springer International Publishing AG
About this paper
Cite this paper
Jha, J.N., Shukla, S.K., Choudhary, A.K., Gill, K.S., Verma, B.P. (2018). Stress-Strain Behaviour of Sand with Disc Plate Shaped Reinforcement. In: Shukla, S., Guler, E. (eds) Advances in Reinforced Soil Structures. GeoMEast 2017. Sustainable Civil Infrastructures. Springer, Cham. https://doi.org/10.1007/978-3-319-63570-5_3
Download citation
DOI: https://doi.org/10.1007/978-3-319-63570-5_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-63569-9
Online ISBN: 978-3-319-63570-5
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)